EP0474632B1 - Control of flash spinning cell atmosphere temperature - Google Patents
Control of flash spinning cell atmosphere temperature Download PDFInfo
- Publication number
- EP0474632B1 EP0474632B1 EP89911188A EP89911188A EP0474632B1 EP 0474632 B1 EP0474632 B1 EP 0474632B1 EP 89911188 A EP89911188 A EP 89911188A EP 89911188 A EP89911188 A EP 89911188A EP 0474632 B1 EP0474632 B1 EP 0474632B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spin
- cell
- temperature
- solvent
- spin cell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/11—Flash-spinning
Definitions
- the present invention relates to a process according to the preamble of claim 1 and known from US-A-3 504 076 for producing nonwoven webs of plexifilamentary strand material wherein the atmosphere of the spin-cell used to produce the nonwoven web is maintained within a narrow temperature range which is at least about 60°C below the melting point of the polymer forming the plexifilamentary strand material.
- the apparatus also utilizes a special resistor target plate and a special resistive coating on the apparatus extending partway between the electrostatic charging zone and the spin cell collection belt.
- Plexifilamentary strands are described by Blades and White in U.S. Patent No. 3,081,519.
- Each is a yarn-like strand having a surface-area greater than 2 m2/gm and comprising a continuous three-dimensional integral plexus of synthetic organic, crystalline, polymeric, fibrous elements.
- Said elements are structurally configured as oriented, film-fibrils with average film-thickness of less than 4 microns and with an average electron diffraction orientation angle of less than 90 degrees.
- a preferred class of suitable polymers for preparing plexifilamentary strands includes linear and branched chain polyethylene, polypropylene, copolymers of olefins, etc.; but other crystalline polymers such as polyethylene terephthalate and copolymers of ethylene with other monomers can be employed.
- a particularly preferred polymer is homopolymeric linear polyethylene with an upper limit to the melting range of from about 130-135°C, a density between 0.94 and 0.98 gm/cc, and a melt index (ASTM Test Method D-1238-57T, condition E) of 0.1 to 6.0.
- a process by which plexifilamentary strands may be obtained is given in U.S. Patent No. 3,227,784 to Blades and White, and with more particularly in U.S. Patent No. 3,227,794 to Anderson and Romano.
- the method generally comprises: (1) preparing a uniform solution of polymer in a solvent, said solution being at a temperature at least as high as (T c -45)°C, wherein T c is the solvent critical temperature, and at a sufficiently high pressure to maintain the solution as a single liquid phase; and (2) extruding said solution into a region of substantially reduced pressure and temperature where the solvent evaporates almost instantaneously and cools the polymeric material during the adiabatic expansion to form solidified plexifilamentary strand.
- US-A-3 504 076 discloses a process wherein a polymer and solvent composition is flash spun from one or more flash spinning dies onto a moving collection support in a spin-cell and a solvent is sprayed from nozzles into the spin cell to control the temperature of the spin-cell.
- Plexifilamentary strands are particularly useful in preparing nonwoven fibrous sheets as described in U.S. Patent No. 3,169,899 to Steuber.
- the extruded material passes horizontally from the extrusion orifice directly to the surface of a rotating or oscillating deflector which opens the plexifilament into a wide network and directs it downward onto a moving belt (or other surface) where it is collected in random, multidirectional, overlapping layers.
- Apparatus is also provided to create opposite electrostatic charges on the strands and collection belt.
- the apparatus also includes a special resistor target plate as the collector of the electrostatic charging current and a special resistive coating on the apparatus surface extending partway between the electrostatic charging zone and the spin cell collection belt.
- the solvents used in this process have normal boiling points at least about 25°C (preferably 60°C or more) below the polymer's melting temperature, are nonsolvents at or below their normal boiling points, and are usually haloalkanes.
- Trichlorofluoromethane and methylene chloride are frequently employed at levels of from about 80 to about 90% by weight of the polymer solution. Since these large quantities of solvent form no part of the ultimate sheet product, it is economically desirable that they be reclaimed and reused. This is accomplished by extruding the solution into a closed spin-cell which also contains the sheet-forming apparatus. The atmosphere in such a spin-cell is resultantly substantially 100% solvent vapor, and the solvent is readily reclaimed by withdrawing the vapor and condensing it to a liquid.
- Sheets with excellent properties are prepared by extrusion into and collection within the ambient atmosphere, without regard for solvent reclamation.
- Extrusion into a closed spin-cell containing an atmosphere substantially 100% of vaporized solvent at a spontaneously generated temperature surprisingly results in lowered sheet opacities, lowered delamination resistance, and variations in these properties across the width of the sheet when wide sheets of overlapping plexifilaments are prepared.
- This invention is an improvement in a process for producing nonwoven plexifilamentary webs comprising: (1) extruding a polymer solution through at least one orifice into a gaseous atmosphere of a closed spin-cell which is held at substantially normal atmospheric pressure, (2) collecting the resulting material on a moving conveyor within the spin-cell, to form a continuous web of random, multidirectional, overlapping layers and (3) withdrawing the web from the closed spin-cell.
- the improvement in the present process is controlling the temperature within the spin cell to within a narrow temperature range (48° to 52°C) by measuring the temperature of the gas in the exhaust port with a thermocouple and adjusting the feed rate of low boiling liquid to the spray nozzles in the spin cell in response to this temperature measurement. It has been found that this narrow range of temperature control is required for proper electrostatic performance of the process.
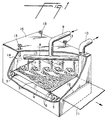
- FIG. 1 is a schematic of the cell indicating the temperature measuring points, the spray nozzle locations, and the pack locations relative to the nozzles and temperature measuring points.
- FIG. 2 is a cross section of the extrusion die and spin apparatus.
- FIG. 3 is a typical process schematic for spray nozzle system.
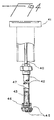
- FIG. 4 includes a cutaway of a typical spray nozzle used in cell cooling.
- a preferred method for preparing random webs of plexifilaments is initiated by forcing hot pressurized polymer solution into the apparatus of FIG. 1 via transfer line 9 and distributing it to the down-leg 16 of each extrusion position by a suitable manifold 8. At least one valve 7 is ordinarily provided in each down-leg 16. Extrusion of the solution through a plurality of die-assemblies 1 produces a plexifilament 2 which is opened, transversely oscillated, and directed downward onto a moving endless collection belt 4 driven by rolls 5.
- the plexifilament 2 forms a loose web 3 of random, multidirectional, overlapping layers which can be made wider by the proper lateral spacing of the plurality of die assemblies 1.
- FIG. 1 Not represented in FIG. 1 are drive means for rolls 5 and 6, but suitable direct or indirect sources of power are well known in the art. Likewise omitted for clarity are apparatus for solution preparation, apparatus for solvent reclamation, and means for heating transfer line 9, manifold 8, down-legs 16, and die assemblies 1.
- each die assembly can employ a single extrusion orifice
- a preferred die is of the type shown in FIG. 2 wherein two orifices 27 and 29 in series provide a pressure let-down zone 28 therebetween.
- a single liquid phase solution enters via down-leg 16.
- At least one low-pressure drop filter 25 is provided to prevent passage of accidental impurities capable of plugging let-down orifice 29 or spinneret-orifice 27. Passage of solution through let-down orifice 29 into let-down zone 28 causes a sharp pressure decrease resulting in formation of a two liquid phase solution within let-down zone 28. Finely divided droplets of a solvent-rich phase become distributed throughout the polymer-rich phase, but residence times are too short to permit coalescence of the droplets.
- Pressure sensor 20 provides for remote control of the critical pressure in let-down zone 28. From let-down zone 28, the solution passes through spinneret-orifice 27 into the atmosphere of spin-cell 15 (FIG. 1) which is usually held near atmospheric pressure. Almost instantaneously nearly all of the solvent vaporizes and the polymer solidifies to a plexifilament.
- a tunnel 26 is preferably provided for directing the plexifilament along the axial path of the orifice.
- the plexifilament 31 then impinges against a device, e.g., rotating disc 23, which is designed to open up the plexifilament, to direct it generally downward, and to oscillate it transversely about the straight downward direction.
- a rotating, electrically grounded, annular target plate 22 is mounted coaxially with disc 23 and additionally mounted so that the plexifilament 31 passes smoothly from the disc 23 over the surface of target-plate 22.
- Mounted oppositely from the plexifilament 31 is an ion gun 21 which, in cooperation with target plate 22, produces an electric charge on the plexifilament 31. Provision for oppositely charging the endless belt 4 of FIG. 1 is also made, but not shown.
- the die assembly 1 also includes driving means for selectively rotating disc 23 and target plate 22 at differing rates about axis 24.
- Target plate 22 and shields 32 and 36 are provided with special resistant coatings 33 and 34.
- each die assembly 1 all the functions described for each die assembly 1, plus die heating means and optional additional pressure and temperature sensors, are preferably provided in a single, integral assembly.
- the width of the portion of web 3 provided from each die assembly 1 is sufficently narrow as compared with the size of each assembly 1 that, when a plurality of die assemblies 1 is laterally spaced to provide a wider uniform sheet, they must ordinarily be spaced along the direction of motion of web 3 in order to accommodate their physical sizes.
- FIG. 3 diagramatically depicts a typical layout of the spray system showing the pump, tank, line, and nozzle general location.
- the pump needs to provide sufficient pressure so that the solvent sprays out of the nozzle, and this pressure/flow is generally specified by the type of nozzle used.
- the solvent such as trichlorofluoromethane, is contained in storage tank 30 and pumped by centrifugal pump 31' through filter 32'.
- An input signal from the thermocouple 17 in the exhaust port of the spin cell 38 is fed to controller 34' which activates control valve 35 to control the rate at which solvent is fed to spray nozzles 37 in spin cell 38.
- FIG. 4 is a cutaway of the cooling spray nozzle used in the present invention. Specific orifice size, number and location of spray nozzles is specified depending on the amount of cooling needed. The cooling is then adjusted, within limits, by varying the pressure (and thus the flow) of the solvent spraying from the nozzles, or adding or deleting nozzles or nozzle banks.
- the nozzle has a feed pipe 40, connected to the top of the cell deck 41, a removable length of pipe 42 fitted with strainer 43 and a plurality of spray nozzles 45 mounted on turret 46 which nozzles are in communication with the interior 47 of removable pipe 42.
- sheet visual quality is determined by backlighting the sheet and observing the sheet for light and dark areas and/or mottle (light and dark blotch areas), amount of rope or swirl or dark fibrous streaks caused by web collapsing or rolling on itself, and overall sheet transparency or opacity.
- good pack operation is determined by (1) minimal sudden pack failures due to electrostatic causes (spin pack plug or loss of web charge), and (2) a minimal loss of charging efficiency with time (charging efficiency is spun web current [electrostatic charge picked up by the web as it passes thorugh a charging zone defined by a charge emitter (Wand) and a collector of the current (Target Plate)] divided by wand current). Poor packs fail more frequently as a result of sudden pack failures, and the charging efficiency drops off with time more rapidly than with good packs.
- the smear is due to a low melt point component of the target plate deposits which melt with the higher temperature and/or the ability of very small particles to fuse/melt at the higher temperatures.
- the use of alternative polymers or solvents may well result in a different temperature range.
- thermocouples laocated in the spin cell atmosphere close to the spin cell ceiling near and about 45.7 cm (18") above the spin orifice
- thermocouples located in the spin cell return gas or exhaust port The cell temperature near the ceiling is taken to be representative of the cell gas "seen” by the spin pack since the spun gas/web issuing from the spin orifice of the spin pack aspirates significant amounts of cell gas and sweeps this gas through the spin packs.
- the target plate temperature when measured and compared to the cell gas temperature near the ceiling, is from 10° to 15°C higher than the cell gas.
- the temperature of the gas exiting the spin cell is normally 5°C cooler than the ceiling.
- the cell gas temperature is monitored using the exit gas temperature and applying the offset (5°C in this case).
- the temperature of the cell is controlled using nozzles which spray solvent into the cell atmosphere, the rate of cooling being directly proportional to the flow of solvent to the spray nozzles.
- the cooling nozzles are mainly orifices which allow the supplied solvent to be atomized into the warm spin cell atmosphere and cool it to the 48°-52°C range vs the uncooled range of 70°-100°C, dependent of cell insulation, solvent/polymer conditions, etc.
- the nozzles have 28 mil (7.1 x 10 ⁇ 4m) spin orifices.
- the nozzles are aimed so as to minimize the possibility of spray hitting a solid surface prior to all of the atomized droplets vaporizing. Spraying on a solid object results in the droplets combining into large drops and dripping rather than vaporizing.
- the nozzles are equally split on each side of the spin cell and the majority are located outside the spin pack grouping.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Abstract
Description
- The present invention relates to a process according to the preamble of claim 1 and known from US-A-3 504 076 for producing nonwoven webs of plexifilamentary strand material wherein the atmosphere of the spin-cell used to produce the nonwoven web is maintained within a narrow temperature range which is at least about 60°C below the melting point of the polymer forming the plexifilamentary strand material. The apparatus also utilizes a special resistor target plate and a special resistive coating on the apparatus extending partway between the electrostatic charging zone and the spin cell collection belt.
- Plexifilamentary strands are described by Blades and White in U.S. Patent No. 3,081,519. Each is a yarn-like strand having a surface-area greater than 2 m²/gm and comprising a continuous three-dimensional integral plexus of synthetic organic, crystalline, polymeric, fibrous elements. Said elements are structurally configured as oriented, film-fibrils with average film-thickness of less than 4 microns and with an average electron diffraction orientation angle of less than 90 degrees.
- A preferred class of suitable polymers for preparing plexifilamentary strands includes linear and branched chain polyethylene, polypropylene, copolymers of olefins, etc.; but other crystalline polymers such as polyethylene terephthalate and copolymers of ethylene with other monomers can be employed. A particularly preferred polymer is homopolymeric linear polyethylene with an upper limit to the melting range of from about 130-135°C, a density between 0.94 and 0.98 gm/cc, and a melt index (ASTM Test Method D-1238-57T, condition E) of 0.1 to 6.0.
- A process by which plexifilamentary strands may be obtained is given in U.S. Patent No. 3,227,784 to Blades and White, and with more particularly in U.S. Patent No. 3,227,794 to Anderson and Romano. The method generally comprises: (1) preparing a uniform solution of polymer in a solvent, said solution being at a temperature at least as high as (Tc-45)°C, wherein Tc is the solvent critical temperature, and at a sufficiently high pressure to maintain the solution as a single liquid phase; and (2) extruding said solution into a region of substantially reduced pressure and temperature where the solvent evaporates almost instantaneously and cools the polymeric material during the adiabatic expansion to form solidified plexifilamentary strand.
- US-A-3 504 076 discloses a process wherein a polymer and solvent composition is flash spun from one or more flash spinning dies onto a moving collection support in a spin-cell and a solvent is sprayed from nozzles into the spin cell to control the temperature of the spin-cell.
- Plexifilamentary strands (hereinafter plexifilaments) are particularly useful in preparing nonwoven fibrous sheets as described in U.S. Patent No. 3,169,899 to Steuber. For this purpose, the extruded material passes horizontally from the extrusion orifice directly to the surface of a rotating or oscillating deflector which opens the plexifilament into a wide network and directs it downward onto a moving belt (or other surface) where it is collected in random, multidirectional, overlapping layers. Apparatus is also provided to create opposite electrostatic charges on the strands and collection belt. The apparatus also includes a special resistor target plate as the collector of the electrostatic charging current and a special resistive coating on the apparatus surface extending partway between the electrostatic charging zone and the spin cell collection belt.
- The solvents used in this process have normal boiling points at least about 25°C (preferably 60°C or more) below the polymer's melting temperature, are nonsolvents at or below their normal boiling points, and are usually haloalkanes. Trichlorofluoromethane and methylene chloride are frequently employed at levels of from about 80 to about 90% by weight of the polymer solution. Since these large quantities of solvent form no part of the ultimate sheet product, it is economically desirable that they be reclaimed and reused. This is accomplished by extruding the solution into a closed spin-cell which also contains the sheet-forming apparatus. The atmosphere in such a spin-cell is resultantly substantially 100% solvent vapor, and the solvent is readily reclaimed by withdrawing the vapor and condensing it to a liquid.
- Sheets with excellent properties are prepared by extrusion into and collection within the ambient atmosphere, without regard for solvent reclamation. Extrusion into a closed spin-cell containing an atmosphere substantially 100% of vaporized solvent at a spontaneously generated temperature, surprisingly results in lowered sheet opacities, lowered delamination resistance, and variations in these properties across the width of the sheet when wide sheets of overlapping plexifilaments are prepared. This is particularly surprising since the spontaneously generated temperatures within suitable closed spin-cells are at least 30°C, and as much as 70°C, below the normal crystalline melting temperature for the polymer.
- Accordingly, it is an object of the present invention to produce nonwoven sheets from plexifilamentary strands which are extruded in a closed spin-cell which avoids the sheet quality drawbacks noted above. This object is solved basically by the solution given in the characterising part of claim 1.
- This invention is an improvement in a process for producing nonwoven plexifilamentary webs comprising: (1) extruding a polymer solution through at least one orifice into a gaseous atmosphere of a closed spin-cell which is held at substantially normal atmospheric pressure, (2) collecting the resulting material on a moving conveyor within the spin-cell, to form a continuous web of random, multidirectional, overlapping layers and (3) withdrawing the web from the closed spin-cell. The improvement in the present process is controlling the temperature within the spin cell to within a narrow temperature range (48° to 52°C) by measuring the temperature of the gas in the exhaust port with a thermocouple and adjusting the feed rate of low boiling liquid to the spray nozzles in the spin cell in response to this temperature measurement. It has been found that this narrow range of temperature control is required for proper electrostatic performance of the process.
- FIG. 1 is a schematic of the cell indicating the temperature measuring points, the spray nozzle locations, and the pack locations relative to the nozzles and temperature measuring points.
- FIG. 2 is a cross section of the extrusion die and spin apparatus.
- FIG. 3 is a typical process schematic for spray nozzle system.
- FIG. 4 includes a cutaway of a typical spray nozzle used in cell cooling.
- A preferred method for preparing random webs of plexifilaments is initiated by forcing hot pressurized polymer solution into the apparatus of FIG. 1 via
transfer line 9 and distributing it to the down-leg 16 of each extrusion position by asuitable manifold 8. At least one valve 7 is ordinarily provided in each down-leg 16. Extrusion of the solution through a plurality of die-assemblies 1 produces a plexifilament 2 which is opened, transversely oscillated, and directed downward onto a moving endless collection belt 4 driven byrolls 5. The plexifilament 2 forms aloose web 3 of random, multidirectional, overlapping layers which can be made wider by the proper lateral spacing of the plurality of die assemblies 1. As the movingweb 3 passes along on the collection belt 4, it is condensed to a coherent sheet 11 by, for instance, lightly pressurized calendar rolls 6 and then drawn out from closed spin-cell 15 through a suitably vapor-sealedopening 12. - Additionally provided in spin-
cell 15 are anexhaust port 10 for the removal of gaseous atmosphere from the spin-cell and auxilliary cooling means represented by apipe 13 for injectingfine droplets 14 of a volatile liquid. Both of these provisions are represented schematically only. More than oneexhaust port 10 for reclaiming vaporized solvent may be employed and ordinarily, a plurality ofauxiliary cooling positions 13 are spaced throughout spin-cell 15 to assure a uniform temperature of the closed cell atmosphere at all spin positions. The cell temperature is measured using thermocouple 17 (not shown in FIG. 1 but shown in FIG. 3) located in theexhaust port 10. - Not represented in FIG. 1 are drive means for
rolls 5 and 6, but suitable direct or indirect sources of power are well known in the art. Likewise omitted for clarity are apparatus for solution preparation, apparatus for solvent reclamation, and means forheating transfer line 9,manifold 8, down-legs 16, and die assemblies 1. - Although each die assembly can employ a single extrusion orifice, a preferred die is of the type shown in FIG. 2 wherein two
orifices zone 28 therebetween. A single liquid phase solution enters via down-leg 16. At least one low-pressure drop filter 25 is provided to prevent passage of accidental impurities capable of plugging let-downorifice 29 or spinneret-orifice 27. Passage of solution through let-down orifice 29 into let-down zone 28 causes a sharp pressure decrease resulting in formation of a two liquid phase solution within let-downzone 28. Finely divided droplets of a solvent-rich phase become distributed throughout the polymer-rich phase, but residence times are too short to permit coalescence of the droplets.Pressure sensor 20 provides for remote control of the critical pressure in let-down zone 28. From let-downzone 28, the solution passes through spinneret-orifice 27 into the atmosphere of spin-cell 15 (FIG. 1) which is usually held near atmospheric pressure. Almost instantaneously nearly all of the solvent vaporizes and the polymer solidifies to a plexifilament. Atunnel 26 is preferably provided for directing the plexifilament along the axial path of the orifice. Theplexifilament 31 then impinges against a device, e.g., rotatingdisc 23, which is designed to open up the plexifilament, to direct it generally downward, and to oscillate it transversely about the straight downward direction. A rotating, electrically grounded,annular target plate 22 is mounted coaxially withdisc 23 and additionally mounted so that theplexifilament 31 passes smoothly from thedisc 23 over the surface of target-plate 22. Mounted oppositely from theplexifilament 31 is anion gun 21 which, in cooperation withtarget plate 22, produces an electric charge on theplexifilament 31. Provision for oppositely charging the endless belt 4 of FIG. 1 is also made, but not shown. The die assembly 1 also includes driving means for selectively rotatingdisc 23 andtarget plate 22 at differing rates aboutaxis 24.Target plate 22 andshields resistant coatings - It is important to note that all the functions described for each die assembly 1, plus die heating means and optional additional pressure and temperature sensors, are preferably provided in a single, integral assembly. The width of the portion of
web 3 provided from each die assembly 1 is sufficently narrow as compared with the size of each assembly 1 that, when a plurality of die assemblies 1 is laterally spaced to provide a wider uniform sheet, they must ordinarily be spaced along the direction of motion ofweb 3 in order to accommodate their physical sizes. - FIG. 3 diagramatically depicts a typical layout of the spray system showing the pump, tank, line, and nozzle general location. The pump needs to provide sufficient pressure so that the solvent sprays out of the nozzle, and this pressure/flow is generally specified by the type of nozzle used. The solvent, such as trichlorofluoromethane, is contained in
storage tank 30 and pumped by centrifugal pump 31' through filter 32'. An input signal from thethermocouple 17 in the exhaust port of thespin cell 38 is fed to controller 34' which activatescontrol valve 35 to control the rate at which solvent is fed to spraynozzles 37 inspin cell 38. - FIG. 4 is a cutaway of the cooling spray nozzle used in the present invention. Specific orifice size, number and location of spray nozzles is specified depending on the amount of cooling needed. The cooling is then adjusted, within limits, by varying the pressure (and thus the flow) of the solvent spraying from the nozzles, or adding or deleting nozzles or nozzle banks. The nozzle has a
feed pipe 40, connected to the top of thecell deck 41, a removable length ofpipe 42 fitted withstrainer 43 and a plurality ofspray nozzles 45 mounted onturret 46 which nozzles are in communication with the interior 47 ofremovable pipe 42. - There are many ways of characterizing good vs poor sheet, good vs poor spin pack operation, and of determining cell temperature.
- For the purpose for this patent, sheet visual quality is determined by backlighting the sheet and observing the sheet for light and dark areas and/or mottle (light and dark blotch areas), amount of rope or swirl or dark fibrous streaks caused by web collapsing or rolling on itself, and overall sheet transparency or opacity.
- For the purpose of spin pack behavior, good pack operation is determined by (1) minimal sudden pack failures due to electrostatic causes (spin pack plug or loss of web charge), and (2) a minimal loss of charging efficiency with time (charging efficiency is spun web current [electrostatic charge picked up by the web as it passes thorugh a charging zone defined by a charge emitter (Wand) and a collector of the current (Target Plate)] divided by wand current). Poor packs fail more frequently as a result of sudden pack failures, and the charging efficiency drops off with time more rapidly than with good packs.
- Sudden pack failures, and pack changes to replace low charging efficiency packs, are undesirable since they adversely affect spun sheet quality during the change, increase operating costs, and jeopardize machine continuity. The maintenance of acceptable charging efficiencies is desirable since spun sheet visual quality in general increases with web charge. While not completely understood, higher web charge tends to increase inter-spun-web spreading forces which reduce web collapse into rope, and increases web to belt attraction which contributes to spun sheet quality. Also, average cell temperatures greater than 52°-55°C produce target plates with smeared and "fused" deposits vs the normal more discontinuous and discrete deposits. This observation of deposit formation in the range of 52°-55°C is for flash spinning high density polyethylene using trichlorofluoromethane as the solvent. It is hypothesized that the smear is due to a low melt point component of the target plate deposits which melt with the higher temperature and/or the ability of very small particles to fuse/melt at the higher temperatures. Hence, the use of alternative polymers or solvents may well result in a different temperature range.
- For the purpose of cell temperature, measurements have been made using thermocouples laocated in the spin cell atmosphere close to the spin cell ceiling (near and about 45.7 cm (18") above the spin orifice) and with thermocouples located in the spin cell return gas or exhaust port. The cell temperature near the ceiling is taken to be representative of the cell gas "seen" by the spin pack since the spun gas/web issuing from the spin orifice of the spin pack aspirates significant amounts of cell gas and sweeps this gas through the spin packs. The target plate temperature, when measured and compared to the cell gas temperature near the ceiling, is from 10° to 15°C higher than the cell gas. The temperature of the gas exiting the spin cell is normally 5°C cooler than the ceiling. Often, the cell gas temperature is monitored using the exit gas temperature and applying the offset (5°C in this case). The temperature of the cell is controlled using nozzles which spray solvent into the cell atmosphere, the rate of cooling being directly proportional to the flow of solvent to the spray nozzles.
- The cooling nozzles are mainly orifices which allow the supplied solvent to be atomized into the warm spin cell atmosphere and cool it to the 48°-52°C range vs the uncooled range of 70°-100°C, dependent of cell insulation, solvent/polymer conditions, etc.
- A spin cell containing 10 clusters of nozzles as shown in Fig. 4, each cluster containing 5 nozzles, is fed with trichlorofluoromethane at an average pressure of 1100 psi (75.8 x 10⁵ Pa) at a temperature of 12°C, upstream of the nozzle orifice. The nozzles have 28 mil (7.1 x 10⁻⁴m) spin orifices. The nozzles are aimed so as to minimize the possibility of spray hitting a solid surface prior to all of the atomized droplets vaporizing. Spraying on a solid object results in the droplets combining into large drops and dripping rather than vaporizing. The nozzles are equally split on each side of the spin cell and the majority are located outside the spin pack grouping. Due to the pumping action of the laydown belt, significant circulation fo the cell gas is obtained and the specific nozzle locations are not critical. It has been found that the spin cell exhaust temperature should be kept at 43° to 47°C. Exceeding this range results in poor spin pack performance for electrostatic reasons which results in increased spin pack failures and poorer overall sheet visual quality. For instance when the temperature of the exhaust rose from 51°-54°C three sudden pack failures were encountered, while none were encountered before the change. Also product quality drops as the temperature of the exhaust rises from 47° to 53°C.
Claims (2)
- A process wherein a polymer and solvent composition is flash spun from one or more flash spinning dies (1) onto a moving collection support (4) in a spin cell (15) and a solvent is sprayed from nozzles (37) into said spin cell to control the temperature of said spin cell, characterised in that the temperature of the gas in the exhaust (10) from said spin cell (15) is measured and such measurement used to control the feed, rate at which solvent is fed to the spray nozzles (37, 45) whereby the temperature is maintained within 2°C of a predetermined value.
- The process of Claim 1 wherein the polymer is high density polyethylene, the solvent is trichlorofluoromethane and the temperature in the spin cell is maintained at from 48° to 52°C.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US1989/002191 WO1990015173A1 (en) | 1989-06-01 | 1989-06-01 | Control of flash spinning cell atmosphere temperature |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0474632A1 EP0474632A1 (en) | 1992-03-18 |
| EP0474632A4 EP0474632A4 (en) | 1993-01-27 |
| EP0474632B1 true EP0474632B1 (en) | 1995-05-03 |
Family
ID=22215031
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89911188A Expired - Lifetime EP0474632B1 (en) | 1989-06-01 | 1989-06-01 | Control of flash spinning cell atmosphere temperature |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0474632B1 (en) |
| JP (1) | JPH04506384A (en) |
| WO (1) | WO1990015173A1 (en) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL271149A (en) * | 1960-11-08 | 1900-01-01 | ||
| US3081519A (en) * | 1962-01-31 | 1963-03-19 | Fibrillated strand | |
| NL300881A (en) * | 1962-11-23 | |||
| US3504076A (en) * | 1967-04-06 | 1970-03-31 | Du Pont | Cooling of flash spinning cell atmosphere |
| BE795841A (en) * | 1972-02-25 | 1973-08-23 | Montedison Spa | PROCESS FOR PREPARING FIBERS FROM POLYMERIC MATERIALS, SUITABLE FOR THE PREPARATION OF PAPER PULP |
| JPS5952882B2 (en) * | 1979-11-02 | 1984-12-21 | 株式会社日立製作所 | Continuous bulk polymerization method for styrenic resins |
-
1989
- 1989-06-01 JP JP51043089A patent/JPH04506384A/en active Pending
- 1989-06-01 EP EP89911188A patent/EP0474632B1/en not_active Expired - Lifetime
- 1989-06-01 WO PCT/US1989/002191 patent/WO1990015173A1/en active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| WO1990015173A1 (en) | 1990-12-13 |
| JPH04506384A (en) | 1992-11-05 |
| EP0474632A4 (en) | 1993-01-27 |
| EP0474632A1 (en) | 1992-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4261943A (en) | Process for surface treating cellulose products | |
| US3689608A (en) | Process for forming a nonwoven web | |
| US9834865B2 (en) | Centrifugal solution spun nanofiber process | |
| CA1135918A (en) | Process for surface treating cellulose products | |
| EP1656474B1 (en) | Rotary process for forming uniform material | |
| EP1999304B2 (en) | Solution spun fiber process | |
| US5476824A (en) | Process for preparing polymerization catalyst carrier by spray crystallization in an electric field | |
| DE3708168C2 (en) | ||
| CN107923095A (en) | The manufacture method and manufacture device of spun-bonded non-woven fabrics | |
| CA1038571A (en) | Attenuating melt-extruded filaments with converging non-symmetrical gas streams | |
| WO2019082094A1 (en) | Electrospinning apparatus and electrospinning method | |
| EP0474632B1 (en) | Control of flash spinning cell atmosphere temperature | |
| US3504076A (en) | Cooling of flash spinning cell atmosphere | |
| US3593074A (en) | Apparatus and process | |
| EP0907770B1 (en) | Spinneret for flash-spinning | |
| US5098452A (en) | Method for controlling the level of solvent vapor in a vessel | |
| CN107794580A (en) | A kind of efficiently solution spinning machine | |
| US3277526A (en) | Flash spinning apparatus | |
| JPH03137209A (en) | Spinning and cooling of synthetic fiber and apparatus therefor | |
| EP0472518B1 (en) | Flash spinning process start-up using top and bottom leader sheets | |
| KR800000149B1 (en) | Webbing method for nonwoven fabrics | |
| EP0828886B1 (en) | Apparatus and process for forming a fibrous sheet | |
| JP3618895B2 (en) | Manufacturing method of long fiber web | |
| JPH0772388B2 (en) | Rotating dispersion plate for non-woven web |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): GB LU |
|
| 17P | Request for examination filed |
Effective date: 19911204 |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 19921204 |
|
| AK | Designated contracting states |
Kind code of ref document: A4 Designated state(s): GB LU |
|
| 17Q | First examination report despatched |
Effective date: 19940209 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): GB LU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19950630 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19960404 Year of fee payment: 8 |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19970601 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19970601 |