EP0456795B1 - Method for fabricating hydrophylic non woven material comprising natural fibers, particularly ecru cotton, non woven material obtained - Google Patents
Method for fabricating hydrophylic non woven material comprising natural fibers, particularly ecru cotton, non woven material obtained Download PDFInfo
- Publication number
- EP0456795B1 EP0456795B1 EP91900039A EP91900039A EP0456795B1 EP 0456795 B1 EP0456795 B1 EP 0456795B1 EP 91900039 A EP91900039 A EP 91900039A EP 91900039 A EP91900039 A EP 91900039A EP 0456795 B1 EP0456795 B1 EP 0456795B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- fibres
- fibers
- hydrophilic
- woven fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H18/00—Needling machines
- D04H18/04—Needling machines with water jets
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/498—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres entanglement of layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/74—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being orientated, e.g. in parallel (anisotropic fleeces)
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
Definitions
- the invention relates to the manufacture by hydraulic bonding of hydrophilic nonwoven fabrics based on natural cellulosic fibers, such as unbleached cotton, linen, hemp or ramie, not chemically treated, to the products obtained according to the process, and hydrophilic nonwovens containing natural cellulose fibers not chemically treated.
- the purpose of the hydraulic tying technique is to provide a certain mechanical resistance to a sheet of fibers initially not linked to each other, independently of any addition of binder.
- the binding process consists in subjecting these fibers to the action of very fine jets of liquid - for example water - under pressure.
- these jets are arranged along ramps spaced from each other, and are directed towards the sheet of fibers which is supported by a permeable fabric traveling at a determined speed. Passing under these ramps, the fibers are entrained by the jets of fluid which pass through the sheet. These will bounce off the canvas and cause the fibers to become entangled by interaction. The connections thus created ensure the cohesion of the sheet.
- nonwoven fabrics from fibers of various origins: synthetic, natural, long or short, alone or in mixture, which one chooses according to the use for which they are intended.
- the products obtained generally have a drape, flexibility and softness of touch superior to those of nonwovens produced according to other techniques.
- European patent application EP 132028 describes a method of manufacturing nonwoven fabrics from unbleached cotton, consisting in subjecting a veil of unbleached unbleached cotton fibers to entanglement by water jets oscillating at low pressure and then finishing the treatment, before drying, by a scouring and bleaching step according to any known technique, for example by soaking in a autoclave at 120 ° C in a solution based on caustic soda and hydrogen peroxide.
- This last phase of the process is, according to this patent, made necessary, in particular, by the use of unbleached cotton. Indeed, it is raw cotton which has not undergone any other mechanical cleaning, possibly, and the fibers of which comprise a primary layer consisting of waxes and fats, which it is necessary to eliminate in order to make them hydrophilic. Thus the purpose of scouring is, in particular, to ensure the saponification of fats.
- the invention is based on the discovery that it is possible, by applying a consolidation treatment by water jets, to confer on a sheet of natural fibers such as unbleached cotton, the property of absorbing liquids, water in particular, without any chemical treatment.
- This threshold depends in particular on the nature and the origin of the fibers (new cotton or recovery fibers: cleaning, combing jacket, etc.) of the structure of the sheet (superimposed card sails, sheets obtained by pneumatic way ) the grammage and the thickness of the web.
- this threshold of energy dissipated by the injector was between 0.4 and 1.1 kwh per kilogram of treated fibers, for sheets whose grammage is between 25 and 200 g / m2 and preferably between 30 and 100 g / m2.
- the water jets have an unexpected and additional mechanical pickling effect on the fibers. Surprisingly, from a certain amount of energy absorbed the effect is sufficient to cause at least partial detachment of the hydrophobic sheath with possibly the release of fibrils, making the hydrophilic parts of the fibers accessible to liquids, water in particular. In addition, this pickling action does not cause any deterioration in the mechanical properties of the resulting nonwoven, since there is a continuous improvement in the breaking strength of the product obtained. It should be noted that this treatment does not necessarily lead to the elimination of the materials constituting the hydrophobic sheath. These can be retained between the fibers, or remain hooked by zones. There is no significant change in the chemical functions of the fibers after treatment with a water jet as shown by the infrared peaks, although the nonwoven has become hydrophilic.
- the solution of the invention thus has the advantage of allowing, in a single step and from unbleached cotton fibers, the production of products bound by water jets having a marked absorbent character, and not requiring chemical treatment. complex aimed at imparting a hydrophilic character to the fibers such as scouring.
- the method is applicable to all lignocellulosic fibers having a hydrophobic character in the natural state due to the presence on the surface of waxy or fatty mineral materials, which are usually reduced by chemical treatment.
- unbleached cotton is the material targeted in the first place by the process, but other fibers such as linen, hemp or ramie for example are not excluded.
- Another advantage is to allow the recovery of recovered fibers such as spinning waste for example; thus the method allows the treatment of fibers made up of combing residues which are relatively short fibers, of length between 5 and 25 mm.
- thermoplastic fibers - based on polyethylene, polypropylene or other - and, after elimination of water, passing the veil in an oven heated to a sufficient temperature to melt them at least partially.
- the softened material constitutes attachment zones forming bonds between the cotton fibers after cooling to room temperature.
- the subject of the invention is also a hydrophilic nonwoven comprising mainly natural lignocellulosic fibers entangled according to a hydraulic bonding process characterized in that said fibers have not undergone any scouring treatment intended to make them hydrophilic.
- a nonwoven according to the invention comprises at least 70% of unbleached cotton and is free from any wetting agent, surfactant or other product. Despite this, it has an absorption capacity for aqueous liquids such that its immersion time, measured according to the method reported below, is less than 30 seconds. In addition, its absorption coefficient is greater than 9 g / g of nonwoven.
- the nonwoven comprises up to 30% of synthetic fibers.
- a nonwoven is produced, the wettability of which is further improved by associating a sheet of cellulose wadding with the web and subjecting the assembly to a hydraulic binding treatment.
- the cellulose wadding is an absorbent crepe paper used for washing or wiping.
- the tablecloth is made of 100% unbleached cotton.
- synthetic fibers such as thermobonding fibers can be incorporated therein which will consolidate the nonwoven obtained after an additional suitable heat treatment.
- the hydraulic tying technique allows the treatment of sheets whose grammage is between 25 g / m2 and 200 g / m2. Below 25 g / m2, the energy released by the fluid jets would cause significant displacement of the fibers and their encrustation between the meshes of the support fabric. This would cause the canvas to hang and the unwanted fluff to form on the final product. Above 200 g / m2 the thickness does not allow a deep treatment of the sheet.
- the quantity of paper cellulose fibers that is thus incorporated depends on the total grammage and the destination of the product according to the required mechanical strength.
- the paper fibers can thus constitute from 10% to 50% of the total weight without however representing less than 10 g / m2. It is possible to superimpose several sheets of cellulose wadding to achieve the desired grammage.
- the product obtained according to this process has considerably improved wettability compared to nonwovens without the addition of cellulosic fibers.
- the immersion time thus goes from around 30 seconds to less than 10 seconds.
- FIG. 1 represents a hydraulic binding installation of the type developed by the company PERFOJET. It comprises a first hydraulic tying unit (10) with an endless fabric (12) stretched between horizontal rollers (14) so as to form a loop. The fabric is driven in the direction of the arrow at a predetermined constant running speed. It comprises an upper portion at the level of which a first battery of injector ramps (16) has been placed, supplied with liquid under pressure and oriented vertically in the direction of the fabric. The ramps are arranged perpendicular to the direction of travel of the fabric, and include injection orifices distributed over the entire width of the web. The number of ramps is variable and chosen according to the desired pressure step. Preferably it will be between 3 and 10.
- suction boxes (18), communicating with a vacuum source have the function of recovering the water, coming from the injectors, which has passed through the fabric.
- the installation comprises a second hydraulic tying unit (20) with an endless cloth (22) for the treatment of the second face. It comprises a second battery of injector banks (26) supplied with pressurized liquid by pipes not shown. The ramps are associated with suction boxes (28) for the recovery of the liquid after its entanglement work.
- the sheet of fibers is deposited on the fabric (12) from a station for forming the sheet, not shown.
- the cotton Before being sent to this tablecloth forming station, the cotton is first cleaned and freed of most of its impurities such as seeds, leaf debris and dust, on conventional textile material, for example opener, cleaner, etc ...
- the fiber flakes are then sent on topping material: carding machine, pneumatic coating machine, etc ...
- the number of card sails to be superimposed depends on the weight per m2 desired. For example, for a grammage of 65 g / m2, 4 card sails are superimposed.
- pneumatic means of the RANDO type can also be used, in particular for the heavier weights, up to 200 g / m2.
- the sheet thus formed is deposited on the fabric (12), moving at a predetermined speed, from where it is driven towards the battery of injector banks (16) for treatment on a first face.
- an injector whose pressure is adjusted to a low level (30 bars), without disturbing the arrangement of the fibers.
- the other injectors are adjusted to pressures varying from 40 to 250 bars, to ensure the entanglement of the fibers.
- the web having undergone a first consolidation on the first face, can be driven towards the second tying unit where it will be taken up by a fabric so as to present its second face to the battery of injectors (26).
- the second face is treated identically to the first.
- the nonwoven then passes over a last vacuum slit which allows most of the water to be removed. It is then dried, for example on a through air dryer or on drying drums, not shown. If necessary, it is subjected to a thermobonding treatment if provision has been made to incorporate thermobonding fibers in the web.
- a sheet of unbleached cotton fibers of the combing type was treated by this method.
- the average length of the fibers was 12 to 14 mm with a micron index 4.
- Each hydraulic tying unit consisted of 4 injectors whose pressures were 30, 95, 125 and 125 bars respectively. At a machine speed of 30 meters per minute, the energy released successively by the injectors and measured at level of pumps, per kilogram of nonwoven, is reported in the table below:
- FIG. 2 shows the evolution of the breaking strength of the web as a function of the energy communicated to the web by the successive injectors. It can be seen that the resistance, both in the forward and in the cross direction, increases as a function of the energy received by the sheet to reach, with regard to the cross direction resistance, a plateau after 0.9 kwh per kg of nonwoven.
- FIG. 3 shows for the example considered, the evolution of the immersion time representative of the wetting ability, as a function of this same amount of energy. It is noted that the time taken by the sample to sink into the water becomes measurable from a minimum energy threshold which is 0.7 kwh per kg of nonwoven for the example considered.
- the table below shows the immersion time values relating to the nonwoven of the example on the one hand and, for a nonwoven of the same grammage obtained by mechanical needling from the same unbleached cotton card webs on the other hand .
- Immersion times greater than 300 seconds mean that after this time, the nonwoven still floats on water and does not get wet.
- This measure of the immersion time is used in the pharmacopoeia as a measure of the wettability of cotton wool.
- the method is as follows: - using a cylindrical basket, previously dried, consisting of copper wires with a diameter of about 0.4 mm. This basket is 8.0 cm high, 5.0 cm in diameter and 1.5 to 2.0 cm wide. Its mass is 2.7 ⁇ 0.3 g.
- the absorption coefficient is determined from the previous test.
- the basket is removed from the water, it is left to drain for 30 s then it is placed in a tared container (m3) and the whole is weighed (m4).
- the photos taken with a scanning electron microscope show the pickling action of the jets on the primary layer of the fibers.
- the micrographs 4 A and B show that the fibers before treatment are smooth and intact while the micrographs 4 C and D taken after treatment reveal the presence of fibrils attached to the fibers which have not been otherwise deteriorated.
- FIG. 5 There is shown in Figure 5 a slightly modified installation for making a nonwoven according to another embodiment of the invention.
- the elements corresponding to those of FIG. 1 bear the same reference increased by 100.
- the installation comprises a first hydraulic tying unit (110) with an endless fabric (112) stretched between horizontal rollers (114) so as to form a loop. It comprises an upper portion at the level of which a first battery of injector banks (116) supplied with liquid under pressure has been placed.
- the installation comprises a second hydraulic tying unit (120) with an endless cloth (122), for the treatment of the second face. It comprises a second battery of injector banks (126) supplied with pressurized liquid by pipes not shown. The ramps are associated with suction boxes (128) for recovering the liquid after its entanglement work.
- the fiber sheet (101) is deposited on the fabric (112) from a sheet forming station, not shown, from where it is driven towards the battery of injector banks (116 ) for treatment on a first side.
- a sheet forming station not shown
- injector banks 116
- pre-wetting of the web it is possible, for example, to use an injector whose pressure is adjusted to a low level, without disturbing the arrangement of the fibers.
- the other injectors are adjusted to pressures varying from 40 to 250 bars, to ensure the entanglement of the fibers.
- the sheet, having undergone a first consolidation on the first face is turned over so as to present its other face upwards as shown in the figure.
- the second unit (120) receives a sheet of cellulose wadding (103) which is applied to its upper face by a pressing cylinder (123).
- the cellulose wadding sheet (103) is conventionally fed from a feed roller rotatably mounted about a horizontal axis.
- the assembly (101), (103) - wadding on the top - is driven towards the second battery of injector banks (126) whose jets of fluid which they project ensure both the binding of the fibers of the sheet (101), continue their pickling, and the attachment of the paper fibers (103) in the sheet (101).
- the latter acts as a filter and prevents the short fibers from being entrained on the underlying fabric (122).
- the nonwoven then passes over a last vacuum slit which allows most of the water to be removed. It is then dried, for example on a through air dryer or on drying drums, not shown. If necessary, it is subjected to a thermobonding treatment if provision has been made to incorporate thermobonding fibers in the web.
- a nonwoven was produced according to the method described above from a sheet of unbleached cotton fibers of the combing type.
- the average fiber length was 12-14 mm.
- Each hydraulic tying unit was composed of 4 injectors whose pressures were respectively at 60, 110, 130, 70 bars. At the running speed of 30 meters per minute, the energy released successively by the injectors and measured at the pumps per kilogram of material treated is reported in the table below:
- the overall energy released by the injectors is therefore 0.99 Kwh per kg of nonwoven complex.
- the energy released on the cotton veil alone was 0.91 kWh per kg of cotton.
- the energy released on the whole cotton wadding plus cotton was 0.49 Kwh per kg of nonwoven complex.
- the product has a very low immersion time, of the order of 4 to 6 seconds, to be compared with an immersion time of 30 seconds for products without short, hydrophilic lignocellulosic fibers, which are the fibers. paper mills.
- the immersion time was measured using the same basket method as in Example 1. The same is true for the absorption coefficient which in the present case is normally lower than in the case of the nonwoven 100 % cotton. In fact, the coefficient of cellulose wadding is itself lower, of the order of 5 to 6 g / g.
Abstract
Description
L'invention se rapporte à la fabrication par liage hydraulique d'étoffes non tissées hydrophiles à base de fibres cellulosiques naturelles, telles que le coton écru, le lin, le chanvre ou le ramie, non traitées chimiquement, aux produits obtenus selon le procédé, et à des produits nontissés hydrophiles comportant des fibres cellulosiques naturelles non traitées chimiquement.The invention relates to the manufacture by hydraulic bonding of hydrophilic nonwoven fabrics based on natural cellulosic fibers, such as unbleached cotton, linen, hemp or ramie, not chemically treated, to the products obtained according to the process, and hydrophilic nonwovens containing natural cellulose fibers not chemically treated.
La technique de liage hydraulique a pour objet de procurer une certaine résistance mécanique à une nappe de fibres initialement non liées entre elles, indépendamment de tout apport de liant. Le procédé de liage consiste à soumettre ces fibres à l'action de très fins jets de liquide - par exemple d'eau - sous pression. Habituellement, ces jets sont disposés le long de rampes espacées les unes des autres, et sont dirigés vers la nappe de fibres qui est supportée par une toile perméable défilant à une vitesse déterminée. En passant sous ces rampes, les fibres sont entraînées par les jets de fluide qui traversent la nappe. Ceux-ci vont rebondir sur la toile et produisent l'enchevêtrement des fibres par interaction. Les liaisons ainsi créées assurent la cohésion de la nappe.The purpose of the hydraulic tying technique is to provide a certain mechanical resistance to a sheet of fibers initially not linked to each other, independently of any addition of binder. The binding process consists in subjecting these fibers to the action of very fine jets of liquid - for example water - under pressure. Usually, these jets are arranged along ramps spaced from each other, and are directed towards the sheet of fibers which is supported by a permeable fabric traveling at a determined speed. Passing under these ramps, the fibers are entrained by the jets of fluid which pass through the sheet. These will bounce off the canvas and cause the fibers to become entangled by interaction. The connections thus created ensure the cohesion of the sheet.
Par ce procédé, il est possible d'obtenir des étoffes non tissées à partir de fibres d'origines diverses : synthétiques, naturelles, longues ou courtes, seules ou en mélange, que l'on choisit en fonction de l'usage auquel elles sont destinées. Les produits obtenus présentent généralement un drapé, une souplesse et une douceur de toucher supérieurs à ceux des nontissés fabriqués selon d'autres techniques.By this process, it is possible to obtain nonwoven fabrics from fibers of various origins: synthetic, natural, long or short, alone or in mixture, which one chooses according to the use for which they are intended. The products obtained generally have a drape, flexibility and softness of touch superior to those of nonwovens produced according to other techniques.
La demande de brevet européen EP 132028, en particulier, décrit une méthode de fabrication d'étoffes non tissées à partir de coton écru, consistant à soumettre un voile de fibres de coton écru, initialement non liées, à un enchevêtrement par jets d'eau oscillants à basse pression puis à terminer le traitement, avant séchage, par une étape de débouillissage et de blanchiment selon une quelconque technique connue, par exemple par trempage dans un autoclave à 120°C dans une solution à base de soude caustique et d'eau oxygénée.European patent application EP 132028, in particular, describes a method of manufacturing nonwoven fabrics from unbleached cotton, consisting in subjecting a veil of unbleached unbleached cotton fibers to entanglement by water jets oscillating at low pressure and then finishing the treatment, before drying, by a scouring and bleaching step according to any known technique, for example by soaking in a autoclave at 120 ° C in a solution based on caustic soda and hydrogen peroxide.
Cette dernière phase du procédé est, selon ce brevet, rendue nécessaire, notamment, par l'emploi de coton écru. En effet il s'agit de coton brut n'ayant subi d'autre nettoyage que mécanique éventuellement, et dont les fibres comportent une couche primaire constituée de cires et de graisses, qu'il s'agit d'éliminer pour les rendre hydrophiles. Ainsi le débouillissage a-t-il pour objet, en particulier, d'assurer la saponification des graisses.This last phase of the process is, according to this patent, made necessary, in particular, by the use of unbleached cotton. Indeed, it is raw cotton which has not undergone any other mechanical cleaning, possibly, and the fibers of which comprise a primary layer consisting of waxes and fats, which it is necessary to eliminate in order to make them hydrophilic. Thus the purpose of scouring is, in particular, to ensure the saponification of fats.
L'invention est fondée sur la découverte qu'il est possible, en appliquant un traitement de consolidation par jets d'eau, de conférer à une nappe de fibres naturelles telles que de coton écru, la propriété d'absorber les liquides, l'eau notamment, sans aucun traitement chimique.The invention is based on the discovery that it is possible, by applying a consolidation treatment by water jets, to confer on a sheet of natural fibers such as unbleached cotton, the property of absorbing liquids, water in particular, without any chemical treatment.
Le procédé conforme à l'invention pour fabriquer une étoffe non tissée à partir de fibres de coton écru, ou autres fibres lignocellulosiques naturelles comportant en surface une couche de matière rendant la fibre hydrophobe, comprend les étapes suivantes :
- formation par tout procédé convenable d'une nappe de fibres, non liées, sur une toile support perméable à l'eau ;
- enchevêtrement des fibres de la nappe au moyen d'une pluralité de jets d'eau issus de rampes d'injecteurs, disposées transversalement par rapport au sens de déplacement du support. Il est caractérisé en ce que l'énergie totale communiquée à la nappe par l'ensemble des jets est au moins égale à un seuil minimum correspondant à la valeur à laquelle ladite nappe devient hydrophile.
- formation by any suitable process of a sheet of unbound fibers on a support fabric permeable to water;
- entanglement of the fibers of the sheet by means of a plurality of water jets coming from injector ramps, arranged transversely with respect to the direction of movement of the support. It is characterized in that the total energy communicated to the sheet by all of the jets is at least equal to a minimum threshold corresponding to the value at which said sheet becomes hydrophilic.
Ce seuil dépend notamment de la nature et de l'origine des fibres (coton neuf ou fibres de récupération : débourrage, blousse de peigneuse, etc...) de la structure de la nappe (voiles de cardes superposés, nappes obtenues par voie pneumatique) du grammage et de l'épaisseur de la nappe.This threshold depends in particular on the nature and the origin of the fibers (new cotton or recovery fibers: cleaning, combing jacket, etc.) of the structure of the sheet (superimposed card sails, sheets obtained by pneumatic way ) the grammage and the thickness of the web.
On a constaté en effet de façon surprenante qu'à partir d'un certain seuil d'énergie cinétique communiquée par les jets d'eau aux fibres, pour en assurer l'enchevêtrement, il se produisait une action rompant leur caractère hydrophobe initial.It has in fact been found, surprisingly, that from a certain threshold of kinetic energy communicated by the water jets to the fibers, in order to ensure their entanglement, an action occurs breaking their initial hydrophobic character.
On a trouvé par exemple que, pour un coton écru du type peigneuse, de micronaire 3 à 5, ou du type coton neuf, de micronaire 3 à 8, ce seuil d'énergie dissipée par l'injecteur se situait entre 0,4 et 1,1 kwh par kilogramme de fibres traitées, pour des nappes dont le grammage se situe entre 25 et 200 g/m² et de préférence entre 30 et 100 g/m².It has been found, for example, that for an unbleached cotton of the combing type, of micronaire 3 to 5, or of the new cotton type, of micronaire 3 to 8, this threshold of energy dissipated by the injector was between 0.4 and 1.1 kwh per kilogram of treated fibers, for sheets whose grammage is between 25 and 200 g / m² and preferably between 30 and 100 g / m².
Ainsi, par exemple, quand on évalue la mouillabilité d'un voile en coton écru en mesurant le temps qu'il met pour s'enfoncer dans l'eau après l'avoir déposé en surface, celle-ci n'est pas mesurable pour un voile de fibres non traitées, c'est-à-dire non liées par jet d'eau, car la nappe flotte en surface. Par contre, elle le devient quand le même voile a subi le traitement de l'invention, c'est-à-dire qu'il a absorbé le minimum d'énergie requis.So, for example, when we assess the wettability of an unbleached cotton veil by measuring the time it takes to sink into water after having deposited it on the surface, it is not measurable for a veil of untreated fibers, that is to say not bound by a jet of water, because the sheet floats on the surface. On the other hand, it becomes so when the same veil has undergone the treatment of the invention, that is to say that it has absorbed the minimum energy required.
Sans vouloir se limiter à une interprétation, il apparait que les jets d'eau ont un effet mécanique inattendu et supplémentaire de décapage sur les fibres. De façon surprenante, à partir d'une certaine quantité d'énergie absorbée l'effet est suffisant pour entrainer un décollement au moins partiel de la gaine hydrophobe avec éventuellement libération de fibrilles, rendant les parties hydrophiles des fibres accessibles aux liquides, à l'eau notamment. En outre, cette action de décapage n'entraine aucune détérioration des propriétés mécaniques du nontissé résultant, puisqu'on constate une amélioration continue de la résistance à la rupture du produit obtenu. Il est à noter que ce traitement ne conduit pas nécessairement à l'élimination des matières constituant la gaine hydrophobe. Celles-ci peuvent être retenues entre les fibres, ou rester accrochées par zones. On ne constate pas de modification importante des fonctions chimiques des fibres après traitement par jet d'eau comme le montrent les pics infrarouges, bien que le nontissé soit devenu hydrophile.Without wishing to be limited to an interpretation, it appears that the water jets have an unexpected and additional mechanical pickling effect on the fibers. Surprisingly, from a certain amount of energy absorbed the effect is sufficient to cause at least partial detachment of the hydrophobic sheath with possibly the release of fibrils, making the hydrophilic parts of the fibers accessible to liquids, water in particular. In addition, this pickling action does not cause any deterioration in the mechanical properties of the resulting nonwoven, since there is a continuous improvement in the breaking strength of the product obtained. It should be noted that this treatment does not necessarily lead to the elimination of the materials constituting the hydrophobic sheath. These can be retained between the fibers, or remain hooked by zones. There is no significant change in the chemical functions of the fibers after treatment with a water jet as shown by the infrared peaks, although the nonwoven has become hydrophilic.
La solution de l'invention présente ainsi l'avantage de permettre, en une seule étape et à partir de fibres de coton écru, la réalisation de produits liés par jets d'eau ayant un caractère absorbant marqué, et ne nécessitant pas de traitement chimique complexe visant à conférer un caractère hydrophile aux fibres tel que le débouillissage.The solution of the invention thus has the advantage of allowing, in a single step and from unbleached cotton fibers, the production of products bound by water jets having a marked absorbent character, and not requiring chemical treatment. complex aimed at imparting a hydrophilic character to the fibers such as scouring.
Le procédé est applicable à toutes les fibres ligno-cellulosiques ayant un caractère hydrophobe à l'état naturel du fait de la présence en surface de matières minérales cireuses ou grasses, que l'on réduit habituellement par un traitement chimique. Parmi les matières premières, le coton écru est le matériau visé en premier lieu par le procédé, mais d'autres fibres telles que le lin, le chanvre ou le ramie par exemple ne sont pas exclues.The method is applicable to all lignocellulosic fibers having a hydrophobic character in the natural state due to the presence on the surface of waxy or fatty mineral materials, which are usually reduced by chemical treatment. Among the raw materials, unbleached cotton is the material targeted in the first place by the process, but other fibers such as linen, hemp or ramie for example are not excluded.
Un autre avantage est de permettre la valorisation de fibres de récupération telles que des déchets de filature par exemple ; ainsi le procédé permet le traitement de fibres constituées de résidus de peigneuses qui sont des fibres relativement courtes, de longueur comprise entre 5 et 25 mm.Another advantage is to allow the recovery of recovered fibers such as spinning waste for example; thus the method allows the treatment of fibers made up of combing residues which are relatively short fibers, of length between 5 and 25 mm.
Les produits issus du procédé de l'invention trouvent des applications multiples, par exemple dans les domaines :
- de l'essuyage industriel ou domestique : chiffons, torchons, torchons à vaisselle
- de la toilette : gants, serviettes
- de la lingerie de table : nappes, serviettes
- de la literie : draps de lit, taies d'oreiller , housses de traversin, etc...
- du vêtement de protection.
- industrial or household wiping: rags, tea towels, dish towels
- of the toilet: gloves, towels
- table linen: tablecloths, napkins
- bedding: bed sheets, pillow cases, bolster covers, etc ...
- protective clothing.
Bien qu'en général le produit soit suffisamment résistant pour être manipulé, il est possible de poursuivre le traitement, au-delà du seuil minimum requis pour l'hydrophilie, jusqu'à ce que l'amélioration des propriétés de résistance mécanique à la rupture atteigne un palier. Les propriétés d'hydrophilie ne sont toutefois pas augmentées dans la même proportion.Although in general the product is sufficiently resistant to be handled, it is possible to continue the treatment, beyond the minimum threshold required for hydrophilicity, until the improvement of the properties of mechanical resistance to rupture reaches a plateau. However, the hydrophilic properties are not increased in the same proportion.
Conformément à un autre objet de l'invention, il est également possible d'incorporer à la nappe une certaine quantité de fibres synthétiques, notamment liantes ou thermofusibles, qui après un traitement approprié - thermique et/ou mécanique le cas échéant - accroissent la résistance mécanique du voile nontissé, en particulier à l'état humide.In accordance with another object of the invention, it is also possible to incorporate into the web a certain amount of synthetic fibers, in particular binders or hot-melt, which after an appropriate treatment - thermal and / or mechanical if necessary - increase the resistance mechanics of the nonwoven veil, especially in the wet state.
On peut incorporer par exemple jusqu'à 30 % de fibres thermoplastiques - à base de polyéthylène, polypropylène ou autre - et, après élimination de l'eau, faire passer le voile dans un four chauffé à une température suffisante pour les faire fondre au moins partiellement. La matière ramollie constitue des zones d'accrochage formant des liaisons entre les fibres de coton après refroidissement à la température ambiante.One can incorporate for example up to 30% of thermoplastic fibers - based on polyethylene, polypropylene or other - and, after elimination of water, passing the veil in an oven heated to a sufficient temperature to melt them at least partially. The softened material constitutes attachment zones forming bonds between the cotton fibers after cooling to room temperature.
L'invention a également pour objet un nontissé hydrophile comportant en majorité des fibres lignocellulosiques naturelles enchevêtrées selon un procédé de liage hydraulique caractérisé en ce que lesdites fibres n'ont subi aucun traitement de débouillissage visant à les rendre hydrophiles.The subject of the invention is also a hydrophilic nonwoven comprising mainly natural lignocellulosic fibers entangled according to a hydraulic bonding process characterized in that said fibers have not undergone any scouring treatment intended to make them hydrophilic.
En particulier un nontissé conforme à l'invention comporte au moins 70 % de coton écru et est exempt de tout agent de mouillage, produit surfactant ou autre. En dépit de cela il présente un pouvoir d'absorption de liquides aqueux tel que son temps d'immersion, mesuré selon la méthode rapportée plus loin, est inférieur à 30 secondes. En outre son coefficient d'absorption est supérieur à 9 g/g de nontissé.In particular, a nonwoven according to the invention comprises at least 70% of unbleached cotton and is free from any wetting agent, surfactant or other product. Despite this, it has an absorption capacity for aqueous liquids such that its immersion time, measured according to the method reported below, is less than 30 seconds. In addition, its absorption coefficient is greater than 9 g / g of nonwoven.
Enfin selon un mode particulier de réalisation, le nontissé comprend jusqu'à 30 % de fibres synthétiques.Finally according to a particular embodiment, the nonwoven comprises up to 30% of synthetic fibers.
Conformément à un autre objet de l'invention, on réalise un nontissé dont la mouillabilité est encore améliorée en associant à la nappe une feuille d'ouate de cellulose et en soumettant l'ensemble à un traitement de liage hydraulique.In accordance with another object of the invention, a nonwoven is produced, the wettability of which is further improved by associating a sheet of cellulose wadding with the web and subjecting the assembly to a hydraulic binding treatment.
On rappelle que l'ouate de cellulose est un papier crêpé absorbant utilisé pour la toilette ou l'essuyage.It is recalled that the cellulose wadding is an absorbent crepe paper used for washing or wiping.
Le procédé consiste à :
- former une nappe non liée, comportant au moins 70 % de fibres de coton écru, ou d'autres fibres lignocellulosiques naturelles comportant en surface une gaine de matières hydrophobes, et la déposer sur une toile perméable;
- soumettre une première face de ladite nappe à un traitement d'enchevêtrement par jets d'eau ; l'énergie libérée étant suffisante pour rendre la nappe hydrophile ;
- déposer sur la seconde face opposée à la première au moins une feuille d'ouate de cellulose ;
- soumettre la seconde face ainsi revêtue à un traitement d'enchevêtrement par jets d'eau.
- forming an unbound web, comprising at least 70% of unbleached cotton fibers, or other natural lignocellulosic fibers comprising on the surface a sheath of hydrophobic materials, and depositing it on a permeable fabric;
- subjecting a first face of said sheet to a tangle treatment by water jets; the energy released being sufficient to make the sheet hydrophilic;
- depositing on the second side opposite the first at least one sheet of cellulose wadding;
- subject the second side thus coated to a tangle treatment by water jets.
De préférence, la nappe est constituée de 100 % de coton écru. Toutefois on peut y incorporer jusqu'à 30 % de fibres synthétiques telles que des fibres thermoliantes qui viendront consolider le nontissé obtenu après un traitement thermique approprié supplémentaire.Preferably, the tablecloth is made of 100% unbleached cotton. However, up to 30% of synthetic fibers such as thermobonding fibers can be incorporated therein which will consolidate the nonwoven obtained after an additional suitable heat treatment.
La technique de liage hydraulique permet le traitement de nappes dont le grammage est compris entre 25 g/m² et 200 g/m². En dessous de 25 g/m², l'énergie libérée par les jets fluides entraînerait un déplacement important des fibres et leur incrustation entre les mailles de la toile support. Il s'ensuivrait un accrochage à la toile et la formation de peluches indésirables sur le produit final. Au-delà de 200 g/m² l'épaisseur ne permet pas un traitement en profondeur de la nappe.The hydraulic tying technique allows the treatment of sheets whose grammage is between 25 g / m² and 200 g / m². Below 25 g / m², the energy released by the fluid jets would cause significant displacement of the fibers and their encrustation between the meshes of the support fabric. This would cause the canvas to hang and the unwanted fluff to form on the final product. Above 200 g / m² the thickness does not allow a deep treatment of the sheet.
La quantité de fibres cellulosiques papetières que l'on incorpore ainsi dépend du grammage total et de la destination du produit selon la résistance mécanique requise. Les fibres papetières peuvent ainsi constituer de 10 % à 50 % du poids total sans toutefois représenter moins de 10 g/m². Il est possible de superposer plusieurs feuilles d'ouate de cellulose pour atteindre le grammage souhaité.The quantity of paper cellulose fibers that is thus incorporated depends on the total grammage and the destination of the product according to the required mechanical strength. The paper fibers can thus constitute from 10% to 50% of the total weight without however representing less than 10 g / m². It is possible to superimpose several sheets of cellulose wadding to achieve the desired grammage.
Le produit obtenu selon ce procédé présente une mouillabilité considérablement améliorée par rapport au nontissé sans apport de fibres cellulosiques. Le temps d'immersion passe ainsi de l'ordre de 30 secondes à moins de 10 secondes.The product obtained according to this process has considerably improved wettability compared to nonwovens without the addition of cellulosic fibers. The immersion time thus goes from around 30 seconds to less than 10 seconds.
D'autres caractéristiques et avantages du procédé apparaitront à la lecture de la description, qui suit, de deux modes de réalisation non limitatifs de l'invention, accompagnée des dessins en annexe sur lesquels :
- la figure 1 représente une installation de liage hydraulique permettant la mise en oeuvre du procédé de l'invention ;
- la figure 2 est une représentation graphique de la résistance à la rupture du produit traité, en fonction de la quantité d'énergie, libérée par les injecteurs successifs, par kilogramme de produit traité ;
- la figure 3 est une représentation graphique du temps d'immersion du produit traité dans l'exemple en fonction de la quantité d'énergie, libérée par les injecteurs successifs, par kilogramme de produit traité ;
- les figures 4 A et B sont des microphotographies des fibres de coton écru avant traitement ;
- les figures 4 C et D sont des microphotographies des mêmes fibres représentées aux figures 4 A et B, après le traitement de l'invention, et extraites du nontissé;
- la figure 5 représente une installation de liage hydraulique permettant la confection d'un nontissé conforme à un deuxième mode de réalisation de l'invention.
- FIG. 1 represents a hydraulic binding installation allowing the implementation of the method of the invention;
- FIG. 2 is a graphic representation of the breaking strength of the treated product, as a function of the amount of energy, released by the successive injectors, per kilogram of treated product;
- FIG. 3 is a graphic representation of the immersion time of the product treated in the example as a function of the amount of energy, released by the successive injectors, per kilogram of product treated;
- FIGS. 4 A and B are photomicrographs of the unbleached cotton fibers before treatment;
- Figures 4 C and D are photomicrographs of the same fibers shown in Figures 4 A and B, after the treatment of the invention, and extracted from the nonwoven;
- FIG. 5 represents a hydraulic binding installation allowing the making of a nonwoven according to a second embodiment of the invention.
La figure 1 représente une installation de liage hydraulique du type mis au point par la Société PERFOJET. Elle comprend une première unité de liage hydraulique (10) avec une toile sans fin (12) tendue entre des rouleaux horizontaux (14) de façon à former une boucle. La toile est entrainée dans le sens de la flèche à une vitesse de défilement constante prédéterminée. Elle comprend une portion supérieure au niveau de laquelle on a disposé une première batterie de rampes d'injecteurs (16), alimentées en liquide sous pression et orientées verticalement en direction de la toile. Les rampes sont disposées perpendiculairement à la direction de défilement de la toile, et comportent des orifices d'injection répartis sur toute la largeur de la nappe. Le nombre de rampes est variable et choisi en fonction de l'étagement des pressions souhaité. De préférence il sera compris entre 3 et 10.FIG. 1 represents a hydraulic binding installation of the type developed by the company PERFOJET. It comprises a first hydraulic tying unit (10) with an endless fabric (12) stretched between horizontal rollers (14) so as to form a loop. The fabric is driven in the direction of the arrow at a predetermined constant running speed. It comprises an upper portion at the level of which a first battery of injector ramps (16) has been placed, supplied with liquid under pressure and oriented vertically in the direction of the fabric. The ramps are arranged perpendicular to the direction of travel of the fabric, and include injection orifices distributed over the entire width of the web. The number of ramps is variable and chosen according to the desired pressure step. Preferably it will be between 3 and 10.
En regard des rampes, sous la toile, des caisses aspirantes (18), communiquant avec une source de vide, ont pour fonction de récupérer l'eau, issue des injecteurs, qui a traversé la toile.Opposite the ramps, under the fabric, suction boxes (18), communicating with a vacuum source, have the function of recovering the water, coming from the injectors, which has passed through the fabric.
L'installation comprend une deuxième unité de liage hydraulique (20) avec une toile sans fin (22) pour le traitement de la deuxième face. Elle comprend une deuxième batterie de rampes d'injecteurs (26) alimentés en liquide sous pression par des conduits non représentés. Les rampes sont associées à des caisses aspirantes (28) pour la récupération du liquide après son travail d'enchevêtrement.The installation comprises a second hydraulic tying unit (20) with an endless cloth (22) for the treatment of the second face. It comprises a second battery of injector banks (26) supplied with pressurized liquid by pipes not shown. The ramps are associated with suction boxes (28) for the recovery of the liquid after its entanglement work.
Comme on le voit sur la figure la nappe de fibres est déposée sur la toile (12) depuis un poste de formation de la nappe, non représenté.As can be seen in the figure, the sheet of fibers is deposited on the fabric (12) from a station for forming the sheet, not shown.
Avant d'être acheminé à ce poste de formation de nappe, le coton est d'abord nettoyé et débarrassé de la plupart de ses impuretés telles que graines, débris de feuilles et poussières, sur du matériel textile classique, par exemple ouvreur, nettoyeur, etc... Les flocons de fibres sont ensuite envoyés sur du matériel de nappage : carde, nappeuse pneumatique, etc....Before being sent to this tablecloth forming station, the cotton is first cleaned and freed of most of its impurities such as seeds, leaf debris and dust, on conventional textile material, for example opener, cleaner, etc ... The fiber flakes are then sent on topping material: carding machine, pneumatic coating machine, etc ...
On peut utiliser des cardes de tout type. On choisit de préférence pour des non-tissés légers, d'un poids inférieur à 100 g/m², une carde avec brouilleur de voile qui permet d'obtenir de bons rapports de résistance sens marche sur sens travers.We can use cards of all types. It is preferably chosen for light nonwovens, of a weight less than 100 g / m², a card with veil jammer which makes it possible to obtain good resistance ratios from direction to cross direction.
Le nombre de voiles de carde à superposer dépend du poids au m² souhaité. Par exemple pour un grammage de 65 g/m², on superpose 4 voiles de carde.The number of card sails to be superimposed depends on the weight per m² desired. For example, for a grammage of 65 g / m², 4 card sails are superimposed.
Au lieu de former la nappe par cardage, on peut employer également des moyens pneumatiques du type RANDO, notamment pour les grammages plus élevés, jusqu'à 200 g/m².Instead of forming the web by carding, pneumatic means of the RANDO type can also be used, in particular for the heavier weights, up to 200 g / m².
La nappe ainsi formée est déposée sur la toile (12), en mouvement à une vitesse prédéterminée, d'où elle est entraînée vers la batterie de rampes d'injecteurs (16) pour le traitement sur une première face. Pour assurer le prémouillage du voile (nécessaire du fait de l'hydrophobie des fibres employées), on peut, par exemple utiliser un injecteur dont la pression est réglée à un faible niveau (30 bars), sans perturber l'arrangement des fibres. Les autres injecteurs sont réglés à des pressions variant de 40 à 250 bars, pour assurer l'enchevêtrement des fibres. Ensuite, le voile, ayant subi une première consolidation sur la première face, peut être entraîné vers la deuxième unité de liage où il sera repris par une toile de façon à présenter sa deuxième face à la batterie d'injecteurs (26). Dans l'exemple, la deuxième face est traitée de façon identique à la première. Le nontissé passe alors sur une dernière fente à vide qui permet d'évacuer la plus grande partie de l'eau. Il est ensuite séché, par exemple sur un séchoir à air traversant ou sur des tambours sécheurs, non représentés. Le cas échéant on lui fait subir un traitement de thermoliage si on a prévu d'incorporer des fibres thermoliantes dans le voile.The sheet thus formed is deposited on the fabric (12), moving at a predetermined speed, from where it is driven towards the battery of injector banks (16) for treatment on a first face. To ensure the pre-wetting of the web (necessary because of the hydrophobicity of the fibers used), it is possible, for example, to use an injector whose pressure is adjusted to a low level (30 bars), without disturbing the arrangement of the fibers. The other injectors are adjusted to pressures varying from 40 to 250 bars, to ensure the entanglement of the fibers. Then, the web, having undergone a first consolidation on the first face, can be driven towards the second tying unit where it will be taken up by a fabric so as to present its second face to the battery of injectors (26). In the example, the second face is treated identically to the first. The nonwoven then passes over a last vacuum slit which allows most of the water to be removed. It is then dried, for example on a through air dryer or on drying drums, not shown. If necessary, it is subjected to a thermobonding treatment if provision has been made to incorporate thermobonding fibers in the web.
On peut également prévoir, si on le souhaite, un poste de structuration hydraulique disposé avant le séchage bien sûr.One can also provide, if desired, a hydraulic structuring station arranged before drying of course.
On a traité par ce procédé une nappe de fibres de coton écru du type peigneuse. La longueur moyenne des fibres était de 12 à 14 mm avec un indice micronaire 4. Le nontissé final, de grammage 65 g/m², était constitué de 4 voiles de carde superposés.A sheet of unbleached cotton fibers of the combing type was treated by this method. The average length of the fibers was 12 to 14 mm with a
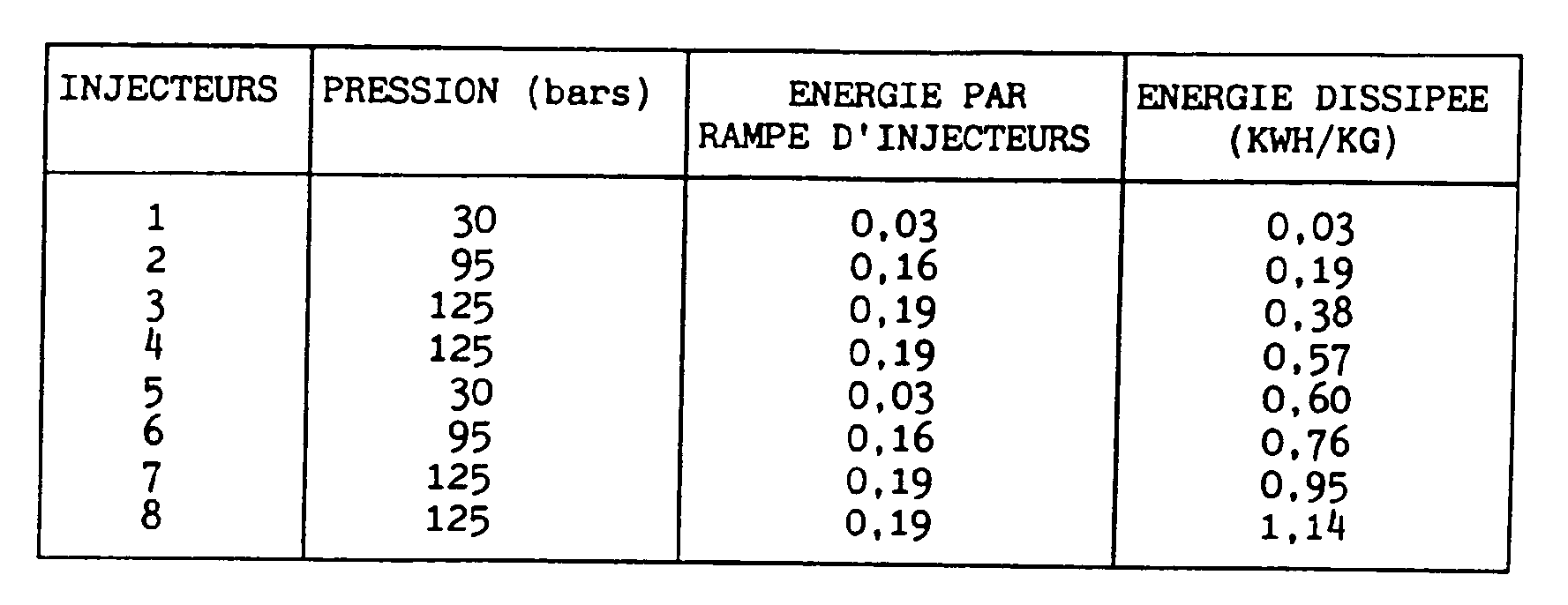
Chaque unité de liage hydraulique était composée de 4 injecteurs dont les pressions étaient respectivement à 30, 95, 125 et 125 bars. A la vitesse de machine de 30 mètres par minute, l'énergie libérée successivement par les injecteurs et mesurée au niveau des pompes, par kilogramme de nontissé, est rapportée dans le tableau ci-dessous :
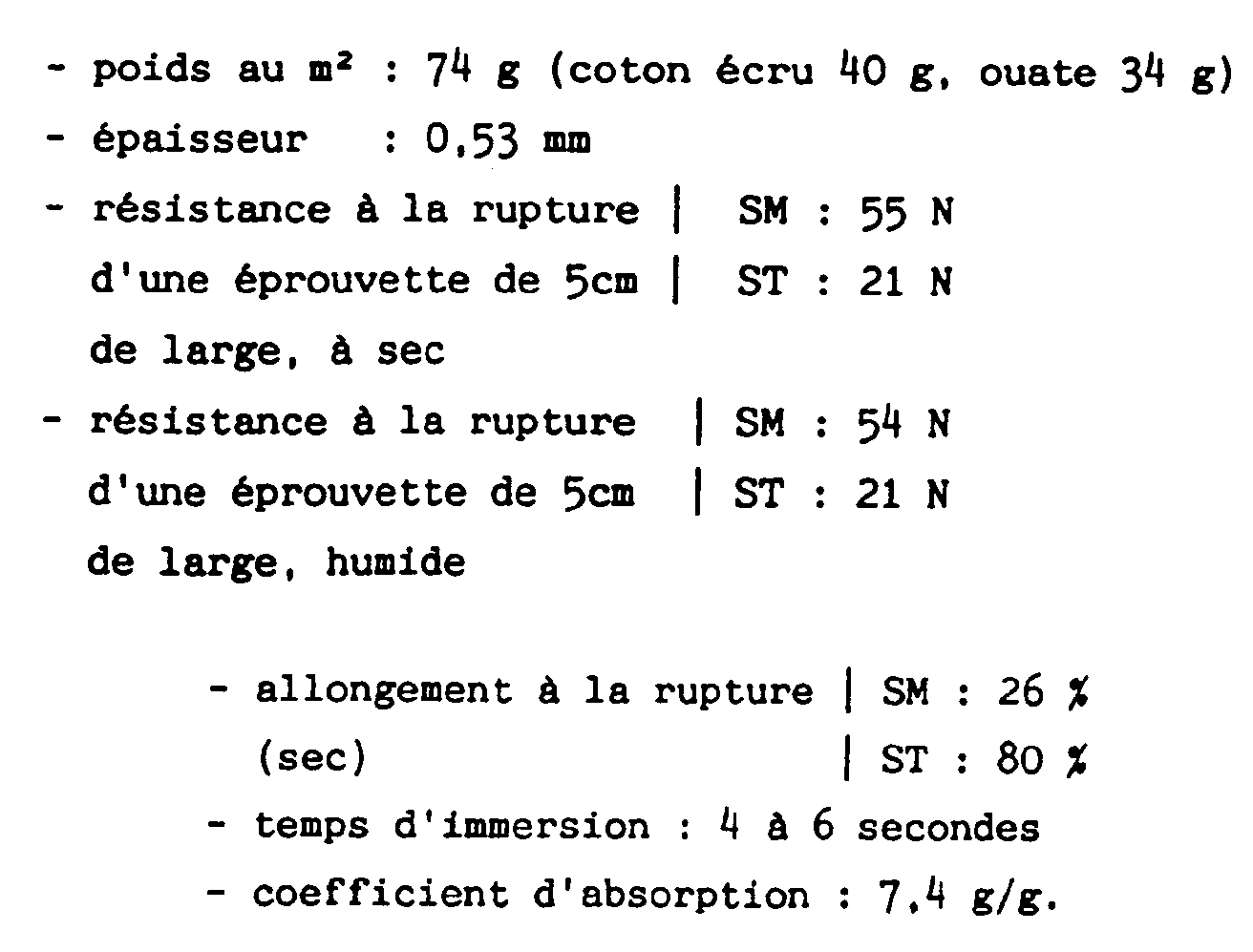
On a obtenu un nontissé aux caractéristiques suivantes :

On a représenté, sur la figure 2, l'évolution de la résistance à la rupture du voile en fonction de l'énergie communiquée à la nappe par les injecteurs successifs. On constate que la résistance, aussi bien sens marche que sens travers, croit en fonction de l'énergie reçue par la nappe pour atteindre, en ce qui concerne la résistance sens travers, un palier après 0,9 kwh par kg de nontissé.FIG. 2 shows the evolution of the breaking strength of the web as a function of the energy communicated to the web by the successive injectors. It can be seen that the resistance, both in the forward and in the cross direction, increases as a function of the energy received by the sheet to reach, with regard to the cross direction resistance, a plateau after 0.9 kwh per kg of nonwoven.
On a représenté à la figure 3 pour l'exemple considéré, l'évolution du temps d'immersion représentatif de l'aptitude au mouillage, en fonction de cette même quantité d'énergie. On constate que le temps mis par l'échantillon pour s'enfoncer dans l'eau devient mesurable à partir d'un seuil minimum d'énergie qui est de 0,7 kwh par kg de nontissé pour l'exemple considéré.FIG. 3 shows for the example considered, the evolution of the immersion time representative of the wetting ability, as a function of this same amount of energy. It is noted that the time taken by the sample to sink into the water becomes measurable from a minimum energy threshold which is 0.7 kwh per kg of nonwoven for the example considered.
Le tableau ci-dessous reprend les valeurs de temps d'immersion relatives au nontissé de l'exemple d'une part et, pour un nontissé de même grammage obtenu par aiguilletage mécanique à partir des mêmes voiles de carde de coton écru d'autre part.The table below shows the immersion time values relating to the nonwoven of the example on the one hand and, for a nonwoven of the same grammage obtained by mechanical needling from the same unbleached cotton card webs on the other hand .
Les temps d'immersion supérieurs à 300 secondes signifient qu'après ce temps, le nontissé flottait toujours sur l'eau et qu'il ne se mouillait pas.

Cette mesure du temps d'immersion est employée dans la pharmacopée comme mesure de la mouillabilité du coton hydrophile. La méthode est la suivante :
- on utilise un panier cylindrique, préalablement séché, constitué par des fils de cuivre d'un diamètre de 0,4 mm environ. Ce panier a une hauteur de 8.0 cm, un diamètre de 5,0 cm et des mailles d'une largeur de 1,5 à 2,0 cm. Sa masse est de 2,7 ± 0,3 g.This measure of the immersion time is used in the pharmacopoeia as a measure of the wettability of cotton wool. The method is as follows:
- using a cylindrical basket, previously dried, consisting of copper wires with a diameter of about 0.4 mm. This basket is 8.0 cm high, 5.0 cm in diameter and 1.5 to 2.0 cm wide. Its mass is 2.7 ± 0.3 g.
On pèse le panier (m₁). On prélève 1 g de nontissé en 5 endroits différents de l'échantillon. On introduit les 5 g sans tasser dans le panier que l'on pèse (m₂). On prépare d'autre part un récipient de 11 cm à 12 cm de diamètre rempli d'eau à 20°C environ sur une hauteur de 10 cm. On présente le panier en position horizontale au dessus de l'eau et on le laisse tomber d'une hauteur de 10 mm. On mesure au chronomètre le temps qu'il met à s'enfoncer dans l'eau. C'est ce temps en secondes qui est reporté sur la figure 3.We weigh the basket (m₁). 1 g of nonwoven is taken from 5 different places in the sample. The 5 g are introduced without packing into the basket which is weighed (m₂). On the other hand, a
Le coefficient d'absorption est déterminé à partir du test précédent. On retire le panier de l'eau, on le laisse égoutter pendant 30 s puis on le dépose dans un récipient taré (m₃) et on pèse le tout (m₄). Le coefficient d'absorption d'eau par gramme de coton rapporté plus haut dans l'exemple est donné par la formule :![]()
![]()
Les photos réalisées au microscope électronique à balayage montrent l'action décapante des jets sur la couche primaire des fibres. Les microphotographies 4 A et B montrent que les fibres avant traitement sont lisses et intactes alors que les microphotographies 4 C et D effectuées après traitement révèlent la présence de fibrilles accrochées aux fibres qui n'ont pas été autrement détériorées.The photos taken with a scanning electron microscope show the pickling action of the jets on the primary layer of the fibers. The micrographs 4 A and B show that the fibers before treatment are smooth and intact while the micrographs 4 C and D taken after treatment reveal the presence of fibrils attached to the fibers which have not been otherwise deteriorated.
On a réalisé également une spectrophotométrie infrarouge.Infrared spectrophotometry was also carried out.
Au niveau des pics infrarouges on constate une évolution entre deux spectres réalisés l'un avant traitement l'autre après traitement. Toutefois cette évolution n'est pas suffisante pour permettre d'en tirer des conclusions sur la disparition des matières conférant les propriétés hydrophobes à la fibre.At the infrared peaks, there is an evolution between two spectra, one before treatment and the other after treatment. However, this development is not sufficient to allow conclusions to be drawn therefrom on the disappearance of the materials conferring hydrophobic properties on the fiber.
On a représenté sur la figure 5 une installation légèrement modifiée permettant la confection d'un nontissé conforme à un autre mode de réalisation de l'invention. Les éléments correspondants à ceux de la figure 1 portent la même référence augmentée de 100.There is shown in Figure 5 a slightly modified installation for making a nonwoven according to another embodiment of the invention. The elements corresponding to those of FIG. 1 bear the same reference increased by 100.
L'installation comprend une première unité de liage hydraulique (110) avec une toile sans fin (112) tendue entre des rouleaux horizontaux (114) de façon à former une boucle. Elle comprend une portion supérieure au niveau de laquelle on a disposé une première batterie de rampes d'injecteurs (116) alimentées en liquide sous pression.The installation comprises a first hydraulic tying unit (110) with an endless fabric (112) stretched between horizontal rollers (114) so as to form a loop. It comprises an upper portion at the level of which a first battery of injector banks (116) supplied with liquid under pressure has been placed.
L'installation comprend une deuxième unité de liage hydraulique (120) avec une toile sans fin (122), pour le traitement de la deuxième face. Elle comprend une deuxième batterie de rampes d'injecteurs (126) alimentées en liquide sous pression par des conduits non représentés. Les rampes sont associées à des caisses aspirantes (128) pour la récupération du liquide après son travail d'enchevêtrement.The installation comprises a second hydraulic tying unit (120) with an endless cloth (122), for the treatment of the second face. It comprises a second battery of injector banks (126) supplied with pressurized liquid by pipes not shown. The ramps are associated with suction boxes (128) for recovering the liquid after its entanglement work.
Comme on le voit sur la figure, la nappe de fibres (101) est déposée sur la toile (112) depuis un poste de formation de nappe, non représenté, d'où elle est entrainée vers la batterie de rampes d'injecteurs (116) pour le traitement sur une première face. Pour assurer le prémouillage du voile (nécessaire du fait de l'hydrophobie des fibres employées), on peut, par exemple, utiliser un injecteur dont la pression est réglée à un faible niveau, sans perturber l'arrangement des fibres. Les autres injecteurs sont réglés à des pressions variant de 40 à 250 bars, pour assurer l'enchevêtrement des fibres. Ensuite, la nappe, ayant subi une première consolidation sur la première face, est retournée de manière à présenter vers le haut son autre face comme cela est représenté sur la figure. Elle est entraînée vers la deuxième unité (120) où elle reçoit une feuille d'ouate de cellulose (103) qui est appliquée sur sa face supérieure par un cylindre presseur (123). La feuille d'ouate de cellulose (103) est alimentée de manière classique depuis un rouleau d'alimentation monté à rotation autour d'un axe horizontal.As can be seen in the figure, the fiber sheet (101) is deposited on the fabric (112) from a sheet forming station, not shown, from where it is driven towards the battery of injector banks (116 ) for treatment on a first side. To ensure pre-wetting of the web (necessary due to the hydrophobicity of the fibers used), it is possible, for example, to use an injector whose pressure is adjusted to a low level, without disturbing the arrangement of the fibers. The other injectors are adjusted to pressures varying from 40 to 250 bars, to ensure the entanglement of the fibers. Then, the sheet, having undergone a first consolidation on the first face, is turned over so as to present its other face upwards as shown in the figure. It is driven to the second unit (120) where it receives a sheet of cellulose wadding (103) which is applied to its upper face by a pressing cylinder (123). The cellulose wadding sheet (103) is conventionally fed from a feed roller rotatably mounted about a horizontal axis.
L'ensemble (101), (103) - ouate sur le dessus - est entraîné vers la deuxième batterie de rampes d'injecteurs (126) dont les jets de fluide qu'ils projettent assurent à la fois le liage des fibres de la nappe (101), continuent leur décapage, et l'accrochage des fibres papetières (103) dans la nappe (101). Cette dernière fait office de filtre et évite que les fibres courtes ne soient entraînées sur la toile (122) sous-jacente.The assembly (101), (103) - wadding on the top - is driven towards the second battery of injector banks (126) whose jets of fluid which they project ensure both the binding of the fibers of the sheet (101), continue their pickling, and the attachment of the paper fibers (103) in the sheet (101). The latter acts as a filter and prevents the short fibers from being entrained on the underlying fabric (122).
Le nontissé passe alors sur une dernière fente à vide qui permet d'évacuer la plus grande partie de l'eau. Il est ensuite séché, par exemple sur un séchoir à air traversant ou sur des tambours sécheurs, non représentés. Le cas échéant on lui fait subir un traitement de thermoliage si on a prévu d'incorporer des fibres thermoliantes dans le voile.The nonwoven then passes over a last vacuum slit which allows most of the water to be removed. It is then dried, for example on a through air dryer or on drying drums, not shown. If necessary, it is subjected to a thermobonding treatment if provision has been made to incorporate thermobonding fibers in the web.
On peut également prévoir, si on le souhaite, un poste de structuration hydraulique disposé avant le séchage bien sûr.One can also provide, if desired, a hydraulic structuring station arranged before drying of course.
On a réalisé selon le procédé décrit ci-dessus un nontissé à partir d'une nappe de fibres de coton écru du type peigneuse. La longueur moyenne des fibres était de 12 à 14 mm.A nonwoven was produced according to the method described above from a sheet of unbleached cotton fibers of the combing type. The average fiber length was 12-14 mm.
Après avoir traité hydrauliquement une première face de la nappe, on a retourné celle-ci, déposé sur l'autre face deux feuilles de ouate de cellulose de 17 g/m² chacune, et, traité l'ensemble hydrauliquement. Chaque unité de liage hydraulique était composée de 4 injecteurs dont les pressions étaient respectivement à 60, 110, 130, 70 bars. A la vitesse de défilement de 30 mètres par minute, l'énergie libérée successivement par les injecteurs et mesurée au niveau des pompes par kilogramme de matière traitée est rapportée dans le tableau ci-dessous :

L'énergie globale libérée par les injecteurs est ainsi de 0,99 Kwh par kg de complexe nontissé. Sur la première face l'énergie libérée sur le voile de coton seul a été de 0,91 Kwh par kg de coton. Sur la deuxième face, l'énergie libérée sur l'ensemble ouate de cellulose plus coton a été de 0,49 Kwh par kg de complexe nontissé.The overall energy released by the injectors is therefore 0.99 Kwh per kg of nonwoven complex. On the first side, the energy released on the cotton veil alone was 0.91 kWh per kg of cotton. On the second side, the energy released on the whole cotton wadding plus cotton was 0.49 Kwh per kg of nonwoven complex.
On a obtenu un nontissé aux caractéristiques suivantes :

Il apparait que le produit présente un temps d'immersion très faible, de l'ordre de 4 à 6 secondes, à comparer avec un temps d'immersion de 30 secondes pour les produits sans fibres lignocellulosiques, courtes, hydrophiles, que sont les fibres papetières.It appears that the product has a very low immersion time, of the order of 4 to 6 seconds, to be compared with an immersion time of 30 seconds for products without short, hydrophilic lignocellulosic fibers, which are the fibers. paper mills.
La mesure du temps d'immersion a été effectuée selon la même méthode du panier que dans l'exemple 1. Il en est de même pour le coefficient d'absorption qui dans le cas présent est normalement plus faible que dans le cas du nontissé 100 % coton. En effet le coefficient de l'ouate de cellulose est lui même plus faible, de l'ordre de 5 à 6 g/g.The immersion time was measured using the same basket method as in Example 1. The same is true for the absorption coefficient which in the present case is normally lower than in the case of the nonwoven 100 % cotton. In fact, the coefficient of cellulose wadding is itself lower, of the order of 5 to 6 g / g.
Claims (16)
- Process for manufacturing a non-woven fabric from raw cotton or other natural lignocellulose fibres having on their surface a coating of substances making the fibre hydrophobic, comprising the following stages:- forming a sheet of unbound fibres on a water-permeable cloth,- interlocking the fibres in the sheet by means of a plurality of jets of water from injector manifolds disposed transversely with respect to the direction of travel of the support, characterised in that the total energy communicated to the sheet by all the jets is at least equal to a minimum threshold corresponding to the value at which the said sheet becomes hydrophilic.
- Process for manufacturing a non-woven fabric from raw cotton according to Claim 1 characterised in that the energy threshold is between 0.4 and 1.1 kWh per kg of treated fibres.
- Process according to either one of Claims 1 or 2, characterised in that the said sheet has a weight of between 25 and 200 g/m² and preferably between 30 and 100 g/m².
- Process according to one of the preceding claims, characterised in that it consists of treating the two faces of the sheet successively.
- Process according to the preceding claim, characterised in that the number of injectors is between 3 and 10 for each face.
- Process according to one of Claims 4 and 5, characterised in that the first injector is at a low pressure so as to ensure the wetting of the cloth without displacing the fibres.
- Process according to one of Claims 4 to 6, characterised in that the binding treatment is carried out by means of jets of water, the pressure of which at the outlet from the injector is set at a medium or high value, between 40 and 250 bars.
- Manufacturing process by hydraulic binding of a non-woven fabric from raw cotton or other lignocellulose fibres, according to any one of Claims 1 to 7, consisting of:- forming an unbound sheet containing at least 70% of the said raw cotton fibres or other natural lignocellulose fibres having on their surface a sheath of hydrophobic substances, and depositing it on a permeable cloth;- subjecting a first face of the said sheet to an interlocking treatment by means of water jets;characterised in that the energy released is sufficient to make the cloth hydrophilic, and in that at least one layer of cellulose wadding is then deposited on the second face opposite the first and the second face thus covered is subjected to an interlocking treatment by means of jets of water.
- Process according to the preceding claim, characterised in that the sheet of fibres has a weight of between 25 and 20 g/m² and the layer of cellulose wadding has a weight above 10 g/m².
- Process according to the preceding claim, characterised in that the cellulose wadding represents 10% to 50% of the total weight of the non-woven fabric.
- Hydrophilic non-woven fabric obtained according to one of the preceding Claims 9 or 10, characterised in that the immersion time of a sample is below 10 seconds.
- Hydrophilic non-woven fabric containing a majority of cotton fibres or other natural lignocellulose fibres, obtained by hydraulic binding according to Claim 1, characterised in that the said fibres were not subjected to any boiling treatment intended to make them hydrophilic.
- Non-woven hydrophilic fabric according to Claim 12, characterised in that it contains at least 70% raw cotton and is free of any wetting agent.
- Hydrophilic non-woven fabric according to Claim 13, characterised in that it has a wettability such that the immersion time of a sample is below 90 seconds and preferably below 30 seconds.
- Hydrophilic non-woven fabric according to one of Claims 13 or 14, characterised in that its absorption coefficient is above 9 g/g.
- Non-woven fabric according to one of Claims 12 to 15, characterised in that it comprises up to 30% synthetic fibres.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8915892 | 1989-12-01 | ||
| FR8915892A FR2655361B1 (en) | 1989-12-01 | 1989-12-01 | PROCESS FOR THE MANUFACTURE OF HYDROPHILIC NONWOVEN FABRICS COMPRISING NATURAL FIBERS, PARTICULARLY ECRON COTTON, NONWOVEN PRODUCTS OBTAINED. |
| FR909006838A FR2662711B2 (en) | 1989-12-01 | 1990-06-01 | NONWOOD MANUFACTURING PROCESS. |
| FR9006838 | 1990-06-01 | ||
| PCT/FR1990/000861 WO1991008333A1 (en) | 1989-12-01 | 1990-11-28 | Method for fabricating hydrophylic non woven material comprising natural fibers, particularly ecru cotton, non woven material obtained |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0456795A1 EP0456795A1 (en) | 1991-11-21 |
| EP0456795B1 true EP0456795B1 (en) | 1994-07-06 |
Family
ID=26227704
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91900039A Expired - Lifetime EP0456795B1 (en) | 1989-12-01 | 1990-11-28 | Method for fabricating hydrophylic non woven material comprising natural fibers, particularly ecru cotton, non woven material obtained |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US5253397A (en) |
| EP (1) | EP0456795B1 (en) |
| JP (1) | JP2566084B2 (en) |
| AT (1) | ATE108226T1 (en) |
| CA (1) | CA2046651A1 (en) |
| DE (1) | DE69010490T2 (en) |
| ES (1) | ES2057849T3 (en) |
| FI (1) | FI110125B (en) |
| FR (1) | FR2662711B2 (en) |
| IE (1) | IE64858B1 (en) |
| TR (1) | TR24980A (en) |
| WO (1) | WO1991008333A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1688522B2 (en) † | 2005-02-06 | 2012-03-14 | Winner Industries (Shenzhen) Co., Ltd. | Method for producing spunlace non-woven cloth, method for producing spunlace non-woven cloth with X-Ray detectable element, spunlace non-woven cloth with X-Ray detectable element |
| CN103938368A (en) * | 2014-05-07 | 2014-07-23 | 东华大学 | Spunlaced non-woven material with one-way water guide function and preparing method and application thereof |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2680670B1 (en) * | 1991-09-02 | 1995-07-13 | Elysees Balzac Financiere | DRYING COMBINATION. |
| SE503272C2 (en) * | 1994-08-22 | 1996-04-29 | Moelnlycke Ab | Nonwoven material prepared by hydroentangling a fiber web and method for making such nonwoven material |
| SE503606C2 (en) * | 1994-10-24 | 1996-07-15 | Moelnlycke Ab | Nonwoven material containing a mixture of pulp fibers and long hydrophilic plant fibers and a process for producing the nonwoven material |
| US5766746A (en) * | 1994-11-07 | 1998-06-16 | Lenzing Aktiengesellschaft | Flame retardant non-woven textile article |
| AT401656B (en) * | 1994-11-07 | 1996-11-25 | Chemiefaser Lenzing Ag | FLAME RESISTANT NON-WOVEN TEXTILE FABRIC |
| FR2730248B1 (en) * | 1995-02-03 | 1997-03-21 | Kaysersberg Sa | PROCESS FOR TREATING A TABLE OF CELLULOSIC FIBERS |
| JP3735784B2 (en) * | 1995-08-16 | 2006-01-18 | ユニチカ株式会社 | Manufacturing method of cotton nonwoven fabric and oil for high pressure liquid flow treatment |
| DE19627256A1 (en) * | 1996-07-08 | 1998-01-15 | Fleissner Maschf Gmbh Co | Method and device for the hydromechanical interlacing of the fibers of a fiber web |
| EP0947011B1 (en) * | 1996-09-20 | 2001-12-12 | Johns Manville International, Inc. | Resilient mat; a method of making the resilient mat and a battery including the resilient mat |
| DE19654056C2 (en) | 1996-12-23 | 2000-05-11 | Pelz & Co Kg W | Absorbent product for human body excretions |
| US6762138B2 (en) | 1997-01-21 | 2004-07-13 | Ahlstrom Windsor Locks Llc | Wet-laid nonwoven web from unpulped natural fibers and composite containing same |
| US5990377A (en) * | 1997-03-21 | 1999-11-23 | Kimberly-Clark Worldwide, Inc. | Dual-zoned absorbent webs |
| FR2781819B1 (en) * | 1998-08-03 | 2000-09-22 | Vetrotex France Sa | PROCESS FOR PRODUCING CONTINUOUS YARN MATS |
| US6177370B1 (en) * | 1998-09-29 | 2001-01-23 | Kimberly-Clark Worldwide, Inc. | Fabric |
| US6893522B1 (en) * | 1999-10-05 | 2005-05-17 | Polymer Group, Inc. | High bulk non-woven composite fabric |
| ES2191403T3 (en) * | 1999-12-07 | 2003-09-01 | Georgia Pacific France | HYDROPHYL COTTON CUSHION INTENDED FOR SKIN CARE AND PRESENTS TWO DIFFERENT EXTERNAL FACES. |
| DE19961211B4 (en) * | 1999-12-15 | 2005-04-28 | Vliestec Ag | Process for producing nonwovens by fluid jet bonding |
| US6735832B1 (en) * | 2000-06-01 | 2004-05-18 | Polymer Group, Inc. | Process to produce imaged scrim composite nonwoven and product thereof |
| US6708346B2 (en) * | 2000-09-22 | 2004-03-23 | Applications Systems Technologies, Inc. | Golf glove and method of forming same |
| US6381817B1 (en) * | 2001-03-23 | 2002-05-07 | Polymer Group, Inc. | Composite nonwoven fabric |
| DE20106096U1 (en) * | 2001-04-03 | 2001-06-21 | Vliestec Ag | Laminate as wall covering or shading element |
| CZ20033134A3 (en) * | 2003-11-18 | 2005-07-13 | Rieter Cz A. S. | Process for producing spinnable vegetable fibers and products made therefrom |
| MX2008006155A (en) | 2008-05-09 | 2009-11-09 | Grupo P I Mabe Sa De C V | Environmentally-friendly disposable absorbent article. |
| CN101775701B (en) * | 2009-12-30 | 2011-11-16 | 稳健实业(深圳)有限公司 | One-way moisture-transfer all-cotton spunlaced nonwoven as well as product and preparation method thereof |
| EP2366821A1 (en) * | 2010-03-19 | 2011-09-21 | Carl Freudenberg KG | Non-woven fabric made of fibrillated natural fibres |
| WO2013165287A1 (en) | 2012-05-03 | 2013-11-07 | Sca Hygiene Products Ab | Method of producing a hydroentangled nonwoven material |
| DE102015112955A1 (en) * | 2015-04-13 | 2016-10-13 | TRüTZSCHLER GMBH & CO. KG | Plant and method for connecting or solidifying a web of pulp with a nonwoven |
| DE202021001414U1 (en) * | 2021-04-19 | 2021-05-26 | Sandler Ag | cover sheet |
| CN114717747A (en) * | 2022-05-07 | 2022-07-08 | 江苏恒合新材料科技有限公司 | Manufacturing process of composite spunlace non-woven fabric |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3493462A (en) * | 1962-07-06 | 1970-02-03 | Du Pont | Nonpatterned,nonwoven fabric |
| US3620903A (en) * | 1962-07-06 | 1971-11-16 | Du Pont | Lightweight nonpatterned nonwoven fabric |
| US3494821A (en) * | 1967-01-06 | 1970-02-10 | Du Pont | Patterned nonwoven fabric of hydraulically entangled textile fibers and reinforcing fibers |
| US3616175A (en) * | 1969-06-16 | 1971-10-26 | Du Pont | Chamoislike nonwoven fabric |
| US4024612A (en) * | 1976-04-02 | 1977-05-24 | E. I. Du Pont De Nemours And Company | Process for making an apertured nonwoven fabric |
| EP0128667A3 (en) * | 1983-05-11 | 1987-03-11 | Chicopee | Fabrics exhibiting a surface pattern of a decorative or active nature |
| JPH0784696B2 (en) * | 1983-05-20 | 1995-09-13 | ジヨンソン・アンド・ジヨンソン | Nonwoven manufacturing method |
| US4647490A (en) * | 1983-05-20 | 1987-03-03 | Johnson & Johnson | Cotton patterned fabric |
| US4775579A (en) * | 1987-11-05 | 1988-10-04 | James River Corporation Of Virginia | Hydroentangled elastic and nonelastic filaments |
| US4879170A (en) * | 1988-03-18 | 1989-11-07 | Kimberly-Clark Corporation | Nonwoven fibrous hydraulically entangled elastic coform material and method of formation thereof |
-
1990
- 1990-06-01 FR FR909006838A patent/FR2662711B2/en not_active Expired - Lifetime
- 1990-11-28 AT AT91900039T patent/ATE108226T1/en not_active IP Right Cessation
- 1990-11-28 ES ES91900039T patent/ES2057849T3/en not_active Expired - Lifetime
- 1990-11-28 US US07/730,828 patent/US5253397A/en not_active Expired - Lifetime
- 1990-11-28 CA CA002046651A patent/CA2046651A1/en not_active Abandoned
- 1990-11-28 JP JP3500672A patent/JP2566084B2/en not_active Expired - Lifetime
- 1990-11-28 DE DE69010490T patent/DE69010490T2/en not_active Expired - Fee Related
- 1990-11-28 EP EP91900039A patent/EP0456795B1/en not_active Expired - Lifetime
- 1990-11-28 WO PCT/FR1990/000861 patent/WO1991008333A1/en active IP Right Grant
- 1990-11-29 IE IE431190A patent/IE64858B1/en not_active IP Right Cessation
- 1990-12-03 TR TR90/1090A patent/TR24980A/en unknown
-
1991
- 1991-07-26 FI FI913598A patent/FI110125B/en not_active IP Right Cessation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1688522B2 (en) † | 2005-02-06 | 2012-03-14 | Winner Industries (Shenzhen) Co., Ltd. | Method for producing spunlace non-woven cloth, method for producing spunlace non-woven cloth with X-Ray detectable element, spunlace non-woven cloth with X-Ray detectable element |
| CN103938368A (en) * | 2014-05-07 | 2014-07-23 | 东华大学 | Spunlaced non-woven material with one-way water guide function and preparing method and application thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH04503231A (en) | 1992-06-11 |
| FR2662711B2 (en) | 1992-08-14 |
| ATE108226T1 (en) | 1994-07-15 |
| CA2046651A1 (en) | 1991-06-02 |
| DE69010490D1 (en) | 1994-08-11 |
| US5253397A (en) | 1993-10-19 |
| TR24980A (en) | 1992-09-01 |
| DE69010490T2 (en) | 1994-10-27 |
| IE64858B1 (en) | 1995-09-06 |
| IE904311A1 (en) | 1991-06-05 |
| ES2057849T3 (en) | 1994-10-16 |
| WO1991008333A1 (en) | 1991-06-13 |
| JP2566084B2 (en) | 1996-12-25 |
| FI913598A0 (en) | 1991-07-26 |
| FI110125B (en) | 2002-11-29 |
| FR2662711A2 (en) | 1991-12-06 |
| EP0456795A1 (en) | 1991-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0456795B1 (en) | Method for fabricating hydrophylic non woven material comprising natural fibers, particularly ecru cotton, non woven material obtained | |
| EP1117860B1 (en) | Method for producing a complex nonwoven material and resulting novel material | |
| EP0504368B1 (en) | Hydraulically bound nonwoven and manufacturing method thereof | |
| CA2461729C (en) | Antimicrobially-treated fabrics | |
| EP0694644B1 (en) | Method of producing a non woven sheet comprising continuous filaments bonded together and sheet thus obtained | |
| EP1167605B1 (en) | Process and device for manufacturing an hydrophilic cotton article | |
| AU2002319773A1 (en) | Antimicrobially-treated fabrics | |
| EP0826811B1 (en) | Absorbent nonwoven composite material with a soft surface and a rough surface, and method for its production | |
| FR2655361A1 (en) | Process for the manufacture of hydrophilic nonwovens comprising natural fibres, in particular unbleached cotton, and the nonwovens obtained | |
| EP0135403B1 (en) | Method of producing an absorbent cotton fleece, fleece obtained by this method and pieces of cotton of any shape obtained by cutting such a fleece | |
| CA2212137C (en) | Process for processing a cellulose fiber lap | |
| WO2006084991A1 (en) | Impregnated fibrous pad | |
| FR2941465A1 (en) | COSMETIC PRODUCT APPLICATION DEVICE COMPRISING BAMBOO FIBERS AND METHOD OF MANUFACTURING THE SAME | |
| FR2705369A1 (en) | Nonwoven made from flax fibers and method of manufacture. | |
| WO2018184039A1 (en) | A nonwoven web designed for use as a dryer sheet | |
| EP1420097A1 (en) | Microfibrous nonwovens, complexes and manufacturing processes | |
| FR2978460A1 (en) | FIBROUS ABSORBENT PRODUCT CONTAINING AT LEAST 50% HYDROPHILIC CELLULOSIC FIBERS AND COMPRISING AT LEAST TWO LAYERS ONE OF WHICH IS HYDROLIATED |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19910717 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19930507 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Effective date: 19940706 Ref country code: AT Effective date: 19940706 |
|
| REF | Corresponds to: |
Ref document number: 108226 Country of ref document: AT Date of ref document: 19940715 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed |
Owner name: JACOBACCI CASETTA & PERANI S.P.A. |
|
| REF | Corresponds to: |
Ref document number: 69010490 Country of ref document: DE Date of ref document: 19940811 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940812 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2057849 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19941130 Ref country code: BE Effective date: 19941130 Ref country code: LI Effective date: 19941130 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 91900039.8 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BERE | Be: lapsed |
Owner name: S.A. KAYSERSBERG Effective date: 19941130 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CJ Ref country code: FR Ref legal event code: CD |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20071113 Year of fee payment: 18 Ref country code: LU Payment date: 20071029 Year of fee payment: 18 Ref country code: ES Payment date: 20071108 Year of fee payment: 18 Ref country code: NL Payment date: 20071026 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20071117 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20071025 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20071029 Year of fee payment: 18 Ref country code: FR Payment date: 20071129 Year of fee payment: 18 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20081128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090601 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20090601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081128 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20090731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081128 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20081129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081130 |