EP0249868A2 - Zipper bag filling machine and process - Google Patents
Zipper bag filling machine and process Download PDFInfo
- Publication number
- EP0249868A2 EP0249868A2 EP87108373A EP87108373A EP0249868A2 EP 0249868 A2 EP0249868 A2 EP 0249868A2 EP 87108373 A EP87108373 A EP 87108373A EP 87108373 A EP87108373 A EP 87108373A EP 0249868 A2 EP0249868 A2 EP 0249868A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- bags
- chain
- zipper
- filling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 10
- 230000008569 process Effects 0.000 title description 3
- 210000000080 chela (arthropods) Anatomy 0.000 claims abstract description 33
- 238000000926 separation method Methods 0.000 claims abstract description 19
- 230000009471 action Effects 0.000 claims abstract description 10
- 230000005540 biological transmission Effects 0.000 claims description 8
- 230000000694 effects Effects 0.000 claims description 5
- 238000003892 spreading Methods 0.000 claims description 5
- 230000007480 spreading Effects 0.000 claims description 5
- 238000005520 cutting process Methods 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 description 11
- 230000007246 mechanism Effects 0.000 description 8
- 238000004806 packaging method and process Methods 0.000 description 4
- 230000000994 depressogenic effect Effects 0.000 description 2
- 238000010276 construction Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/123—Feeding flat bags connected to form a series or chain
Definitions
- the invention relates to a system by which a chain of interconnected reclosable plastic bags equipped with interlocking fastener strip rib and groove profiles ("zippers") are individually opened, filled, closed, and separated from the chain for packaging.
- zippers interlocking fastener strip rib and groove profiles
- a zipper lock plastic bag of the type described, for example, in U.S. Patent 3,198,228 has closed bottom and side edges and a reclosable upper end mouth with interlocking fastener strip rib and groove profiles running across inner facing surfaces of the mouth.
- the nature of manufacture and operation of the reclosable plastic bags presents altogether different handling problems than those presented by bags arranged for heat seal closing.
- reclosable zipper lock bags are typically closed at their mouth ends during the manufacture process in order to allow for proper interfitting of the rib and groove members and exit the manufacturing site in that closed condition. The bag mouths must be opened at a loading site to permit filling and then closed again for packaging.
- the present invention concerns a method and means for filling zipper lock plastic bags which directly satisfies the cost, production, and operational requirements of the low or intermittent production packager and affords reliability and convenience, making rapid filling of zipper lock plastic bags readily available to this type of packager.
- a system which can be manually operated, such as by hand or foot treadle lever, or automated, serves to open (for filling), close and separately discharge reclosable zipper lock plastic bags sequentially one at a time as the bags are conducted through the system laterally connected together with one another in a chain.
- the bags are top fillable and of a construction wherein each bag has closed bottom and side edges and reclosable zipper profiles extending across the top of each bag with upstanding front and rear pull flanges extending above the zipper profiles.
- the bags are partially separated by separations closing their adjacent sides, the separations extending upwardly past the zipper profiles to the tops of the pull flanges.
- Respective continuous strips integrally connect the tops of the front and rear pull flanges of all of the bags and thereby connect the bags in continuous series in a chain.
- the connecting strips have interior-facing (or exterior-facing) guide ribs extending continuously along their upper edge portions such that the bags can be slideably drawn through the system on guide rail supports.
- the strips are removable from the tops of the pull flanges so that the bags become separated from one another after being filled.
- the bags may enter the system with their mouth ends closed in the fashion they typically leave manufacture.
- Each bag is initially supported in a filling station between a pair of laterally directed arms substantially coaxial with the zipper profiles and guide ribs of the bags in the chain.
- Each arm has a guide rail for receiving thereacross the guide rib of one connecting strip such that the bag is supported on the arm; and each arm has a self-adjusting paddle which descends into the space between the respective pull flanges of the bag.
- the arms pivotally spread apart, causing the paddles to engage the front and rear surfaces of the bag pull flanges, to open the bag mouth for filling.
- the arms return together and the filled bag is conducted from the filling station to a closing station where a pair of closing blocks having a vertical row of lateral grooves on their opposing faces join the zipper profiles back together in locked engagement.
- the closed bag passes through a separating station where a knife edge extends transversely across the lateral movement path of the bag to sever the continuous strip from the pull flanges as the bag passes from the closing station.
- Each bag is individually grasped between a pair of grip jaws in the filling station.
- the grip jaws are part of a pincer which is disposed for pivotal movement toward and away from the filling station.
- the pincer movement also powers the spreading and closing of the arms in the bag filling station.
- the grip jaws release each filled, closed, and severed bag away from the filling station and are then returned to the filling station for a repeat of the process.
- the movement of the pincer serves to conduct the bags of the chain through the system, as well as transport each separated, closed, and filled bag to a suitable collection area away from the filling station.
- the pincer can be suitably automated or manually operated or, in a possible alternately simpler version of the described device, eliminated such that the bags are pulled through the system by hand with the operator's fingers gripping the free end of the pull flanges of the filled bag.
- the present invention is directed to a packaging system particularly adapted for loading reclosable zipper lock plastic bags initially arranged in a bag chain.
- Each bag is characterized by closed bottom and side edges and a reclosable upper end mouth having a pair of cooperatively interlocking fastener strip profiles formed with respective engageable rib and groove elements.
- FIG. 1 serves to generally illustrate the inventive bag filling system 10 in which zipper lock bags 12, arranged in a chain 11, pass laterally from right ot left as shown in FIG. 1 sequentially through a series of operations.
- Each bag is formed with a laterally directed zipper 13 (comprising the reclosable interlocking rib and groove profile strips) extending between the opposed side edges of the bag and defining a top fillable bag mouth.
- a laterally directed zipper 13 comprising the reclosable interlocking rib and groove profile strips
- Upstanding from the profile strips of the zipper 13 are front and rear pull flanges 14.
- the bags are partially separated from one another in the chain 11 by separation spaces 15, the separations 15 extending upwardly past the zipper 13 and to tops of the pull flanges 14.
- respective continuous strips 16 integrally connect the tops of the front and rear pull flanges 14 of all of the bags in the chain and thereby serve to connect the bags in continuous series.
- the connecting strips 16 have guide ribs 17 extending laterally continuously along their upper edge portions, serving as support rails so that the connected bags can be slidably drawn through the system 10. Removal of the strips 16 from the tops of the pull flanges results in the bags being separated from one another by virtue of the separations 15. In the preferred arrangement, the side edges of the pull flanges 14 for each bag are secured together at the separations 15, and the secured pull flange edges remaining secured after removal of the strips 16.
- the bags 12 are vertically draped and the chain 11 is disposed for advancement laterally from right to left as shown in FIG. 1 through the system 10.
- the system 10 is adapted to handle the bags 12 with their zippers closed, which is the typical disposition of the bags following manufacture.
- the system 10, as shown in FIG. 1, may be broken down into multiple regions of operation which sequentially act upon the bags in the chain 11.
- a stationary guide track element in the form of an upwardly sloped plow 20 having a laterally directed channel therethrough for preferably receiving only one of the guide ribs 17 therealong while the other guide rib and its connecting strip pass along the outside of the plow.
- the plow 20 serves to support and align the bag chain for entry into the bag filling and separating mechanism and straighten out any bags of the chain that may be flipped over such that all bags entering the mechanism are in a proper vertically draped disposition with their bag mouths facing upward.
- Region B defines a filling station in which each bag of the chain stops and is regularly aligned.
- the pull flanges 14 of the bag are adapted to be engaged and firmly opened apart in a direction transverse to the lateral movement of advancement of the bags through the system 10 for effecting opening of the zipper 13 of the bag, such that the bag may be filled.
- the pull flanges of the bag are drawn back together in the filling station, the bags being supported in the filling station on the guide track means respectively engaging with the guide ribs 17 of the bag.
- region C there operates a pincer means which moves between a first point located in region C and a second point substantially away from the filling station and serves to grasp each filled bag and draw the bag through the operations of the region C, the result of which is the filled bag is reclosed and separated from the upstream end of the bag chain 11.
- the pincer means moves the separated and filled bag fully away from the filling station to the second point at which its grasp on the bag is released.
- This pincer movement which controls the movement of the bags through the system can be automated. Alternately, the system can be simplified and the bags grasped and pulled through by a person's fingers.
- the upper ends of the bags are received in the filling station from the guide track device 20 between a par of jaws or arms 21 and 22. These arms are each supported for pivotal movement about vertical pins supporting their downstream ends.
- the jaws 21 and 22 are movable between a relatively closed position as shown in FIGS. 3-5 and an open position (the opening movement of the jaws being shown under way in FIG. 6).
- Each jaw comprises a platform surface on which is suitably disposed a guide structure 23 having a lip end 24 overhanging the platform and defining therebetween a separation space to serve as a track groove for slidably receiving the upper end of the continuous strip 16 of the bags such that the respective guide ribs 17 are held within the track groove for vertical grasping support of the bags in the filling station.
- a bag pull flange gripper means 26 having a vertically downwardly extending paddle portion 27 for engaging the inner surface of a respective bag pull flange.
- the paddle 27 is connected to a bracket 28 which is disposed for free pivotal movement about a transversely extending bar 29 mounted on the platform.
- the bracket 28 is loosely supported for a lost-motion effect on the bar 29, and is formed with a downwardly extending flange 30 on the other side of the bracket form the paddle 27.
- the flange 30 has an inwardly directed tooth 31 formed at its lower end for selectively engaging in any one of a vertical row of laterally directed tooth grooves 32 formed on the back wall of the platform's guide structure 23.
- the guide structures 23 are adjustably fixed by suitable means in channels 25 along the platforms of jaws 21 and 22 so that their relative position can be optimized for any specific size bag to be opened and filled.
- the paddles 27 of the filling station jaws are disposed between the continuous strips 16 of each bag as it enters the filling station, at which time the jaws 21 and 22 are in their relatively closed disposition as shown, for example, in FIGS. 3 and 5.
- the paddles 27 are kept slightly apart, thus avoiding contact friction between them, by virtue of spacer ribs 27A respectively disposed on the brackets 28 and extending inwardly thereof to abut one another. These ribs maintain spacing between the paddles and, when abutting one another, maintain the associated teeth and grooves 31 and 32 spaced clear of one another.
- the loose disposition of the brackets 28 and the spaced clear disposition of the teeth and grooves 31 and 32 enable the paddles 27 to drop freely downward between the pull flanges of the bag, abutting on top of the closed zipper 13.
- the bag surfaces tug the paddles slightly in the transversely inward direction, whereby the bracket teeth 31 engages in appropriate tooth grooves 32 locking the paddles 27 against possible rotational movement up and out from between the pull flanges.
- the paddles 27 serve to clamp the pull flanges of the bag such that the jaws 21 and 22, in opening, can pull the flanges 14 apart and thereby separate the closable zipper of each bag at the filling station.
- the vertical array of tooth grooves 32 for selective operation with the bracket tooth 31 serves as a self-adjusting locking device on the disposition of the paddles 27 which allows for possible manufacturing variations in the depth from the top of the bags at which the zipper 13 is situated.
- the paddles 27 need to rest on or near the zipper profiles. During the transfer of the bag chain, however, the paddles are pushed by weld spots closing together the ends of the zipper profiles of each bag. Thus, the paddles 27 need to be freely pivotable (about bars 29) to allow for movement of the weld spots thereunder, as well as to freely adjust for differences among bags in vertical height between zipper profiles and the tops of the pull flanges. Nevertheless, it is also necessary to prevent the paddles 27 from being free to pivot laterally out of the bag mouth during the bag opening phase. Thus, the selective locking action of the teeth 31 and grooves 32 cause the paddles 27 to be held against rotational movement for opening of the bag mouth and zipper profiles to permit filling. The loose, lost-motion disposition of the paddle brackets 28 on bars 29 enable the paddles to shift between the phases when the paddles 27 must be freely pivotable and when the paddles must be locked to grip the bag surfaces during spreading apart of the jaws 21 and 22.
- a closing station means 30A and a separating station means 40 serves to force back together the zipper profiles of the filled bag into closed interlock by utilizing a pair of transversely facing surfaces 31A and 32A between which the zipper portion 13 of the filled bag is passed.
- One of the facing surfaces 32A may be resiliently biased by a spring connection 33 about a pivot pin 34, as shown in FIG. 10, to effect a transverse pressure on the zipper passing between the closing station surfaces 31A and 32A, supporting the filled bag as well as effecting closing together of the zipper profiles.
- the zipper profiles are engaged in transversely opposed laterally running grooves 35 formed on the facing surfaces 31A and 32A. Each groove 35 is capable of fitting the respective zipper profile.
- a knife edge 41 Disposed above and just downstream of the closing station means 30A is a knife edge 41 which serves as the separation station means 40.
- the knife edge 41 extends transversely across the advancement path of the filled bag as shown in FIG. 10, and is mounted with a slight vertically upward rake as shown schematically in FIG. 10A to instill a downward force on the bag as it is cut.
- the knife edge engages each bag at the tops of the pull flanges 14 and just below the tops of the separations 15 for removing the continuous strips 16 from the bag.
- the filled bag is advanced past the knife edge 41 and in doing so passes into region D as an individual bag separated from the chain 11 as shown by bag 12A in FIG. 1.
- the removed continuous strips are advanced out of region C into region D, as shown by separated strips 16A in FIGS. 1 and 4, due to the further advancement of the remainder of the chain 11.
- the strips 16 are supported in region C for lateral movement above the filled bag being separated therefrom by virture of guide track elements 42 having lip flanges 43 defining a gap thereacross from platform surfaces 44 into which the continuous strips 16 extend such that the guide ribs 17 slidalby abut along the back surfaces of the lip flanges 43.
- a free-pivoting stop device 45 shown in FIG. 4 overlies the platform surfaces 44 over which the strips pass downstream of the separating station means 40.
- the stop device 45 has a vertically downward directed tooth portion 46 for engaging strips 16A against the platform surfaces 44 and a counterweight block portion 47.
- the stop device pivots about a pin mounting 48.
- the tooth portion 46 is prevented from pivoting counterclockwise as shown in FIG. 4 past vertical since the tooth portion 46 is too long to clear the platform surface 44 in such a counterclockwise movement, and thus the tooth holds the strips 16A against the platform surface to prevent backward movement thereof.
- pincer 50 advances the bags in the chain 11 and operates in regions C and D.
- the pincer 50 carries expandable jaw means 51 for grasping each filled bag in region C, as shown in FIG. 9, pulling the filling bag through the operations of region C, as shown in FIG. 10, and transporting the separated, individual bag fully away from regions B and C to where the jaw means open, as shown in FIG. 12, to release the bag.
- the pincer 50 is formed by an arm frame 52, at the free end of which the jaw means 51 is disposed and the other end of which is mounted for lateral rotation about a vertical pin 53, as shown in FIG. 12.
- the jaw means 51 is arranged with a first grasping jaw 54 stationarily mounted on the arm frame 52 and a second cooperating grasping jaw 55 in the form of a toggle plate pinned at one end on the arm frame 52 and at the other end on the outer end of a link arm 56 loosely supported on the arm frame 52.
- the opposed inner end of the link arm 56 projects through an opening 57 in the arm frame and is formed at the tip with a cam follower surface 58 which cooperates with a mounting wall edge 59 serving as a cam.
- the link arm 56 is biased inwardly on the arm frame 52 by a spring connection 60.
- a stop member 61 is formed on the link arm 56.
- the toggle-actuated jaw 55 closes onto the stationary jaw member 54 when the link arm 56 is relatively depressed through the opening 57 in the arm frame 52, with the recessed portion of the cam follower surface 58 on the link arm riding along the cam wall surface 59 and the stop 61 contained within the hollow of the opening 57.
- the cam follower surface 58 of the link arm is engaged against the cam wall surface 59 under the action of the spring 60.
- the toggle-actuated jaw 55 releases and spreads apart from the stationary jaw 54 when the relatively raised portion of the cam follower surface 58 on the link arm becomes engaged on the cam wall surface 59.
- the toggle-actuated jaw 55 is held in a spread-apart or open position relative to the other jaw 54 with continued movement of the relatively raised portion of the cam follower surface 58 over the cam wall 59 by virtue of the stop 61 being raised out of the opening 57 against the action of the spring 60 and lodging on the ledge surface of the arm frame 52 at the outer end of the opening 57.
- the toggle-actuated jaw 55 remains in the open configuration as shown in FIG. 12, by virtue of the engagement of the stop 61 on the ledge surface of the arm frame 52, until, referring to FIG. 3, the pincer 50 rotates back towards region C and the link arm 56 engages upon a projection 62 forcing the stop laterally back off the ledge of the arm frame 52 and, under the biasing action of the spring 60, into the opening 57.
- the jaw 55 closes onto the stationary jaw 54 when the abutment 62 has engaged in the link arm 56.
- the grip jaw means 51 is disposed in region C, as shown in FIG. 9, the grip jaws 54 and 55 grasping the pull flanges 14 of the filled bag therebetween, illustrated in FIG. 7.
- the jaws 54 and 55 tightened on the pull flanges of the filled bag advance the filled bag therebetween, illustrated in FIG. 7.
- the jaws 54 and 55 tightened on the pull flanges of the filled bag advance the filled bag laterally through region C stations and, as long as the filled bag pull flanges continue to be connected with the continuous strips 16 as shown in FIG.
- the opening and closing of the jaws 21 and 22 in the filling station of region B is effected by the rotation of a pair of interengaging gear wheels 70 and 71 respectively connected to the jaws 21 and 22 and rotatable about the vertical pin supports on which the jaws pivot.
- one gear wheel 71 is biased by spring connection 72 for rotational movement drawing the filling station jaws 21 and 22 into their aligned, closed position illustrated in FIG. 3.
- the other gear wheel 70 is connected with a drive transmission linkage 73 which serves to rotate gear wheel 70 and gear wheel 71, against the force of the spring 72 to cause the filling station jaws 21 and 22 to spread apart, as shown in FIG. 6, leading to opening and filling of the bag in the filling station.
- the drive transmission link means 73 is a lost-motion linkage wherein an elongated rod 74 has a free end 75 disposed for slidable movement through a support bracket 76 fixedly mounted on the pincer arm frame 52 adjacent a lower end thereof.
- the other end of the rod 74 is pin-connected to a link 77 which is fixed, such as by welding, to the gear wheel 70.
- An adjustable stop mechanism 78 in the form of a threaded double nut arrangement, is disposed along the outer length of the free end portion of the rod 74.
- the stop mechanism 78 serves to engage with rod support surfaces of the bracket 76 as the pincer 50 moves in region D carrying a separated and filled bag to its second point of disposition for releasing the filled bag.
- the degree to which the filling station jaws 21 and 22 spread apart may be varied, such as depending upon the size of the bag being filled, by linear adjustment of the stop mechanism 78 along the length of the rod 74.
- the lateral arc movement of the arm frame of the pincer 50 in drawing a filled bag from region C fully into region D is powered by a foot treadle 80, operatively connected through a drive transmission means 81 to the arm frame 52, as indicated in FIG. 1.
- the drive transmission means 81 as illustrated in FIGS. 3 and 11, is such that depression of the foot treadle 80 tensions a wire 82 connected at its other end to a wheel 83 which operates a coaxial bevel gear 84, bringing about rotation of the wheel 83 and bevel gear 84.
- a pivotal lever arm may be used in place of the wheel 83.
- the bevel gear 84 engages with a bevel gear 85 fixedly connected to the arm frame 52 and rotatable about the vertical axis of the pin 53 about which the arm frame rotates.
- depression of the foot treadle 80 brings about rotation of the arm frame bevel gear 85 such that the pincer passes from right to left as shown in FIG. 3 through its arc of movement from its first point of disposition in region C to its second point of disposition in region D.
- the wheel 83 is biased by spring connection 86 for rotational movement contrary to depression of the foot treadle 80.
- the bias of the spring connection 86 on the wheel 83 is effectively unopposed and the wheel 83 rotates driving arm fram bevel gear 85 in a counter-clockwise direction, as illustrated in FIG. 3, in turn driving the pincer 50 in its lateral arc movement from the second disposition point in region D back to the first disposition point in region C.
- the bags 12 of the chain 11 are sequentially indexed through the system 10 one bag at a time each time the foot treadle 80 is depressed.
- said apparatus comprises a bag filling station having supporting and separating jaw means for slidably engaging said ribs and separating said pull flanges and thereby said zipper of each bag for filling, and, downstream of said filling station, means for closing the zipper of said filled bag and means for separating said connecting strips from the tops of said pull flanges of said filled bag and thereby separating said filled bag
- said other end of said arm is mounted on a pivot such that said arm moves in an arc.
- a lost-motion linkage means connected between said arm and said filling station jaw means causes said jaw means to effect separating of said pull flanges upon movement of said arm away from said first point.
- said lost-motion linkage means is adjustable to vary the distance of separation of said pull flanges.
- the invention also provides for the following:
- apparatus for opening each bag mouth and separating said interlocking fastener strip profiles thereof comprising: a pair of laterally extending arms disposed for pivotal movement of like ends thereof between a closed position defining a space therebetween into which each said bag is conducted and an open position in which said arm ends are spread apart transversely of the lateral conduct path of said bags, a pair of paddles respectively disposed on said arms for projecting vertically between said inner facing surfaces of said mouth and riding on said fastener strip profiles of each said bag, and an assembly for mounting each said paddle onto its respective arm enabling said paddle to freely pivot laterally when said arms are in the closed position and lock said paddle against said pivotal movement when said arms are spread apart to the open position.
- Said assembly may comprise a pin on which said paddle laterally pivots and may be disposed in lost-motion connection permitting back and forth movement of said paddle in the direction transverse of said lateral conduct path of said bags.
- Said assembly may also comprise a tooth and groove, one associated with said arm and the other with said paddle, transversely spaced clear of one another when said arm is in the closed position and becoming lockingly engaged when said arm is moved to the open position.
- one of said tooth and groove may be in a vertically stacked like array.
- a pair of ribs respectively associated with said paddles extend transversely toward each other for abutting and transversely spacing said paddles when said arms are in the closed position.
- an apparatus for aligning said bags of said chain as said chain comprising: a sloped surface having a laterally directed channel therethrough for receiving one of said guide ribs therealong while the other guide rib and its associated connecting strip pass along the outside of said surface, such that all bags of said chain advanced from said surface are vertically draped on said chain with their mouths facing upwardly.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Basic Packing Technique (AREA)
- Closing Of Containers (AREA)
Abstract
Description
- This is a continuation-in-part application of co-pending U.S. Serial No. 746,079, filed June 18, 1985, and commonly assigned herewith.
- The invention relates to a system by which a chain of interconnected reclosable plastic bags equipped with interlocking fastener strip rib and groove profiles ("zippers") are individually opened, filled, closed, and separated from the chain for packaging.
- A zipper lock plastic bag of the type described, for example, in U.S. Patent 3,198,228 has closed bottom and side edges and a reclosable upper end mouth with interlocking fastener strip rib and groove profiles running across inner facing surfaces of the mouth. The nature of manufacture and operation of the reclosable plastic bags presents altogether different handling problems than those presented by bags arranged for heat seal closing. For instance, reclosable zipper lock bags are typically closed at their mouth ends during the manufacture process in order to allow for proper interfitting of the rib and groove members and exit the manufacturing site in that closed condition. The bag mouths must be opened at a loading site to permit filling and then closed again for packaging.
- In recent times, an automated machine was devised, as disclosed, for example, in U.S. Patent 4,490,959, for transporting, opening, filling, closing, and separately discharging reclosable zipper lock plastic bags sequentially one at a time in a fully automated manner. The bags passed through the machine are interconnected with one another in a chain. While this machine is ideal for users having relatively high production packaging requirements, there is still a need for a more economical zipper bag filling machine which is reliable and convenient, but which better suits the cost expectations and demands of relatively smaller or speciality packagers with low or intermittent production.
- The present invention concerns a method and means for filling zipper lock plastic bags which directly satisfies the cost, production, and operational requirements of the low or intermittent production packager and affords reliability and convenience, making rapid filling of zipper lock plastic bags readily available to this type of packager.
- A system, which can be manually operated, such as by hand or foot treadle lever, or automated, serves to open (for filling), close and separately discharge reclosable zipper lock plastic bags sequentially one at a time as the bags are conducted through the system laterally connected together with one another in a chain. The bags are top fillable and of a construction wherein each bag has closed bottom and side edges and reclosable zipper profiles extending across the top of each bag with upstanding front and rear pull flanges extending above the zipper profiles. The bags are partially separated by separations closing their adjacent sides, the separations extending upwardly past the zipper profiles to the tops of the pull flanges. Respective continuous strips integrally connect the tops of the front and rear pull flanges of all of the bags and thereby connect the bags in continuous series in a chain. The connecting strips have interior-facing (or exterior-facing) guide ribs extending continuously along their upper edge portions such that the bags can be slideably drawn through the system on guide rail supports. The strips are removable from the tops of the pull flanges so that the bags become separated from one another after being filled.
- The bags may enter the system with their mouth ends closed in the fashion they typically leave manufacture. Each bag is initially supported in a filling station between a pair of laterally directed arms substantially coaxial with the zipper profiles and guide ribs of the bags in the chain. Each arm has a guide rail for receiving thereacross the guide rib of one connecting strip such that the bag is supported on the arm; and each arm has a self-adjusting paddle which descends into the space between the respective pull flanges of the bag. The arms pivotally spread apart, causing the paddles to engage the front and rear surfaces of the bag pull flanges, to open the bag mouth for filling. With the bag filled, the arms return together and the filled bag is conducted from the filling station to a closing station where a pair of closing blocks having a vertical row of lateral grooves on their opposing faces join the zipper profiles back together in locked engagement. The closed bag passes through a separating station where a knife edge extends transversely across the lateral movement path of the bag to sever the continuous strip from the pull flanges as the bag passes from the closing station. By this arrangement, the bags of the chain are consistently indexed to common points in the system for filling and separation from the remainder of the big chain.
- Each bag is individually grasped between a pair of grip jaws in the filling station. The grip jaws are part of a pincer which is disposed for pivotal movement toward and away from the filling station. The pincer movement also powers the spreading and closing of the arms in the bag filling station. The grip jaws release each filled, closed, and severed bag away from the filling station and are then returned to the filling station for a repeat of the process.
- The movement of the pincer serves to conduct the bags of the chain through the system, as well as transport each separated, closed, and filled bag to a suitable collection area away from the filling station. The pincer can be suitably automated or manually operated or, in a possible alternately simpler version of the described device, eliminated such that the bags are pulled through the system by hand with the operator's fingers gripping the free end of the pull flanges of the filled bag.
- Further embodiments and functions of the invention are disclosed in the drawings and detailed description described hereafter.
-
- FIG. 1 is a side elevational view of the inventive bag filling system;
- FIG. 2 is a cross-sectional view taken along lines II-II of FIG. 1;
- FIG. 3 is a plan elevational view of the inventive bag filling system of FIG. 1, showing movement of the pincer means;
- FIG. 4 is a side elevational view of the inventive bag filling system as a filled, closed, and separated bag is withdrawn from the filling station;
- FIG. 5 is a cross-sectional view taken along lines V-V of FIG. 4;
- FIG. 6 is a plan cross-sectional view of the inventive bag filling system showing opening of the filling station jaws and a filled, closed, and severed bag being drawn from the filling station;
- FIG. 7 is a transverse cross-sectional view of the inventive bag filling system looking downstream from the filling station;
- FIG. 8 is a cross-sectional view taken along the lines VIII-VIII of FIG. 7;
- FIG. 9 is a partial plan elevational view of the portion of the inventive bag filling system downstream of the filling station when the grip jaws of the pincer means grip a filled bag;
- FIG. 10 is a partial plan elevational view of the portion of the inventive bag filling system downstream of the filling station on the grip jaws of the pincer means drawing a filled bag through the closing blocks and past the knife edge;
- FIG. 10A is a schematic side-elevational view of the knife edge cutting angle relative to the bags;
- FIG. 11 is a partial side-elevational view of the drive transmission means; and
- FIG. 12 is a partial cross-sectional plan elevational view of the pincer means when the grip jaws therof are opened.
- The present invention is directed to a packaging system particularly adapted for loading reclosable zipper lock plastic bags initially arranged in a bag chain. Each bag is characterized by closed bottom and side edges and a reclosable upper end mouth having a pair of cooperatively interlocking fastener strip profiles formed with respective engageable rib and groove elements.
- FIG. 1 serves to generally illustrate the inventive
bag filling system 10 in whichzipper lock bags 12, arranged in a chain 11, pass laterally from right ot left as shown in FIG. 1 sequentially through a series of operations. - Each bag is formed with a laterally directed zipper 13 (comprising the reclosable interlocking rib and groove profile strips) extending between the opposed side edges of the bag and defining a top fillable bag mouth. Upstanding from the profile strips of the
zipper 13 are front andrear pull flanges 14. The bags are partially separated from one another in the chain 11 byseparation spaces 15, theseparations 15 extending upwardly past thezipper 13 and to tops of thepull flanges 14. With particular reference to Fig. 2, respectivecontinuous strips 16 integrally connect the tops of the front andrear pull flanges 14 of all of the bags in the chain and thereby serve to connect the bags in continuous series. The connectingstrips 16 haveguide ribs 17 extending laterally continuously along their upper edge portions, serving as support rails so that the connected bags can be slidably drawn through thesystem 10. Removal of thestrips 16 from the tops of the pull flanges results in the bags being separated from one another by virtue of theseparations 15. In the preferred arrangement, the side edges of thepull flanges 14 for each bag are secured together at theseparations 15, and the secured pull flange edges remaining secured after removal of thestrips 16. Thebags 12 are vertically draped and the chain 11 is disposed for advancement laterally from right to left as shown in FIG. 1 through thesystem 10. Thesystem 10 is adapted to handle thebags 12 with their zippers closed, which is the typical disposition of the bags following manufacture. - The
system 10, as shown in FIG. 1, may be broken down into multiple regions of operation which sequentially act upon the bags in the chain 11. At region A, there is provided a stationary guide track element in the form of an upwardlysloped plow 20 having a laterally directed channel therethrough for preferably receiving only one of theguide ribs 17 therealong while the other guide rib and its connecting strip pass along the outside of the plow. Theplow 20 serves to support and align the bag chain for entry into the bag filling and separating mechanism and straighten out any bags of the chain that may be flipped over such that all bags entering the mechanism are in a proper vertically draped disposition with their bag mouths facing upward. - Region B defines a filling station in which each bag of the chain stops and is regularly aligned. At the filling station, the
pull flanges 14 of the bag are adapted to be engaged and firmly opened apart in a direction transverse to the lateral movement of advancement of the bags through thesystem 10 for effecting opening of thezipper 13 of the bag, such that the bag may be filled. After filling, the pull flanges of the bag are drawn back together in the filling station, the bags being supported in the filling station on the guide track means respectively engaging with theguide ribs 17 of the bag. The filled bag is then advanced to region C at which the zipper profiles of the bag are pressed back together so as to be in interlocking engagement and thecontinuous strip portion 16 of the bag is separated from thepull flange portion 14, such as with a knife edge. In region D, there operates a pincer means which moves between a first point located in region C and a second point substantially away from the filling station and serves to grasp each filled bag and draw the bag through the operations of the region C, the result of which is the filled bag is reclosed and separated from the upstream end of the bag chain 11. The pincer means moves the separated and filled bag fully away from the filling station to the second point at which its grasp on the bag is released. The particular mechanisms for operating thebag filling system 10 will now be described. - This pincer movement which controls the movement of the bags through the system can be automated. Alternately, the system can be simplified and the bags grasped and pulled through by a person's fingers.
- With reference to FIGS. 3-6, the upper ends of the bags are received in the filling station from the
guide track device 20 between a par of jaws orarms jaws guide structure 23 having alip end 24 overhanging the platform and defining therebetween a separation space to serve as a track groove for slidably receiving the upper end of thecontinuous strip 16 of the bags such that therespective guide ribs 17 are held within the track groove for vertical grasping support of the bags in the filling station. On each platform, there is provided a bag pull flange gripper means 26 having a vertically downwardly extendingpaddle portion 27 for engaging the inner surface of a respective bag pull flange. - The
paddle 27 is connected to abracket 28 which is disposed for free pivotal movement about a transversely extendingbar 29 mounted on the platform. Thebracket 28 is loosely supported for a lost-motion effect on thebar 29, and is formed with a downwardly extendingflange 30 on the other side of the bracket form thepaddle 27. With particular reference to FIG. 5, theflange 30 has an inwardly directedtooth 31 formed at its lower end for selectively engaging in any one of a vertical row of laterally directedtooth grooves 32 formed on the back wall of the platform'sguide structure 23. Theguide structures 23 are adjustably fixed by suitable means inchannels 25 along the platforms ofjaws - The
paddles 27 of the filling station jaws are disposed between thecontinuous strips 16 of each bag as it enters the filling station, at which time thejaws paddles 27 are kept slightly apart, thus avoiding contact friction between them, by virtue ofspacer ribs 27A respectively disposed on thebrackets 28 and extending inwardly thereof to abut one another. These ribs maintain spacing between the paddles and, when abutting one another, maintain the associated teeth andgrooves brackets 28 and the spaced clear disposition of the teeth andgrooves paddles 27 to drop freely downward between the pull flanges of the bag, abutting on top of theclosed zipper 13. When the fillingstation jaws bracket teeth 31 engages inappropriate tooth grooves 32 locking thepaddles 27 against possible rotational movement up and out from between the pull flanges. In this manner, thepaddles 27 serve to clamp the pull flanges of the bag such that thejaws flanges 14 apart and thereby separate the closable zipper of each bag at the filling station. The vertical array oftooth grooves 32 for selective operation with thebracket tooth 31 serves as a self-adjusting locking device on the disposition of thepaddles 27 which allows for possible manufacturing variations in the depth from the top of the bags at which thezipper 13 is situated. When thejaws pull flanges 16 andzipper profiles 13 of the bag in the filling station are forcibly spread apart and the bag mouth is opened for top filling. - After the zipper of the bag in the filling station has been separated and the bag filled through the now open bag mouth, the
jaws - To perform their functions, the
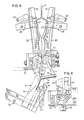
paddles 27 need to rest on or near the zipper profiles. During the transfer of the bag chain, however, the paddles are pushed by weld spots closing together the ends of the zipper profiles of each bag. Thus, thepaddles 27 need to be freely pivotable (about bars 29) to allow for movement of the weld spots thereunder, as well as to freely adjust for differences among bags in vertical height between zipper profiles and the tops of the pull flanges. Nevertheless, it is also necessary to prevent thepaddles 27 from being free to pivot laterally out of the bag mouth during the bag opening phase. Thus, the selective locking action of theteeth 31 andgrooves 32 cause thepaddles 27 to be held against rotational movement for opening of the bag mouth and zipper profiles to permit filling. The loose, lost-motion disposition of thepaddle brackets 28 onbars 29 enable the paddles to shift between the phases when thepaddles 27 must be freely pivotable and when the paddles must be locked to grip the bag surfaces during spreading apart of thejaws - In region C, there is provided a closing station means 30A and a separating station means 40. With reference to FIGS. 7 and 10, the closing station means 30A serves to force back together the zipper profiles of the filled bag into closed interlock by utilizing a pair of transversely facing
surfaces zipper portion 13 of the filled bag is passed. One of the facingsurfaces 32A may be resiliently biased by aspring connection 33 about apivot pin 34, as shown in FIG. 10, to effect a transverse pressure on the zipper passing between the closing station surfaces 31A and 32A, supporting the filled bag as well as effecting closing together of the zipper profiles. The zipper profiles are engaged in transversely opposed laterally runninggrooves 35 formed on the facingsurfaces groove 35 is capable of fitting the respective zipper profile. There are a plurality ofgrooves 35 on each facing surface disposed in a vertical row, so that this arrangement ofgrooves 35 accommodates manufacturing dimensional variations in the relative vertical disposition of thezipper 13 among the bags in the chain 11, or between different size zipper bag chains. - Disposed above and just downstream of the closing station means 30A is a
knife edge 41 which serves as the separation station means 40. Theknife edge 41 extends transversely across the advancement path of the filled bag as shown in FIG. 10, and is mounted with a slight vertically upward rake as shown schematically in FIG. 10A to instill a downward force on the bag as it is cut. The knife edge engages each bag at the tops of thepull flanges 14 and just below the tops of theseparations 15 for removing thecontinuous strips 16 from the bag. The filled bag is advanced past theknife edge 41 and in doing so passes into region D as an individual bag separated from the chain 11 as shown bybag 12A in FIG. 1. - The removed continuous strips are advanced out of region C into region D, as shown by separated
strips 16A in FIGS. 1 and 4, due to the further advancement of the remainder of the chain 11. As shown in FIG. 7 thestrips 16 are supported in region C for lateral movement above the filled bag being separated therefrom by virture ofguide track elements 42 havinglip flanges 43 defining a gap thereacross from platform surfaces 44 into which thecontinuous strips 16 extend such that theguide ribs 17 slidalby abut along the back surfaces of thelip flanges 43. - To prevent possible backward movement of the separated strips 16A being advanced from region C and to further support the strips, a free-pivoting
stop device 45 shown in FIG. 4 overlies the platform surfaces 44 over which the strips pass downstream of the separating station means 40. Thestop device 45 has a vertically downward directedtooth portion 46 for engagingstrips 16A against the platform surfaces 44 and acounterweight block portion 47. The stop device pivots about a pin mounting 48. Thetooth portion 46 is prevented from pivoting counterclockwise as shown in FIG. 4 past vertical since thetooth portion 46 is too long to clear theplatform surface 44 in such a counterclockwise movement, and thus the tooth holds thestrips 16A against the platform surface to prevent backward movement thereof. - As shown in FIG. 3,
pincer 50 advances the bags in the chain 11 and operates in regions C and D. The pincer 50 carries expandable jaw means 51 for grasping each filled bag in region C, as shown in FIG. 9, pulling the filling bag through the operations of region C, as shown in FIG. 10, and transporting the separated, individual bag fully away from regions B and C to where the jaw means open, as shown in FIG. 12, to release the bag. Thepincer 50 is formed by anarm frame 52, at the free end of which the jaw means 51 is disposed and the other end of which is mounted for lateral rotation about avertical pin 53, as shown in FIG. 12. - The jaw means 51 is arranged with a first
grasping jaw 54 stationarily mounted on thearm frame 52 and a second cooperating graspingjaw 55 in the form of a toggle plate pinned at one end on thearm frame 52 and at the other end on the outer end of alink arm 56 loosely supported on thearm frame 52. As shown in FIG. 12, the opposed inner end of thelink arm 56 projects through anopening 57 in the arm frame and is formed at the tip with acam follower surface 58 which cooperates with a mountingwall edge 59 serving as a cam. Thelink arm 56 is biased inwardly on thearm frame 52 by aspring connection 60. Astop member 61 is formed on thelink arm 56. The toggle-actuatedjaw 55 closes onto thestationary jaw member 54 when thelink arm 56 is relatively depressed through theopening 57 in thearm frame 52, with the recessed portion of thecam follower surface 58 on the link arm riding along thecam wall surface 59 and thestop 61 contained within the hollow of theopening 57. Thecam follower surface 58 of the link arm is engaged against thecam wall surface 59 under the action of thespring 60. The toggle-actuatedjaw 55 releases and spreads apart from thestationary jaw 54 when the relatively raised portion of thecam follower surface 58 on the link arm becomes engaged on thecam wall surface 59. - As shown in FIG. 12, the toggle-actuated
jaw 55 is held in a spread-apart or open position relative to theother jaw 54 with continued movement of the relatively raised portion of thecam follower surface 58 over thecam wall 59 by virtue of thestop 61 being raised out of theopening 57 against the action of thespring 60 and lodging on the ledge surface of thearm frame 52 at the outer end of theopening 57. The toggle-actuatedjaw 55 remains in the open configuration as shown in FIG. 12, by virtue of the engagement of thestop 61 on the ledge surface of thearm frame 52, until, referring to FIG. 3, thepincer 50 rotates back towards region C and thelink arm 56 engages upon aprojection 62 forcing the stop laterally back off the ledge of thearm frame 52 and, under the biasing action of thespring 60, into theopening 57. - The
jaw 55 closes onto thestationary jaw 54 when theabutment 62 has engaged in thelink arm 56. At this point, the grip jaw means 51 is disposed in region C, as shown in FIG. 9, thegrip jaws pull flanges 14 of the filled bag therebetween, illustrated in FIG. 7. Thejaws jaws continuous strips 16 as shown in FIG. 10, this advancing action of the filled bag caused laterally forwarding indexing of the remaining succeeding bags in the chain 11 through thesystem 10. After the arm frame of thepincer 50 has sufficiently advanced the filled bag through the stations of region C such that the filled bag becomes separated from the succeeding bags of the chain, thearm frame 52 continues its arc movement laterally away from its first point of disposition in region C shown in FIG. 9, with thegrip jaws arm frame 52 is reached, shown in FIG. 12, at whichjaw 55 separates fromjaw 54 and the grip on the filled bag is released such that the filled bag drops from thepincer 50 under gravity to a suitable collecting area. - The opening and closing of the
jaws interengaging gear wheels jaws gear wheel 71 is biased byspring connection 72 for rotational movement drawing the fillingstation jaws other gear wheel 70 is connected with adrive transmission linkage 73 which serves to rotategear wheel 70 andgear wheel 71, against the force of thespring 72 to cause the fillingstation jaws - In accordance with the preferred embodiment, the drive transmission link means 73 is a lost-motion linkage wherein an
elongated rod 74 has afree end 75 disposed for slidable movement through asupport bracket 76 fixedly mounted on thepincer arm frame 52 adjacent a lower end thereof. The other end of therod 74 is pin-connected to alink 77 which is fixed, such as by welding, to thegear wheel 70. Anadjustable stop mechanism 78, in the form of a threaded double nut arrangement, is disposed along the outer length of the free end portion of therod 74. Thestop mechanism 78 serves to engage with rod support surfaces of thebracket 76 as thepincer 50 moves in region D carrying a separated and filled bag to its second point of disposition for releasing the filled bag. The degree to which thefilling station jaws stop mechanism 78 along the length of therod 74. - In accordance with the preferred embodiment, the lateral arc movement of the arm frame of the
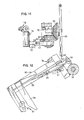
pincer 50 in drawing a filled bag from region C fully into region D is powered by afoot treadle 80, operatively connected through a drive transmission means 81 to thearm frame 52, as indicated in FIG. 1. The drive transmission means 81, as illustrated in FIGS. 3 and 11, is such that depression of thefoot treadle 80 tensions awire 82 connected at its other end to awheel 83 which operates acoaxial bevel gear 84, bringing about rotation of thewheel 83 andbevel gear 84. A pivotal lever arm may be used in place of thewheel 83. Thebevel gear 84 engages with abevel gear 85 fixedly connected to thearm frame 52 and rotatable about the vertical axis of thepin 53 about which the arm frame rotates. Thus, depression of thefoot treadle 80 brings about rotation of the armframe bevel gear 85 such that the pincer passes from right to left as shown in FIG. 3 through its arc of movement from its first point of disposition in region C to its second point of disposition in region D. Thewheel 83 is biased byspring connection 86 for rotational movement contrary to depression of thefoot treadle 80. Thus, when thefoot treadle 80 is released, the bias of thespring connection 86 on thewheel 83 is effectively unopposed and thewheel 83 rotates driving armfram bevel gear 85 in a counter-clockwise direction, as illustrated in FIG. 3, in turn driving thepincer 50 in its lateral arc movement from the second disposition point in region D back to the first disposition point in region C. - The
bags 12 of the chain 11 are sequentially indexed through thesystem 10 one bag at a time each time thefoot treadle 80 is depressed. - According to subject invention, in an apparatus for filling and separating serially connected top fillable bags one at a time laterally connected together in a chain, said bags having closed bottoms and side edges and reclosable zippers along their upper end portions with front and rear pull flanges extending above said zippers, said bags being separated from one another along their adjacent sides by separations which extend upwardly past said zippers and to the tops of said pull flanges, lateral continuous integral strips extending between the ends of said pull flanges connecting the tops of said bags above said pull flanges to one another, the upper ends of said continuous connecting strips having continuous guide ribs therealong, said apparatus comprises a bag filling station having supporting and separating jaw means for slidably engaging said ribs and separating said pull flanges and thereby said zipper of each bag for filling, and, downstream of said filling station, means for closing the zipper of said filled bag and means for separating said connecting strips from the tops of said pull flanges of said filled bag and thereby separating said filled bag from said chain, there further comprises for advancing said bags of said chain through said apparatus:
pincer means disposed at one end of an arm, the other end of which is connected to a mounting means enabling said one end of said arm to move between a first point adjacent said filling station and a second point spaced from said filling station, said pincer means having a pair of grip jaws, means for closing and opening said grip jaws, means for maintaining said grip jaws open during movement of said arm from, and including, said second point up to said first point, and means for maintaining said grip jaws closed during movement of said arm from, and including, said first point up to said second point and releasing same filled bag, after being separated from said chain, at said second point.
Moreover, said grip jaws grasp said filled bag by engaging said pull flange of said filled bag therebetween at a location vertically beneath the top of said strip. - According to another feature said other end of said arm is mounted on a pivot such that said arm moves in an arc.
- Also a lost-motion linkage means connected between said arm and said filling station jaw means causes said jaw means to effect separating of said pull flanges upon movement of said arm away from said first point. In addition said lost-motion linkage means is adjustable to vary the distance of separation of said pull flanges.
- The invention also provides for the following:
- For use in a device in which bags arranged in a chain laterally interconnected with one another are laterally conducted, each bag having a reclosable upper end mouth having interlocking fastener strip profiles running laterally across opposed inner facing surfaces of said mouth of said bag, apparatus for opening each bag mouth and separating said interlocking fastener strip profiles thereof comprising:
a pair of laterally extending arms disposed for pivotal movement of like ends thereof between a closed position defining a space therebetween into which each said bag is conducted and an open position in which said arm ends are spread apart transversely of the lateral conduct path of said bags,
a pair of paddles respectively disposed on said arms for projecting vertically between said inner facing surfaces of said mouth and riding on said fastener strip profiles of each said bag, and
an assembly for mounting each said paddle onto its respective arm enabling said paddle to freely pivot laterally when said arms are in the closed position and lock said paddle against said pivotal movement when said arms are spread apart to the open position. Said assembly may comprise a pin on which said paddle laterally pivots and may be disposed in lost-motion connection permitting back and forth movement of said paddle in the direction transverse of said lateral conduct path of said bags. Said assembly may also comprise a tooth and groove, one associated with said arm and the other with said paddle, transversely spaced clear of one another when said arm is in the closed position and becoming lockingly engaged when said arm is moved to the open position. In such apparatus one of said tooth and groove may be in a vertically stacked like array. - It is also advantageous if a pair of ribs respectively associated with said paddles extend transversely toward each other for abutting and transversely spacing said paddles when said arms are in the closed position.
- Finally, the invention provides for the following:
- For use with a mechanism for filling serially connected top fillable bags connected together in a chain, said bags having closed bottoms and side edges and a reclosable upper end mouth having interlocking zipper profiles extending laterally between said side edges of each said bag, said bags being separated from one another along their adjacent sides by separations which extend upwardly to lateral continuous integral strips extending between the side edges of each said bag and the side edges of adjacent bags connecting the tops of said bags to one another to form said chain, said continuous connecting strips having continuous guide ribs extending therealong, an apparatus for aligning said bags of said chain as said chain is conducted to said mechanism comprising:
a sloped surface having a laterally directed channel therethrough for receiving one of said guide ribs therealong while the other guide rib and its associated connecting strip pass along the outside of said surface, such that all bags of said chain advanced from said surface are vertically draped on said chain with their mouths facing upwardly. - The above description, taken in conjunction with the accompanying drawings, represents the preferred embodiment of the inventive bag filling system. Variations and modifications may be effected without departing from the spirit and scope of the novel concepts embodied in the disclosure. For example, the pincer movement and operation could be disposed for hand operation by the user and the foot treadle power transmission connected directly to the filling station jaws for the opening and closing of the bags being filled.
Claims (18)
passing said chain, with said bags vertically draped on support means, in a lateral path along which each said bag is opened at its zipper means for filling, each said filled bag thereafter has its zipper means interlockingly closed, and each said filled and closed bag has its respective strips severed from its respective pull flanges to separate said filled and closed bag from said chain,
intermittently grasping each said filled bag on said chain prior to closing of said zipper means on said filled bag and pulling said filled bag through and beyond said lateral path to effect said passing and carry said filled, closed, and separated bag away from said chain, and
powering the opening of each said bag zipper means from said pulling only upon said filled, closed, and separated bag being carried away from said chain.
advancing said chain as the lead bag thereof passes through a cutting station having a knife edge for severing said connecting strips from said pull flanges such that said lead bag is severed from said chain between the separated sides of said lead bag, and
halting advancement of said chain when said lead bag is separated from said chain.
a filling station means for spreading apart said pull flanges and said zipper means of each said bag to open said bag for filling,
a closing station means for interlocking said zipper means,
a separation station means for removing said continuous strips from each said bag between said separations, and
advancing means for grasping each said opened bag and drawing said opened bag operatively through said closing and separating station means such that said chain is indexed through said apparatus bag-by-bag to a common point where a filled bag becomes separated from said chain.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US87444786A | 1986-06-16 | 1986-06-16 | |
| US874447 | 1986-06-16 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0249868A2 true EP0249868A2 (en) | 1987-12-23 |
| EP0249868A3 EP0249868A3 (en) | 1988-12-07 |
| EP0249868B1 EP0249868B1 (en) | 1991-03-20 |
Family
ID=25363795
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87108373A Expired - Lifetime EP0249868B1 (en) | 1986-06-16 | 1987-06-10 | Zipper bag filling machine and process |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0249868B1 (en) |
| JP (1) | JPS638A (en) |
| AU (1) | AU599921B2 (en) |
| DE (1) | DE3768711D1 (en) |
| DK (1) | DK301187A (en) |
| ES (1) | ES2022207B3 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992007764A1 (en) * | 1990-11-06 | 1992-05-14 | Thorsted Maskiner A/S | An apparatus for opening and closing laterally coherent, flat bag members for filling thereof |
| WO1995004651A1 (en) * | 1993-08-05 | 1995-02-16 | Minigrip Flexible Packaging Limited | Plastic bag chain with support means |
| WO1995023736A1 (en) * | 1994-03-01 | 1995-09-08 | Endre Joo | Method and apparatus for manufacturing, filling, and closing reclosable plastic bags |
| WO2018177490A3 (en) * | 2017-03-27 | 2019-12-26 | Schur Technology A/S | Bag web and method and equipment for packing items |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103004603A (en) * | 2012-12-27 | 2013-04-03 | 福建农林大学 | Plant regeneration method for butterfly orchid |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4490959A (en) * | 1982-09-30 | 1985-01-01 | Signode Corporation | Method and mechanism for filling bags |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB994307A (en) * | 1961-11-27 | 1965-06-02 | Seisan Nipponsha Kk | Material for forming plastics bags and bags made therefrom |
| US3813845A (en) * | 1972-06-23 | 1974-06-04 | Gen Films Inc | Filling and sealing system |
| JPS5232460U (en) * | 1975-08-27 | 1977-03-07 |
-
1986
- 1986-09-08 AU AU62419/86A patent/AU599921B2/en not_active Ceased
- 1986-10-03 JP JP61234716A patent/JPS638A/en active Pending
-
1987
- 1987-06-10 ES ES87108373T patent/ES2022207B3/en not_active Expired - Lifetime
- 1987-06-10 EP EP87108373A patent/EP0249868B1/en not_active Expired - Lifetime
- 1987-06-10 DE DE8787108373T patent/DE3768711D1/en not_active Expired - Fee Related
- 1987-06-12 DK DK301187A patent/DK301187A/en not_active Application Discontinuation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4490959A (en) * | 1982-09-30 | 1985-01-01 | Signode Corporation | Method and mechanism for filling bags |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992007764A1 (en) * | 1990-11-06 | 1992-05-14 | Thorsted Maskiner A/S | An apparatus for opening and closing laterally coherent, flat bag members for filling thereof |
| WO1995004651A1 (en) * | 1993-08-05 | 1995-02-16 | Minigrip Flexible Packaging Limited | Plastic bag chain with support means |
| WO1995023736A1 (en) * | 1994-03-01 | 1995-09-08 | Endre Joo | Method and apparatus for manufacturing, filling, and closing reclosable plastic bags |
| WO2018177490A3 (en) * | 2017-03-27 | 2019-12-26 | Schur Technology A/S | Bag web and method and equipment for packing items |
| CN110891866A (en) * | 2017-03-27 | 2020-03-17 | 舒尔技术股份公司 | Bag web and method and apparatus for packaging articles |
| CN115285401A (en) * | 2017-03-27 | 2022-11-04 | 舒尔技术股份公司 | Bag web and method and apparatus for packaging articles |
| US12071268B2 (en) | 2017-03-27 | 2024-08-27 | Schur Technology A/S | Bag web and method and equipment for packing items |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3768711D1 (en) | 1991-04-25 |
| JPS638A (en) | 1988-01-05 |
| AU6241986A (en) | 1987-12-17 |
| DK301187D0 (en) | 1987-06-12 |
| AU599921B2 (en) | 1990-08-02 |
| EP0249868B1 (en) | 1991-03-20 |
| EP0249868A3 (en) | 1988-12-07 |
| DK301187A (en) | 1987-12-17 |
| ES2022207B3 (en) | 1991-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4848064A (en) | Zipper bag filling machine and method | |
| US6000197A (en) | Process and machine for forming bags having a fastener assembly with transverse profiles | |
| US4665552A (en) | Zipper equipped bags and method of and means for manually filling and separating them | |
| US7048441B2 (en) | Method and system for filling goods in bags from a coherent series of bag members | |
| US4452597A (en) | Method and apparatus for forming stacks of sacks | |
| US4215520A (en) | Apparatus for making, filling, closing and boxing bags | |
| US4514962A (en) | Method and apparatus for filling reclosable bags | |
| US4850178A (en) | Device for opening a double link bag chain | |
| GB1589345A (en) | Apparatus for the forming filling and sealing of bags | |
| MXPA97006162A (en) | Packing machine, material and met | |
| JPH0455928B2 (en) | ||
| CA1128124A (en) | Battery plate wrapping machine | |
| JPH1035604A (en) | Continuous packaging machine | |
| DE2618690C3 (en) | Packing machine | |
| EP0249868B1 (en) | Zipper bag filling machine and process | |
| JPH11503697A (en) | Bottom loading basket type carton loading device | |
| US4490959A (en) | Method and mechanism for filling bags | |
| US5056202A (en) | Apparatus for making and transporting stacks of foil sections | |
| US4015515A (en) | Apparatus for inserting liners in bags | |
| FR2476021A1 (en) | Automatically filling and sealing plastic bags - machine holds bags, fills, presses sides, welds and drops bags on conveyor | |
| EP0164043B1 (en) | Apparatus for forming secured bundles of bags | |
| US4522017A (en) | Registration of bags in a filling machine | |
| US4204381A (en) | Banding machine, in particular for banding bundles of bank notes | |
| CN212829547U (en) | Automatic packaging line for multiple rows of packaging bags | |
| US5662454A (en) | Device for automatically filling a container for collecting flat objects |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE CH DE ES FR GB IT LI SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE CH DE ES FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19881128 |
|
| 17Q | First examination report despatched |
Effective date: 19900710 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE ES FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 3768711 Country of ref document: DE Date of ref document: 19910425 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19930505 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19930506 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19930511 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19930517 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19930519 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19930528 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930719 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19940610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19940611 Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19940611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19940630 Ref country code: CH Effective date: 19940630 Ref country code: BE Effective date: 19940630 |
|
| BERE | Be: lapsed |
Owner name: MINIGRIP EUROPE G.M.B.H. Effective date: 19940630 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 87108373.9 Effective date: 19950110 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19950228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19950301 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 87108373.9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050610 |