EP0401988A2 - Retaining and/or pouring means for tanks for metal melting baths - Google Patents
Retaining and/or pouring means for tanks for metal melting baths Download PDFInfo
- Publication number
- EP0401988A2 EP0401988A2 EP90305293A EP90305293A EP0401988A2 EP 0401988 A2 EP0401988 A2 EP 0401988A2 EP 90305293 A EP90305293 A EP 90305293A EP 90305293 A EP90305293 A EP 90305293A EP 0401988 A2 EP0401988 A2 EP 0401988A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- molten metal
- outlet
- means according
- starting tube
- protective ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 title claims abstract description 25
- 238000002844 melting Methods 0.000 title abstract description 7
- 230000008018 melting Effects 0.000 title abstract description 7
- 230000001681 protective effect Effects 0.000 claims abstract description 23
- 238000011109 contamination Methods 0.000 claims abstract description 13
- 239000002245 particle Substances 0.000 claims abstract description 9
- 239000003795 chemical substances by application Substances 0.000 claims description 9
- 238000009749 continuous casting Methods 0.000 claims description 3
- 239000000463 material Substances 0.000 claims description 2
- 239000011819 refractory material Substances 0.000 claims 1
- 230000000630 rising effect Effects 0.000 claims 1
- 239000002893 slag Substances 0.000 abstract description 15
- 229910000831 Steel Inorganic materials 0.000 description 36
- 239000010959 steel Substances 0.000 description 36
- 238000005266 casting Methods 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 8
- 230000000875 corresponding effect Effects 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 230000009471 action Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 239000002912 waste gas Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D43/00—Mechanical cleaning, e.g. skimming of molten metals
- B22D43/001—Retaining slag during pouring molten metal
- B22D43/002—Retaining slag during pouring molten metal by using floating means
Definitions
- the invention relates to a means for retaining contaminations contained in a melting bath, i.e. containing molten metal, in a vessel, e.g. a tank, a ladle, a distribution means, a tundish and the like.
- a melting bath i.e. containing molten metal
- a vessel e.g. a tank, a ladle, a distribution means, a tundish and the like.
- the invention particularly relates to a pouring means for tundishes for receiving molten metal (steel) and for passing it on into ingot moulds or into the mould of a continuous casting plant but is not limited thereto.
- the steel is passed from a ladle into a tundish, which has outlets in the bottom corresponding to the positions of the moulds.
- the tundish is either provided with slide gate nozzles from below or with plugs from above, or, in the case of free-runs, with outlet nozzles only.
- the outlet areas are heated before use by means of burners, from below or from above, in order to avoid chilling during the start-up of casting.
- the first portion of the steel reaching the tundish and distributing there up to the outlets, is coined by low temperatures and contaminations, which result e.g. from refractory particles from the lining, from sand and from the oxidation of the steel during the start-up of the casting.
- dams built in for avoiding these problems, which dams were intended to effect a rise of the contaminations due to the damming up of the initial steel and which were also intended to raise the initial casting temperatures due to the high steel volume by mixing the subsequent hot steel with the initially cold steel.
- This could not prevent the contaminations floating on the surface from reaching the outlets during the starting phase, thus leading, as already described, to a devaluation of the initial steel strand or to difficulties in the starting procedure of casting.
- filters proposed for use in the outlet were not able to solve these problems due to blockings or difficulties in chilling.
- starting tubes were used with sliding gate nozzles, independently from the damming and filtering above the outlets, which starting tubes with their cylindrical shape and with a diameter corresponding to the outlet sprue, caused a temporary bulkheading off of the outlet which, though raising the starting temperature, were incapable of preventing the contaminations floating on the surface, when reaching the top of the starting tube or the overflow openings provided in the starting tube, to be the first to enter the outlet.
- the present invention is based on the problem of providing means of the initially mentioned kind in a manner as to ensure that the cast strand does not contain contaminations.
- the gist of the invention is an annular buoyancy body in the form of a protective ring which is either conducted on the starting tube or the plug or, in the case of free-runs, on a suitable means in a manner that it prevents slag from reaching the outlet.
- the protective ring serves as an inhibit member and projects with its upper part from the surface of the molten bath level to such an extent that no slag particles or the like can pass, across its upper rim, to the inner space of the protective ring.
- the projection above the bath level can be achieved by selecting the shape of the protective ring and its specific weight in correspondence to the particles floating on the surface of the melting bath or of the melting bath itself, independently from the actual level of the bath.
- the protective ring can also be fixed at a specific position with respect to the starting tube or its overflow openings. This can counteract the unwanted Vortex-effect, namely, the level in the tundish dropping on the occasion of an exchange of ladles.
- the starting tube can also be provided with openings in its lower region too.
- said openings are at first closed by pieces of sheet material so that at first they do not have any function when casting starts up. Under the action of the high temperatures of the melting bath these sheets are eventually melted so that now steel can flow through said openings into the outlet. In the normal melting procedure this actually is not necessary, since the overflow openings in the upper part of the starting tube meet this function. At the end of the sequence, however, these lower openings take over the function that the steel can flow out of the tundish so that only a small residue will result (so-called button).
- a tundish 13 is provided with a lining 13A which can be replaced upon wear. Underneath said lining 13 there is a permanent lining 14 and an insulating lining 15. 16 refers to the casing of the tundish itself.
- the tundish has an outlet or pouring opening 4 in its base and the entrance to the outlet is surrounded inside the tundish by a starting tube 1.
- Starting tube 1 has openings 3 towards its upper end.
- a protective ring 2 surrounds starting tube 1 and rests on the base of the tundish when the latter is empty.
- the surface of the molten steel is covered with a slag layer 11 and a covering insulating layer 10 both of which represent a source of contaminating particles for the steel to be poured through outlet 4.
- starting tube of Figure 1 is open-topped whereas in the embodiment shown in Figure 2, starting tube 1 has a lid 23 of greater diameter than tube 1 so that it projects beyond the tube at 21.
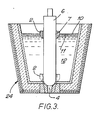
- FIG 3 a tundish 24 having an outlet 4 in its base that is closed by a plug 6.
- a protective ring 2 surrounds plug 6 and sits on the floor of the tundish when it is empty or just starting to fill with molten steel 12.
- the operation of protective ring 2 is very similar to that used with the starting tube 1 of Figures 1 and 2. Indeed, for convenience, since the conditions relating to use of the present invention for the individual pouring means, namely with a sliding gate nozzle 17 or with a plug 6 or as free-run are rather similar, the invention is subsequently described and explained principally in connection with Figures 1 and 2.
- Starting tube 1 as shown in Figure 1 has an inner diameter corresponding to the diameter of the outlet and is attached to the tundish base surrounding outlet 4 and fastened and sealed so that during the initial phase steel cannot reach outlet 4 directly and that tube 1 cannot float up.
- Said tube 1 is open at the top and has slots 3 towards its upper end at a predetermined distance from the tundish base which slots are dimensioned such that the amount of steel that can flow through is larger than that corresponding to the predetermined diameter of the outlet.
- a protective ring 2 the goemetrical shape and buoyancy of which is such that it floats up due to the buoyancy caused by the steel 12 and assumes a floating position partially submerged in the steel 12 and partly protruding above slag 11 and insulating layer 10.
- tube 1 inhibits, as long as it remains in place, and even when ladles are exchanged, characterised by a drop in the steel level, the so-called Vortex-effect, i.e. the drawing-in of slag into the outlet.
- Vortex-effect i.e. the drawing-in of slag into the outlet.
- tube 1 is designed in a manner that at the end of the sequence it will leave its position and float up or that it is mechanically forced to do so.
- tube 1 may be designed in a manner that floating ring 2 is prevented from floating up further at the upper part of tube 1 during the casting procedure. This embodiment is shown in Figure 2.
- the starting tube 1 is provided with overflow openings 3, which have a specific height and which are distributed over the circumference of starting tube 1.
- Overflow openings 3 have a total surface which is adjusted to the inlet opening of outlet 4.
- tube 1 is provided with a cover 23, which may be integral or a separate lid.
- Numeral 21 designates a projection of cover 23 which prevents the floating protective ring from disengaging from starting tube 1 in the upward direction - as shown in dotted form at the right hand side.
- a further opening is shown at 22, though a plurality of such openings can be provided distributed over the circumference of starting tube 1.
- Said opening 22 is closed by the sheet element 22A so that these openings, at first, cannot perform any function.
- steel can flow through opening 22. Since openings 22 are positioned rather far down the starting tube it can be achieved that the tundish empties to a very large extent at the end of the sequence.
- the use of such starting tubes is of advantage since in the processes used so far, starting tube 1 was removed after the actual starting procedure. This gives rise to the danger that through pouring from the tundishes contaminations get into the casting strand.
- the tube is also designed such that the pouring system can be preheated from below, which nowadays is a common measure. When doing so, care must be taken that the waste gases resulting from the burners can escape through slots 3 in the inner body, without problems occurring.
- the heating of the pouring system thus is more intensive so that the heating period or the energy density of the burner can be reduced. There is no reason either why a common tundish should not be heated from above, as both systems - heating from below and heating from above - can work independently from each other. Due to the large heat reservoir after the heating it is possible to prolong the interruption period between heating and use of the tundish while equally good preheating is maintained.
- the system can be used for applying, immediately after the heating and before the feeding of the steel to the tundish, the intended covering agents for insulation onto the tundish floor, since floating-up ring 2 around tube 1 prevents the corresponding slag or the still loose covering agent from flowing into the pouring system. This avoids the introduction of oxygen at the steel surface occurring hitherto and simultaneously reduces heat radiation and/or reduction in the steel casting temperature in the tundish during the first few minutes after the start.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Continuous Casting (AREA)
- Coating With Molten Metal (AREA)
- Furnace Charging Or Discharging (AREA)
- Manufacture And Refinement Of Metals (AREA)
Abstract
Description
- The invention relates to a means for retaining contaminations contained in a melting bath, i.e. containing molten metal, in a vessel, e.g. a tank, a ladle, a distribution means, a tundish and the like.
- The invention particularly relates to a pouring means for tundishes for receiving molten metal (steel) and for passing it on into ingot moulds or into the mould of a continuous casting plant but is not limited thereto. In a continuous casting process into water-cooled moulds, the steel is passed from a ladle into a tundish, which has outlets in the bottom corresponding to the positions of the moulds. For regulating the steel flow to the moulds the tundish is either provided with slide gate nozzles from below or with plugs from above, or, in the case of free-runs, with outlet nozzles only. In accordance with the pouring systems used, the outlet areas are heated before use by means of burners, from below or from above, in order to avoid chilling during the start-up of casting. The first portion of the steel reaching the tundish and distributing there up to the outlets, is coined by low temperatures and contaminations, which result e.g. from refractory particles from the lining, from sand and from the oxidation of the steel during the start-up of the casting.
- In case of insufficient heating the following disadvantages occur in particular with sliding gate nozzles and free-runs:
- 1. Chilling of the steel in the outlet.
- 2. Addition of contaminations to the first portion of the continuous steel which leads to a devaluation or scrapping of said first portion.
- 3. The contaminations present in the initial steel can partly also lead to a clogging of the dip tubes disposed below the tundish.
- In the past there were e.g. dams built in for avoiding these problems, which dams were intended to effect a rise of the contaminations due to the damming up of the initial steel and which were also intended to raise the initial casting temperatures due to the high steel volume by mixing the subsequent hot steel with the initially cold steel. This, however, could not prevent the contaminations floating on the surface from reaching the outlets during the starting phase, thus leading, as already described, to a devaluation of the initial steel strand or to difficulties in the starting procedure of casting. Also, filters proposed for use in the outlet were not able to solve these problems due to blockings or difficulties in chilling.
- In the further course of development, starting tubes were used with sliding gate nozzles, independently from the damming and filtering above the outlets, which starting tubes with their cylindrical shape and with a diameter corresponding to the outlet sprue, caused a temporary bulkheading off of the outlet which, though raising the starting temperature, were incapable of preventing the contaminations floating on the surface, when reaching the top of the starting tube or the overflow openings provided in the starting tube, to be the first to enter the outlet.
- The present invention is based on the problem of providing means of the initially mentioned kind in a manner as to ensure that the cast strand does not contain contaminations.
- This is achieved by means of the features as indicated in the claims.
- The gist of the invention is an annular buoyancy body in the form of a protective ring which is either conducted on the starting tube or the plug or, in the case of free-runs, on a suitable means in a manner that it prevents slag from reaching the outlet. The protective ring serves as an inhibit member and projects with its upper part from the surface of the molten bath level to such an extent that no slag particles or the like can pass, across its upper rim, to the inner space of the protective ring. The projection above the bath level can be achieved by selecting the shape of the protective ring and its specific weight in correspondence to the particles floating on the surface of the melting bath or of the melting bath itself, independently from the actual level of the bath.
- In the case of use of a starting tube, mobility of the protective ring in upward direction can be restricted by a stopper. This prevents the protective ring from disengaging from the starting tube.
- The protective ring can also be fixed at a specific position with respect to the starting tube or its overflow openings. This can counteract the unwanted Vortex-effect, namely, the level in the tundish dropping on the occasion of an exchange of ladles.
- According to a preferred embodiment of the invention, the starting tube can also be provided with openings in its lower region too. However, said openings are at first closed by pieces of sheet material so that at first they do not have any function when casting starts up. Under the action of the high temperatures of the melting bath these sheets are eventually melted so that now steel can flow through said openings into the outlet. In the normal melting procedure this actually is not necessary, since the overflow openings in the upper part of the starting tube meet this function. At the end of the sequence, however, these lower openings take over the function that the steel can flow out of the tundish so that only a small residue will result (so-called button).
- The invention is further described by way of example only with reference to the accompanying drawings in which:
- Figure 1 shows a vertical section through a pouring means according to the invention in use with a sliding gate nozzle in a tundish;
- Figure 2 shows a similar view to Figure 1 with a modified starting tube; and
- Figure 3 shows a vertical section through a pouring means according to the invention in use with a plug closure.
- In Figures 1 and 2, a tundish 13 is provided with a
lining 13A which can be replaced upon wear. Underneath saidlining 13 there is apermanent lining 14 and aninsulating lining 15. 16 refers to the casing of the tundish itself. - The tundish has an outlet or pouring opening 4 in its base and the entrance to the outlet is surrounded inside the tundish by a starting tube 1. Starting tube 1 has
openings 3 towards its upper end. - A
protective ring 2 surrounds starting tube 1 and rests on the base of the tundish when the latter is empty. During filling with molten steel, the surface of the molten steel is covered with aslag layer 11 and a covering insulatinglayer 10 both of which represent a source of contaminating particles for the steel to be poured throughoutlet 4. - The starting tube of Figure 1 is open-topped whereas in the embodiment shown in Figure 2, starting tube 1 has a
lid 23 of greater diameter than tube 1 so that it projects beyond the tube at 21. - In Figure 3 is shown a tundish 24 having an
outlet 4 in its base that is closed by aplug 6. Aprotective ring 2 surroundsplug 6 and sits on the floor of the tundish when it is empty or just starting to fill withmolten steel 12. The operation ofprotective ring 2 is very similar to that used with the starting tube 1 of Figures 1 and 2. Indeed, for convenience, since the conditions relating to use of the present invention for the individual pouring means, namely with asliding gate nozzle 17 or with aplug 6 or as free-run are rather similar, the invention is subsequently described and explained principally in connection with Figures 1 and 2. - Starting tube 1 as shown in Figure 1 has an inner diameter corresponding to the diameter of the outlet and is attached to the tundish
base surrounding outlet 4 and fastened and sealed so that during the initial phase steel cannot reachoutlet 4 directly and that tube 1 cannot float up. Said tube 1 is open at the top and hasslots 3 towards its upper end at a predetermined distance from the tundish base which slots are dimensioned such that the amount of steel that can flow through is larger than that corresponding to the predetermined diameter of the outlet. Around the tube 1 there is provided aprotective ring 2, the goemetrical shape and buoyancy of which is such that it floats up due to the buoyancy caused by thesteel 12 and assumes a floating position partially submerged in thesteel 12 and partly protruding aboveslag 11 andinsulating layer 10. Due to the rise of the steel during the initial casting in the tundish,ring 2 is moved upwardly along starting tube 1, thus preventing an overflow of slag throughslots 3. This is shown dotted in Figure 1 wherering 2 is shown closing off opening 3 while the slag and insulatinglayers protective ring 2 rises further,openings 3 are exposed when beneath the surface of the steel, which latter can then flow through the openings to the outlet in clean, uncontaminated condition. - With the filling of the tundish to the final steel level,
ring 2 floats up completely and then is of no further use. The tube 1 inhibits, as long as it remains in place, and even when ladles are exchanged, characterised by a drop in the steel level, the so-called Vortex-effect, i.e. the drawing-in of slag into the outlet. In order to avoid, at the end of the casting sequence, too large a residual amount of steel in the tundish, which is marked by the flow-in level ofslots 3, tube 1 is designed in a manner that at the end of the sequence it will leave its position and float up or that it is mechanically forced to do so. - In order to maintain the functions of the total system over a complete sequence, tube 1 may be designed in a manner that floating
ring 2 is prevented from floating up further at the upper part of tube 1 during the casting procedure. This embodiment is shown in Figure 2. - As before, in its upper region the starting tube 1 is provided with
overflow openings 3, which have a specific height and which are distributed over the circumference of starting tube 1.Overflow openings 3 have a total surface which is adjusted to the inlet opening ofoutlet 4. At its upper end, tube 1 is provided with acover 23, which may be integral or a separate lid. - Numeral 21 designates a projection of
cover 23 which prevents the floating protective ring from disengaging from starting tube 1 in the upward direction - as shown in dotted form at the right hand side. - In this embodiment in the lower region of starting tube 1 a further opening is shown at 22, though a plurality of such openings can be provided distributed over the circumference of starting tube 1. Said opening 22 is closed by the
sheet element 22A so that these openings, at first, cannot perform any function. However, when thesheet 22A melts under the action of the temperature of themolten steel 12, steel can flow through opening 22. Sinceopenings 22 are positioned rather far down the starting tube it can be achieved that the tundish empties to a very large extent at the end of the sequence. Here there is no risk either that slag 11 or insulatingmaterial 10 will reach the casting strand, since with falling bath levelprotective ring 2 covers saidopenings 22 in the same manner asopenings 3. In comparison to common practice the use of such starting tubes is of advantage since in the processes used so far, starting tube 1 was removed after the actual starting procedure. This gives rise to the danger that through pouring from the tundishes contaminations get into the casting strand. - Thus, the consequence is that when the steel level drops to slot 3 level within a sequence or at the end of a sequence due to an exchange of ladles, floating
ring 2 inhibits again the flow of slag and powder into tube 1. - The tube is also designed such that the pouring system can be preheated from below, which nowadays is a common measure. When doing so, care must be taken that the waste gases resulting from the burners can escape through
slots 3 in the inner body, without problems occurring. The heating of the pouring system thus is more intensive so that the heating period or the energy density of the burner can be reduced. There is no reason either why a common tundish should not be heated from above, as both systems - heating from below and heating from above - can work independently from each other. Due to the large heat reservoir after the heating it is possible to prolong the interruption period between heating and use of the tundish while equally good preheating is maintained. - (By means of Figure 1 there can also be described the conditions as valid for a free-run. The guidance provided for the
protective ring 2, according to the invention, can have a cylindrical shape corresponding to the shape of the starting tube 1 as shown in Figure 1, which is also open at the top.) - In cold start free-runs, appropriate temporary closure of the nozzles and different levels of
slots 3 in tubes 1 of the individual strands, there can be achieved a timely delayed automatic start of the individual strands. The system can be used for applying, immediately after the heating and before the feeding of the steel to the tundish, the intended covering agents for insulation onto the tundish floor, since floating-upring 2 around tube 1 prevents the corresponding slag or the still loose covering agent from flowing into the pouring system. This avoids the introduction of oxygen at the steel surface occurring hitherto and simultaneously reduces heat radiation and/or reduction in the steel casting temperature in the tundish during the first few minutes after the start. - In the case of plug-controlled tundishes (Figure 3), floating
ring 2 is put around the plug which floats up with the flowing-in steel and which, during casting, inhibits an increased erosion of the plug in the slag or the contaminated steel area. The partly occurring clod formation of the basic covering agents, together with the slag, which influences the plug function, can thus be avoided. By means of a slag agent and/or covering agent applied betweenplug 6 andring 2 an oxidation possibly occurring ingap 7 betweenring 2 and plug 6 can be avoided. Said agents can be a component ofring 2. The advantage of adding slag formers and/or covering agents without an impediment of the plug is obvious. The covering and/or slag-forming agents, however, can also be applied separately betweenring 2 andplug 6. Apart from this, when used together withplug 6,ring 2 effects an appropriate heat balance in the plug tip during the start-up period of casting.
Claims (12)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT90305293T ATE97598T1 (en) | 1989-06-08 | 1990-05-16 | DEVICE FOR HOLDING AND/OR POURING FOR CONTAINERS FOR MELTING METAL BATHS. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8907044U | 1989-06-08 | ||
| DE8907044U DE8907044U1 (en) | 1989-06-08 | 1989-06-08 | Retention or pouring device for containers for molten metal |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0401988A2 true EP0401988A2 (en) | 1990-12-12 |
| EP0401988A3 EP0401988A3 (en) | 1991-02-06 |
| EP0401988B1 EP0401988B1 (en) | 1993-11-24 |
Family
ID=6839928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90305293A Expired - Lifetime EP0401988B1 (en) | 1989-06-08 | 1990-05-16 | Retaining and/or pouring means for tanks for metal melting baths |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0401988B1 (en) |
| JP (1) | JPH0371971A (en) |
| AT (1) | ATE97598T1 (en) |
| CA (1) | CA2018376A1 (en) |
| DD (1) | DD294890A5 (en) |
| DE (2) | DE8907044U1 (en) |
| ES (1) | ES2045806T3 (en) |
| TR (1) | TR27237A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002076658A1 (en) * | 2001-03-27 | 2002-10-03 | Rhi Ag | Device for preventing a vortex effect in the discharge area of a metallurgical melting vessel |
| CN102398004A (en) * | 2011-11-29 | 2012-04-04 | 中冶南方工程技术有限公司 | Sliding waterslot device capable of preventing vortex |
| CN107774913A (en) * | 2017-10-13 | 2018-03-09 | 共享装备股份有限公司 | Pouring basin and its manufacture method for sand mold |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE8907044U1 (en) * | 1989-06-08 | 1989-08-03 | Foseco International Ltd., Birmingham | Retention or pouring device for containers for molten metal |
| DE3922549A1 (en) * | 1989-07-08 | 1991-01-10 | Metacon Ag | DEVICE FOR LACQUEL-FREE POURING OF CONTINUOUS CASTING PLANTS |
| GB2450896A (en) * | 2007-07-10 | 2009-01-14 | Anglo American Platinum Corp | Separating apparatus and method for assaying |
| US9646831B2 (en) | 2009-11-03 | 2017-05-09 | The Trustees Of Columbia University In The City Of New York | Advanced excimer laser annealing for thin films |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH517542A (en) * | 1970-10-26 | 1972-01-15 | Concast Ag | Float valve - for preventing discharge of slag with metal from a pouring vessel |
| FR2224230A1 (en) * | 1973-04-04 | 1974-10-31 | Thermo Ind Gmbh Et Co Kg | |
| DE2830811A1 (en) * | 1978-07-13 | 1980-01-31 | Eisen U Stahlwerk Pleissner Gm | Casting metal from bottom pour ladle into mould - where casting pipe extends to bottom of downgate and has inlet for injecting inert gas at top |
| US4526349A (en) * | 1983-12-13 | 1985-07-02 | Schwer John W | Method and article of manufacture for controlling slag carry-over during tapping of a heat in steelmaking |
| DE8907044U1 (en) * | 1989-06-08 | 1989-08-03 | Foseco International Ltd., Birmingham | Retention or pouring device for containers for molten metal |
-
1989
- 1989-06-08 DE DE8907044U patent/DE8907044U1/en not_active Expired
-
1990
- 1990-05-16 EP EP90305293A patent/EP0401988B1/en not_active Expired - Lifetime
- 1990-05-16 AT AT90305293T patent/ATE97598T1/en not_active IP Right Cessation
- 1990-05-16 DE DE90305293T patent/DE69004742T2/en not_active Expired - Fee Related
- 1990-05-16 ES ES90305293T patent/ES2045806T3/en not_active Expired - Lifetime
- 1990-06-06 DD DD90341370A patent/DD294890A5/en not_active IP Right Cessation
- 1990-06-06 CA CA002018376A patent/CA2018376A1/en not_active Abandoned
- 1990-06-06 JP JP90149742A patent/JPH0371971A/en active Pending
- 1990-06-20 TR TR00504/90A patent/TR27237A/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH517542A (en) * | 1970-10-26 | 1972-01-15 | Concast Ag | Float valve - for preventing discharge of slag with metal from a pouring vessel |
| FR2224230A1 (en) * | 1973-04-04 | 1974-10-31 | Thermo Ind Gmbh Et Co Kg | |
| DE2830811A1 (en) * | 1978-07-13 | 1980-01-31 | Eisen U Stahlwerk Pleissner Gm | Casting metal from bottom pour ladle into mould - where casting pipe extends to bottom of downgate and has inlet for injecting inert gas at top |
| US4526349A (en) * | 1983-12-13 | 1985-07-02 | Schwer John W | Method and article of manufacture for controlling slag carry-over during tapping of a heat in steelmaking |
| DE8907044U1 (en) * | 1989-06-08 | 1989-08-03 | Foseco International Ltd., Birmingham | Retention or pouring device for containers for molten metal |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002076658A1 (en) * | 2001-03-27 | 2002-10-03 | Rhi Ag | Device for preventing a vortex effect in the discharge area of a metallurgical melting vessel |
| CN102398004A (en) * | 2011-11-29 | 2012-04-04 | 中冶南方工程技术有限公司 | Sliding waterslot device capable of preventing vortex |
| CN107774913A (en) * | 2017-10-13 | 2018-03-09 | 共享装备股份有限公司 | Pouring basin and its manufacture method for sand mold |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69004742T2 (en) | 1994-03-17 |
| ATE97598T1 (en) | 1993-12-15 |
| EP0401988B1 (en) | 1993-11-24 |
| TR27237A (en) | 1994-12-20 |
| ES2045806T3 (en) | 1994-01-16 |
| CA2018376A1 (en) | 1990-12-08 |
| JPH0371971A (en) | 1991-03-27 |
| DE8907044U1 (en) | 1989-08-03 |
| EP0401988A3 (en) | 1991-02-06 |
| DE69004742D1 (en) | 1994-01-05 |
| DD294890A5 (en) | 1991-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3934755A (en) | Method and device for preventing slag from escaping when emptying a pouring vessel | |
| TW436524B (en) | Method and device for sealing a tap hole metallurgical containers | |
| CA1186126A (en) | Metal pouring apparatus and method | |
| EP0401988B1 (en) | Retaining and/or pouring means for tanks for metal melting baths | |
| US5083754A (en) | Apparatus for retaining slag during the discharge of molten metal from a tundish | |
| JPS5926229B2 (en) | Furnace vessel of tilting arc furnace | |
| EP0779846B1 (en) | Flow control device | |
| EP0587759B1 (en) | Tundish turbulence suppressor pad | |
| US4202533A (en) | Method and a device for unchoking the casting outlet of a metallurgical vessel | |
| CA2033009C (en) | Metal casting apparatus | |
| US3794218A (en) | Method and apparatus for opening a sealing element, which cannot be actuated, of the bottom nozzle of a casting vessel | |
| US4036280A (en) | Method of starting the casting of a strand in a continuous casting installation | |
| RU2247083C2 (en) | Method and device for tapping melt contained in crucible | |
| EP0315183B1 (en) | Apparatus for pouring molten steel into a mold in continuous casting of steel | |
| US4630668A (en) | Integral casting apparatus for use in continuous casting of molten metal | |
| DE3334733C2 (en) | Process and plant for the production of high-purity alloys | |
| US5191926A (en) | Device for slag-free pouring with continuous casting machines | |
| AU2004295039A1 (en) | Sequential casting method for the production of a high-purity cast metal billet | |
| EP0132280B1 (en) | Method of heating molten steel in tundish for continuous casting apparatus | |
| JPS58154446A (en) | Continuous casting method of steel and vessel for molten metal for said method | |
| WO2024170677A1 (en) | Slag blocking device for a metallurgical vessel | |
| JPH0292442A (en) | Method for preventing nozzle clogging in continuous casting for molten steel | |
| JPS63235050A (en) | Submerged nozzle | |
| EP0072769A1 (en) | Method and device for induction heating of molten metals | |
| JPS5853357A (en) | Tundish for continuous casting |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19910611 |
|
| 17Q | First examination report despatched |
Effective date: 19920716 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19931124 Ref country code: NL Effective date: 19931124 Ref country code: DK Effective date: 19931124 Ref country code: BE Effective date: 19931124 Ref country code: AT Effective date: 19931124 |
|
| REF | Corresponds to: |
Ref document number: 97598 Country of ref document: AT Date of ref document: 19931215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 69004742 Country of ref document: DE Date of ref document: 19940105 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2045806 Country of ref document: ES Kind code of ref document: T3 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3009999 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19940531 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19950410 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19950413 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19950421 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 19950428 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19950505 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19960516 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960517 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19960531 Ref country code: CH Effective date: 19960531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19961130 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: MM2A Free format text: 3009999 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19960516 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19970131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990405 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030529 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050516 |