EP0536632B1 - Pipe bending machine with an auxiliary mechanism for performing supplementary operations - Google Patents
Pipe bending machine with an auxiliary mechanism for performing supplementary operations Download PDFInfo
- Publication number
- EP0536632B1 EP0536632B1 EP92116714A EP92116714A EP0536632B1 EP 0536632 B1 EP0536632 B1 EP 0536632B1 EP 92116714 A EP92116714 A EP 92116714A EP 92116714 A EP92116714 A EP 92116714A EP 0536632 B1 EP0536632 B1 EP 0536632B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bending machine
- pipe
- pipe bending
- machine according
- clamp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000005452 bending Methods 0.000 title claims description 56
- 239000002184 metal Substances 0.000 claims description 11
- 238000004080 punching Methods 0.000 claims description 6
- 238000003780 insertion Methods 0.000 claims description 3
- 230000037431 insertion Effects 0.000 claims description 3
- 230000000717 retained effect Effects 0.000 claims description 3
- XBWAZCLHZCFCGK-UHFFFAOYSA-N 7-chloro-1-methyl-5-phenyl-3,4-dihydro-2h-1,4-benzodiazepin-1-ium;chloride Chemical compound [Cl-].C12=CC(Cl)=CC=C2[NH+](C)CCN=C1C1=CC=CC=C1 XBWAZCLHZCFCGK-UHFFFAOYSA-N 0.000 claims 8
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
- B21D41/02—Enlarging
- B21D41/026—Enlarging by means of mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
- B21D41/02—Enlarging
- B21D41/025—Enlarging by means of impact-type swaging hand tools
Definitions
- the present invention relates to a bending machine for metal pipes and similar linear elements.
- the pipes can be of circular or polygonal cross-section.
- Other linear elements which can be bent by the machine include for example metal sections.
- Such bending machines are used both at the craftsman and industrial level for the most varied uses, including the formation of heat transfer coils, the production of metal furniture or metal structures in general, and in industrial heating, sanitary and electrical systems.
- a particularly versatile bending machine which enables a mechanical workshop to satisfy the most varied pipe and metal section bending requirements is that described in Italian utility model patent No. 213 444 which represents the closest prior art and thus is summarized in the preamble of the attached main claim.
- This bending machine besides possessing the basic requirement of not deforming the pipe cross-section during bending and of being easily operated with one hand, is able to form bends of both of very small and very large radius of curvature, to form several successive bends with a very small space between them, to adapt to the various diameters and dimensions of commercially available pipes and sections, and form bends having an angle of curvature of 180° and more.
- the aforesaid bending machine comprises a box casing in which a die shaft is rotated manually, or by an electric motor via a step-down gear.
- the bending machine is provided with a pipe presser shoe shaped to adapt to part of the outline of the cross-section of the element to be bent, this shoe being movable towards the element to be bent and away from it to lock it before operating the bending machine.
- bending machines suffer from the serious drawback that the bending machine either operates as such or as a flanging or widening machine, but does not simultaneously offer the two functions, its conversion from bending machine to flanging or widening machine requiring the the removal of the die and its replacement with a suitable mechanism as stated, and its re-conversion to bending machine involving the reverse procedure.
- the object of the present invention is to provide a bending machine of the type comprising a motorized shaft which is able to perform supplementary operations of the aforesaid type without the need to remove the die from the bending machine.
- the devices operated by the reciprocating movement obtained by the mechanism of the invention are preferably devices for widening or flanging pipe ends, or for punching pipes or metal sheets, known per se.
- said cam follower conveniently comprises a coaxial conical point to be inserted into a seat provided in a cylindrical unit coaxial to said point, said cylindrical unit being formed from several wedge elements which move radially following the insertion of the point into its seat.
- the clamp can comprise a plurality of seats for receiving pipes of various diameters.
- the punch can also be of the type suitable for punching pipes or metal sheets, these latter being retained in position during punching by a suitable clamp connectable to the bending machine.
- the bending machine 10 is composed basically of a conventional drill 14 of gun type, connectable to a bending unit 12.
- This latter consists of a casing 16 comprising a recess ( Figure 4) into which said drill 14 is inserted.
- Means 23, 24 are provided for transmitting the rotary movement of the drill chuck 20 to a gear train 30/34, 42/44, 52/54, 66/68 which transmits the rotary movement of the electric motor of the drill 14 with speed step-down to rotate a die 74, into the groove 96 of which the pipe 98 to be bent is inserted.
- a pipe pressing shoe 104 shaped to fit part of the contour of the cross-section through the pipe 98 and fixed to the clamp 102, can be moved by the handwheel 100 both away from and towards the pipe 98 to lock it before operating the bending machine.
- the operation of the bending machine 10 is controlled by the trigger 92 on the handgrip 13 ( Figure 3) of the drill 14.
- a first auxiliary mechanism is shown in Figures 1, 2 and 4 and consists essentially of an eccentric extension 86 of the shaft 70, said extension having a circular cross-section.
- the upper end of a pin 88 which acts as a guide for a return spring 90, always remains in contact with the surface of the eccentric extension 86. Consequently ( Figure 4), when the drill 14 is operated by pressing the trigger 92, the rotary movement of the chuck 20 is transmitted via the gear train 30/34, 42/44, 52/54, 66/68 to the shaft 80, so that the pin 88 ( Figure 2) moves with reciprocating movement in the direction of its axis.
- the pin 88 is guided by a bush 120 (Figure 3) inserted into a hole 124 provided in the casing 16.
- Said bush 120 consists of two coaxial cylindrical parts, both threaded.
- a nut 120 is screwed onto the smaller-diameter part of the bush 120 ( Figure 4) to lock it in position.
- the pin 88 has a conically pointed lower end 106.
- This latter assumed to be in the position shown in Figure 2, is pushed downwards on operating the drill 14, to operate a device which in this specific case enables pipe ends to be widened.
- This additional device consists of four wedges 108 (see also Figure 5) which are urged radially outwards when the point 106 on being lowered becomes inserted between the wedges 108.
- Each wedge 108 is provided with a fin 116 positioned between an outer circular wall 112 and an inner circular wall 114 of a retaining bush 110 screwed onto the larger-diameter outer part of the bush 120.
- the fin 116 and the circular walls 112 and 114 enable the wedges 108 to be correctly guided in their radial movement. If on the outwardly projecting part of the wedge assembly 108, which forms an overall cylindrical projection, a pipe of diameter just greater than this cylindrical part is mounted, the lowering movement of the point 106 will cause the end of the pipe to undergo a radially outward force. If this force exceeds the elastic limit of the constituent material of the pipe, said pipe end will be widened by the end of the operation, ie it will have a diameter greater than its original diameter. This enables a so-called socket joint to be formed between said widened end and the end of another pipe which has not undergone this operation.
- Figures 3 and 4 do not comprise the described additional device, which is removable by simply unscrewing the bush 110. It is replaced by a rounded protection bush 118, fitted when the additional device is not to be used.
- Figure 6 shows an auxiliary mechanism slightly different from that heretofore described.
- the upper end of the pin 88' is maintained constantly resting against the surface of the eccentric extension 86 by the return spring 90, so that it moves with reciprocating movement when the drill 14 is operated.
- a punch 124 lowerly of frusto-conical shape is fixed to the lower end of the pin 88' by conventional means, clearly visible in Figure 6.
- a holder 126 comprising a threaded circular hole 128 in its top is screwed tightly onto the bush 120 as shown in Figure 6.
- the two lower arms 130 of the holder 126 are arranged to receive and support a bar-shaped clamp 132, better seen in Figures 8 and 9.
- the clamp 132 comprises a series of through holes of different diameter and can be moved longitudinally within the holder 126 to enable each hole 134, 136, 138 to be centered below the punch 124. The centering of these holes is facilitated by the presence of suitable locator steps 140, 142, 144 and 146 provided on the lower side of the clamp 132 ( Figure 9).
- the clamp 132 is divided longitudinally into two parts ( Figure 8) hinged together by a hinge 148 so that the clamp 132 can be opened to insert the pipe to be widened or flanged into the relative hole.
- the holes 134, 136, 138 are of diameters to match pipes of commonly used standard diameters, so that the pipe becomes locked in position when the clamp 132 is closed.
- the clamp can be locked in its closed position by a conventional snap handle 150 ( Figure 8).
- the additional device shown in Figure 6 enables a flared flange to be formed at the end of a pipe 98' locked in the clamp 132, as a result of the descent of the punch 124 (its lowest position is indicated by a dashed and dotted line in Figure 6).
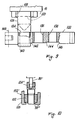
- Figure 7 shows a further additional device to be fitted to the bending machine 10' to obtain a flat flange at the end of a pipe 98'' starting from a flared flange previously formed by the device of Figure 6.
- the punch 124' has the shape shown in Figure 7. The operation of the device is obvious and does not require further comment.
- Figure 10 shows a further additional device to be fitted to the bending machine 10' for widening the end of a pipe 98'''.
- the punch 124'' has the shape shown in Figure 10. The operation of the device is again obvious from this figure, and does not require further comment.
- auxiliary mechanism the purpose of which is to transform the rotary movement of the shaft 70 into reciprocating movement of a pin 88, 88', can also be formed in other ways, for example by a connecting rod/crank mechanism.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Earth Drilling (AREA)
Description
- The present invention relates to a bending machine for metal pipes and similar linear elements. In particular, the pipes can be of circular or polygonal cross-section. Other linear elements which can be bent by the machine include for example metal sections.
- Such bending machines are used both at the craftsman and industrial level for the most varied uses, including the formation of heat transfer coils, the production of metal furniture or metal structures in general, and in industrial heating, sanitary and electrical systems.
- Many bending machines are known in the art for bending pipes and metal sections.
- A particularly versatile bending machine which enables a mechanical workshop to satisfy the most varied pipe and metal section bending requirements is that described in Italian utility model patent No. 213 444 which represents the closest prior art and thus is summarized in the preamble of the attached main claim. This bending machine, besides possessing the basic requirement of not deforming the pipe cross-section during bending and of being easily operated with one hand, is able to form bends of both of very small and very large radius of curvature, to form several successive bends with a very small space between them, to adapt to the various diameters and dimensions of commercially available pipes and sections, and form bends having an angle of curvature of 180° and more.
- The aforesaid bending machine comprises a box casing in which a die shaft is rotated manually, or by an electric motor via a step-down gear. The bending machine is provided with a pipe presser shoe shaped to adapt to part of the outline of the cross-section of the element to be bent, this shoe being movable towards the element to be bent and away from it to lock it before operating the bending machine.
- In addition to the bending operation it is often necessary to perform supplementary operations on the pipe such as widening or flanging a pipe end. This is currently done either with specific devices or machines independent of the bending machine, or by using certain bending machines (see FR-A-2 478 498) in which the die is removable from its shaft by which it is rotated and replaceable by flanging or widening devices operated by said shaft. These bending machines suffer from the serious drawback that the bending machine either operates as such or as a flanging or widening machine, but does not simultaneously offer the two functions, its conversion from bending machine to flanging or widening machine requiring the the removal of the die and its replacement with a suitable mechanism as stated, and its re-conversion to bending machine involving the reverse procedure.
- The object of the present invention is to provide a bending machine of the type comprising a motorized shaft which is able to perform supplementary operations of the aforesaid type without the need to remove the die from the bending machine.
- Said object is attained by the bending machine according to the main claim.
- The devices operated by the reciprocating movement obtained by the mechanism of the invention, are preferably devices for widening or flanging pipe ends, or for punching pipes or metal sheets, known per se.
- By way of example, if the auxiliary mechanism consists of the aforesaid eccentric portion of the motorized shaft of the bending machine plus the relative cam follower moving with reciprocating movement, said cam follower conveniently comprises a coaxial conical point to be inserted into a seat provided in a cylindrical unit coaxial to said point, said cylindrical unit being formed from several wedge elements which move radially following the insertion of the point into its seat.
- If a pipe with an inner diameter just greater than the diameter of said cylindrical unit is mounted over the end of said unit, the insertion of said point results in widening of the pipe end.
- According to a further modification of the present invention, there is fixed to the cam follower a punch of the type suitable for flanging or, respectively, widening a pipe end, this end being retained by a clamp coaxial to the punch, the clamp being connectable to the bending machine.
- The clamp can comprise a plurality of seats for receiving pipes of various diameters.
- The punch can also be of the type suitable for punching pipes or metal sheets, these latter being retained in position during punching by a suitable clamp connectable to the bending machine.
- To an expert of the art the convenience and practicality of the bending machine according to the present invention are apparent, in that it also enables pipe ends to be widened or flanged, or tubes or sheet metal to be punched, these operations being often carried out together with pipe bending.
- The present invention will be more apparent from the description of a bending machine provided with said auxiliary device according to the invention, given hereinafter with reference to the accompanying drawings, in which:
- Figure 1 is a partly sectional side view of the bending machine, which is of the grippable type and is provided with an additional device for widening pipes;
- Figure 2 is a vertical section therethrough on the line 2-2 of Figure 1;
- Figure 3 is a front view thereof in the direction of the
arrow 3 of Figure 1, in which the widening device has been replaced by a simple protection bush, and in which the die is not present; - Figure 4 is a vertical section therethrough on the line 4-4 of Figure 3, but showing the drill in full view;
- Figure 5 is an enlarged cross-section on the line 5-5 of Figure 2.
- Figure 6 is a partial section through a modification of the bending machine of Figure 4, which enables flared flanges to be obtained;
- Figure 7 shows how the lower part of Figure 6 is modified in order to obtain a flat flange after forming a flared flange
- Figure 8 is a section therethrough on the line 8-8 of Figure 6;
- Figure 9 is a side view thereof in the direction of the
arrow 9 of Figure 8; - Figure 10 shows a modification of the lower part of the bending machine of Figure 6, for widening a pipe end.
- For a detailed description of the bending machine and its operation as such, reference should be made to the cited patent application entitled "Grippable bending machine for pipes and the like".
- It will be merely stated herein that the
bending machine 10 is composed basically of aconventional drill 14 of gun type, connectable to abending unit 12. - This latter consists of a
casing 16 comprising a recess (Figure 4) into which saiddrill 14 is inserted. -
Means 23, 24 are provided for transmitting the rotary movement of the drill chuck 20 to agear train 30/34, 42/44, 52/54, 66/68 which transmits the rotary movement of the electric motor of thedrill 14 with speed step-down to rotate adie 74, into thegroove 96 of which thepipe 98 to be bent is inserted. Apipe pressing shoe 104, shaped to fit part of the contour of the cross-section through thepipe 98 and fixed to theclamp 102, can be moved by thehandwheel 100 both away from and towards thepipe 98 to lock it before operating the bending machine. - The operation of the
bending machine 10 is controlled by thetrigger 92 on the handgrip 13 (Figure 3) of thedrill 14. - Two embodiments of the auxiliary mechanism with which the mechanism of the present invention is provided are described hereinafter in greater detail. A first auxiliary mechanism is shown in Figures 1, 2 and 4 and consists essentially of an
eccentric extension 86 of theshaft 70, said extension having a circular cross-section. The upper end of apin 88, which acts as a guide for areturn spring 90, always remains in contact with the surface of theeccentric extension 86. Consequently (Figure 4), when thedrill 14 is operated by pressing thetrigger 92, the rotary movement of the chuck 20 is transmitted via thegear train 30/34, 42/44, 52/54, 66/68 to theshaft 80, so that the pin 88 (Figure 2) moves with reciprocating movement in the direction of its axis. - The
pin 88 is guided by a bush 120 (Figure 3) inserted into ahole 124 provided in thecasing 16. Saidbush 120 consists of two coaxial cylindrical parts, both threaded. Anut 120 is screwed onto the smaller-diameter part of the bush 120 (Figure 4) to lock it in position. - As can be seen in Figures 2 and 4, the
pin 88 has a conically pointedlower end 106. This latter, assumed to be in the position shown in Figure 2, is pushed downwards on operating thedrill 14, to operate a device which in this specific case enables pipe ends to be widened. This additional device consists of four wedges 108 (see also Figure 5) which are urged radially outwards when thepoint 106 on being lowered becomes inserted between thewedges 108. Eachwedge 108 is provided with afin 116 positioned between an outercircular wall 112 and an innercircular wall 114 of aretaining bush 110 screwed onto the larger-diameter outer part of thebush 120. - The
fin 116 and thecircular walls wedges 108 to be correctly guided in their radial movement. If on the outwardly projecting part of thewedge assembly 108, which forms an overall cylindrical projection, a pipe of diameter just greater than this cylindrical part is mounted, the lowering movement of thepoint 106 will cause the end of the pipe to undergo a radially outward force. If this force exceeds the elastic limit of the constituent material of the pipe, said pipe end will be widened by the end of the operation, ie it will have a diameter greater than its original diameter. This enables a so-called socket joint to be formed between said widened end and the end of another pipe which has not undergone this operation. - Figures 3 and 4 do not comprise the described additional device, which is removable by simply unscrewing the
bush 110. It is replaced by arounded protection bush 118, fitted when the additional device is not to be used. - Figure 6 shows an auxiliary mechanism slightly different from that heretofore described.
- In the following description, parts identical to those of the aforedescribed bending machine are indicated by the same reference numeral, whereas similar parts are indicated by the same numeral plus an apex.
- The upper end of the pin 88' is maintained constantly resting against the surface of the
eccentric extension 86 by thereturn spring 90, so that it moves with reciprocating movement when thedrill 14 is operated. - A
punch 124 lowerly of frusto-conical shape is fixed to the lower end of the pin 88' by conventional means, clearly visible in Figure 6. - A
holder 126 comprising a threadedcircular hole 128 in its top is screwed tightly onto thebush 120 as shown in Figure 6. - The two
lower arms 130 of theholder 126 are arranged to receive and support a bar-shaped clamp 132, better seen in Figures 8 and 9. Theclamp 132 comprises a series of through holes of different diameter and can be moved longitudinally within theholder 126 to enable eachhole punch 124. The centering of these holes is facilitated by the presence ofsuitable locator steps - The
clamp 132 is divided longitudinally into two parts (Figure 8) hinged together by ahinge 148 so that theclamp 132 can be opened to insert the pipe to be widened or flanged into the relative hole. Theholes clamp 132 is closed. - The clamp can be locked in its closed position by a conventional snap handle 150 (Figure 8).
- The additional device shown in Figure 6 enables a flared flange to be formed at the end of a pipe 98' locked in the
clamp 132, as a result of the descent of the punch 124 (its lowest position is indicated by a dashed and dotted line in Figure 6). - When this has been achieved the pipe 98' is released by operating the snap handle 150 after removing the clamp from the
holder 126. - Figure 7 shows a further additional device to be fitted to the bending machine 10' to obtain a flat flange at the end of a pipe 98'' starting from a flared flange previously formed by the device of Figure 6. In this case the punch 124' has the shape shown in Figure 7. The operation of the device is obvious and does not require further comment.
- Figure 10 shows a further additional device to be fitted to the bending machine 10' for widening the end of a pipe 98'''. In this case the punch 124'' has the shape shown in Figure 10. The operation of the device is again obvious from this figure, and does not require further comment.
- It will be apparent to an expert of the art that the auxiliary mechanism, the purpose of which is to transform the rotary movement of the
shaft 70 into reciprocating movement of apin 88, 88', can also be formed in other ways, for example by a connecting rod/crank mechanism. - It will also be apparent to an expert of the art that although a grippable bending machine such as that of the cited simultaneous patent application has been illustrated and described, the bending machine can also be of completely different type, for example of the type which can operate only if fixed to a bench or stand. In particular, the type described in the cited utility model No. 213444 can be used.
Claims (9)
- A pipe bending machine comprising a housing (12), a gear train (30,34,42,44,52,54,66,68) in said housing driven by an electric motor, a shaft (70) driven by said gear train and supported by said housing and partly protruding therefrom, a grooved die (72) mounted on the protruding portion of said shaft (70) to be rotated therefrom and a registrable pipe bending shoe (104) cooperating with said grooved die (72) for bending a pipe (98), characterized in that the shaft (70) has an eccentric extension (86) acting on a die pin (88;88') biased by a return spring (90) and supported by said housing (12).
- A pipe bending machine according to claim 1, wherein the die pin (88;88') operates a device (152; 156') for widening the end of a pipe (98''').
- A pipe bending machine according to claim 1, wherein the die pin (88') operates a device (154; 154') for flanging the end of a pipe (98' ;98'').
- A pipe bending machine according to claim 1, wherein the die pin (88') operates a device for punching pipes or metal sheets.
- A pipe bending machine according to Claim 2, wherein the die pin (88) comprises a coaxial conical point (106) for insertion into a seat (156) provided in a cylindrical unit coaxial to said point and formed of several wedge elements (108) which move radially as a result of the invention of the point (106) into its seat (156).
- A pipe bending machine according to claims 3 or 4, wherein to the die pin (88') there is fixed a punch (124'' ; 124; 124') of the type for flanging or widening the end of a pipe (98''' ,98', 98''), said end being retained coaxial to the punch by a clamp (132), the clamp being connectable to the bending machine (10').
- A pipe bending machine according to claim 6, wherein the clamp (132) comprises a plurality of seats (134, 136, 138) for receiving pipes of varoius diameters.
- A pipe bending machine according to claim 4, wherein to the die pin there is fixed a coaxial punch for punching pipes or metal sheets, these latter being maintained in position during punching by a clamp connectable to the bending machine.
- A pipe bending machine according to claim 1, wherein the electric motor is the motor of a drill (14) of the gun type, which forms part of the bending machine.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITRE910065 | 1991-10-09 | ||
| ITRE910065A IT1252748B (en) | 1991-10-09 | 1991-10-09 | PIPE BENDING MACHINE WITH AUXILIARY MECHANISM FOR PERFORMING AUXILIARY OPERATIONS. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0536632A1 EP0536632A1 (en) | 1993-04-14 |
| EP0536632B1 true EP0536632B1 (en) | 1995-11-08 |
Family
ID=11398067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92116714A Expired - Lifetime EP0536632B1 (en) | 1991-10-09 | 1992-09-30 | Pipe bending machine with an auxiliary mechanism for performing supplementary operations |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0536632B1 (en) |
| DE (1) | DE69205940T2 (en) |
| ES (1) | ES2082314T3 (en) |
| IT (1) | IT1252748B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBI20080014A1 (en) * | 2008-07-31 | 2010-02-01 | Mauro Passadore | COMPACT PIPE BENDERS APPLICABLE TO ELECTRIC TOOLS. |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB121705A (en) * | 1918-07-25 | 1919-01-02 | Greenwood And Batley Ltd | Improvements in Machines for Bulging the Ends of Tubes. |
| GB509188A (en) * | 1937-05-28 | 1939-07-12 | Mannesmann Ag | Process and apparatus for expanding tubes |
| IT1095305B (en) * | 1978-04-24 | 1985-08-10 | Belotti Flli | MOTOR-PUMP UNIT AND HALF FOR ITS REMOTE OPERATION |
| FR2478498A2 (en) * | 1980-03-18 | 1981-09-25 | Lepriol Rene | Pipe working machine for bending and cutting - has hand-screw feed and semicircular former or rotary cutting wheel |
| FR2483271A1 (en) * | 1980-05-28 | 1981-12-04 | Gateau Internal | TUBE SHAPING APPARATUS |
| DE3925950A1 (en) * | 1989-08-05 | 1991-02-07 | Woerlein Randolph | Bending machine for pipes - has bending tool driven by screwed spindle |
-
1991
- 1991-10-09 IT ITRE910065A patent/IT1252748B/en active IP Right Grant
-
1992
- 1992-09-30 ES ES92116714T patent/ES2082314T3/en not_active Expired - Lifetime
- 1992-09-30 EP EP92116714A patent/EP0536632B1/en not_active Expired - Lifetime
- 1992-09-30 DE DE69205940T patent/DE69205940T2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0536632A1 (en) | 1993-04-14 |
| ITRE910065A1 (en) | 1993-04-09 |
| ES2082314T3 (en) | 1996-03-16 |
| ITRE910065A0 (en) | 1991-10-09 |
| DE69205940D1 (en) | 1995-12-14 |
| DE69205940T2 (en) | 1996-06-20 |
| IT1252748B (en) | 1995-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3270158D1 (en) | Wire-bending machine | |
| DE69317987T2 (en) | Pipe bender | |
| HU183304B (en) | Pointing machine | |
| EP0536632B1 (en) | Pipe bending machine with an auxiliary mechanism for performing supplementary operations | |
| CN112371858A (en) | Vertical rotatory multistation plate stamping forming anchor clamps | |
| CN114951379A (en) | Hardware processing is with equipment of bending | |
| WO1997024195A1 (en) | Automatic positioning system for a hose assembly and method therefor | |
| WO2000009301A1 (en) | Punch guide assembly | |
| US9701036B2 (en) | Hand tool for punching sheet material | |
| GB1567529A (en) | Machine for making a coil of metal tape | |
| CN211588052U (en) | Pipe end shaping and rotary ditch all-in-one machine | |
| US4627321A (en) | Punch press machine including a workpiece positioning means with a quick change die holder, punch and stripper unit | |
| JPS6211937B2 (en) | ||
| US5626045A (en) | Metal stock bender | |
| CA1109777A (en) | Hand operated tube crimping apparatus | |
| US4428216A (en) | Tube bender | |
| CN214078920U (en) | Vertical rotatory multistation plate stamping forming anchor clamps | |
| US4151769A (en) | Tube louvering machine | |
| GB2166986A (en) | A workpiece support device for a bending machine | |
| EP0630299B1 (en) | Shaft clutch mechanism and its production | |
| WO2002009897A1 (en) | Press die assembly and method of using same | |
| CN221414569U (en) | Pipe bending machine for stainless steel pipe machining | |
| SU1750811A1 (en) | Apparatus for connecting sheet parts | |
| SU944720A1 (en) | Apparatus for assembling unit by expanding | |
| SU1764862A1 (en) | Automatic pipe cutter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES FR GB |
|
| 17P | Request for examination filed |
Effective date: 19930219 |
|
| 17Q | First examination report despatched |
Effective date: 19940412 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB |
|
| REF | Corresponds to: |
Ref document number: 69205940 Country of ref document: DE Date of ref document: 19951214 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2082314 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20100922 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20110822 Year of fee payment: 20 Ref country code: GB Payment date: 20110926 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20111011 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69205940 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69205940 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20120929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20120929 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20130801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20121001 |