EP0202744A2 - Catalytic dewaxing process - Google Patents
Catalytic dewaxing process Download PDFInfo
- Publication number
- EP0202744A2 EP0202744A2 EP86302486A EP86302486A EP0202744A2 EP 0202744 A2 EP0202744 A2 EP 0202744A2 EP 86302486 A EP86302486 A EP 86302486A EP 86302486 A EP86302486 A EP 86302486A EP 0202744 A2 EP0202744 A2 EP 0202744A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- catalyst
- dewaxing
- reactor
- temperature
- zeolite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G45/00—Refining of hydrocarbon oils using hydrogen or hydrogen-generating compounds
- C10G45/58—Refining of hydrocarbon oils using hydrogen or hydrogen-generating compounds to change the structural skeleton of some of the hydrocarbon content without cracking the other hydrocarbons present, e.g. lowering pour point; Selective hydrocracking of normal paraffins
- C10G45/60—Refining of hydrocarbon oils using hydrogen or hydrogen-generating compounds to change the structural skeleton of some of the hydrocarbon content without cracking the other hydrocarbons present, e.g. lowering pour point; Selective hydrocracking of normal paraffins characterised by the catalyst used
- C10G45/64—Refining of hydrocarbon oils using hydrogen or hydrogen-generating compounds to change the structural skeleton of some of the hydrocarbon content without cracking the other hydrocarbons present, e.g. lowering pour point; Selective hydrocracking of normal paraffins characterised by the catalyst used containing crystalline alumino-silicates, e.g. molecular sieves
Definitions
- This invention relates to methods for the dewaxing of heavy distillates and residual hydrocarbon liquids.
- U. S. Patent No. Re 28,398 describes a process for catalytic dewaxing with a catalyst comprising a zeolite of the ZSM-5 type and a hydrogenation/ dehydrogenation component.
- a process for hydrodewaxing a gas oil with a ZSM-5 type catalyst is also described in U. S. Patent No. 3,956,102.
- a Mordenite catalyst containing a Group VI or Group VIII metal may be used to dewax a distillate from a waxy crude, as described in U. S. Patent No. 4,100,056; U. S. Patent No.
- 3,755,138 describes a process for mild solvent dewaxing to remove high quality wax from a lube stock, which is then catalytically dewaxed to specification pour point.
- U. S. Patent No. 4,222,855 to Pelrine et al discloses dewaxing over a ZSM-23 or a ZSM-35 type catalyst.
- Catalytic dewaxing processes may be followed by other processing steps such as hydrodesulfurization and denitrogenation in order to improve the quality of the product.
- U.S. Patent No. 3,668,113 describes a catalytic dewaxing process employing a Mordenite dewaxing catalyst which is followed by a catalytic hydrodesulfurization step over an alumina-based catalyst.
- U. S. Patent No. 4,400,265 describes a catalytic dewaxing/hydrodewaxing process using a ZSM-5 type catalyst wherein gas oil is catalytically dewaxed followed by hydrodesulfurization in a cascade system.
- the waxy components are cracked by the zeolite into lighter products including paraffins, olefins and aromatics, some of which may remain in the lube oil boiling range.
- Olefinic products are unstable to oxidation and must be removed. They may be removed by treatments such as hydrofinishing which uses catalysts to saturate the olefins and improve the oxidation stability of .the oil.
- the hydrofinishing catalysts generally used are mild hydrogenation catalysts, such as a GoMo/Al 2 O 3 type. The color of the oil may also be improved in this hydrofinishing.
- U. S. Patent No. 4,428,819 to Shu et al discloses a process for hydrofinishing a catalytically dewaxed oil in which the residual wax content of the dewaxed oil is isomerized over a hydroisomerization catalyst.
- heavier lube fractions contain waxy components comprising normal paraffins, branched paraffins and cyclo paraffins.
- a shape-selective catalyst such as HZSM-5
- HZSM-5 is a ZSM-5 type catalyst with only hydrogen attached to-its active sites, rather than metals.
- lighter products also tend to be either more difficult to crack, such as low molecular weight paraffins, or easier to polymerize, such as low molecular weight olefins. They also possess a tendency to coke more readily than their heavier counterparts, so as to thereby retard the conversion of the heavier molecules to an even greater extent.
- a catalyst which essentially constitutes a shape selective zeolite for example, a zeolite exemplified by ZSM-5 for the dewaxing of liquid petroleum or lube stocks.
- aluminosilicate zeolite catalysts such as ZSM-5 or other zeolites having smaller pore openings, are disclosed in U. S. Patent No. 4, 222,855 to Pelrine et aI and in U. S. Reissue Patent No. Re. 28,398 to N. Y. Chen.
- U. S. Patent No. 4,357,232 to Holland et al discloses a dewaxing process which operates at a temperature not to exceed 675° to 700°F, and which pretreats a dewaxing feedstock in a zeolite sorbent bed, which is a type of guard bed, prior to dewaxing.
- U. S. Patent No. 4,247,388 to Banta et al discloses treatment of zeolites to reduce an initially high alpha activity to within a range of 55 to 150 alpha prior to use as catalysts in a hydrodewaxing operation.
- lube dewaxing reactors operate at a start-of-cycle temperature of 282 to 304°C (540° to 580°F), and the operating temperature is increased 1.1 to 6°C by 2 to 10.0°F) per day, depending on feed, catalyst and space velocity, to compensate for decreasing catalyst activity and produce a lube of predetermined pour point. Temperature is increased to an end-of-cycle temperature of 346 to 368°C (655° to 695°F). Then the reactor is shut down and the catalyst regenerated.
- Dewaxing catalyst regeneration is usually accomplished by high temperature H 2 regeneration, conducted between 482 and 527°C (900 and 980°F).
- H 2 regeneration conducted between 482 and 527°C (900 and 980°F).
- the catalyst loses activity with each subsequent regeneration, because a residue is left on the catalyst and the residue deactivates the catalyst.
- the residue usually contains high amounts of nitrogen, sulfur and oxygen.
- oxygen regeneration is employed to burn the residue off the catalyst and achieve activity resembling that of fresh catalyst.
- oxygen or halogen regeneration restores catalyst activity, they are expensive, and the high temperature of regeneration may result in catalyst sintering.
- Catalyst regeneration is described in U. S. Patent Nos. 3,904,510; 3.986,982; and 3,418,256.
- the present invention provides a process for dewaxing a waxy hydrocarbon feedstock by catalytically dewaxing the feedstock at elevated temperature and space velocity between 0.1 and 10 LHSV with a shape-selective crystalline zeolite dewaxing catalyst having a Constraint Index of 1-12 to produce a dewaxing product characterized by recycling to the process dewaxed product to provide a recycle to feedstock ratio of 0.5 to 20 and operating the catalytic dewaxing reaction at a temperature of 260 to 316°C.
- the present process is applicable to feed- stocks, including lube stocks, when a low wax content is desired in the final product and, in particular, is applicable to feeds with pour points higher than 70°F (21 °C).
- the feeds may be virgin or pretreated hydrocarbons, such as those which have undergone furfural treatment to reduce aromatics content prior to dewaxing.
- the dewaxing unit 10 operates at a temperature of 260 to 316°C (500 to 600°F) preferably 260 to 302°C (500 to 575°F) a conventional pressure preferably between 170 to 14,000 kPa (100 to 2000 psig) a space velocity between 0.1 and 10 LHSV - (liquid hourly space velocity), preferably 0.25 to 3.0 LHSV.
- Hydrogen is preferably provided in hydrogen stream 4, in at least 90- volumes H2/volume liquid at standard conditions, V/V, (500 SCF/bbl).
- the product stream 26 may then pass to downstream processing, such as hydrofinishing, to produce final product.
- the dewaxing catalyst is a shape-selective zeolite, preferably ZSM-5, and preferably has an activity measured by an alpha value between 50 and 900, most preferably between 150 and 450, based on the zeolite.
- Unit 10 may contain one or more reactors in series or parallel.
- the reactors are preferably downflow fixed bed reactors.
- hydrogen addition provides 90 to 1,800 V/V (500 to 10,000 SCF/bbl).
- the feedstock 2 may pass through a catalyst guard bed (not shown) prior to entering the unit 10.
- the guard bed removes catalyst poisons, which include cyclic heteroatom compounds, such as phenols.
- the dewaxing temperature is a critical parameter for increasing cycle length. Dewaxing at low temperature, less than 316°C (600°F). preferably less than 302°C (575°F), favors low aging rates. At dewaxing temperatures above 316°C, aging rates are high, 1.1 to 6°C, (2°-10°F/day). Although an explanation for these observations is not obvious, there may be two competing reactions taking place: dewaxing and poisoning. The aging process is related to diffusion of the poisons into the zeolite and the elimination of active sites and/or bulky poisons on the surface of the zeolite react to become smaller and thus penetrate the pore and poison the active sites. Of course, the dewaxing reaction is still taking place, but at an unfavorable rate.
- catalyst activity is measured by the alpha test described below.
- the alpha of the catalyst or zeolite portion of the catalyst may be measured, wherein catalyst alpha equals zeolite alpha multiplied by weight fraction of zeolite on catalyst. Therefore, combining low temperature and high alpha value reduces the aging rate and increases cycle time.
- Fig. 2 shows the invention in which a feedstock 2 is combined with a hydrogen stream 4 and passes into a dewaxing unit 10 under the operating conditions described above.
- the dewaxing unit 10 produces a dewaxed reactor effluent 12 which passes to a separation unit 20 to form a vapor stream 22 and a liquid stream 24.
- the liquid stream 24 is separated into a product stream 26 and a recycle stream 28.
- Recycle stream 28 is then combined with the feedstock 2 and recycled to the catalytic dewaxing unit 10.
- the recycle ratio of recycle stream 28 to feedstock 2 ranges from about 0.5 to about 20, preferably 1 to 10 and most preferably from 1 to 3.
- Fig. 3 shows a dewaxing unit 10 comprising a series of catalytic dewaxing reactors 30, 50, 70, with separation units 40, 60 located between the reactors.
- the feedstock 2 enters dewaxing reactor 30, a portion of the feedstock 2 is cracked to lighter products described below.
- a first effluent stream 32 from the first reactor 30 passes to the first separation unit 40 to form a first vapor stream 42 and a first liquid stream 44.
- the first liquid stream 44 then passes to a second catalytic dewaxing reactor 50 to crack a second portion of the first liquid stream 44 to lighter products, described below.
- the first effluent stream 32 preferably has a desired intermediate pour point between -7° and 38°C (20° to 100°F).
- the pour points of the first effluent stream 32 and the first liquid stream 44 are within 5.5°C (10°F) of one another.
- a second effluent stream 52 passes from the second reactor 50 to a second separation unit 60 to produce a second vapor stream 62 and a second liquid stream 64.
- the second liquid stream 64 then passes to a third catalytic dewaxing reactor 70, wherein a third portion of hydrocarbons from the second liquid stream 64 are cracked to lighter products.
- the lighter products include C 3 - gases and paraffinic and olefinic fragments, some of which remain in the lube oil boiling range, but most of which are in the 204°C (400°F-) b.p. range.
- the third reactor 70 produces a third effluent stream 72, which forms the lube product stream 26 which is passed to downstream processing, such as hydrofinishing into final product.
- the lube product stream 26 typically has a pour point less than -1 °C (30°F), and preferably less than -7°C (20°F).
- the second effluent stream 52 will preferably have a pour point between that of first effluent stream 32 and that of lube product stream 26.
- Reactors 30, 50, 70 operate within the same ranges of conditions of temperature, pressure, space velocity and hydrogen feed rate as in the above embodiments and employ a shape-selective catalyst having an alpha between 50 and 900 based on zeolite, preferably between 150 and 450, as in the above embodiments.
- the overall space velocity is between about 0.1 and about 10 LHSV, and preferably about the same in each reactor 30, 50, 70.
- the hydrogen to hydrocarbon ratio may range from 90 to 1,800 V/V (500 to 10,000 SCF/bbl), with hydrogen introduced via lines 4, 6 and 8 if desired.
- the separation units 40, 60 operate by lowering the pressure and flashing the first effluent stream 32 and second effluent stream 52 or by distilling the effluent streams 32, 52.
- the separation removes those by-product -materials boiling below 204°C (400°F), and preferably those boiling below 316°C (600°F).
- the compositions of the liquid streams 44, 64 and of the vapor streams 42, 62 may be adjusted, depending upon the final product specification required, by adjusting the temperature and pressure in each of the respective separation units 40, 60.
- the vapor streams 42, 62 may be sent to downstream processing, such as distillation or hydrotreating.
- Fig. 3 includes a three-reactor system with inter-reactor separation, two reactors may be adequate.
- the choice of temperature policy in the reactors may be tailored to achieve a desired product pour point.
- the temperature of the first reactor may be increased to reduce the first effluent pour point, and thus allow the temperature of the second reactor (or third) to be relatively lower to meet target pour point.
- space velocity distribution among the reactors may be tailored to achieve a desired product pour point.
- the advantage of a multiple reactor system with inter-reactor separation includes quick removal of the light by-products of the cracking of hydrocarbon ' waxes. It was found that the light by-products inhibit the cracking of remaining uncracked stock. It is theorized that the light by-products react with the remaining uncracked stock because the light reaction by-products are often olefins which may cyclize and/or alkylate to heavier components in the stock.
- the light by-products such as light hydrocarbons, especially at 204°C (400°F-) b.p., inhibit the reaction of the heavier uncracked stock because they are more rapidly absorbed into the catalyst volume, thus in effect accelerating the measured rate of catalyst aging for dewaxing to the desired product.
- the application of the temperature, space velocity and catalyst activity ranges of the invention results in additional benefits when employed in a series of reactors as in the third embodiment.
- the series of reactors with inter-reactor separation has been found to achieve the same pour point reduction, at lower temperatures and lower catalyst aging rates, as a single reactor without product separation and recycle or multiple reactors without inter-reactor separation. Therefore, multiple reactors with inter-reactor separation may operate longer within the desired ranges of temperature, space velocity and catalyst activity than a single reactor or multiple reactors without inter-reactor separation.
- the invention is effective for improving the dewaxing performance of -intermediate- pore zeolites, which are described below, because the temperature limitation of the invention reduces catalyst poisoning which forms residues after hydrogen regeneration. The residues are believed to inhibit the dewaxing activity of most dewaxing catalysts.
- the catalysts employed in the dewaxing units disclosed above may be the same type or different. However, they will possess shape-selective paraffin cracking ability and have high alpha activity of 50 to 900, preferably 150 to 450, based on zeolite. Catalysts that have shape-selective qualities include crystalline zeolite catalysts. These materials may be bound in a variety of matrices, such as those containing silica and alumina or silica or alumina alone. The catalysts may contain up to 15% metals that are known to possess a hydrogenation ability.
- the preferred hydrogenation components are the noble metals of Group VIII, especially platinum and palladium, but other noble metals, such as iridium, ruthenium or rhodium, may also be used.
- noble metals such as platinum and palladium
- other noble metals such as iridium, ruthenium or rhodium
- non-noble metals such as nickel, rhenium, tungsten, chromium and molybdenum
- Base metal hydrogenation components may also be used, especially nickel, cobalt, molybdenum, tungsten, copper or zinc.
- the metal may be incorporated into the catalyst by any suitable method such as impregnation or exchange onto the zeolite.
- the metal may be incorporated in the form of a cationic, anionic or a neutral complex, such as Pt(NH 3 ) 4 2+ , and cationic complexes of this type are found convenient for exchanging metals onto a zeolite.
- Anionic complexes are also useful for impregnating metals into the zeolites.
- a portion of the novel class of zeolites useful for dewaxing are termed medium or intermediate pore size zeolites and are characterized by an effective pore size of generally less than about 7 Angstroms, and/or pore windows in a crystal formed by 10-membered rings.
- the medium or intermediate pore size zeolites are represented by those zeolites having the structure of ZSM-5, ZSM-11, ZSM-23, ZSM-35, ZSM-38, ZSM-48 and TMA - (tetra methyl ammonium) Offretite.
- intermediate pore size an effective pore aperture probably in the range of about 5 to 6.5 Angstroms when the zeolite is in the H-form.
- Zeolites having pore apertures in this range tend to have unique zeolite characteristics and to be particularly useful in dewaxing.
- small pore size zeolites such as erionite and chabazite
- they will allow hydrocarbons having some branching into the zeolite void spaces.
- larger pore size zeolites such as the faujasites, they can differentiate between n-alkanes and slightly branched alkanes having, for example, quaternary carbon atoms.
- the effective pore size of zeolites can be measured using standard adsorption techniques and compounds of known minimum kinetic diameters.
- the preferred effective pore size range is from about 5.3 to 6.2 Angstroms. See Breck, Zeolite Molecular Sieves, 1974 (especially Chapter 8),and Anderson et al, J. Catalysis 58, 114 (1979), both of which are incorporated herein by reference.
- the acid cracking activity of zeolite catalysts is conveniently defined by the alpha scale described in an article published in Journal of Cataivsis. Vol. 6, pp. 278-287 (1966).
- the zeolite catalyst is contacted with hexane under conditions prescribed in the publication, and the amount of hexane which is cracked is measured. From this measurement is computed an "alpha" value which characterizes the catalyst for its cracking activity for hexane.
- alpha which characterizes the catalyst for its cracking activity for hexane.
- the alpha scale so described will be used herein to define activity levels for cracking n-hexane.
- a catalyst with an alpha value less than 1.0, and preferably less than 0.5, will be considered to have substantially no activity for cracking hexane.
- High alpha catalysts can be made from compositions having a low silica-to-alumina ratio, preferably in the range from 25 to 40.
- High alpha catalysts may also be made by steaming a zeolite catalyst. Steaming will increase alpha values to some extent, but excess steaming will decrease alpha values.
- a combination of low silica-to-alumina ratios and steaming would be employed to achieve alphas as high as 900 to 1000 based on zeolite.
- ZSM-5 is described in U. S. Patent No. 3,702,886 and Re. 29, 948.
- ZSM-11 is described in U. S. Patent No. 3,709,976.
- ZSM-35 is described in U. S. Patent No. 4,016,245.
- the catalysts preferred for use herein include crystalline alumina silicate zeolites having a silica-to-alumina ratio of at least 12, preferably 25 to 40, a Constraint Index of 1 to 12 and acid cracking activity (alpha value) of 50 to 900, preferably 150 to 450, based on zeolite.
- a suitable shape selective catalyst for a fixed bed reactor is an HZSM-5 zeolite with alumina binder in the form of cylindrical extrudates of about 1 to 5 millimeters.
- HZSM-5 is a ZSM-5 type catalyst with only hydrogen on the active catalyst sites and no metals on those sites.
- Zeolites characterized by such Constraint Indices induce profound transformation of aliphatic hydrocarbons to aromatic hydrocarbons in commercially desirable yields and are generally highly effective in conversion reactions involving aromatic hydrocarbons.
- These zeolites retain a degree of crystallinity for long periods in spite of the presence of steam at high temperature, which induces irreversible collapse of the framework of other zeolites, e.g., of the X and A type.
- carbonaceous deposits, when formed, may be removed by burning at higher than usual temperatures to restore activity.
- the zeolites of this class exhibit very low coke forming capability, conducive to very long times on stream between burning regenerations.
- the silica-to-alumina ratio referred to may be determined by conventional analysis. This ratio is meant to represent, as closely as possible, the ratio in the rigid anionic framework of the zeolite crystal and to exclude aluminum in the binder or in cationic or other forms within the channels. Such zeolites, after activation, acquire an intracrystalline sorption capacity for normal hexane which is greater than that for water, i.e., they exhibit "hydrophobic" properties. It is believed that this hydrophobic character is advantageous in the present invention.
- the type zeolites described freely sorb normal hexane and have a pore dimension greater than about 5 Angstroms.
- the structure preferably provides constrained access to larger molecules. It is sometimes possible to judge from a known crystal structure whether such constrained access exists. For example, if the only pore windows in a crystal are formed by 8-membered rings of oxygen atoms, then access by molecules of larger cross-section than normal hexane is excluded and the zeolite is not of the constrained type. Windows of 10-membered rings are preferred, although, in some instances, excessive puckering or pore blockage may render these zeolites ineffective.
- 12-membered rings do not generally appear to offer sufficient constraint to produce the advantageous conversions, although puckered structures exist, such as TMA offretite, which is a known effective zeolite. Also, structures can be conceived, due to pore blockage or other cause, that may be operative.
- a simple determination of the "Constraint Index" may be made by passing continuously a mixture of an equal weight of normal hexane and 3-methylpentane over a sample of zeolite at atmospheric pressure, and high temperature.
- Constraint Index approximates the ratio of the cracking rate constants for the two hydrocarbons.
- Preferred zeolites are those having a Constraint Index of 1 to 12.
- Constraint Index (CI) values for some typical zeolites are:
- Catalytically dewaxing hydrocarbons under a range of operating conditions which include a temperature between 260 to 316°C (500° to 600°F) and a space velocity from 0.1 to 10, and employs a shape-selective crystalline zeolite catalyst having an alpha value between 50 and 900 based on zeolite, will result in longer catalyst cycle length because of lowered catalyst aging rate. Cycle lengths of several months to a year may be expected. Also, by limiting the end-of-cycle reactor temperature to 316°C (600°F), fresh catalyst performance may be restored by simple hydrogen reactivation. By combining the above temperature, space velocity and alpha value range with separation of light by-products from reactor effluents, additional benefits may be achieved.
- Fig. 2 Separating a vapor stream from a dewaxing unit effluent prior to a second pass over dewaxing catalyst removes components which inhibit further dewaxing and accelerate catalyst aging. This allows the dewaxing unit to operate within the desired temperature range for longer periods of time.
- the embodiment of Fig. 2 employs product separation and recycle and the embodiment of Fig. 3 employs multiple reactors with inter-reactor separation.
- the embodiments of both Figs. 2 and 3 separate light by-products to extend the time for operation within the desired temperature range.
- the methods and apparatus of Fig. 2 is simple to put into practice.
- the catalyst Prior to testing, the catalyst was sulfided with hydrogen sulfide according to the following - schedule at 2,900 kPa (400 psig):
- Example 1 multiple pass dewaxing was tested.
- Commercial lube dewaxing is a single pass multi-phase trickle bed operation. Light products from the selective cracking of waxy molecules also undergo secondary reactions, which may inhibit the rate of the dewaxing reaction.
- the results of multiple pass dewaxing using the bright stock of Table 1 as the feed were compared with results from Example 2 for a single pass study made at various space velocities.
- the bright stock, representing the feedstock 2 was dewaxed at 2 LHSV and 2,900 kPa (400 psig) over a catalyst of unsteamed, 0.8mm (1/32”) alumina-bound Ni-ZSM-5-extrudate containing 1 wt % nickel.
- Hydrogen gas was co-fed at 450 VN (2500 SCF/bbl) with the feedstock 2 to a trickle bed test reactor.
- the test reactor had an inside diameter of 1.6 cm (5/8"), contained 10 cc of catalyst and had a thermowell 0.3cm (1/8") from its bottom. Reactor temperature was fixed at 285°C - (545 F).
- the -2°C (28°F) material was subjected to a third pass through the same catalyst at 285°C (545°F) and resulted in a lube product pour point of -13°C (8°F), which represents stream 26.
- This multiple pass procedure simulates operation of the three reactors 30, 50, 70 in series, as in Fig. 3, and demonstrates that multiple reactors at the same temperature, with inter-reactor separation 40, 60, may yield a product with desired pour point at a temperature of only 285°C (545°F) and a low residence time of 0.67 LHSV.
- Table 2 shows the product yields, pour points, viscosities and viscosity indices for this multi-pass test. Fig.
- Example 4 shows the results of Example 1 for the multi-pass tests with respect to time-on-stream in days and product pour points. It is noted that during the second and third passes, the pour points of daily samples declined with time-on-stream, suggesting that the catalyst was being reactivated by the removal of adsorbed poisons. During the line-out period and the second and third passes, the LHSV was maintained at 2 LHSV per pass. This means that the equivalent LHSV- after the second and third passes was approximately 1 and 0.67 LHSV, respectively.
- Example 2 tests simulate single pass dewax- ings as in the embodiment of Fig. 1. To determine the extent of the inhibitory effect of light by-products discussed in Example 1, the results of Example 1 for multiple pass dewaxing using the bright stock of Table 1 as the feed were then compared with results from Example 2 for single pass study made at various space velocities. At the end of the multiple pass study of Example 1, single pass tests were conducted, in the same reactor over the same catalyst, in which the space velocity was varied between 2 and 0.67, and temperature and pressure held constant at the values of Example 1. Table 2 compares product yields, pour points, viscosities and viscosity indices for both the single and multi-pass tests at corresponding LHSV's. Yields for the multiple pass products are comparable to single pass when based upon cumulative yields. Viscosities and viscosity indices, at near target point, are the same as those found for single pass products.
- Example 3 tests simulated a recycle process, as shown by Fig. 2. by blending two parts - (by weight) of the third pass product of Example 1 to represent recycle stream 28, with -13°C ((8°F) pour point, with one part of bright stock feed to represent feedstock 2.
- This blend with a pour point of 20°C (68°F) was processed in the same reactor over the same catalyst as Example 1, still operating at 285°C (545°F), at 2 LHSV based upon the blend, and 0.67 LHSV based upon the raw bright stock.
- This blend was processed for 3 days and resulted in an average product pour point of -7°C - (19°F).
- Table 2 lists the average product yield, pour point, viscosity and viscosity index for one of these processing days and compares the data with data for single pass operation without recycle. Thus, recycle under these conditions is more effective for reducing pour point of the blended feed and allows better catalyst activity at lower temperatures than single pass without recycle.
- Example 4 it is shown that operating the test reactor under much milder conditions than would be required to produce the -7°C (20°F) pour product 26 results in an extremely low catalyst deactivation rate.
- the same test reactor was operated using the same catalyst type and feed as in Example 1, at a space velocity of 2 LHSV and target pour point of -7°C (20°F) to simulate the embodiment of Fig. 1.
- a first cycle length of 16 days-resulted, and the aging rate was 2.6°C (4.7°F) per day to a- temperature of 327°C (620°F).
- the test reactor simulated the first reactor of the multi-reactor system of Fig. 3 by keeping the space velocity constant and lowering the temperature to set the target pour point at 21°C (70°F).
- Example 5 the bright stock representing feedstock 2 was dewaxed in a reactor to simulate a fixed bed, single stage process, as shown in Fig. 1.
- the catalyst is 20 cc of the same type Ni-ZSM-5 as in the above examples.
- the bright stock of Table 1 was dewaxed at 2,900 kPa (400 psig), at a start-of-cycle temperature from 260°C (500°F) to an end-of-cycle temperature of 288°C (550°F), and a hydrogen addition rate of 450 V/V (2500 SCF/bbl) to obtain a target pour point of -7°C - (20°F).
- the reactor was operated at low temperature, as opposed to conventional operation with a start-of-cycle temperature 33°C (60°F) higher and end-of-cycle of typically 357°C (675°F).
- the space velocity was 0.5 LHSV, as opposed to the space velocity of 2 LHSV employed in Example 4.
- Fig. 6 shows the results of the low temperature operation by plotting reactor temperature (°F) to obtain a -7°C (20°F) product vs. time-on-stream - (days).
- the results indicate that combining the high alpha of 275 on zeolite space velocity of 0.5 LHSV and operating it at low temperature between 260 to 288°C (500 to 550°F) results in a catalyst aging rate of only 0.18°C (0.32°F) per day.
- Conventional higher temperature operation would be expected to lead to higher aging rates of 2.8°C (5°F) or higher per day. This is indicated by Examples 6 and 7 below at 1 and 2 LHSV, respectively, to produce a -7°C (20°F) pour product.
- Example 6 employs the feed of Table 1 as in the above examples, over 10 cc of a Ni-ZSM-5 type catalyst in the same reactor as Example 1. Hydrogen partial pressure was maintained at 2,900 kPa (400 psig) and hydrogen feed rate was 450 V/V (2500 SCF/bbl). Temperature was maintained to produce a -7°C (20°F) pour point product.
- Tests were conducted at 2 LHSV in a single reactor to determine the effect of temperature on catalyst aging rate from a 293°C (560°F) start-of-cycle temperature to 316°C (600°F) and then above 316°C (600°F) to an end-of-cycle temperature of 357°C (675°F). Temperature was maintained to produce a -7°C (20°F) pour point product, while feed, catalyst, test reactor and other operating conditions were the same as in Example 6.
- Example 8 bright stock representing feedstock 2 was dewaxed in a reactor to simulate the single dewaxing unit 10 of Fig. 1 over a range of conditions from start-of-cycle to an end-of-cycle temperature of 327°C (620°F) and compared with running bright stock under the same conditions, except now running from start-of-cycle to an end-of-cycle temperature of 357°C (675°F), as presently used in commercial practice.
- 5 gms of Ni-ZSM-5 catalyst, which are taken at 327°C (620°F) end-of-cycle, contain the equivalent of 26 grams per 100 grams catalyst of residue before hydrogen regeneration.
Landscapes
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Production Of Liquid Hydrocarbon Mixture For Refining Petroleum (AREA)
- Catalysts (AREA)
Abstract
Description
- This invention relates to methods for the dewaxing of heavy distillates and residual hydrocarbon liquids.
- The dewaxing of hydrocarbons to liquids of lower pour point is a process of great commercial significance. Although alternatives exist, it is now evident that the use of shape-selective catalysts, such as a ZSM-5 type catalyst, to selectively convert those paraffins that contribute the most to high pour points has many advantages over other methods. Thus, catalytic dewaxing over shape-selective zeolites will likely be the most commercially significant dewaxing process in the hydrocarbon processing industry.
- U. S. Patent No. Re 28,398 describes a process for catalytic dewaxing with a catalyst comprising a zeolite of the ZSM-5 type and a hydrogenation/ dehydrogenation component. A process for hydrodewaxing a gas oil with a ZSM-5 type catalyst is also described in U. S. Patent No. 3,956,102. A Mordenite catalyst containing a Group VI or Group VIII metal may be used to dewax a distillate from a waxy crude, as described in U. S. Patent No. 4,100,056; U. S. Patent No. 3,755,138 describes a process for mild solvent dewaxing to remove high quality wax from a lube stock, which is then catalytically dewaxed to specification pour point. U. S. Patent No. 4,222,855 to Pelrine et al discloses dewaxing over a ZSM-23 or a ZSM-35 type catalyst.
- Catalytic dewaxing processes may be followed by other processing steps such as hydrodesulfurization and denitrogenation in order to improve the quality of the product. For example, U.S. Patent No. 3,668,113 describes a catalytic dewaxing process employing a Mordenite dewaxing catalyst which is followed by a catalytic hydrodesulfurization step over an alumina-based catalyst. U. S. Patent No. 4,400,265 describes a catalytic dewaxing/hydrodewaxing process using a ZSM-5 type catalyst wherein gas oil is catalytically dewaxed followed by hydrodesulfurization in a cascade system.
- In catalytic dewaxing processes using shape-selective catalysts, such as ZSM-5 type catalysts, the waxy components, particularly the n-paraffins, are cracked by the zeolite into lighter products including paraffins, olefins and aromatics, some of which may remain in the lube oil boiling range. Olefinic products are unstable to oxidation and must be removed. They may be removed by treatments such as hydrofinishing which uses catalysts to saturate the olefins and improve the oxidation stability of .the oil. The hydrofinishing catalysts generally used are mild hydrogenation catalysts, such as a GoMo/Al2O3 type. The color of the oil may also be improved in this hydrofinishing.
- U. S. Patent No. 4,428,819 to Shu et al discloses a process for hydrofinishing a catalytically dewaxed oil in which the residual wax content of the dewaxed oil is isomerized over a hydroisomerization catalyst. Typically, heavier lube fractions contain waxy components comprising normal paraffins, branched paraffins and cyclo paraffins. When a shape-selective catalyst, such as HZSM-5, is used to dewax these feeds, the normal paraffins are cracked more selectively than the branched paraffins and cycloparaffins. HZSM-5 is a ZSM-5 type catalyst with only hydrogen attached to-its active sites, rather than metals.
- In the hydroprocessing of liquid petroleum feedstocks, and particularly so-called heavy feedstocks, it is a basic purpose of the process; of catalytic dewaxing to remove lighter conversion products from the liquid petroleum flow while concurrently providing a hydrogenative environment for catalytic conversion, which is particularly utilized in the case of the processing of highly waxy feedstocks. Frequently lighter products, which are obtained from cracking and/or hydrocracking reactions, compete with the heavier feed molecules for access to the cracking sites in zeolites or silica- alumina cracking catalysts which are employed in the implementation of the catalytic dewaxing process. Inasmuch as these lighter products diffuse more rapidly into the catalyst than the larger feed molecules, they have a tendency to retard the rate of conversion of the heavier molecules. Moreover, the lighter products also tend to be either more difficult to crack, such as low molecular weight paraffins, or easier to polymerize, such as low molecular weight olefins. They also possess a tendency to coke more readily than their heavier counterparts, so as to thereby retard the conversion of the heavier molecules to an even greater extent.
- This competition between the light and heavy liquid petroleum molecules is rendered particularly critical when there is employed a catalyst which essentially constitutes a shape selective zeolite; for example, a zeolite exemplified by ZSM-5 for the dewaxing of liquid petroleum or lube stocks. Processes in reactors which utilize aluminosilicate zeolite catalysts, such as ZSM-5 or other zeolites having smaller pore openings, are disclosed in U. S. Patent No. 4, 222,855 to Pelrine et aI and in U. S. Reissue Patent No. Re. 28,398 to N. Y. Chen.
- U. S. Patent No. 4,357,232 to Holland et al discloses a dewaxing process which operates at a temperature not to exceed 675° to 700°F, and which pretreats a dewaxing feedstock in a zeolite sorbent bed, which is a type of guard bed, prior to dewaxing.
- U. S. Patent No. 4,247,388 to Banta et al discloses treatment of zeolites to reduce an initially high alpha activity to within a range of 55 to 150 alpha prior to use as catalysts in a hydrodewaxing operation.
- Typically, lube dewaxing reactors operate at a start-of-cycle temperature of 282 to 304°C (540° to 580°F), and the operating temperature is increased 1.1 to 6°C by 2 to 10.0°F) per day, depending on feed, catalyst and space velocity, to compensate for decreasing catalyst activity and produce a lube of predetermined pour point. Temperature is increased to an end-of-cycle temperature of 346 to 368°C (655° to 695°F). Then the reactor is shut down and the catalyst regenerated.
- Dewaxing catalyst regeneration is usually accomplished by high temperature H2 regeneration, conducted between 482 and 527°C (900 and 980°F). However, in commercial operation the catalyst loses activity with each subsequent regeneration, because a residue is left on the catalyst and the residue deactivates the catalyst. The residue usually contains high amounts of nitrogen, sulfur and oxygen. After a predetermined level of deactivation, oxygen regeneration is employed to burn the residue off the catalyst and achieve activity resembling that of fresh catalyst. Although oxygen or halogen regeneration restores catalyst activity, they are expensive, and the high temperature of regeneration may result in catalyst sintering. Catalyst regeneration is described in U. S. Patent Nos. 3,904,510; 3.986,982; and 3,418,256.
- It would be desirable to operate a dewaxing reactor at conditions which allow simple, effective H2 regeneration of catalyst without a loss of catalyst activity and allow long catalyst life, thus reducing the frequency of regeneration. Also needed are methods to facilitate the removal of lighter by-products during catalytic dewaxing.
- Accordingly, the present invention provides a process for dewaxing a waxy hydrocarbon feedstock by catalytically dewaxing the feedstock at elevated temperature and space velocity between 0.1 and 10 LHSV with a shape-selective crystalline zeolite dewaxing catalyst having a Constraint Index of 1-12 to produce a dewaxing product characterized by recycling to the process dewaxed product to provide a recycle to feedstock ratio of 0.5 to 20 and operating the catalytic dewaxing reaction at a temperature of 260 to 316°C.
-
- Fig. 1 is a block flow diagram of a single dewaxing unit operating without recycle.
- Fig. 2 is a block flow diagram of the invention showing a single dewaxing unit, a separation unit, and a continuous recycle stream.
- Fig. 3 is a block flow diagram of a plurality of dewaxing reactors with inter-reactor separation of vapors and liquids;
- Fig. 4 is a plot of data showing catalyst activity as product pour point vs. time-on-stream;
- Fig. 5 is a plot of data showing pour point vs. 1/LHSV (Liquid Hourly Space Velocity); and
- Fig. 6 is a plot of data showing reactor temperature to produce a -7°C (20°F) pour point product vs. time-on-stream.
- The present process is applicable to feed- stocks, including lube stocks, when a low wax content is desired in the final product and, in particular, is applicable to feeds with pour points higher than 70°F (21 °C). The feeds may be virgin or pretreated hydrocarbons, such as those which have undergone furfural treatment to reduce aromatics content prior to dewaxing.
- A
feedstock 2, as shown in Fig. 1, comprising high pour point, greater than 70°F (21 °C), or waxy feed, passes through a preheater (not shown) and contacts a dewaxing catalyst contained in acatalytic dewaxing unit 10 to produce alube product stream 26 of predetermined pour point. It is desired that thelube product stream 26 have a pour point less than 30°F (-1°C), and preferably less than 20°F (-7°C). - The
dewaxing unit 10 operates at a temperature of 260 to 316°C (500 to 600°F) preferably 260 to 302°C (500 to 575°F) a conventional pressure preferably between 170 to 14,000 kPa (100 to 2000 psig) a space velocity between 0.1 and 10 LHSV - (liquid hourly space velocity), preferably 0.25 to 3.0 LHSV. Hydrogen is preferably provided inhydrogen stream 4, in at least 90- volumes H2/volume liquid at standard conditions, V/V, (500 SCF/bbl). Theproduct stream 26 may then pass to downstream processing, such as hydrofinishing, to produce final product. - The dewaxing catalyst is a shape-selective zeolite, preferably ZSM-5, and preferably has an activity measured by an alpha value between 50 and 900, most preferably between 150 and 450, based on the zeolite.
Unit 10 may contain one or more reactors in series or parallel. The reactors are preferably downflow fixed bed reactors. Preferably hydrogen addition provides 90 to 1,800 V/V (500 to 10,000 SCF/bbl). If desired, thefeedstock 2 may pass through a catalyst guard bed (not shown) prior to entering theunit 10. The guard bed removes catalyst poisons, which include cyclic heteroatom compounds, such as phenols. - The dewaxing temperature is a critical parameter for increasing cycle length. Dewaxing at low temperature, less than 316°C (600°F). preferably less than 302°C (575°F), favors low aging rates. At dewaxing temperatures above 316°C, aging rates are high, 1.1 to 6°C, (2°-10°F/day). Although an explanation for these observations is not obvious, there may be two competing reactions taking place: dewaxing and poisoning. The aging process is related to diffusion of the poisons into the zeolite and the elimination of active sites and/or bulky poisons on the surface of the zeolite react to become smaller and thus penetrate the pore and poison the active sites. Of course, the dewaxing reaction is still taking place, but at an unfavorable rate.
- When dewaxing temperatures are below 316°C (600°F), preferably below 302°C (575°F), the_poi-_ soning reaction is much less because diffusion is slower and the rate of reaction to form smaller poisons is lower. The dewaxing reaction is now more efficient. As a result, aging rates are very low.
- In order to operate within the temperature range where the aging rate is low, it is necessary to consider two other process variables, namely, catalyst activity and space velocity (LHSV). The catalyst activity is measured by the alpha test described below. The alpha of the catalyst or zeolite portion of the catalyst may be measured, wherein catalyst alpha equals zeolite alpha multiplied by weight fraction of zeolite on catalyst. Therefore, combining low temperature and high alpha value reduces the aging rate and increases cycle time.
- There must be some flexibility and trade-off between catalyst activity and space velocity in order to dewax at low temperatures. It is possible that a catalyst having an alpha value of 50 to 100 based on zeolite will age slowly if the space velocity is low, say at 0.1 LHSV. Conversely, with more active catalysts of alpha, about 800 to 900 based on zeolite, space velocities approaching 5 LHSV or higher may suffice.
- Fig. 2 shows the invention in which a
feedstock 2 is combined with ahydrogen stream 4 and passes into adewaxing unit 10 under the operating conditions described above. The dewaxingunit 10 produces adewaxed reactor effluent 12 which passes to aseparation unit 20 to form avapor stream 22 and aliquid stream 24. Theliquid stream 24 is separated into aproduct stream 26 and arecycle stream 28.Recycle stream 28 is then combined with thefeedstock 2 and recycled to thecatalytic dewaxing unit 10. The recycle ratio ofrecycle stream 28 tofeedstock 2 ranges from about 0.5 to about 20, preferably 1 to 10 and most preferably from 1 to 3. - The combination of conditions and catalyst activity described above in a single unit without product recycle reduces aging rates and allows fresh catalyst performance to be restored by simple hydrogen reactivation. The product separation and recycle of separated liquid product result in additional benefits. Recycle allows dilution of fresh feed by once processed and partially dewaxed stock, allowing the level of light hydrocarbons, developed as light by-products present in the reactor, to be substantially reduced. The reduction in partial pressure of light hydrocarbons less than 204°C - (4000F) b.p. allows the reactor to achieve the same. pour point product while operating at a lower temperature than a single pass unit. The recycle allows
unit 10 to operate longer at the desirable conditions and catalyst activity outlined above than a unit without product separation and recycle, thus compounding the benefits of low temperature operation. - Fig. 3 shows a
dewaxing unit 10 comprising a series of catalytic dewaxingreactors separation units feedstock 2 enters dewaxingreactor 30, a portion of thefeedstock 2 is cracked to lighter products described below. Afirst effluent stream 32 from thefirst reactor 30 passes to thefirst separation unit 40 to form a first vapor stream 42 and a firstliquid stream 44. The firstliquid stream 44 then passes to a second catalytic dewaxingreactor 50 to crack a second portion of the firstliquid stream 44 to lighter products, described below. Thefirst effluent stream 32 preferably has a desired intermediate pour point between -7° and 38°C (20° to 100°F). Generally, the pour points of thefirst effluent stream 32 and the firstliquid stream 44 are within 5.5°C (10°F) of one another. Asecond effluent stream 52 passes from thesecond reactor 50 to asecond separation unit 60 to produce asecond vapor stream 62 and a secondliquid stream 64. The secondliquid stream 64 then passes to a third catalytic dewaxingreactor 70, wherein a third portion of hydrocarbons from the secondliquid stream 64 are cracked to lighter products. The lighter products include C3- gases and paraffinic and olefinic fragments, some of which remain in the lube oil boiling range, but most of which are in the 204°C (400°F-) b.p. range. Thethird reactor 70 produces athird effluent stream 72, which forms thelube product stream 26 which is passed to downstream processing, such as hydrofinishing into final product. Thelube product stream 26 typically has a pour point less than -1 °C (30°F), and preferably less than -7°C (20°F). Thesecond effluent stream 52 will preferably have a pour point between that offirst effluent stream 32 and that oflube product stream 26. -
Reactors reactor lines separation units first effluent stream 32 andsecond effluent stream 52 or by distilling the effluent streams 32, 52. The separation removes those by-product -materials boiling below 204°C (400°F), and preferably those boiling below 316°C (600°F). The compositions of the liquid streams 44, 64 and of the vapor streams 42, 62 may be adjusted, depending upon the final product specification required, by adjusting the temperature and pressure in each of therespective separation units - Although the embodiment of Fig. 3 includes a three-reactor system with inter-reactor separation, two reactors may be adequate. Also, the choice of temperature policy in the reactors may be tailored to achieve a desired product pour point. For example, the temperature of the first reactor may be increased to reduce the first effluent pour point, and thus allow the temperature of the second reactor (or third) to be relatively lower to meet target pour point. Additionally, space velocity distribution among the reactors may be tailored to achieve a desired product pour point.
- The advantage of a multiple reactor system with inter-reactor separation, as compared to a single reactor without product separation and recycle, or compared to multiple reactors without inter-reactor separation, includes quick removal of the light by-products of the cracking of hydrocarbon'waxes. It was found that the light by-products inhibit the cracking of remaining uncracked stock. It is theorized that the light by-products react with the remaining uncracked stock because the light reaction by-products are often olefins which may cyclize and/or alkylate to heavier components in the stock. It is also theorized that the light by-products, such as light hydrocarbons, especially at 204°C (400°F-) b.p., inhibit the reaction of the heavier uncracked stock because they are more rapidly absorbed into the catalyst volume, thus in effect accelerating the measured rate of catalyst aging for dewaxing to the desired product.
- The application of the temperature, space velocity and catalyst activity ranges of the invention results in additional benefits when employed in a series of reactors as in the third embodiment. The series of reactors with inter-reactor separation has been found to achieve the same pour point reduction, at lower temperatures and lower catalyst aging rates, as a single reactor without product separation and recycle or multiple reactors without inter-reactor separation. Therefore, multiple reactors with inter-reactor separation may operate longer within the desired ranges of temperature, space velocity and catalyst activity than a single reactor or multiple reactors without inter-reactor separation.
- The invention is effective for improving the dewaxing performance of -intermediate- pore zeolites, which are described below, because the temperature limitation of the invention reduces catalyst poisoning which forms residues after hydrogen regeneration. The residues are believed to inhibit the dewaxing activity of most dewaxing catalysts.
- The catalysts employed in the dewaxing units disclosed above may be the same type or different. However, they will possess shape-selective paraffin cracking ability and have high alpha activity of 50 to 900, preferably 150 to 450, based on zeolite. Catalysts that have shape-selective qualities include crystalline zeolite catalysts. These materials may be bound in a variety of matrices, such as those containing silica and alumina or silica or alumina alone. The catalysts may contain up to 15% metals that are known to possess a hydrogenation ability. The preferred hydrogenation components are the noble metals of Group VIII, especially platinum and palladium, but other noble metals, such as iridium, ruthenium or rhodium, may also be used. Combinations of noble metals with non-noble metals, such as nickel, rhenium, tungsten, chromium and molybdenum, are useful for dewaxing. Combinations of Group VIB and Group VIII are also useful for dewaxing. Base metal hydrogenation components may also be used, especially nickel, cobalt, molybdenum, tungsten, copper or zinc.
- The metal may be incorporated into the catalyst by any suitable method such as impregnation or exchange onto the zeolite. The metal may be incorporated in the form of a cationic, anionic or a neutral complex, such as Pt(NH3)4 2+, and cationic complexes of this type are found convenient for exchanging metals onto a zeolite. Anionic complexes are also useful for impregnating metals into the zeolites.
- A portion of the novel class of zeolites useful for dewaxing are termed medium or intermediate pore size zeolites and are characterized by an effective pore size of generally less than about 7 Angstroms, and/or pore windows in a crystal formed by 10-membered rings. The medium or intermediate pore size zeolites are represented by those zeolites having the structure of ZSM-5, ZSM-11, ZSM-23, ZSM-35, ZSM-38, ZSM-48 and TMA - (tetra methyl ammonium) Offretite.
- By "intermediate pore size", as used herein, is meant an effective pore aperture probably in the range of about 5 to 6.5 Angstroms when the zeolite is in the H-form. Zeolites having pore apertures in this range tend to have unique zeolite characteristics and to be particularly useful in dewaxing. Unlike small pore size zeolites; such as erionite and chabazite, they will allow hydrocarbons having some branching into the zeolite void spaces. Unlike larger pore size zeolites, such as the faujasites, they can differentiate between n-alkanes and slightly branched alkanes having, for example, quaternary carbon atoms.
- The effective pore size of zeolites can be measured using standard adsorption techniques and compounds of known minimum kinetic diameters. The preferred effective pore size range is from about 5.3 to 6.2 Angstroms. See Breck, Zeolite Molecular Sieves, 1974 (especially Chapter 8),and Anderson et al, J. Catalysis 58, 114 (1979), both of which are incorporated herein by reference.
- The acid cracking activity of zeolite catalysts is conveniently defined by the alpha scale described in an article published in Journal of Cataivsis. Vol. 6, pp. 278-287 (1966). In this text, the zeolite catalyst is contacted with hexane under conditions prescribed in the publication, and the amount of hexane which is cracked is measured. From this measurement is computed an "alpha" value which characterizes the catalyst for its cracking activity for hexane. Refinements to the alpha test are described in an article published in Journal of Cataly- sis, Vol. 61, 390-396 (1980). Further background on alpha values is presented in Nature, Vol. 309, No. 5969, pp. 589-591, June 14, 1984. The alpha scale so described will be used herein to define activity levels for cracking n-hexane. For purposes of this invention, a catalyst with an alpha value less than 1.0, and preferably less than 0.5, will be considered to have substantially no activity for cracking hexane.
- High alpha catalysts, required by this invention, can be made from compositions having a low silica-to-alumina ratio, preferably in the range from 25 to 40. High alpha catalysts may also be made by steaming a zeolite catalyst. Steaming will increase alpha values to some extent, but excess steaming will decrease alpha values. A combination of low silica-to-alumina ratios and steaming would be employed to achieve alphas as high as 900 to 1000 based on zeolite.
- ZSM-5 is described in U. S. Patent No. 3,702,886 and Re. 29, 948.
- ZSM-11 is described in U. S. Patent No. 3,709,976.
- ZSM-23 is described in U. S. Patent No. 4,076,842.
- ZSM-35 is described in U. S. Patent No. 4,016,245.
- ZSM-38 is described in U. S. Patent No. 4,046,859.
- ZSM-48. is described in U. S. Patent No. 4,397,827.
- The catalysts preferred for use herein include crystalline alumina silicate zeolites having a silica-to-alumina ratio of at least 12, preferably 25 to 40, a Constraint Index of 1 to 12 and acid cracking activity (alpha value) of 50 to 900, preferably 150 to 450, based on zeolite. A suitable shape selective catalyst for a fixed bed reactor is an HZSM-5 zeolite with alumina binder in the form of cylindrical extrudates of about 1 to 5 millimeters. HZSM-5 is a ZSM-5 type catalyst with only hydrogen on the active catalyst sites and no metals on those sites.
- Zeolites characterized by such Constraint Indices induce profound transformation of aliphatic hydrocarbons to aromatic hydrocarbons in commercially desirable yields and are generally highly effective in conversion reactions involving aromatic hydrocarbons. These zeolites retain a degree of crystallinity for long periods in spite of the presence of steam at high temperature, which induces irreversible collapse of the framework of other zeolites, e.g., of the X and A type. Furthermore, carbonaceous deposits, when formed, may be removed by burning at higher than usual temperatures to restore activity. In many environments the zeolites of this class exhibit very low coke forming capability, conducive to very long times on stream between burning regenerations.
- The silica-to-alumina ratio referred to may be determined by conventional analysis. This ratio is meant to represent, as closely as possible, the ratio in the rigid anionic framework of the zeolite crystal and to exclude aluminum in the binder or in cationic or other forms within the channels. Such zeolites, after activation, acquire an intracrystalline sorption capacity for normal hexane which is greater than that for water, i.e., they exhibit "hydrophobic" properties. It is believed that this hydrophobic character is advantageous in the present invention.
- The type zeolites described freely sorb normal hexane and have a pore dimension greater than about 5 Angstroms. In addition, the structure preferably provides constrained access to larger molecules. It is sometimes possible to judge from a known crystal structure whether such constrained access exists. For example, if the only pore windows in a crystal are formed by 8-membered rings of oxygen atoms, then access by molecules of larger cross-section than normal hexane is excluded and the zeolite is not of the constrained type. Windows of 10-membered rings are preferred, although, in some instances, excessive puckering or pore blockage may render these zeolites ineffective. 12-membered rings do not generally appear to offer sufficient constraint to produce the advantageous conversions, although puckered structures exist, such as TMA offretite, which is a known effective zeolite. Also, structures can be conceived, due to pore blockage or other cause, that may be operative.
- Rather than attempt to judge from crystal structure whether or not a zeolite possesses the necessary constrained access, a simple determination of the "Constraint Index" may be made by passing continuously a mixture of an equal weight of normal hexane and 3-methylpentane over a sample of zeolite at atmospheric pressure, and high temperature.
- The "Constraint Index" is calculated as follows:

- The Constraint Index approximates the ratio of the cracking rate constants for the two hydrocarbons. Preferred zeolites are those having a Constraint Index of 1 to 12. Constraint Index (CI) values for some typical zeolites are:

- Catalytically dewaxing hydrocarbons under a range of operating conditions, which include a temperature between 260 to 316°C (500° to 600°F) and a space velocity from 0.1 to 10, and employs a shape-selective crystalline zeolite catalyst having an alpha value between 50 and 900 based on zeolite, will result in longer catalyst cycle length because of lowered catalyst aging rate. Cycle lengths of several months to a year may be expected. Also, by limiting the end-of-cycle reactor temperature to 316°C (600°F), fresh catalyst performance may be restored by simple hydrogen reactivation. By combining the above temperature, space velocity and alpha value range with separation of light by-products from reactor effluents, additional benefits may be achieved. Separating a vapor stream from a dewaxing unit effluent prior to a second pass over dewaxing catalyst removes components which inhibit further dewaxing and accelerate catalyst aging. This allows the dewaxing unit to operate within the desired temperature range for longer periods of time. The embodiment of Fig. 2 employs product separation and recycle and the embodiment of Fig. 3 employs multiple reactors with inter-reactor separation. The embodiments of both Figs. 2 and 3 separate light by-products to extend the time for operation within the desired temperature range. The methods and apparatus of Fig. 2 is simple to put into practice.
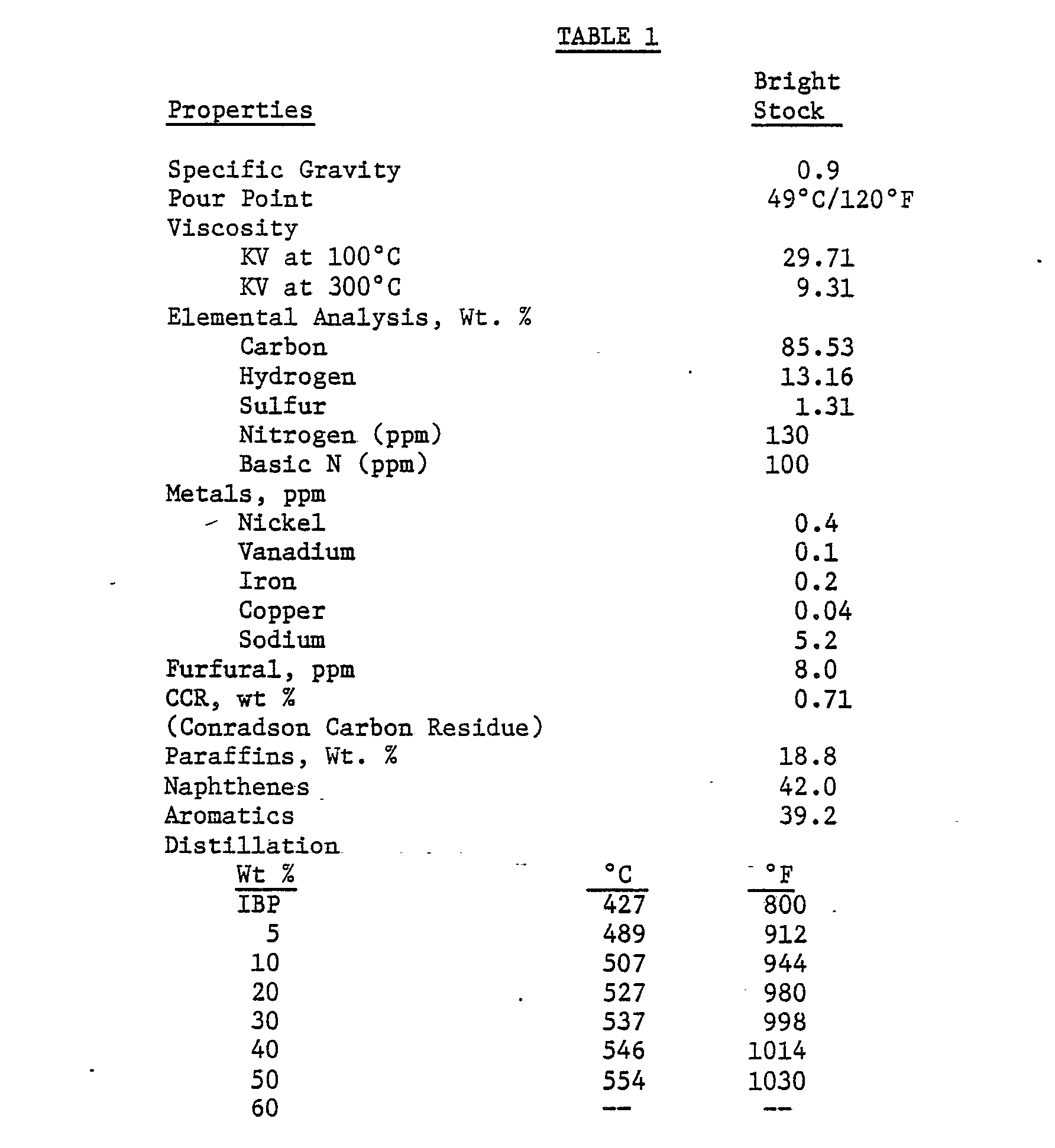
- All laboratory tests, described below, were conducted on a bright stock comprising a furfural- extracted, propane-deasphalted vacuum resid having the properties listed in Table 1. The catalyst was employed in a test reactor was 10 cc of unsteamed, 0.8mm (1/32"), alumina-bound Ni-ZSM-5 zeolite containing about 65 wt % zeolite and about 1 wt % nickel. The alpha value of the zeolite was 275, while the alpha value of the overall catalyst was 180.
- Prior to testing, the catalyst was sulfided with hydrogen sulfide according to the following - schedule at 2,900 kPa (400 psig):
- 1. 232°C (450°F) for two hours;
- 2. 288°C (550°F) for two hours; and
- 3. 343°C (650°F) for two hours. Following the sulfiding step, the reactor temperature was reduced to 204°C (400°F) and the catalyst bed flooded with feed to ensure complete wetting. Pump rate was then adjusted to deliver feed at the desired rate for each following example. Once adjusted, the reactor temperature was increased by 11°C - (20°F) per hour to the desired start-of-cycle temperature for each example.
- In Example 1, multiple pass dewaxing was tested. Commercial lube dewaxing is a single pass multi-phase trickle bed operation. Light products from the selective cracking of waxy molecules also undergo secondary reactions, which may inhibit the rate of the dewaxing reaction. To determine the extent of this inhibitory effect, the results of multiple pass dewaxing using the bright stock of Table 1 as the feed were compared with results from Example 2 for a single pass study made at various space velocities. The bright stock, representing the
feedstock 2, was dewaxed at 2 LHSV and 2,900 kPa (400 psig) over a catalyst of unsteamed, 0.8mm (1/32") alumina-bound Ni-ZSM-5-extrudate containing 1 wt % nickel. Hydrogen gas was co-fed at 450 VN (2500 SCF/bbl) with thefeedstock 2 to a trickle bed test reactor. The test reactor had an inside diameter of 1.6 cm (5/8"), contained 10 cc of catalyst and had a thermowell 0.3cm (1/8") from its bottom. Reactor temperature was fixed at 285°C - (545 F). - To study multiple pass dewaxing, after an initial line out period of 2-1/2 weeks, a partially dewaxed product of 20°C (68°F) pour point was collected for several days. This first pass product of 20°C (68°F) pour point was subjected to flash separation at 200°C, atmospheric pressure to remove light by-products (gases and naphtha), and represents
stream 44 fromseparator 40. The 20°C (68°F) pour point material was then re-dewaxed over the same catalyst at 285°C (545°F). The second pass material had a pour point of -2°C (28°F) and was flashed to remove light by-products and representsstream 64. The -2°C (28°F) material was subjected to a third pass through the same catalyst at 285°C (545°F) and resulted in a lube product pour point of -13°C (8°F), which representsstream 26. This multiple pass procedure simulates operation of the threereactors inter-reactor separation - In Example 2 tests simulate single pass dewax- ings as in the embodiment of Fig. 1. To determine the extent of the inhibitory effect of light by-products discussed in Example 1, the results of Example 1 for multiple pass dewaxing using the bright stock of Table 1 as the feed were then compared with results from Example 2 for single pass study made at various space velocities. At the end of the multiple pass study of Example 1, single pass tests were conducted, in the same reactor over the same catalyst, in which the space velocity was varied between 2 and 0.67, and temperature and pressure held constant at the values of Example 1. Table 2 compares product yields, pour points, viscosities and viscosity indices for both the single and multi-pass tests at corresponding LHSV's. Yields for the multiple pass products are comparable to single pass when based upon cumulative yields. Viscosities and viscosity indices, at near target point, are the same as those found for single pass products.
- To further determine if product inhibition had occurred, the multiple pass data were graphically compared with the single pass data. A plot of pour point vs. contact time (1/LHSV) is shown in Fig. 5. The plot shows that with inter-stage separation there is a catalyst activity advantage, as determined by the lower pour point achieved, which could be translated to about 11°C (20°F) in activity. To obtain a -7°C (20°F) pour point product, it is noted that the throughput (LHSV) of the multiple pass reactor would be 21% higher than that of the single pass reactor. These results suggest that the cracked products do inhibit the dewaxing reaction to some extent and thus could interfere with low temperature operation,- although the effect is not too severe for the particular charge stock used. More waxy feeds may show a stronger effect.
- The data of Rg. 5 show that the same product pour point may be achieved at higher LHSV's by a multi-reactor system with inter-reactor separation than with a single reactor system. This also implies that the same product pour point may be achieved at lower temperature, if LHSV's are kept the same, by a multi-reactor system with inter-reactor separation than with a single reactor system. This implication is supported because it is well known that temperature may be traded off for space velocity in catalytic dewaxing. Therefore it is concluded that a multi-reactor system may better take advantage of the low temperature range of this invention, namely 260 to 316° C (500 to 600°F) than a single reactor system.

- In Example 3, tests simulated a recycle process, as shown by Fig. 2. by blending two parts - (by weight) of the third pass product of Example 1 to represent
recycle stream 28, with -13°C ((8°F) pour point, with one part of bright stock feed to representfeedstock 2. This blend with a pour point of 20°C (68°F) was processed in the same reactor over the same catalyst as Example 1, still operating at 285°C (545°F), at 2 LHSV based upon the blend, and 0.67 LHSV based upon the raw bright stock. This blend was processed for 3 days and resulted in an average product pour point of -7°C - (19°F). Table 2 lists the average product yield, pour point, viscosity and viscosity index for one of these processing days and compares the data with data for single pass operation without recycle. Thus, recycle under these conditions is more effective for reducing pour point of the blended feed and allows better catalyst activity at lower temperatures than single pass without recycle. - In Example 4, it is shown that operating the test reactor under much milder conditions than would be required to produce the -7°C (20°F) pour
product 26 results in an extremely low catalyst deactivation rate. The same test reactor was operated using the same catalyst type and feed as in Example 1, at a space velocity of 2 LHSV and target pour point of -7°C (20°F) to simulate the embodiment of Fig. 1. At these conditions, a first cycle length of 16 days-resulted, and the aging rate was 2.6°C (4.7°F) per day to a- temperature of 327°C (620°F). Then the test reactor simulated the first reactor of the multi-reactor system of Fig. 3 by keeping the space velocity constant and lowering the temperature to set the target pour point at 21°C (70°F). This reduced the aging rate to less than 0.28°C (0.5°F) per day. This shows that the first reactor of a multiple-reactor system, as in Fig. 3, would have a lower aging rate than a single reactor system. Also, it is likely that test reactors at comparable conditions to simulate the second and third reactors of Fig. 3 would have aging rates comparable to that shown by the first reactor simulation. This indicates that the multiple-reactor system of Fig. 3 would have a lower aging rate than a single-reactor system to achieve the same final product pour point. This lower rate allows the multiple-reactor system to operate within the low temperature range longer than the single-reactor system. - In Example 5, the bright
stock representing feedstock 2 was dewaxed in a reactor to simulate a fixed bed, single stage process, as shown in Fig. 1. The catalyst is 20 cc of the same type Ni-ZSM-5 as in the above examples. The bright stock of Table 1 was dewaxed at 2,900 kPa (400 psig), at a start-of-cycle temperature from 260°C (500°F) to an end-of-cycle temperature of 288°C (550°F), and a hydrogen addition rate of 450 V/V (2500 SCF/bbl) to obtain a target pour point of -7°C - (20°F). The reactor was operated at low temperature, as opposed to conventional operation with a start-of-cycle temperature 33°C (60°F) higher and end-of-cycle of typically 357°C (675°F). The space velocity was 0.5 LHSV, as opposed to the space velocity of 2 LHSV employed in Example 4. - Fig. 6 shows the results of the low temperature operation by plotting reactor temperature (°F) to obtain a -7°C (20°F) product vs. time-on-stream - (days). The results indicate that combining the high alpha of 275 on zeolite space velocity of 0.5 LHSV and operating it at low temperature between 260 to 288°C (500 to 550°F) results in a catalyst aging rate of only 0.18°C (0.32°F) per day. Conventional higher temperature operation would be expected to lead to higher aging rates of 2.8°C (5°F) or higher per day. This is indicated by Examples 6 and 7 below at 1 and 2 LHSV, respectively, to produce a -7°C (20°F) pour product.
- Tests were conducted at 1 LHSV to determine the effect of temperature on catalyst aging rate from a 282°C (540°F) start-of-cycle temperature to 316°C (600°F) and then above 316°C (600°F) to an end-of-cycle temperature of 357°C (675°F). Example 6 employs the feed of Table 1 as in the above examples, over 10 cc of a Ni-ZSM-5 type catalyst in the same reactor as Example 1. Hydrogen partial pressure was maintained at 2,900 kPa (400 psig) and hydrogen feed rate was 450 V/V (2500 SCF/bbl). Temperature was maintained to produce a -7°C (20°F) pour point product. The aging rate from start-of-cycle to 316°C (600°F) averaged 0.83°C (1.5°F) per day, while the aging rate averaged 3.6°C (6.5°F) per day above 316°C (600°F), and the cycle length to reach 316°C - (600°F) was 40 days.
- Tests were conducted at 2 LHSV in a single reactor to determine the effect of temperature on catalyst aging rate from a 293°C (560°F) start-of-cycle temperature to 316°C (600°F) and then above 316°C (600°F) to an end-of-cycle temperature of 357°C (675°F). Temperature was maintained to produce a -7°C (20°F) pour point product, while feed, catalyst, test reactor and other operating conditions were the same as in Example 6. In the test, the aging rate below 316°C (600°F) averaged 2.6°C (4.7°F) per day and above 316°C-(600°F) averaged from start-of-cycle to 6.9°C - (12.5°F) per day, and the cycle length to reach 316°C (600°F) was 9 days.
- In Example 8, bright
stock representing feedstock 2 was dewaxed in a reactor to simulate thesingle dewaxing unit 10 of Fig. 1 over a range of conditions from start-of-cycle to an end-of-cycle temperature of 327°C (620°F) and compared with running bright stock under the same conditions, except now running from start-of-cycle to an end-of-cycle temperature of 357°C (675°F), as presently used in commercial practice. 5 gms of Ni-ZSM-5 catalyst, which are taken at 327°C (620°F) end-of-cycle, contain the equivalent of 26 grams per 100 grams catalyst of residue before hydrogen regeneration. 5 gms of catalyst taken to an end-of-cycle temperature of 675 ° F have the equivalent of 60 grams per 100 grams catalyst of residue before hydrogen regeneration, showing the importance of limiting the temperature in thedewaxing unit 10. By limiting the temperature to 327°C (620°F), hydrogen reactivation of catalyst in thedewaxing unit 10 is shown to be easier and more complete than if the temperature limit of 357°C (675°F) is used. Thus, the temperature limit of 316°C (600°F), preferably 302°C (575°F), would also provide easier and more complete regeneration. A more complete hydrogen reactivation will result in a second cycle performance which should be identical to or very close to that found in the first cycle.
Claims (3)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US72485885A | 1985-04-18 | 1985-04-18 | |
| US724858 | 1985-04-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0202744A2 true EP0202744A2 (en) | 1986-11-26 |
| EP0202744A3 EP0202744A3 (en) | 1988-08-17 |
Family
ID=24912211
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86302486A Withdrawn EP0202744A3 (en) | 1985-04-18 | 1986-04-04 | Catalytic dewaxing process |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0202744A3 (en) |
| JP (1) | JPS61243892A (en) |
| AR (1) | AR240056A1 (en) |
| AU (1) | AU5527486A (en) |
| BR (1) | BR8601744A (en) |
| ES (1) | ES8706796A1 (en) |
| ZA (1) | ZA862946B (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120004477A1 (en) * | 2010-06-30 | 2012-01-05 | Exxonmobil Research And Engineering Company | Liquid phase distillate dewaxing |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2084860T3 (en) * | 1991-04-05 | 1996-05-16 | Kao Corp | DECENTING COMPOUND AND DECENTING METHOD. |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3956102A (en) * | 1974-06-05 | 1976-05-11 | Mobil Oil Corporation | Hydrodewaxing |
| AU586980B2 (en) * | 1984-10-29 | 1989-08-03 | Mobil Oil Corporation | An improved process and apparatus for the dewaxing of heavy distillates and residual liquids |
-
1986
- 1986-03-26 AU AU55274/86A patent/AU5527486A/en not_active Abandoned
- 1986-04-04 EP EP86302486A patent/EP0202744A3/en not_active Withdrawn
- 1986-04-17 ES ES554099A patent/ES8706796A1/en not_active Expired
- 1986-04-17 AR AR303679A patent/AR240056A1/en active
- 1986-04-17 BR BR8601744A patent/BR8601744A/en unknown
- 1986-04-18 ZA ZA862946A patent/ZA862946B/en unknown
- 1986-04-18 JP JP61088375A patent/JPS61243892A/en active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120004477A1 (en) * | 2010-06-30 | 2012-01-05 | Exxonmobil Research And Engineering Company | Liquid phase distillate dewaxing |
| US9493718B2 (en) * | 2010-06-30 | 2016-11-15 | Exxonmobil Research And Engineering Company | Liquid phase distillate dewaxing |
Also Published As
| Publication number | Publication date |
|---|---|
| ES8706796A1 (en) | 1987-07-01 |
| AR240056A1 (en) | 1990-01-31 |
| JPS61243892A (en) | 1986-10-30 |
| BR8601744A (en) | 1986-12-23 |
| ES554099A0 (en) | 1987-07-01 |
| ZA862946B (en) | 1987-12-30 |
| EP0202744A3 (en) | 1988-08-17 |
| AU5527486A (en) | 1986-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6051129A (en) | Process for reducing haze point in bright stock | |
| US4213847A (en) | Catalytic dewaxing of lubes in reactor fractionator | |
| EP0056718B1 (en) | Pretreatment of catalytic conversion feedstocks | |
| US4636299A (en) | Process for the manufacture of lubricating oils | |
| EP0163449B1 (en) | Catalytic dewaxing of lubricating oils | |
| US4599162A (en) | Cascade hydrodewaxing process | |
| CA2263849C (en) | Process for highly shape selective dewaxing which retards catalyst aging | |
| US20040004020A1 (en) | Process for catalytic dewaxing and catalytic cracking of hydrocarbon streams | |
| US4211635A (en) | Catalytic conversion of hydrocarbons | |
| US5990371A (en) | Process for the selective hydroisomerization of long linear and/or slightly branched paraffins using a catalyst based on a molecular sieve | |
| US4648957A (en) | Lube hydrodewaxing method and apparatus with light product removal and enhanced lube yields | |
| US6198015B1 (en) | Catalyst based on a molecular sieve and a process for selective hydroisomerisation of long linear and/or slightly branched paraffins using that catalyst | |
| US4357232A (en) | Method for enhancing catalytic activity | |
| US4749467A (en) | Lube dewaxing method for extension of cycle length | |
| US4358363A (en) | Method for enhancing catalytic activity | |
| US5800698A (en) | Catalyst for the hydroisomerization of contaminated hydrocarbon feedstock | |
| EP0693102A1 (en) | A process for producing heavy lubricating oil having a low pour point | |
| US4495061A (en) | Hydrocarbon conversion catalyst and process using said catalyst | |
| US4795546A (en) | Process for stabilizing lube base stocks derived from neutral oils | |
| US4720337A (en) | Hydrodewaxing method with interstage separation of light products | |
| US4695364A (en) | Lube or light distillate hydrodewaxing method and apparatus with light product removal and enhanced lube yields | |
| US3960705A (en) | Conversion of foots oil to lube base stocks | |
| US4443327A (en) | Method for reducing catalyst aging in the production of catalytically hydrodewaxed products | |
| JPH0715103B2 (en) | Hydrocracking and catalytic dewaxing methods | |
| EP0188898A2 (en) | Cascade dewaxing process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE DE FR GB IT NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE DE FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19890127 |
|
| 18W | Application withdrawn |
Withdrawal date: 19890818 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| R18W | Application withdrawn (corrected) |
Effective date: 19890818 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: PELRINE, BRUCE PATRICK Inventor name: CHEN, NAI YUEN |