EP0377980A2 - Musical instruments comprising ceramic-resin composites - Google Patents
Musical instruments comprising ceramic-resin composites Download PDFInfo
- Publication number
- EP0377980A2 EP0377980A2 EP89313153A EP89313153A EP0377980A2 EP 0377980 A2 EP0377980 A2 EP 0377980A2 EP 89313153 A EP89313153 A EP 89313153A EP 89313153 A EP89313153 A EP 89313153A EP 0377980 A2 EP0377980 A2 EP 0377980A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- instrument
- resin
- musical instrument
- machinable ceramic
- ceramic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000805 composite resin Substances 0.000 title claims abstract description 13
- 239000000919 ceramic Substances 0.000 claims abstract description 37
- 239000011347 resin Substances 0.000 claims abstract description 27
- 229920005989 resin Polymers 0.000 claims abstract description 27
- 239000000463 material Substances 0.000 claims abstract description 26
- 239000002023 wood Substances 0.000 claims abstract description 13
- 239000002131 composite material Substances 0.000 claims abstract description 10
- 239000007769 metal material Substances 0.000 claims abstract description 8
- 239000007788 liquid Substances 0.000 claims abstract description 6
- 238000000034 method Methods 0.000 claims abstract description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 31
- 229910052681 coesite Inorganic materials 0.000 claims description 16
- 229910052906 cristobalite Inorganic materials 0.000 claims description 16
- 239000000377 silicon dioxide Substances 0.000 claims description 16
- 229910052682 stishovite Inorganic materials 0.000 claims description 16
- 229910052905 tridymite Inorganic materials 0.000 claims description 16
- 235000012239 silicon dioxide Nutrition 0.000 claims description 15
- 239000000203 mixture Substances 0.000 claims description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 12
- 238000010521 absorption reaction Methods 0.000 claims description 7
- 229910000287 alkaline earth metal oxide Inorganic materials 0.000 claims description 4
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 3
- 239000011707 mineral Substances 0.000 claims description 3
- 238000005245 sintering Methods 0.000 claims description 3
- 239000004925 Acrylic resin Substances 0.000 claims description 2
- 229920000178 Acrylic resin Polymers 0.000 claims description 2
- 239000003513 alkali Substances 0.000 claims description 2
- 239000003822 epoxy resin Substances 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 claims description 2
- 229920000647 polyepoxide Polymers 0.000 claims description 2
- 229920006395 saturated elastomer Polymers 0.000 claims description 2
- 229920002050 silicone resin Polymers 0.000 claims description 2
- 229920006337 unsaturated polyester resin Polymers 0.000 claims description 2
- 229920001225 polyester resin Polymers 0.000 claims 1
- 239000004645 polyester resin Substances 0.000 claims 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 19
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 10
- 239000000292 calcium oxide Substances 0.000 description 10
- 239000000395 magnesium oxide Substances 0.000 description 10
- 238000005520 cutting process Methods 0.000 description 9
- 239000002994 raw material Substances 0.000 description 9
- 239000010456 wollastonite Substances 0.000 description 8
- 229910052882 wollastonite Inorganic materials 0.000 description 8
- 238000010304 firing Methods 0.000 description 5
- 230000035699 permeability Effects 0.000 description 4
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 4
- 239000004926 polymethyl methacrylate Substances 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N Alumina Chemical compound [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- UGGQKDBXXFIWJD-UHFFFAOYSA-N calcium;dihydroxy(oxo)silane;hydrate Chemical compound O.[Ca].O[Si](O)=O UGGQKDBXXFIWJD-UHFFFAOYSA-N 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 238000005470 impregnation Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000000454 talc Substances 0.000 description 2
- 229910052623 talc Inorganic materials 0.000 description 2
- 208000023514 Barrett esophagus Diseases 0.000 description 1
- 229910020413 SiO2—MgO Inorganic materials 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000010459 dolomite Substances 0.000 description 1
- 229910000514 dolomite Inorganic materials 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000009527 percussion Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10D—STRINGED MUSICAL INSTRUMENTS; WIND MUSICAL INSTRUMENTS; ACCORDIONS OR CONCERTINAS; PERCUSSION MUSICAL INSTRUMENTS; AEOLIAN HARPS; SINGING-FLAME MUSICAL INSTRUMENTS; MUSICAL INSTRUMENTS NOT OTHERWISE PROVIDED FOR
- G10D9/00—Details of, or accessories for, wind musical instruments
- G10D9/08—Material for manufacturing wind musical instruments; Treatment of the material
Definitions
- This invention relates to musical instruments such as wind and string instruments comprising ceramic-resin composites.
- Woodwind instruments such as clarinets have been substantially made from wood.
- Such instruments have defects in that cracking, breakage and the like sometimes develop in the instruments in long-term use thereof and also noises are sometimes produced in strong or large sounds. More specifically, (1) wind instruments comprising wood materials generally produce poor low- and high-pitched tones because wood materials are soft, (2) wind instruments comprising metal materials generally produce poor low-pitched tones and too rich overtones because of low rigidity of metal materials, and (3) string wood instruments generally produce non-uniform tone qualities because of non-uniform vibration of the wood bodies thereof, except for very high-class instruments.
- the main object of the present invention is to provide musical instruments comprising a machinable ceramic-resin composite material wherein the above-mentioned problems are substantially eliminated.
- a musical instrument in which a major portion of the instrument body, where a wood and/or metal material has been used, comprises a machinable ceramic-resin composite material, the machinable ceramic containing substantially continuous micropores and being impregnated with a resin material, the resin material being hardened, and the composite material being machine-processed.
- the musical instruments according to the invention in which a major portion of the instrument body, where a wood and/or metal material has been used, comprises a machinable ceramic-resin composite material can be readily produced by a method which comprises impregnating a machinable ceramic article containing substantially continuous micropores with a liquid resin material and hardening the resin material, and processing the resulting machinable ceramic-resin composite article into an instrument body or body parts thereof having such shapes that a conventional wood and/or metal material has been used for the instrument body.
- the instrument body is composed of a plurality of body parts, such body parts of the composite material are produced as mentioned above and assembled into the instrument body. The instrument body is then assembled with accessories into a musical instrument.
- the musical instruments intended in the invention include, for example, wind instruments such as clarinet, oboe, flute, piccolo and bassoon; string instruments such as violin and cello; percussion musical instruments such as xylophone, etc.
- body of the instrument or “instrument body” means a main body part of the instrument which produces or increases sound tones, for example, a cylindrical tube with or without flaring end of wind instruments; a sound board or box of string instruments; bars of xylophone; etc.
- the machinable ceramic articles used in the present invention are needed to have substantially continuous micropores, so that the ceramics can be effectively impregnated with resin materials and then hardened.
- the amount of the micropores in the ceramic expressed by water absorption capacity (the weight increase of a ceramic article owing to absorbed water when the article is soaked in water for about 24 hours), is usually about 3 to 40 % by weight and preferably about 5 to 25 % by weight.
- the diameter of the micropores is desired to be considerably small in view of strength and homogeneity.
- the average diameter is usually not more than 100 microns, preferably not more than 10 microns, more preferably not more than 5 microns, and typically about 5 to 0.1 micron.
- machinable ceramic means ceramics which can be readily subjected to machine processing such as cutting, boring, drilling and grinding without cutting fractures such as chipping, cracking or breaking.
- the machinability of the ceramics can be defined by the cutting speed thereof by means of a lathe with a tungsten carbide (WC) bit [a bit-moving speed of 0.097 mm/rotation, a bit-notch depth of 2 ⁇ 4 mm].
- the machinable ceramics used in the present invention have a peripheral cutting speed of not lower than 30 m/min., preferably not lower than 50 m/min. and more preferably not lower than 70 meters/minute under the above-mentioned cutting conditions.
- the ceramic material used in the working examples given below had a machinability (cutting speed) of more than 70 meters/minute without cutting fracture.
- the machinable ceramics used in the invention can be produced from a raw material mixture comprising, for example, 20 to 50 parts of CaO, 45 to 70 parts of SiO2 and 0.1 to 25 parts of MgO on a weight basis by molding the material and then sintering the molded article at a maximum temperature of not lower than 1000°C and generally not higher than 1400°C, preferably not lower than 1100°C , more preferablly not lower than 1150°C, and typically 1200 to 1350°C.
- the raw material can comprise the above-mentioned CaO/SiO2/MgO components, based on the total weight of the raw material, in an amount of not less than 60%, preferably not less than 70% and more preferably not less than 80%; and the raw material can contain not more than 20 % of other alkali/alkaline-earth metal oxide components and not more than 20% of other sintering mineral components based on the total weight of the raw material.
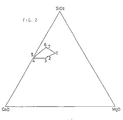
- the sintered ceramics used as a material of the musical instruments are preferably those having a composition of CaO, SiO2 and MgO which is defined by the region or area surrounded by points 1, 2, 3, 4, 5, 6 and 7 in FIG. 2.
- Each of the points 1 ⁇ 7 in FIG. 2 corresponds to the compositions shown in the following table. (% by weight) Point CaO SiO2 MgO 1 25.7 55.5 18.8 2 35.4 51.6 13.0 3 36.5 51.3 12.2 4 47.4 51.6 1.0 5 45.9 53.1 1.0 6 31.2 61.7 7.1 7 30.2 61.5 8.3
- Such sintered ceramics are obtained, for example, by blending CaO, SiO2 and MgO in such a ratio that the resulting composition may fall within a range of the area surrounded by the points 1, 2, 3, 4, 5, 6 and 7 in FIG. 2, molding the mixture and then firing the resulting molded article, for example, at a temperature higher than 1200°C and not higher than 1350°C.
- a raw material of the CaO and SiO2 can be used natural or synthetic ⁇ CaO ⁇ SiO2 such as wollastonite and xonotlite.
- the MgO material can be used talc, dolomite, magnesium hydroxide, magnesium carbonate and magnesium oxide.
- the above-mentioned sintered ceramics containing CaO-MgO-SiO2 component systems are very good in cut-machinability.
- the ⁇ -wollastonite ( ⁇ CaO ⁇ SiO2) contained in the raw material is aggregated crystals of triclinic system which have grown in the form of platelets and has an excellent cut- machinability.
- monoclinic ⁇ -wollastonite is crystallized out of the ⁇ CaO ⁇ SiO2, which results in imparing the cut-machinability thereof.
- MgO is added to the ⁇ -wollastonite in order to raise the transition temperature of the ⁇ -wollastonite to ⁇ -wollastonite.
- the resulting mixture can be fired at the high temperature to obtain good machinability of the ⁇ -wollastonite and high mechanical strength.
- the amount of MgO is too much, the resulting sintered ceramic becomes too hard and is decreased in the cut-machinability thereof.
- sintered ceramics having a composition within a region surrounded by points 1 ⁇ 7 in FIG. 2 are preferred.
- the sintered ceramic article which has been formed upon firing into a predetermined shape is degassed in a vacuum apparatus.
- the degassed sintered ceramic article can be satisfactorily impregnated with a resin by soaking the article in a liquid resin (preferably with pressurization of the liquid resin).
- the impregnated liquid resin is then hardened by heating or the like.
- acrylic resins e.g. polymethyl methacrylate (PMMA)
- epoxy resins epoxy resins
- saturated or unsaturated polyester resins silicone resins, and mixtures thereof.
- voids formed in the sintered article are substantially filled with the resin to lose water absorption property and air permeability from the sintered ceramic article, whereby bending strength thereof is increased and non-vibration property thereof is much enhanced.
- the ceramic article can be processed into the body parts of a clarinet body and assembled into the body as shown in FIG.1 by optionally utilizing working machines such as lathes.
- the inside portions and outer precise portions of the ceramic clarinet body parts can be formed by cutting operations by means of a boring machine and a lathe equipped with super-hard tools and other working machines. Since the sintered ceramic article is excellent in cut-machinability as mentioned above, it can be subjected to processing such as cutting, drilling, grooving, etc. without generating cracks, chipping or the like to give a clarinet body wherein the surface precision and the like of the inner walls of the clarinet are enhanced.
- the thickness of the machine-processed instrument body is generally smaller than that of a conventional wood body.
- the sintered ceramic article Since the sintered ceramic article has such excellent cut-machinability, it can be shaped into musical instruments such as clarinets having excellent precision, which are provided with sound tones unique to sintered ceramics and excellent durability. Moreover, by coloring the resin to be used for the impregnation, the musical instruments can have, for example, a wood-like color or other colors as desired. Thus, it ispossible to give good fashionability to the musical instruments.
- xonotlite and 10 parts by weight of talc (CaO: 44% by weight, SiO2: 53% by weight, MgO: 3% by weight) were dry-blended in an Eirich mixer for 5 minutes, and then 16% (outer percentage) by weight of water was added thereto.
- the resulting mixture was allowed to stand under a sealed state for 24 hours to give a raw mixture material in which the water content thereof has been homogenized.
- the raw material was placed in a mold for clarinet body parts and molded at 450 Kgf/cm2.
- the molded articles were dried at 80°C for 24 hours and then fired.
- the firing was carried out in an electric furnace by raising temperature therein from room temperature to 1250°C at a rate of 10°C/min., firing the articles at 1250°C for 60 minutes, and then allowing the articles to cool to room temperature in the furnace.
- the resulting sintered articles have a composition of ⁇ -wollastonite ( ⁇ CaO ⁇ SiO2) in which Mg was dissolved. They had a water absorption capacity of 10.3% and were very excellent in cut-machinability. They had a bending strength of 500 Kg/cm2.
- the sintered articles were sealed in a vacuum apparatus and PMMA was introduced with pressure to impregnate the sintered articles with the PMMA in the vacuum apparatus.
- the sintered articles thus impregnated therewith had a water absorption capacity and air permeability of almost zero, which proved that the water absorption property and air permeability thereof had been eliminated.
- the materials thus obtained were lathed and bored by means of super-hard tools, and machined along the periphery thereof to give body parts 1, 2, 3 and 4 of a clarinet, and then the body parts were assembled together with a conventional blast pipe 5 into a clarinet body as shown in FIG. 1, wherein the numeral 7 shows joints of the body and the numeral 6 shows a partially broken cross-sectional portion of the drawing.
- the clarinet body was equipped with keys and other conventional accessories.
- the resulting clarinet of the invention produced satisfactory tones.
- Flute was produced in the same way as in Example 1.
- the flute of the present invention was evaluated to be usable as a professional instrument by Mr. J. Hosokawa, a chief flutist of the NHK Orchestra of Japan.
- the sound boards and ribs of violin were produced in the same way as in Example 1, and fabricated into a sound box with adhesive. The sound box was then assembled into a violin with other conventional parts and accessories. The resulting violin was evaluated to be usable as a professional instrument by Ms. Y. Sato, a solo violinist in Japan.
- the bars of xylophone were produced in the same way as in Example 1. The bars were then assembled into a xylophone with other conventional parts. The resulting xylophone produced satisfactory tones.
- the instrument bodies of clarinet and flute were produced from the machinable porous ceramic articles not impregnated with resin, as in Examples 1 and 2 for comparison.
- the resulting clarinet and flute failed to substantially produce sounds.
- the sound boards and ribs of violin were produced from sintered alumina ceramic plates having no continuous pores, and they were fabricated into a sound box with adhesive, as in Example 3.
- the resulting violin for comparison produced poor sounds and was not usable as an instrument.
- the instrument bodies produced from machinable ceramic-resin composites, in which sintered ceramics having good cut-machinability are impregnated with resins. Due to the properties of the sintered machinable ceramics, the composites are provided with excellent high temperature resistance, mechanical strength, durability without cracks or breaking, etc. The composites are also provided with good non-water absorption, non-air permeability, non-vibration properties, due to the impregnated resins. Moreover, the composites can be machine-processed with good surface precision, and can also have various colors by coloring the resins.
- the present instruments comprising the instrument bodies of the composites exhibit good tone qualities combined with dynamic tones due to hard ceramics and wood-like natural tones due to soft resins, as well as exhibit uniform broad tone ranges without noise sounds in both pitch ranges and dynamic ranges because of uniform constructions and non-vibration properties of the ceramic-resin composites.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Multimedia (AREA)
- Stringed Musical Instruments (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
- This invention relates to musical instruments such as wind and string instruments comprising ceramic-resin composites.
- Hitherto, the bodies of musical instruments have been essentially made from wood, metal or substitutes therefor. Woodwind instruments such as clarinets have been substantially made from wood. Such instruments have defects in that cracking, breakage and the like sometimes develop in the instruments in long-term use thereof and also noises are sometimes produced in strong or large sounds. More specifically, (1) wind instruments comprising wood materials generally produce poor low- and high-pitched tones because wood materials are soft, (2) wind instruments comprising metal materials generally produce poor low-pitched tones and too rich overtones because of low rigidity of metal materials, and (3) string wood instruments generally produce non-uniform tone qualities because of non-uniform vibration of the wood bodies thereof, except for very high-class instruments.
- The main object of the present invention is to provide musical instruments comprising a machinable ceramic-resin composite material wherein the above-mentioned problems are substantially eliminated. Other objects and features of the invention will become apparent from the following description.
- Thus, according to the invention, there is provided a musical instrument in which a major portion of the instrument body, where a wood and/or metal material has been used, comprises a machinable ceramic-resin composite material, the machinable ceramic containing substantially continuous micropores and being impregnated with a resin material, the resin material being hardened, and the composite material being machine-processed.
- The musical instruments according to the invention in which a major portion of the instrument body, where a wood and/or metal material has been used, comprises a machinable ceramic-resin composite material can be readily produced by a method which comprises
impregnating a machinable ceramic article containing substantially continuous micropores with a liquid resin material and hardening the resin material, and
processing the resulting machinable ceramic-resin composite article into an instrument body or body parts thereof having such shapes that a conventional wood and/or metal material has been used for the instrument body. - When the instrument body is composed of a plurality of body parts, such body parts of the composite material are produced as mentioned above and assembled into the instrument body. The instrument body is then assembled with accessories into a musical instrument.
- The musical instruments intended in the invention include, for example, wind instruments such as clarinet, oboe, flute, piccolo and bassoon; string instruments such as violin and cello; percussion musical instruments such as xylophone, etc.
- Incidentally, the term "body of the instrument" or "instrument body" means a main body part of the instrument which produces or increases sound tones, for example, a cylindrical tube with or without flaring end of wind instruments; a sound board or box of string instruments; bars of xylophone; etc.
-
- FIG.1 shows a partially cross-sectional side view of a clarinet body according to the present invention.
- FIG.2 shows a CaO-SiO₂-MgO three-component triaxial diagram of the machinable ceramic for use in the present invention.
- The machinable ceramic articles used in the present invention are needed to have substantially continuous micropores, so that the ceramics can be effectively impregnated with resin materials and then hardened. The amount of the micropores in the ceramic, expressed by water absorption capacity (the weight increase of a ceramic article owing to absorbed water when the article is soaked in water for about 24 hours), is usually about 3 to 40 % by weight and preferably about 5 to 25 % by weight. The diameter of the micropores is desired to be considerably small in view of strength and homogeneity. The average diameter is usually not more than 100 microns, preferably not more than 10 microns, more preferably not more than 5 microns, and typically about 5 to 0.1 micron.
- The term "machinable ceramic" means ceramics which can be readily subjected to machine processing such as cutting, boring, drilling and grinding without cutting fractures such as chipping, cracking or breaking. The machinability of the ceramics can be defined by the cutting speed thereof by means of a lathe with a tungsten carbide (WC) bit [a bit-moving speed of 0.097 mm/rotation, a bit-notch depth of 2 ∼ 4 mm]. The machinable ceramics used in the present invention have a peripheral cutting speed of not lower than 30 m/min., preferably not lower than 50 m/min. and more preferably not lower than 70 meters/minute under the above-mentioned cutting conditions. Incidentally, the ceramic material used in the working examples given below had a machinability (cutting speed) of more than 70 meters/minute without cutting fracture.
- The machinable ceramics used in the invention can be produced from a raw material mixture comprising, for example, 20 to 50 parts of CaO, 45 to 70 parts of SiO₂ and 0.1 to 25 parts of MgO on a weight basis by molding the material and then sintering the molded article at a maximum temperature of not lower than 1000°C and generally not higher than 1400°C, preferably not lower than 1100°C , more preferablly not lower than 1150°C, and typically 1200 to 1350°C. The raw material can comprise the above-mentioned CaO/SiO₂/MgO components, based on the total weight of the raw material, in an amount of not less than 60%, preferably not less than 70% and more preferably not less than 80%; and the raw material can contain not more than 20 % of other alkali/alkaline-earth metal oxide components and not more than 20% of other sintering mineral components based on the total weight of the raw material.
- The sintered ceramics used as a material of the musical instruments are preferably those having a composition of CaO, SiO₂ and MgO which is defined by the region or area surrounded by
points points 1 ∼ 7 in FIG. 2 corresponds to the compositions shown in the following table.(% by weight) Point CaO SiO₂ MgO 1 25.7 55.5 18.8 2 35.4 51.6 13.0 3 36.5 51.3 12.2 4 47.4 51.6 1.0 5 45.9 53.1 1.0 6 31.2 61.7 7.1 7 30.2 61.5 8.3 - Such sintered ceramics are obtained, for example, by blending CaO, SiO₂ and MgO in such a ratio that the resulting composition may fall within a range of the area surrounded by the
points - The above-mentioned sintered ceramics containing CaO-MgO-SiO₂ component systems are very good in cut-machinability. Namely, the β-wollastonite (β CaO· SiO₂) contained in the raw material is aggregated crystals of triclinic system which have grown in the form of platelets and has an excellent cut- machinability. However, upon firing the βCaO· SiO₂ at or higher, monoclinic α-wollastonite is crystallized out of the βCaO· SiO₂, which results in imparing the cut-machinability thereof. MgO is added to the β-wollastonite in order to raise the transition temperature of the β-wollastonite to α-wollastonite. Thus, the resulting mixture can be fired at the high temperature to obtain good machinability of the β-wollastonite and high mechanical strength. Incidentally, if the amount of MgO is too much, the resulting sintered ceramic becomes too hard and is decreased in the cut-machinability thereof. Thus, sintered ceramics having a composition within a region surrounded by
points 1 ∼ 7 in FIG. 2 are preferred. However, in the case where the strength required is not so high, it is also possible to use sintered ceramics of CaO· SiO₂ component systems sintered at a lower temperature. - The sintered ceramic article which has been formed upon firing into a predetermined shape is degassed in a vacuum apparatus. The degassed sintered ceramic article can be satisfactorily impregnated with a resin by soaking the article in a liquid resin (preferably with pressurization of the liquid resin). The impregnated liquid resin is then hardened by heating or the like.
- As the resin can be used, for example, acrylic resins [e.g. polymethyl methacrylate (PMMA)], epoxy resins, saturated or unsaturated polyester resins, silicone resins, and mixtures thereof.
- By impregnating the sintered ceramic article with a resin as described above, voids formed in the sintered article are substantially filled with the resin to lose water absorption property and air permeability from the sintered ceramic article, whereby bending strength thereof is increased and non-vibration property thereof is much enhanced.
- After impregnation with a resin as mentioned above, the ceramic article can be processed into the body parts of a clarinet body and assembled into the body as shown in FIG.1 by optionally utilizing working machines such as lathes. The inside portions and outer precise portions of the ceramic clarinet body parts can be formed by cutting operations by means of a boring machine and a lathe equipped with super-hard tools and other working machines. Since the sintered ceramic article is excellent in cut-machinability as mentioned above, it can be subjected to processing such as cutting, drilling, grooving, etc. without generating cracks, chipping or the like to give a clarinet body wherein the surface precision and the like of the inner walls of the clarinet are enhanced. Incidentally, the thickness of the machine-processed instrument body is generally smaller than that of a conventional wood body.
- Since the sintered ceramic article has such excellent cut-machinability, it can be shaped into musical instruments such as clarinets having excellent precision, which are provided with sound tones unique to sintered ceramics and excellent durability. Moreover, by coloring the resin to be used for the impregnation, the musical instruments can have, for example, a wood-like color or other colors as desired. Thus, it ispossible to give good fashionability to the musical instruments.
- The present invention is further explained below by way of working examples.
- At first, 100 parts by weight of xonotlite and 10 parts by weight of talc (CaO: 44% by weight, SiO₂: 53% by weight, MgO: 3% by weight) were dry-blended in an Eirich mixer for 5 minutes, and then 16% (outer percentage) by weight of water was added thereto. The resulting mixture was allowed to stand under a sealed state for 24 hours to give a raw mixture material in which the water content thereof has been homogenized. The raw material was placed in a mold for clarinet body parts and molded at 450 Kgf/cm². The molded articles were dried at 80°C for 24 hours and then fired. The firing was carried out in an electric furnace by raising temperature therein from room temperature to 1250°C at a rate of 10°C/min., firing the articles at 1250°C for 60 minutes, and then allowing the articles to cool to room temperature in the furnace.
- The resulting sintered articles have a composition of β-wollastonite (βCaO· SiO₂) in which Mg was dissolved. They had a water absorption capacity of 10.3% and were very excellent in cut-machinability. They had a bending strength of 500 Kg/cm².
- The sintered articles were sealed in a vacuum apparatus and PMMA was introduced with pressure to impregnate the sintered articles with the PMMA in the vacuum apparatus. The sintered articles thus impregnated therewith had a water absorption capacity and air permeability of almost zero, which proved that the water absorption property and air permeability thereof had been eliminated.
- The materials thus obtained were lathed and bored by means of super-hard tools, and machined along the periphery thereof to give
body parts conventional blast pipe 5 into a clarinet body as shown in FIG. 1, wherein thenumeral 7 shows joints of the body and thenumeral 6 shows a partially broken cross-sectional portion of the drawing. The clarinet body was equipped with keys and other conventional accessories. The resulting clarinet of the invention produced satisfactory tones. - Flute was produced in the same way as in Example 1. The flute of the present invention was evaluated to be usable as a professional instrument by Mr. J. Hosokawa, a chief flutist of the NHK Orchestra of Japan.
- The sound boards and ribs of violin were produced in the same way as in Example 1, and fabricated into a sound box with adhesive. The sound box was then assembled into a violin with other conventional parts and accessories. The resulting violin was evaluated to be usable as a professional instrument by Ms. Y. Sato, a solo violinist in Japan.
- The bars of xylophone were produced in the same way as in Example 1. The bars were then assembled into a xylophone with other conventional parts. The resulting xylophone produced satisfactory tones.
- The instrument bodies of clarinet and flute were produced from the machinable porous ceramic articles not impregnated with resin, as in Examples 1 and 2 for comparison. The resulting clarinet and flute failed to substantially produce sounds.
- The sound boards and ribs of violin were produced from sintered alumina ceramic plates having no continuous pores, and they were fabricated into a sound box with adhesive, as in Example 3. The resulting violin for comparison produced poor sounds and was not usable as an instrument.
- It was impossible to produce the instrument bodies of clarinet and flute from sintered alumina articles having no continuous pores, because the alumina articles were too hard and had poor machinability.
- The features of the properties, production steps and sound tones with respect to the instruments of the present invention are summarized below. The instrument bodies produced from machinable ceramic-resin composites, in which sintered ceramics having good cut-machinability are impregnated with resins. Due to the properties of the sintered machinable ceramics, the composites are provided with excellent high temperature resistance, mechanical strength, durability without cracks or breaking, etc. The composites are also provided with good non-water absorption, non-air permeability, non-vibration properties, due to the impregnated resins. Moreover, the composites can be machine-processed with good surface precision, and can also have various colors by coloring the resins. As to sound tones, the present instruments comprising the instrument bodies of the composites exhibit good tone qualities combined with dynamic tones due to hard ceramics and wood-like natural tones due to soft resins, as well as exhibit uniform broad tone ranges without noise sounds in both pitch ranges and dynamic ranges because of uniform constructions and non-vibration properties of the ceramic-resin composites.
Claims (10)
impregnating a machinable ceramic article containing substantially continuous micropores with a liquid resin material and hardening the resin material, and
processing the resulting machinable ceramic-resin composite article into such shapes that conventional wood and/or metal materials have been used for the instrument body.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89313153T ATE94676T1 (en) | 1989-01-09 | 1989-12-15 | MUSICAL INSTRUMENTS CONTAINING CERAMIC-RESIN COMPOSITIONS. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2376/89 | 1989-01-09 | ||
| JP1002376A JPH02181787A (en) | 1989-01-09 | 1989-01-09 | Musical instrument made of ceramics |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0377980A2 true EP0377980A2 (en) | 1990-07-18 |
| EP0377980A3 EP0377980A3 (en) | 1990-12-19 |
| EP0377980B1 EP0377980B1 (en) | 1993-09-15 |
Family
ID=11527529
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89313153A Expired - Lifetime EP0377980B1 (en) | 1989-01-09 | 1989-12-15 | Musical instruments comprising ceramic-resin composites |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0377980B1 (en) |
| JP (1) | JPH02181787A (en) |
| AT (1) | ATE94676T1 (en) |
| DE (1) | DE68909204D1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29613931U1 (en) * | 1996-08-12 | 1996-10-02 | Langhammer, Norbert, 77652 Offenburg | String instrument, especially guitar |
| WO2001010794A1 (en) * | 1999-08-04 | 2001-02-15 | Inax Corporation | Method for production of ceramic product and ceramic product |
| DE10051700A1 (en) * | 2000-10-18 | 2002-05-02 | Synotec Psychoinformatik Gmbh | Labial or lingual pipe for organ is made partly o f fiber composite material including textile. |
| DE19956881B4 (en) * | 1999-11-26 | 2005-01-27 | Staatliche Porzellan-Manufaktur Meissen Gmbh | Organ pipes and method of making organ pipes |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6179264B2 (en) * | 2013-08-09 | 2017-08-16 | ヤマハ株式会社 | Wind instrument bells, wind instruments and rims |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4308784A (en) * | 1980-05-27 | 1982-01-05 | Eizonas Thomas S | Ceramic parts for stringed musical instruments |
-
1989
- 1989-01-09 JP JP1002376A patent/JPH02181787A/en active Pending
- 1989-12-15 EP EP89313153A patent/EP0377980B1/en not_active Expired - Lifetime
- 1989-12-15 AT AT89313153T patent/ATE94676T1/en active
- 1989-12-15 DE DE89313153T patent/DE68909204D1/en not_active Expired - Lifetime
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29613931U1 (en) * | 1996-08-12 | 1996-10-02 | Langhammer, Norbert, 77652 Offenburg | String instrument, especially guitar |
| WO2001010794A1 (en) * | 1999-08-04 | 2001-02-15 | Inax Corporation | Method for production of ceramic product and ceramic product |
| EP1215185A4 (en) * | 1999-08-04 | 2003-06-18 | Inax Corp | Method for production of ceramic product and ceramic product |
| US6713130B1 (en) | 1999-08-04 | 2004-03-30 | Inax Corporation | Method to produce a ceramic product having controlled modules of elasticity and internal friction characteristics |
| DE19956881B4 (en) * | 1999-11-26 | 2005-01-27 | Staatliche Porzellan-Manufaktur Meissen Gmbh | Organ pipes and method of making organ pipes |
| DE10051700A1 (en) * | 2000-10-18 | 2002-05-02 | Synotec Psychoinformatik Gmbh | Labial or lingual pipe for organ is made partly o f fiber composite material including textile. |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0377980B1 (en) | 1993-09-15 |
| EP0377980A3 (en) | 1990-12-19 |
| DE68909204D1 (en) | 1993-10-21 |
| ATE94676T1 (en) | 1993-10-15 |
| JPH02181787A (en) | 1990-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6233825B1 (en) | Metallic stringed musical instrument body and method of making said body | |
| MacVicar et al. | Aging mechanisms in cellulose fiber reinforced cement composites | |
| US20140311315A1 (en) | Musical instrument with aggregate shell and foam filled core | |
| EP0377980B1 (en) | Musical instruments comprising ceramic-resin composites | |
| US4749667A (en) | Alumina - zirconia ceramics reinforced with silicon carbide whiskers and methods of making the same | |
| US4977808A (en) | Stringed musical instrument with a solid body made of clay based material | |
| US20080028911A1 (en) | Audio device having dense sound enhancing component | |
| US3759132A (en) | Composite woodwind reed | |
| US6713130B1 (en) | Method to produce a ceramic product having controlled modules of elasticity and internal friction characteristics | |
| US4972751A (en) | Rotary valves for brass wind instruments | |
| EP4163072A1 (en) | Method of manufacturing mouthpiece for wind instrument | |
| Wu et al. | Carbonation of natural fibers reinforced MgO-SiO2 (NFs-MS) composites | |
| US5580833A (en) | High performance ceramic composites containing tungsten carbide reinforced chromium carbide matrix | |
| US4975318A (en) | Improved acoustic carbon diaphragm | |
| EP0379291A2 (en) | Rotary valves for brass wind instruments | |
| NZ221620A (en) | Producing wood fibre boards: wood dust coating before pressing and polishing | |
| US6686522B2 (en) | Musical instrument with a body made of polyurethane foam | |
| JPH02275787A (en) | Production of colored ceramic product | |
| KR100419181B1 (en) | Electric guitar or piano with a body made of polyurethane foam | |
| US7645354B1 (en) | Audio device having dense sound enhancing component | |
| JP3300010B2 (en) | Model material | |
| US5733671A (en) | Cellulose fiber reinforced cementitious materials and method of producing same | |
| CN116092455A (en) | Ceramic chime and manufacturing method thereof | |
| JP2017132670A (en) | Mold base material for cfrp molding and method for producing the same | |
| CN112708226B (en) | Sound-absorbing and noise-reducing interior decoration material and preparation method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR GB LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB LI |
|
| RHK1 | Main classification (correction) |
Ipc: G10D 1/00 |
|
| 17P | Request for examination filed |
Effective date: 19901207 |
|
| 17Q | First examination report despatched |
Effective date: 19921029 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB LI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19930915 Ref country code: FR Effective date: 19930915 Ref country code: DE Effective date: 19930915 Ref country code: CH Effective date: 19930915 Ref country code: BE Effective date: 19930915 Ref country code: AT Effective date: 19930915 |
|
| REF | Corresponds to: |
Ref document number: 94676 Country of ref document: AT Date of ref document: 19931015 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 68909204 Country of ref document: DE Date of ref document: 19931021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19931215 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19931215 |
|
| 26N | No opposition filed |