EP0497151A1 - Process for the continuous manufacture of thin walled articles from ceramic material - Google Patents
Process for the continuous manufacture of thin walled articles from ceramic material Download PDFInfo
- Publication number
- EP0497151A1 EP0497151A1 EP19920100649 EP92100649A EP0497151A1 EP 0497151 A1 EP0497151 A1 EP 0497151A1 EP 19920100649 EP19920100649 EP 19920100649 EP 92100649 A EP92100649 A EP 92100649A EP 0497151 A1 EP0497151 A1 EP 0497151A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolling
- ceramic mass
- ceramic
- green body
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/12—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein one or more rollers exert pressure on the material
- B28B3/126—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein one or more rollers exert pressure on the material on material passing directly between the co-operating rollers
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Manufacturing Of Tubular Articles Or Embedded Moulded Articles (AREA)
- Producing Shaped Articles From Materials (AREA)
Abstract
Description
Die Erfindung bezieht sich auf ein Verfahren zur kontinuierlichen Herstellung dünnwandiger Formkörper aus keramischer Masse, wie Platten, Bänder, Rohren o. dgl., in dem die Roh- und Zuschlagsstoffe für die keramische Masse angefeuchtet und gemischt werden, die gemischte keramische Masse zu einem Grünkörper geformt, ggf. unterteilt, und der Grünkörper durch Trocknen und Brennen zu dem Formkörper gestaltverfestigt wird. Unter einem dünnwandigen Formkörper wird ein solcher mit einer Dicke im Bereich zwischen etwa 1 bis 10 mm verstanden. Als Rohstoffe werden die keramischen Ausgangsstoffe, meist in Pulverform, angesehen, während unter den Zuschlagsstoffen Verflüssiger, Plastifizierer, Binder u. dgl. verstanden werden.The invention relates to a process for the continuous production of thin-walled shaped bodies made of ceramic mass, such as plates, strips, pipes or the like, in which the raw materials and additives for the ceramic mass are moistened and mixed, the mixed ceramic mass to form a green body shaped, optionally subdivided, and the green body is solidified to form the shaped body by drying and firing. A thin-walled shaped body is understood to mean one with a thickness in the range between approximately 1 to 10 mm. Ceramic raw materials, mostly in powder form, are regarded as raw materials, while plasticizers, plasticizers, binders and the like are among the additives. Like. To be understood.
Ein Verfahren der eingangs beschriebenen Art ist bekannt (Keramische Zeitschrift Nr. 2, 1986, S. 79 bis 82 "Foliengießen oxidischer und nichtoxidischer keramischer Pulver"). Mit diesem Foliengießen können dünnwandige Formkörper in Bandform mit einer Dicke zwischen 0,2 und 1,5 mm hergestellt werden. Die keramischen Rohstoffe in Pulverform werden mit einem Lösungsmittel versetzt und zusammen mit Verflüssigern gemahlen. Anschließend werden Binder und Plastifizierer zugemischt. Es entsteht somit ein Schlicker, der zu Zwecken der Homogenisierung entlüftet wird. Dieser Schlicker wird auf ein über zwei Rollen horizontal geführtes endloses Stahlband gegossen, wobei der Schlicker entweder durch einen in seiner Höhe verstellbaren Spalt ausläuft oder aber abgerakelt wird. Nach dem Verdampfen der Lösungsmittel verleihen Binder und Plastifizierer der gegossenen Folie eine gewisse Flexibilität, die es erlaubt, die Folie zu wickeln, zu prägen, zu stanzen und wenn nötig, mehrschichtig übereinander zu laminieren. Durch Trocknen und Brennen erhält die Folie bzw. die daraus hergestellten Bauteile ihre endgültige Gestalt. Das Trocknen des so gegossenen Grünkörpers geschieht zumindest teilweise noch auf dem Band im Anschluß an den Gießvorgang. Die keramische Masse weist beim Foliengießen einen Feuchtigkeitsgehalt von etwa 20 bis 30 Gew.% auf (Keramische Zeitschrift Nr. 9, 1990, S. 650 bis 652). Die hohen Feuchtigkeitsgehalte erfordern besondere Maßnahmen beim Trocknen der gegossenen Folie. Der Grünkörper läßt sich nicht in allen Fällen problemlos handhaben. Eine nennenswerte Verdichtung der keramischen Masse findet beim Foliengießen nicht statt.A method of the type described in the opening paragraph is known (Ceramic Journal No. 2, 1986, pp. 79 to 82 "Foil casting of oxide and non-oxide ceramic powders"). This film casting can be used to produce thin-walled shaped bodies in strip form with a thickness between 0.2 and 1.5 mm. The ceramic raw materials in powder form are mixed with a solvent and ground together with plasticizers. The binder and plasticizer are then mixed in. This creates a slip that is deaerated for homogenization purposes. This slip is poured onto an endless steel belt, which is guided horizontally over two rollers, the slip either running out through a gap which is adjustable in height or being scraped off. After the evaporation of the solvents, the binder and plasticizer give the cast film a certain flexibility, which allows the film to be wound, embossed, punched and, if necessary, laminated in layers on top of one another. By drying and Firing gives the film or the components made from it its final shape. The green body thus cast is at least partially dried on the belt following the casting process. The ceramic mass has a moisture content of about 20 to 30% by weight during film casting (Ceramic Journal No. 9, 1990, pp. 650 to 652). The high moisture content requires special measures when drying the cast film. The green body cannot be easily handled in all cases. There is no significant compression of the ceramic mass during film casting.
Andererseits ist es bei der Herstellung von Fliesen bekannt, die keramische Masse durch das Mundstück einer keramischen Presse auszupressen und das sich bildende Band beispielsweise durch einen Stanzvorgang in die einzelnen Grünkörper zu zerteilen, die dann auch getrocknet und gebrannt werden. Die keramische Masse wird dabei auf eine Feuchtigkeit in der Größenordnung von 12 Gew.% eingestellt und enthält einen tonigen Binderanteil. Die Fliesen weisen üblicherweise eine Dicke in der Größenordnung von etwa 8 bis 10 mm auf.On the other hand, in the production of tiles, it is known to squeeze the ceramic mass through the mouthpiece of a ceramic press and to split the band that forms, for example by means of a punching process, into the individual green bodies, which are then also dried and fired. The ceramic mass is adjusted to a moisture content of the order of 12% by weight and contains a clayey proportion of binder. The tiles usually have a thickness of the order of about 8 to 10 mm.
Während sich die durch Foliengießen erzeugbaren Formkörper im unteren Grenzbereich der dünnwandigen Formkörper bewegen, deren kontinuierliche Herstellung hier aufgezeigt wird, decken die Fliesen den oberen Bereich der Dicke ab. Bei dem letztgenannten Verfahren werden auch tonige Binder in nennenswerten Gewichtsanteilen eingesetzt, während im Mittelbereich der Dicke eine spezielle Herstellungsmöglichkeit fehlt. Bei sehr dünnen Platten ist der Feuchtigkeitsgehalt sehr hoch, so daß hier der Nachteil besteht, daß große Feuchtigkeitsmengen beim Trocknen und/oder Brennen wieder ausgetrieben werden müssen. Insbesondere auf dem Gebiet der keramischen Werkstoffe für die Hochleistungstechnik müssen keramische Massen, insbesondere Pulver, verarbeitet werden, die Ton als Bindemittel nicht enthalten dürfen. Solche Massen weisen kaum Plastizität auf und sind daher schwer verarbeitbar. Andererseits werden keramische Massen trocken verpreßt, wobei feinkörnige Massen hierbei einen Feuchtigkeitsanteil in der Größenordnung von 3 bis 4 Gew.% aufweisen können. Dabei ist jedoch zu berücksichtigen, daß die Formkörper eine gewisse Mindestdicke aufweisen müssen, die bereits außerhalb des Bereichs dünnwandiger Formkörper in der Größenordnung von etwa 1 bis 10 mm liegt. Beim isostatischen Pressen werden zwar noch geringere Feuchtigkeitsgehalte bis unter 0,5 Gew.% angewendet, jedoch setzt auch dieses Verfahren eine Mindestausdehnung der Formkörper voraus. Ganz abgesehen davon handelt es sich um ein aufwendiges Herstellungsverfahren.While the moldings that can be produced by film casting move in the lower limit region of the thin-walled moldings, the continuous production of which is shown here, the tiles cover the upper region of the thickness. In the latter process, clayey binders are also used in significant proportions by weight, while in the middle area of the thickness there is no special manufacturing possibility. In the case of very thin plates, the moisture content is very high, so that there is the disadvantage that large amounts of moisture have to be expelled again during drying and / or firing. In the field of ceramic materials for high-performance technology in particular, ceramic masses, in particular powders, have to be processed, which clay does not as a binder may contain. Such masses have little plasticity and are therefore difficult to process. On the other hand, ceramic masses are pressed dry, whereby fine-grained masses can have a moisture content of the order of 3 to 4% by weight. However, it must be taken into account here that the shaped bodies must have a certain minimum thickness which is already outside the region of thin-walled shaped bodies in the order of magnitude of approximately 1 to 10 mm. Even lower moisture contents of less than 0.5% by weight are used in isostatic pressing, but this process also requires a minimum expansion of the shaped bodies. Quite apart from that, it is a complex manufacturing process.
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zur kontinuierlichen Herstellung dünnwandiger Formkörper aus keramischen Werkstoffen, insbesondere feinkeramischen Werkstoffen, die z. B. tonfrei sind, aufzuzeigen.The invention has for its object a method for the continuous production of thin-walled shaped articles made of ceramic materials, in particular fine ceramic materials, the z. B. are clay-free to show.
Erfindungsgemäß wird dies dadurch erreicht, daß die keramische Masse mit einer Feuchtigkeit von 2 bis 15 Gew.% eingestellt wird, und daß die Formgebung des Grünkörpers durch Walzen erfolgt. Unter Walzen wird hierbei verstanden, daß die keramische Masse z. B. durch einen von zwei gegeneinander angestellten Walzen gebildeten Walzspalt hindurchgeführt und dabei verdichtet wird, so daß als Grünkörper ein Band entsteht, welches ggf. unterteilt oder in anderer Weise weiterverarbeitet werden kann. Durch die Einstellung der Feuchtigkeit auf einen Bereich, der sowohl die typischen Feuchtigkeitsgehalte des Schlickergießens einerseits wie auch des Trockenpressens andererseits meidet, ergibt sich eine besonders energiesparende Herstellmöglichkeit, weil der Trocknungsvorgang weniger aufwendig gestaltet werden kann und auch der Brennvorgang z. B. bei vergleichsweise niedrigeren Temperaturen und in kürzeren Zeiten durchführbar ist. Vorteilhaft weist der Grünkörper bereits eine relativ hohe Festigkeit auf, die jedenfalls höher liegt als beim Foliengießen, so daß keine Probleme in der Handhabung des Grünkörpers bei seiner Weiterverarbeitung entstehen. Durch den Walzvorgang kann auf die Bildung des Gefüges in der keramischen Masse Einfluß genommen werden. Das Gefüge ist einstellbar und es lassen sich durch die typische Walzbewegung Texturen in der keramischen Masse erzielen, die sich positiv auf die mechanischen und/oder thermischen und/oder elektrischen Eigenschaften der herzustellenden Formkörper auswirken. Das Walzen hat den weiteren Vorteil gegenüber dem Foliengießen, daß bereits ohne eine Entlüftung der keramischen Masse Formkörper mit vergleichsweise geringerer Porosität erzielbar sind. Der Feuchtigkeitsgehalt läßt sich in dem angegebenen Bereich zwischen etwa 2 bis 15 Gew.% einstellen, wobei die Eigenschaften der dünnwandigen Formkörper über den Feuchtigkeitsgehalt in gewissem Umfang gesteuert werden können. Eine niedrigere Feuchte ergibt eine niedrigere Porosität und eine hohe Wärmeleitfähigkeit sowie hohe Festigkeit. Eine hohe Feuchtigkeit ergibt eine hohe Porosität und dadurch bedingt (bis zu einem gewissen Grenzwert) eine hohe Temperaturwechselbeständigkeit. Beim Walzen ist vorteilhaft die Einstellung bzw. Variation des Drucks und damit des Verdichtungsgrads wählbar und einstellbar, wodurch die Festigkeitseigenschaften gezielt steuerbar sind. Mit dem neuen Verfahren lassen sich nicht nur Formkörper in einem Dickenbereich von 1 mm oder 10 mm herstellen, wie beim Foliengießen einerseits und bei der Herstellung von Fliesen andererseits, sondern es können auch die dazwischen liegenden Dickenbereiche sinnvoll ausgenutzt werden. Das Verfahren ist überraschenderweise auch für solche keramischen Massen anwendbar, die keinen Ton- oder Plastifizieranteil enthalten. Die Verdichtung der Bestandteile der keramischen Masse erfolgt durch den Preßdruck beim Walzen. Durch die Anwendung des neuen Verfahrens entstehen besonders geringe "Formkosten", weil die dabei eingesetzten Walzen durch Veränderung des Walzspalts in der Regel gegeneinander verstellbar sind, um den jeweils gewünschten Querschnitt zu erzielen. Das neue Verfahren gestattet auch eine mehrstufige Arbeitsweise in der Art, daß mehrere Walzvorgänge bzw. -stufen hintereinandergeschaltet werden und auf diese Art und Weise der Verdichtungsgrad noch erhöht wird. Auch grobkörnige Fraktionen oder Anteile innerhalb der keramischen Masse sind mit dem neuen Verfahren verarbeitbar.According to the invention this is achieved in that the ceramic mass is adjusted to a moisture content of 2 to 15% by weight and in that the green body is shaped by rolling. Under rollers is understood here that the ceramic mass z. B. is passed through a nip formed by two opposing rollers and thereby compacted, so that a belt is formed as a green body, which can be divided or further processed if necessary. By setting the moisture to an area that avoids both the typical moisture content of slip casting on the one hand and dry pressing on the other hand, there is a particularly energy-saving manufacturing possibility because the drying process can be made less complex and the firing process z. B. at comparatively lower temperatures and in shorter times. Advantageously, the Green bodies already have a relatively high strength, which is in any case higher than in film casting, so that there are no problems in handling the green body during its further processing. The rolling process can influence the formation of the structure in the ceramic mass. The structure is adjustable and textures in the ceramic mass can be achieved by the typical rolling movement, which have a positive effect on the mechanical and / or thermal and / or electrical properties of the molded articles to be produced. Rolling has the further advantage over film casting that molded articles with a comparatively lower porosity can be achieved even without venting the ceramic mass. The moisture content can be set in the range between about 2 to 15% by weight, the properties of the thin-walled moldings being able to be controlled to a certain extent via the moisture content. Lower moisture results in lower porosity and high thermal conductivity and high strength. A high humidity results in a high porosity and therefore (up to a certain limit value) a high resistance to temperature changes. When rolling, the setting or variation of the pressure and thus the degree of compaction is advantageously selectable and adjustable, as a result of which the strength properties can be controlled in a targeted manner. The new process can not only be used to produce moldings in a thickness range of 1 mm or 10 mm, such as in film casting on the one hand and in the production of tiles on the other, but it is also possible to make sensible use of the thickness ranges in between. Surprisingly, the method can also be used for those ceramic compositions which do not contain any clay or plasticizer. The components of the ceramic mass are compacted by the pressure during rolling. The use of the new process results in particularly low "molding costs" because the rollers used thereby Changes in the roll gap are usually adjustable against each other in order to achieve the desired cross section. The new method also allows a multi-stage operation in such a way that several rolling processes or stages are connected in series and in this way the degree of compaction is increased even further. Coarse-grained fractions or parts within the ceramic mass can also be processed with the new process.
Während das Walzen z. B. metallischer Werkstoffe ein durchaus übliches Formgebungsverfahren darstellt, ist das Walzen keramischer Werkstoffe offensichtlich nicht naheliegend. Dies mag daran liegen, daß die übliche Herstellung von keramischen Formkörpern durch Pressen, also unter Verdichtungswirkung in einer Form, bereits erhebliche Schwierigkeiten aufwirft, insbesondere, wenn das Pressen lagenfrei und unter Anwendung von Feinkorn geschieht. Die beim Pressen eingesetzten geschlossenen Preßformen garantieren trotz ihrer Geschlossenheit nicht, daS ein lagenfreies Pressen des Formkörpers möglich wird. Insoweit ist es erklärlich, daß ein Walzen von keramischer Masse bisher nicht versucht worden ist, denn dabei löst sich die geschlossene Form in zwei Walzen auf, ist also viel offener als eine Preßform, so daß eine Lagenbildung mit all ihren Nachteilen immer wahrscheinlicher wird. Es mag auch bedeutsam sein, daß in der Keramik zumindest bevorzugt im Grobkornbereich gearbeitet wurde. Man war auf Naturstoffe angewiesen. Grobe Kristalle sind bekanntlich weniger korrosionsanfällig als feine Kristalle, so daß auch diese Betrachtungsweise gegen die Übernahme des Walzen von z. B. metallischen Werkstoffen spricht. Schließlich sind die hohen Feuchtigkeiten, die insbesondere beim Schlickerguß angewendet werden, ein weiterer Hinderungsgrund, ernsthaft an einen Walzvorgang zu denken. Flüssigkeiten oder Stoffe, die sich wie Flüssigkeiten verhalten, lassen sich durch einen Walzvorgang nicht in eine dauerhafte Gestalt bringen. Dieser und andere Hinderungsgründe sind mit der vorliegenden Erfindung überwunden worden. Der besondere Feuchtigkeitsgehalt, der beim Walzen Anwendung findet, weicht von den übrigen Feuchtigkeitsgehalten des Schlickergießens einerseits und des Trockenpressens, insbesondere des isostatischen Pressens andererseits, völlig ab. Bevorzugte Feuchtigkeitsbereiche innerhalb des angegebenen großen Bereichs liegen in der Größenordnung von 5 bis 10 Gew.% und setzen sich damit auch gegen Feuchtigkeitsgehalte ab, wie sie z. B. in der Fliesenherstellung bekannt sind. Überraschenderweise lassen sich keramische Werkstoffe bei Einhaltung solcher Feuchtigkeitsgehalte vorteilhaft walzen. Dabei können entstehende Texturen und Gefügebeeinflussungen durchaus als Vorteil und nicht, wie bisher, als Nachteil gewertet werden. Das neue Verfahren eröffnet auch Dickenbereiche, die bisher nicht oder nur sehr schwer beherrschbar waren.While the rolling z. B. metallic materials is a very common molding process, the rolling of ceramic materials is obviously not obvious. This may be due to the fact that the customary production of ceramic moldings by pressing, that is to say with a compacting effect in a mold, already poses considerable difficulties, in particular if the pressing takes place without layers and using fine grain. Despite their closed nature, the closed molds used in pressing do not guarantee that a layer-free pressing of the molded body is possible. In this respect, it is understandable that no attempt has been made to roll ceramic mass, because the closed form dissolves into two rolls, so it is much more open than a press form, so that layer formation with all its disadvantages is becoming more and more likely. It may also be significant that the ceramics were used, at least preferably, in the coarse grain area. One was dependent on natural substances. Coarse crystals are known to be less susceptible to corrosion than fine crystals, so that this approach also prevents taking over the rolling of z. B. speaks metallic materials. After all, the high levels of moisture, which are used in particular in slip casting, are another reason to seriously consider rolling. Liquids or substances that behave like liquids cannot be made permanent by rolling. This and others Obstacles have been overcome with the present invention. The particular moisture content used in rolling deviates completely from the other moisture contents of slip casting on the one hand and dry pressing, in particular isostatic pressing on the other. Preferred moisture ranges within the specified large range are in the order of 5 to 10% by weight and thus also set off against moisture contents, such as those e.g. B. are known in tile manufacture. Surprisingly, ceramic materials can advantageously be rolled if such moisture contents are maintained. The resulting textures and structural influences can certainly be seen as an advantage and not, as previously, as a disadvantage. The new process also opens up thickness ranges that were previously difficult or impossible to control.
Vorteilhaft kann die keramische Masse beim Walzen mit einer Feuchtigkeit von 5 bis 10 Gew.% eingestellt werden. Niedrige Feuchtigkeitsgehalte werden bei feinen Pulvern angewendet, während hohe Feuchtigkeitsgehalte für höhere Korngrößen und schwer plastifizierbare Roh- und Zuschlagsstoffe vorteilhaft sind.When rolling, the ceramic mass can advantageously be adjusted to a moisture content of 5 to 10% by weight. Low moisture contents are used for fine powders, while high moisture contents are advantageous for larger grain sizes and raw materials and additives that are difficult to plasticize.
Die keramische Masse kann vor dem Walzen evakuiert werden. Es wird hier ein Unterdruck angelegt, um die Porosität des Grünkörpers und des Formkörpers zu erniedrigen und letztlich auch die Festigkeit zu erhöhen.The ceramic mass can be evacuated before rolling. A negative pressure is applied here in order to reduce the porosity of the green body and the shaped body and ultimately also to increase the strength.
Die keramische Masse kann vor oder bei dem Walzen erwärmt werden. Damit wird die Verarbeitbarkeit verbessert. Dies gilt insbesondere für pech- und teerhaltige Roh- bzw. Zuschlagsstoffe.The ceramic mass can be heated before or during the rolling. This improves the workability. This applies in particular to raw materials and aggregates containing pitch and tar.
Es ist weiterhin möglich, die keramische Masse vor dem Walzen zu extrudieren, wobei die durch den Extruder bereitgestellte Formgebung dazu dient, die keramische Masse geordnet und vorverteilt dem Walzspalt zuzufördern. Es ist aber auch möglich, die keramische Masse z. B. durch Extrudieren vorzuverdichten, so daß der sich dann anschließende Walzvorgang den eigentlichen oder Endverdichtungsvorgang darstellt.It is also possible to extrude the ceramic mass before rolling, the one provided by the extruder Shaping is used to convey the ceramic mass to the roll gap in an orderly and distributed manner. But it is also possible to use the ceramic mass z. B. pre-compress by extrusion, so that the subsequent rolling process is the actual or final compression process.
Das Walzen kann unter Profilierung des Grünkörpers erfolgen. Insoweit können nicht nur zylindrische Walzkörper, sondern auch profilierte Walzen, eingesetzt werden, um beispielsweise Rillen, Absätze o. dgl. in den Grünkörper beim Walzen mit einzuformen. Solche Formgebungen sind insbesondere bei einer Weiterverarbeitung der Formkörper zu Brennhilfsmitteln sinnvoll.Rolling can be done by profiling the green body. In this respect, not only cylindrical roller bodies, but also profiled rollers can be used, for example to form grooves, shoulders or the like into the green body during rolling. Such shapes are particularly useful when the shaped bodies are further processed into firing aids.
Es ist auch möglich, den Grünkörper bei oder nach dem Walzen mäanderförmig zu verformen. Damit ergibt sich die Möglichkeit der Herstellung einer neuen Produktlinie, die bisher nicht herstellbar war. Insbesondere bei geringer Dicke besitzen die Formkörper ein geringes Gewicht bei hervorragenden mechanischen Eigenschaften. Solche Eigenschaftskombinationen sind beispielsweise für Brennhilfsmittel vorteilhaft. Eine mäanderförmig verformte Folie oder Platte kann z. B. auch Zwischenschicht in einem Verbundwerkstoff sein, ähnlich, wie dies bei der Herstellung von Wellpappe auf dem Zellstoffgebiet bekannt ist.It is also possible to deform the green body in a meandering manner during or after the rolling. This gives rise to the possibility of producing a new product line that could not previously be produced. Particularly when the thickness is small, the shaped articles have a low weight with excellent mechanical properties. Such combinations of properties are advantageous, for example, for kiln furniture. A meander-shaped sheet or plate can e.g. B. can also be an intermediate layer in a composite material, similar to what is known in the manufacture of corrugated cardboard in the pulp field.
Beim Walzen können auch vorteilhaft karbidische, nitridische oder metallische Pulver mit eingewalzt werden, um auf diese Art und Weise die elektrischen und/oder thermischen Eigenschaften des Formkörpers einzustellen und zu begünstigen. Auch keramische Fasern, Kohlenstoffasern, Metallfasern o. dgl. können mit eingewalzt werden. Diese stellen dann eine thermo-mechanische Verstärkung dar. Der Walzvorgang muß selbstverständlich an die Art der Fasern angepaßt werden.When rolling, carbidic, nitridic or metallic powders can also advantageously be rolled in, in order in this way to set and favor the electrical and / or thermal properties of the shaped body. Ceramic fibers, carbon fibers, metal fibers or the like can also be rolled in. These then represent a thermo-mechanical reinforcement. The rolling process must of course be adapted to the type of fibers.
Es ist möglich, den Grünkörper nach dem Walzen ggf. zu unterteilen, kontinuierlich zu trocknen und zu brennen. Diese Verfahrensschritte können in einem Zug kontinuierlich durchgeführt werden. Der Grünkörper kann aber auch ohne Weiteres zu mehreren Schichten aufgewickelt werden, um einerseits die Dicke zu erhöhen, andererseits Schichtkörper mit bewußter Lagenbildung herzustellen. Auch Verbundkörper können auf diese Art und Weise hergestellt werden. Selbst das Aufwickeln dünner Bänder zu Rohren und ähnlichen Formkörpern ist ohne Weiteres möglich.It is possible to divide the green body after rolling, to dry it continuously and to burn it. These process steps can be carried out continuously in one go. The green body can also be easily wound up into several layers, on the one hand to increase the thickness, and on the other hand to produce layered bodies with deliberate layer formation. Composite bodies can also be produced in this way. Even winding thin strips into tubes and similar shaped bodies is easily possible.
Die Erfindung wird schematisch anhand von Darstellungen und Beispielen weiter erläutert und beschrieben. Es zeigen:
- Figur 1
- eine schematisierte Schnittdarstellung einer Walzanlage und
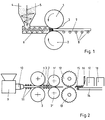
Figur 2- eine schematisierte Darstellung einer abgeänderten Walzanlage.
- Figure 1
- a schematic sectional view of a rolling mill and
- Figure 2
- a schematic representation of a modified rolling mill.
In Figur 1 ist ein Walzwerk durch die Walzen 1 und 2 schematisch angedeutet. Die Walze 2 kann ortsfest gelagert sein, während die Walze 1 mit der Walze 2 einen Walzspalt 3 bildend hydraulisch angestellt werden kann, um einen erforderlichen Preßdruck auf die keramische Masse auszuüben. Die keramische Masse wird in ihrem Versatz bestehend aus den Roh- und Zuschlagsstoffen vorbereitet und nach entsprechender Mischung und Durchfeuchtung in einen Einfülltrichter 4 gegeben, in welchem ein Rührwerk 5 angeordnet ist. Mit Hilfe des Rührwerks 5 gelangt die keramische Masse in den Wirkbereich einer Förderschnecke 6, die die keramische Masse dem Walzspalt 3 zufördert, und zwar so, daß die gewünschte eingestellte Dicke des zu walzenden keramischen Bands entsteht. Ein gewalztes Band 7 entsteht im Walzspalt 3 und wird auf einem Rollenband 8 hinweggeführt. Es kann sich hier die Unterteilung in einzelne Grünkörper anschließen, was nicht mehr weiter dargestellt ist. Im Bereich des Rührwerks 5 oder auch der Förderschnecke 6 kann eine Entlüftung der keramischen Masse erfolgen.In Figure 1, a rolling mill is indicated schematically by the
In Figur 2 ist eine etwas abgewandelte Vorrichtung dargestellt. Die keramische Masse aus Roh- und Zuschlagsstoffen in vermischter Form wird einer keramischen Presse 9 zugeführt und durch ein Mundstück 10 ausgetrieben, so daß hier eine gewisse Vorverdichtung der keramischen Masse stattfindet. Über eine Fördereinrichtung 11 wird die keramische Masse einem ersten Walzenpaar, bestehend aus den Walzen 1 und 2, zugeführt und im Walzspalt 3 weiter verdichtet, so daß hier das Band 7 entsteht. Das Band 7 läuft anschließend in eine zweite Walzeinrichtung mit den Walzen 1' und 2' ein und gelangt schließlich anschließend in ein Paar von Formgebungswalzen 12 und 13, durch die das Band 7 in eine Wellenform gebracht wird. Ein Förderer 14 nimmt das gewellte Band 15 auf, welches in einer Stanze 16 in Abschnitte unterteilt wird. Anschließend gelangen die Abschnitte in eine Trocknungseinrichtung 17 und einen Brennofen 18. Bei dieser kontinuierlichen Herstellung entstehen am Ende des Brennofens fertige Formkörper in Wellenform, wie sie beispielsweise als Brennhilfsmittel eingesetzt werden können. Die Verdichtung geschieht hier in drei Stufen, nämlich in der ersten Stufe in der keramischen Presse, in der zweiten Stufe zwischen den Walzen 1 und 2 und in der dritten Stufe zwischen den Walzen 1' und 2'. Das Band kann in seinem Querschnitt stufenweise verringert werden, wobei es schließlich als gewelltes Band 15 eine Wanddicke von 5 mm aufweisen kann.A somewhat modified device is shown in FIG. The ceramic mass of raw materials and additives in mixed form is fed to a ceramic press 9 and expelled through a
Die möglichen Versatzanteile und die zu variierenden Behandlungsschritte und Einzelheiten sind aus den nachfolgenden Beispielen entnehmbar:The possible misalignments and the treatment steps and details to be varied can be seen from the following examples:
Ein feinkörniges Al₂O₃-Pulver in einer Kornfraktion kleiner ein 1 µm wurde mit unterschiedlichen Binderanteilen gemischt. Als Binder wurde Zelluloseäther als 1 %ige Lösung in Wasser eingesetzt. Zusätzlich wurde keine Feuchtigkeit eingebracht. Die so gebildete keramische Masse wurde nach der Mischung in einer einstufigen Anlage, etwa gemäß Figur 1, gewalzt, wobei ein keramisches Band mit einer Breite von 75 mm und einer Dicke von 2 mm entstand. Der Anpreßdruck der Walzen 1, 2 betrug 50 bar. Das so entstandene gewalzte Al₂O₃-Band wurde in Platten von 100 mm Länge unterteilt. Die Platten wurden bei 110°C über eine Dauer von 24 Stunden in einem Trockenofen getrocknet. Anschließend erfolgte das Brennen in einem Brennofen bei 1650°C für zwei Stunden. Damit entstanden Formkörper in Form von Aluminiumoxidplatten mit folgenden Eigenschaften:
Die Biegefestigkeit wurde im 3-Punkt-Biegeversuch ermittelt. In der beschriebenen Weise wurden Platten erzeugt, die z. B. als Brennhilfsmittel geeignet erscheinen. Man erkennt aus der angegebenen Tabelle, daß mit zunehmendem Feuchtigkeitsgehalt die Rohdichte absinkt, die Porosität zunimmt und die Biegefestigkeit geringer wird.The bending strength was determined in the 3-point bending test. In the manner described, plates were produced which, for. B. appear suitable as kiln furniture. It can be seen from the table given that as the moisture content increases, the bulk density decreases, the porosity increases and the bending strength decreases.
Die keramische Masse wurde aus feinem Al₂O₃-Pulver mit einer Fraktion kleiner 1 µm zusammen mit 10 Gew.% eines pulverförmigen Binders in Form von Zellulosederivat und mit variierenden Feuchtigkeitsmengen hergestellt. Es erfolgte das Walzen zu dünnen Platten mit einer Dicke von etwa 2 mm unter einem Preßdruck von 50 bar. Nach einer ähnlichen Trocknung wie bei dem Ausführungsbeispiel der Figur 1 wurde der Brand bei 1650°C für 2 Stunden durchgeführt. Es ergaben sich Aluminiumoxidplatten mit folgenden Eigenschaften:
Diese Tabelle bestätigt, daß Feuchtigkeitsanteile in einem Bereich von 5 bis 10 Gew.% in der keramischen Masse vorteilhaft für die Biegefestigkeit des Formkörpers sind.This table confirms that moisture contents in a range from 5 to 10% by weight in the ceramic mass are advantageous for the flexural strength of the shaped body.
Die keramische Masse wurde aus feinem Aluminiumoxid mit einer Kornfraktion kleiner 1 µm und unter Hinzufügung von 5 Gew.% flüssigen Binders einer 1 %igen Lösung von Zelluloseäther in Wasser erstellt. Beim Walzen wurde ein Preßdruck von 50 bar aufgebracht. In einer nachgeschalteten Stanzpresse wurden aus dem kontinuierlichen Band kleine Plättchen mit der Abmessung 20 x 20 x 2 mm gestanzt. Diese wurden bei 100°C in 8 Stunden getrocknet und in einem Elektroofen bei 1650°C 4 Stunden lang dicht gebrannt, so daß eine Porosität von 0 % vorliegt. Solche Formkörper sind geeignet, als Trägerplatten in der Elektroindustrie Anwendung zu finden.The ceramic mass was made from fine aluminum oxide with a grain fraction smaller than 1 µm and with the addition of 5% by weight of liquid binder of a 1% solution of cellulose ether in water. A pressure of 50 bar was applied during rolling. In a downstream punch press, small plates measuring 20 x 20 x 2 mm were punched out of the continuous band. These were dried at 100 ° C in 8 hours and fired tightly in an electric furnace at 1650 ° C for 4 hours, so that a porosity of 0% is present. Such moldings are suitable for use as carrier plates in the electrical industry.
Kohlenstoffasern wurden in eine Länge bis 5 mm geschnitten und trocken mit Al₂O₃-Pulver gemischt. Anschließend erfolgte die Zumischung eines pulverförmigen Binders mit 5 Gew.% und die Beifügung von 10 Gw.% Wasser. Nach einem weiteren Misch- und Homogenisierungsvorgang in einem Zwangsmischer wurde ein kontinuierliches Band der Breite 75 mm und 2 mm Dicke gewalzt, und zwar mit einem Anpreßdruck von 60 bar. Die Kohlenstoffasern waren dem Aluminiumoxidpulver mit etwa 2 Gew.% beigefügt worden. Das kontinuierliche Band wurde in Platten von 100 x 75 x 2 mm geschnitten und die Abschnitte in Schutzgasatmosphäre unter Argon bei 1500°C 4 Stunden lang gebrannt. Die Porosität der Platten betrug 30,3 %. Die Biegefestigkeit lag bei 45,4 N/mm». Es entsteht hier ein Formkörper, bei dem Kohlenstoffasern in der keramischen Masse eingelagert sind. Dieses Material besitzt eine geringere Sprödigkeit und damit Stoßempfindlichkeit. Es zielt nicht unbedingt auf eine hohe Biegefestigkeit ab, sondern verbessert die bruchmechanischen Eigenschaften (Bruchzähigkeit).Carbon fibers were cut into a length of up to 5 mm and mixed dry with Al₂O₃ powder. Subsequently, a powdery binder with 5% by weight was added and 10% by weight of water was added. After another mixing and Homogenization process in a compulsory mixer, a continuous band of 75 mm wide and 2 mm thick was rolled, with a contact pressure of 60 bar. The carbon fibers had been added to the alumina powder at about 2% by weight. The continuous strip was cut into 100 x 75 x 2 mm plates and the sections were fired in an inert gas atmosphere under argon at 1500 ° C. for 4 hours. The porosity of the plates was 30.3%. The flexural strength was 45.4 N / mm ». A molded body is formed here, in which carbon fibers are embedded in the ceramic mass. This material is less brittle and therefore more sensitive to impact. It is not necessarily aimed at a high flexural strength, but rather improves the fracture mechanical properties (fracture toughness).
Ein Zirkonoxid mit einer Kornfraktion kleiner 0,1 mm wurde mit 5 Gew.% flüssigen Binders aus Zelluloseäther als 1 %ige Lösung in Wasser sowie mit 5 Gew.% Graphit mit einer Kornfraktion kleiner 0,1 mm gemischt. Die gemischte keramische Masse wurde mit einem Anpreßdruck von 80 bar gewalzt und anschließend unterteilt. Es entstanden kohlenstoffhaltige Platten mit homogenem Gefüge und einer Porosität von 12,3 %. Die Dicke betrug 8 mm. Die Weiterverarbeitung dieses Materials zu einem Verbundwerkstoff erscheint z. B. für den Einsatz in der Metallurgie geeignet. Man erkennt an diesem Beispiel, daß der Walzdruck erhöht und der Feuchtigkeitsgehalt vergleichsweise niedrig gewählt wurde.A zirconium oxide with a grain fraction of less than 0.1 mm was mixed with 5% by weight of liquid binder from cellulose ether as a 1% solution in water and with 5% by weight of graphite with a grain fraction of less than 0.1 mm. The mixed ceramic mass was rolled with a contact pressure of 80 bar and then divided. Carbon-containing plates with a homogeneous structure and a porosity of 12.3% were produced. The thickness was 8 mm. The further processing of this material to a composite appears z. B. suitable for use in metallurgy. This example shows that the rolling pressure was increased and the moisture content was chosen to be comparatively low.
Es wurde ein Versatz aus SiC mit einem Binder mit 5 Gew.% 1 %iger Zelluloseätherlösung in Wasser gemischt und mit einer Dicke von 5 mm gewalzt. In einer zweiten Walzstufe wurde ein Kohlenstoffnetz auf das Band gelegt und unter einem Preßdruck von 40 bar nochmals gewalzt, so daß das Kohlenstoffgewebe in das Keramikband eingepreßt wurde. Nach einer Trocknung von 8 Stunden bei 100°C erfolgte der Brand in Schutzgasatmosphäre Argon bei 1500°C für 4 Stunden. Die Porosität des Materials betrug 28,5 %. Anstelle der Benutzung von zwei Walzstufen ist es auch möglich, das Kohlenstoffnetz in einem einmaligen Walzvorgang einzufügen.An SiC batch was mixed with a binder containing 5% by weight of 1% cellulose ether solution in water and rolled to a thickness of 5 mm. In a second rolling step, a carbon net was placed on the belt and under a pressure rolled again of 40 bar, so that the carbon fabric was pressed into the ceramic band. After drying for 8 hours at 100 ° C, the fire was carried out in an argon protective gas atmosphere at 1500 ° C for 4 hours. The porosity of the material was 28.5%. Instead of using two rolling stages, it is also possible to insert the carbon network in a single rolling process.
Der Walzanlage ist eine Wickelanlage nachgeschaltet, um das gewalzte Keramikband schrägspiralig aufzurollen und auf diese Art und Weise ein Rohr zu formen. Der Versatz wurde ähnlich dem Beispiel 3 gewählt. Das gewickelte Rohr wies einen Innendurchmesser von 150 mm und einen Außendurchmesser von 170 mm auf. Die Verfestigung des Rohres und das Sintern der Ränder geschah nach dem Trocknen bei einem Brand von 1650°C für 10 Stunden.The rolling system is followed by a winding system in order to roll up the rolled ceramic strip in an inclined spiral and in this way to form a tube. The offset was chosen similarly to Example 3. The wound tube had an inner diameter of 150 mm and an outer diameter of 170 mm. The tube solidified and the edges sintered after drying in a fire of 1650 ° C for 10 hours.
In der Walzanlage wurden Profilwalzen eingesetzt, deren Querschnitt wellenförmig verlief. Als Versatz wurde Aluminiumoxid mit 10 Gew.% flüssigem Binder eingesetzt. Es entstand ein gewelltes Al₂O₃-Band unter einem Preßdruck von 50 bar. Das kontinuierlich gewalzte, gewellte Band wurde in Abschnitte von 100 x 75 mm unterteilt und bei 1650°C für 4 Stunden gebrannt.Profile rolls with a wavy cross section were used in the rolling mill. Aluminum oxide with 10% by weight of liquid binder was used as the offset. There was a corrugated Al₂O₃ tape under a pressure of 50 bar. The continuously rolled, corrugated strip was divided into 100 x 75 mm sections and baked at 1650 ° C for 4 hours.
Die keramische Masse, zusammengesetzt nach dem Versatz des Beispiels 1, wurde zunächst einer Schneckenpresse zugeführt und über ein Mundstück mit einem Querschnitt von 200 x 15 mm» ausgetrieben. Der Feuchtigkeitsgehalt betrug 15 Gew.%. Es wurden 7 Gew.% festen Binders eingesetzt. Das auf diese Weise durch das Austreiben aus dem Mundstück vorverdichtete Band wurde einem Walzspalt einer Walzanlage zugeführt und von 15 mm Dicke auf 10 mm herabgearbeitet. Bei dieser Nachverdichtung wurden Walzen eingesetzt, die ein Rillenprofil aufwiesen, so daß dieses gleichzeitig in die Oberfläche des Bands eingeformt wurde. Nach dem Trocknen über 24 Stunden bei 110°C erfolgte das Brennen bei 1700°C für 8 Stunden. Ein solches profiliertes Brennhilfsmittel ist besonders geeignet für den Brand von Röhrchen und anderen kleinen Formteilen aus Reinstaluminiumoxid.The ceramic mass, assembled after the offset of Example 1, was first fed to a screw press and expelled through a mouthpiece with a cross section of 200 x 15 mm. The moisture content was 15% by weight. 7% by weight of solid binder was used. The strip pre-compacted in this way by being expelled from the mouthpiece was fed to a roll gap of a rolling mill and from 15 mm thick worked down to 10 mm. In this post-compaction, rollers were used which had a groove profile, so that this was simultaneously molded into the surface of the belt. After drying at 110 ° C for 24 hours, firing was carried out at 1700 ° C for 8 hours. Such a profiled firing aid is particularly suitable for firing tubes and other small molded parts made of high-purity aluminum oxide.
- 11
- = Walze= Roller
- 22nd
- = Walze= Roller
- 33rd
- = Walzspalt= Roll gap
- 44th
- = Einfülltrichter= Hopper
- 55
- = Rührwerk= Agitator
- 66
- = Förderschnecke= Screw conveyor
- 77
- = Band= Band
- 88th
- = Rollenband= Roller conveyor
- 99
- = Presse= Press
- 1010th
- = Mundstück= Mouthpiece
- 1111
- = Fördereinrichtung= Conveyor
- 1212
- = Formgebungswalze= Shaping roller
- 1313
- = Formgebungswalze= Shaping roller
- 1414
- = Förderer= Sponsor
- 1515
- = Band= Band
- 1616
- = Stanze= Punch
- 1717th
- = Trocknungseinrichtung= Drying device
- 1818th
- = Brennofen= Kiln
Claims (12)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4102469A DE4102469A1 (en) | 1991-01-28 | 1991-01-28 | METHOD FOR THE CONTINUOUS PRODUCTION OF THIN-WALLED MOLDED BODIES FROM CERAMIC MASS |
| DE4102469 | 1991-01-28 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0497151A1 true EP0497151A1 (en) | 1992-08-05 |
| EP0497151B1 EP0497151B1 (en) | 1996-03-27 |
| EP0497151B2 EP0497151B2 (en) | 1999-08-25 |
Family
ID=6423860
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92100649A Expired - Lifetime EP0497151B2 (en) | 1991-01-28 | 1992-01-16 | Process for the continuous manufacture of thin walled articles from ceramic material |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0497151B2 (en) |
| AT (1) | ATE135950T1 (en) |
| DE (2) | DE4102469A1 (en) |
| ES (1) | ES2086558T5 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0667523A2 (en) * | 1994-02-15 | 1995-08-16 | General Motors Corporation | Exhaust gas sensor including a composite tile sensing element and methods of making the same |
| EP1020266A2 (en) * | 1999-01-16 | 2000-07-19 | Villeroy & Boch Ag | Device for making ceramic articles |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8679302B2 (en) | 2005-11-14 | 2014-03-25 | Guardian Industries Corp. | Silicon titanium oxide coating, coated article including silicon titanium oxide coating, and method of making the same |
| DE102006036624B4 (en) * | 2006-08-03 | 2009-08-20 | Schunk Kohlenstofftechnik Gmbh | Workpiece carrier and method for producing such |
| DE102011120547B4 (en) | 2011-12-02 | 2018-10-18 | Technische Universität Dresden | Kiln furniture, as a carrier for components in a heat treatment |
| HUE031514T2 (en) * | 2012-10-22 | 2017-07-28 | Imerys Ceram France | Process for making inorganic sheet |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1271493A (en) * | 1959-11-30 | 1961-09-15 | Gladding | Continuous manufacturing process for very thin ceramic objects |
| US3007222A (en) * | 1953-01-02 | 1961-11-07 | Gladding Mcbean & Co | Method for continuous manufacture of ceramic sheets |
| CH394013A (en) * | 1960-04-16 | 1965-06-15 | Aton Planungs & Baugesellschaft Fuer Die Keramische Industrie Mbh | Process for the continuous production of large-area cladding panels made of ceramic material |
| EP0205704A2 (en) * | 1985-06-18 | 1986-12-30 | Isolite Babcock Refractories Company Limited | Method of treating a blanket of ceramic fibres |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1205435B (en) * | 1961-05-10 | 1965-11-18 | Gottfried Cremer Dr | Process for the continuous production of thin-walled wall cladding panels made of ceramic material and a tunnel furnace for carrying out the process |
| GB982128A (en) * | 1962-12-20 | 1965-02-03 | Fetok Gmbh | Process for producing thin sheets of plastic ceramic materials |
| DD285041A5 (en) * | 1989-06-23 | 1990-12-05 | Veb Chemieanlagenbaukombinat Leipzig-Grimma Stammbetrieb,Dd | DEVICE FOR THE CONTINUOUS PRODUCTION OF 3-DIMENSIONALLY PROFILED, THOROUGH-CONSTRUCTED MOLDINGS FROM PLASTIC CHANGES OR PLATES OF CERAMIC BASE MATERIALS, WHICH MEET NEUTRAL FIBERS OF THE PROFILE STRUCTURE |
-
1991
- 1991-01-28 DE DE4102469A patent/DE4102469A1/en not_active Withdrawn
-
1992
- 1992-01-16 ES ES92100649T patent/ES2086558T5/en not_active Expired - Lifetime
- 1992-01-16 AT AT92100649T patent/ATE135950T1/en not_active IP Right Cessation
- 1992-01-16 EP EP92100649A patent/EP0497151B2/en not_active Expired - Lifetime
- 1992-01-16 DE DE59205793T patent/DE59205793D1/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3007222A (en) * | 1953-01-02 | 1961-11-07 | Gladding Mcbean & Co | Method for continuous manufacture of ceramic sheets |
| FR1271493A (en) * | 1959-11-30 | 1961-09-15 | Gladding | Continuous manufacturing process for very thin ceramic objects |
| CH394013A (en) * | 1960-04-16 | 1965-06-15 | Aton Planungs & Baugesellschaft Fuer Die Keramische Industrie Mbh | Process for the continuous production of large-area cladding panels made of ceramic material |
| EP0205704A2 (en) * | 1985-06-18 | 1986-12-30 | Isolite Babcock Refractories Company Limited | Method of treating a blanket of ceramic fibres |
Non-Patent Citations (4)
| Title |
|---|
| DERWENT JAPANESE PATENT REPORT , accession nØ 84-092295 Ä 15 ] , DERWENT PUBLICATIONS LTD. , LONDON , GB , & JP-A-59 039761 ( TORAY IND. INC. ) * |
| DERWENT JAPANESE PATENT REPORT , accession nØ 91-213134 Ä 29 ] , DERWENT PUBLICATIONS LTD. , LONDON , GB , & JP-A-03 137071 ( NIPPON STEEL CHEM KK ) * |
| SOVIET INVENTIONS ILLUSTRATED , accession nØ 88-097701 Ä 14 ] , DERWENT PUBLICATIONS LTD. , LONDON , GB , & SU-A-1335470 ( A. V. BAINOV ) * |
| SOVIET INVENTIONS ILLUSTRATED , accession nØ 90-073745 Ä 10 ] , DERWENT PUBLICATIONS LTD. , LONDON , GB , & SU-A-1504100 ( I. A. MYSLYVETS ) * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0667523A2 (en) * | 1994-02-15 | 1995-08-16 | General Motors Corporation | Exhaust gas sensor including a composite tile sensing element and methods of making the same |
| EP0667523A3 (en) * | 1994-02-15 | 1996-09-11 | Gen Motors Corp | Exhaust gas sensor including a composite tile sensing element and methods of making the same. |
| EP1020266A2 (en) * | 1999-01-16 | 2000-07-19 | Villeroy & Boch Ag | Device for making ceramic articles |
| EP1020266A3 (en) * | 1999-01-16 | 2002-07-31 | Villeroy & Boch Ag | Device for making ceramic articles |
Also Published As
| Publication number | Publication date |
|---|---|
| DE4102469A1 (en) | 1992-07-30 |
| ES2086558T5 (en) | 1999-12-01 |
| DE59205793D1 (en) | 1996-05-02 |
| ES2086558T3 (en) | 1996-07-01 |
| EP0497151B2 (en) | 1999-08-25 |
| ATE135950T1 (en) | 1996-04-15 |
| EP0497151B1 (en) | 1996-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2930211C2 (en) | ||
| DE3413646C2 (en) | ||
| DE2147530A1 (en) | Abrasives and their manufacture | |
| DE19512146A1 (en) | Process for the production of shrink-adapted ceramic composites | |
| EP0175877B1 (en) | Polygranular carbon article and process for its production | |
| DE2752752C2 (en) | Process for the production of bodies with a honeycomb structure from ceramic materials of the barium titanate group with positive temperature resistance coefficients of the electrical resistance | |
| DE2946374A1 (en) | METHOD FOR PRODUCING COMPRESSIBLE POLYIMIDE GRANULES | |
| EP0497151B1 (en) | Process for the continuous manufacture of thin walled articles from ceramic material | |
| DE3942666C2 (en) | ||
| DE3105593A1 (en) | METHOD FOR PRODUCING PLASTIC MASSES FOR FURTHER PROCESSING TO FIRE-RESISTANT OR FIRE-RESISTANT MATERIALS, MASSES PRODUCED BY THE PROCESS AND THEIR USE | |
| DE3808348C1 (en) | ||
| EP0536584B1 (en) | Process for the production of a composite material comprising at least two layers | |
| DE2827246C2 (en) | Method for producing a ceramic body | |
| DE1646655A1 (en) | Ceramic products and processes for their manufacture | |
| DE19526849C2 (en) | Process for the production of coarse ceramic clay products and products produced by the process | |
| DE3149796C2 (en) | ||
| EP0206989A1 (en) | Asbest-free material containing inorganic fibres and process for its production | |
| CH495300A (en) | Process for the production of ceramic materials and ceramic moldings produced by this process | |
| EP3480180B1 (en) | Raw material mixture for producing a stoneware tile | |
| DE1483720B1 (en) | Pressed body of increased density and strength made of tungsten powder | |
| CA1107485A (en) | Method for the production of large-size densely sintered ceramic plates with a low wall thickness | |
| DE10111487A1 (en) | Process for producing a porous foam brick for statically loaded brickwork comprises extruding a clay slurry mixture to produce an extruded length of brick which is cut into shorter lengths forming blanks | |
| DE2205119C3 (en) | Asbestos fiber board | |
| DE1903344B1 (en) | Process for the production of compressed graphite articles | |
| DE4326615A1 (en) | Process for producing temperature-resistant lightweight bricks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19920606 |
|
| 17Q | First examination report despatched |
Effective date: 19931004 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: GOERENZ, EDMUND, DIPL.-MINERALOGE Inventor name: RYMON-LIPINSKI, TADEUSZ, DR. |
|
| ITF | It: translation for a ep patent filed |
Owner name: DE DOMINICIS & MAYER S.R.L. |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 135950 Country of ref document: AT Date of ref document: 19960415 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: DR. CONRAD A. RIEDERER PATENTANWALT |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19960328 |
|
| REF | Corresponds to: |
Ref document number: 59205793 Country of ref document: DE Date of ref document: 19960502 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2086558 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: SAVOIE-REFRACTAIRES Effective date: 19961221 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: SAVOIE-REFRACTAIRES |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19990825 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) | ||
| ITF | It: translation for a ep patent filed |
Owner name: DE DOMINICIS & MAYER S.R.L. |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Kind code of ref document: T5 Effective date: 19991015 |
|
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060131 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20070104 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20070124 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20070125 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20070126 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20070129 Year of fee payment: 16 Ref country code: SE Payment date: 20070129 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070228 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20070301 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070117 Year of fee payment: 16 |
|
| BERE | Be: lapsed |
Owner name: *DYKO INDUSTRIEKERAMIK G.M.B.H. Effective date: 20080131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20080116 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20080801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080801 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080801 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080116 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20081029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20080117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070116 |