EP0198653B1 - Schleifprodukte - Google Patents
Schleifprodukte Download PDFInfo
- Publication number
- EP0198653B1 EP0198653B1 EP86302586A EP86302586A EP0198653B1 EP 0198653 B1 EP0198653 B1 EP 0198653B1 EP 86302586 A EP86302586 A EP 86302586A EP 86302586 A EP86302586 A EP 86302586A EP 0198653 B1 EP0198653 B1 EP 0198653B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- metal
- diamond
- chromium
- mass
- abrasive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000010432 diamond Substances 0.000 claims abstract description 57
- 229910003460 diamond Inorganic materials 0.000 claims abstract description 56
- 229910052751 metal Inorganic materials 0.000 claims abstract description 34
- 239000002184 metal Substances 0.000 claims abstract description 34
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims abstract description 28
- 239000002245 particle Substances 0.000 claims abstract description 24
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 21
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 21
- 239000011651 chromium Substances 0.000 claims abstract description 21
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 14
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 13
- 238000004519 manufacturing process Methods 0.000 claims abstract description 8
- 230000001427 coherent effect Effects 0.000 claims abstract description 7
- 229910052742 iron Inorganic materials 0.000 claims abstract description 7
- 229910017052 cobalt Inorganic materials 0.000 claims abstract description 6
- 239000010941 cobalt Substances 0.000 claims abstract description 6
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims abstract description 6
- 229910000765 intermetallic Inorganic materials 0.000 claims abstract description 6
- UFGZSIPAQKLCGR-UHFFFAOYSA-N chromium carbide Chemical compound [Cr]#C[Cr]C#[Cr] UFGZSIPAQKLCGR-UHFFFAOYSA-N 0.000 claims abstract description 3
- 229910003470 tongbaite Inorganic materials 0.000 claims abstract description 3
- 238000005520 cutting process Methods 0.000 claims description 17
- 238000006243 chemical reaction Methods 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 7
- 229910000599 Cr alloy Inorganic materials 0.000 claims description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 3
- 229910052799 carbon Inorganic materials 0.000 claims description 3
- 238000010587 phase diagram Methods 0.000 claims description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical group [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 10
- 229910052710 silicon Inorganic materials 0.000 description 10
- 239000013078 crystal Substances 0.000 description 8
- 239000010703 silicon Substances 0.000 description 7
- 229910010271 silicon carbide Inorganic materials 0.000 description 6
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 6
- 239000003054 catalyst Substances 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 229910052582 BN Inorganic materials 0.000 description 3
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 3
- 229910052715 tantalum Inorganic materials 0.000 description 3
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 2
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 2
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 2
- 239000000788 chromium alloy Substances 0.000 description 2
- 238000002386 leaching Methods 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 239000011572 manganese Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910021334 nickel silicide Inorganic materials 0.000 description 2
- RUFLMLWJRZAWLJ-UHFFFAOYSA-N nickel silicide Chemical compound [Ni]=[Si]=[Ni] RUFLMLWJRZAWLJ-UHFFFAOYSA-N 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 229910021332 silicide Inorganic materials 0.000 description 2
- FVBUAEGBCNSCDD-UHFFFAOYSA-N silicide(4-) Chemical compound [Si-4] FVBUAEGBCNSCDD-UHFFFAOYSA-N 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- GPPXJZIENCGNKB-UHFFFAOYSA-N vanadium Chemical compound [V]#[V] GPPXJZIENCGNKB-UHFFFAOYSA-N 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- ZSLUVFAKFWKJRC-IGMARMGPSA-N 232Th Chemical compound [232Th] ZSLUVFAKFWKJRC-IGMARMGPSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 1
- 229910052776 Thorium Inorganic materials 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- 229910052770 Uranium Inorganic materials 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-N hydrofluoric acid Substances F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 239000010955 niobium Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 229910052702 rhenium Inorganic materials 0.000 description 1
- WUAPFZMCVAUBPE-UHFFFAOYSA-N rhenium atom Chemical compound [Re] WUAPFZMCVAUBPE-UHFFFAOYSA-N 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000010948 rhodium Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- DNYWZCXLKNTFFI-UHFFFAOYSA-N uranium Chemical compound [U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U][U] DNYWZCXLKNTFFI-UHFFFAOYSA-N 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0009—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for using moulds or presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/06—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements
- B24D3/08—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements for close-grained structure, e.g. using metal with low melting point
Definitions
- This invention relates to abrasive products which generate high temperatures during use or are subjected to high temperatures during manufacture.
- Abrasive compacts are well known in the art and are used extensively in industry for the abrading of various workpieces. They consist essentially of a mass of abrasive particles present in an amount of at least 70 percent, preferably 80 to 90 percent, by volume of the compact bonded into a hard conglomerate. Compacts are polycrystalline masses and can replace single large crystals in many applications. The abrasive particles of compacts are invariably ultra-hard abrasives such as diamond and cubic boron nitride.
- Abrasive compacts generally contain a second phase or bonding matrix which contains a catalyst (also known as a solvent) useful in synthesising the particles.
- a catalyst also known as a solvent
- suitable catalysts are aluminium or an alloy of aluminium with nickel, cobalt, iron, manganese or chromium.
- suitable catalysts are metals of Group VIII of the Periodic Table such as cobalt, nickel or iron or an alloy containing such a metal.
- diamond and cubic boron nitride compacts are manufactured under conditions of temperature and pressure at which the abrasive particle is crystallographically stable.
- Abrasive compacts may be bonded directly to a tool or shank for use. Alternatively, they may be bonded to a backing such as a cemented carbide backing prior to being mounted on a tool or shank. Such backed compacts are also known in the art as composite abrasive compacts.
- United States Patent Specification No. 4,224,380 describes a method of leaching out a substantial quantity of the catalyst from a diamond compact.
- the product so produced comprises self-bonded diamond particles comprising between about 70 percent and 95 percent by volume of the product, a metallic phase infiltrated substantially uniformly throughout the product, the phase comprising between about 0,05 percent and 3 percent by volume of the product, and a network of interconnected, empty pores dispersed throughout the product and defined by the particles and the metallic phase, the pores comprising between 5 percent and 30 percent by volume of the product.
- Leaching may be achieved by placing a diamond compact in a hot concentrated nitric-hydrofluoric acid solution for a period of time. This treatment with the hot acid leaches out the catalyst phase leaving behind a skeletal diamond structure.
- the leached product is said to be thermally more stable than the unleached product.
- United States Patent No. 4,124,401 describes and claims a polycrystalline diamond body comprised of a mass of diamond crystals adherently bonded together by a silicon atom-containing bonding medium comprised of silicon carbide and a carbide and/or silicide of a metal component which forms a silicide with silicon, the diamond crystals ranging, in size from 1 ⁇ m(micron)to about 1 000 ⁇ m(microns), the density of the crystals ranging from at least about 70 percent by volume up to at least about 90 percent by volume of said body, said silicon atom-containing bonding medium being present in an amount ranging up to about 30 percent by volume of said body, said bonding medium being distributed at least substantially uniformly throughout the body, the portion of the bonding medium in contact with the surfaces of the diamond crystals being at least in a major amount silicon carbide and the diamond body being at least substantially pore-free.
- the metal component for the diamond body is selected from a wide group of metals consisting of cobalt, chromium, iron, hafnium, manganese, molybdenum, niobium, nickel, palladium, platinum, rhenium, rhodium, ruthenium, tantalum, thorium, titanium, uranium, vanadium, tungsten, yttrium, zirconium and alloys thereof.
- the polycrystalline diamond body is made under relatively mild hot pressing conditions and such that diamond intergrowth will not occur.
- United States Patent No. 4,151,686 describes a polycrystalline diamond body similar to that of United States Patent No. 4,124,401 save that the bonding medium is comprised of silicon carbide and elemental silicon and the density of diamond crystals in the body ranges from 80 percent by volume to about 95 percent by volume of the body. Moreover, the polycrystalline abrasive bodies of this United States patent are made under higher applied pressure conditions, i.e. applied pressures of at least about 2.5 GPa (25 kilobars).
- US-A-4 241 135 discloses a polycrystalline diamond body comprised of a dense mass of diamond crystals bonded to a silicon carbide substrate, the diamond crystals being bonded together and to the silicon carbide substrate by a silicon atom-containing bonding medium.
- United States Patent No. 3,239,321 describes diamond compacts having a second phase of titanium, vanadium, zirconium, chromium or silicon or an alloy of any of these metals with nickel, manganese or iron.
- the compacts are made by mixing the diamond particles with the metal, in powdered form, and subjecting the mixture to elevated conditions of temperature and pressure.
- silicon is used as the metal; other examples use chromium or titanium/chromium alloys, in an amount of 31.5% by volume of the compact.
- European Patent Publication No. 0116403 describes an abrasive body which has high strength and an ability to withstand high temperatures making it suitable as a tool insert for dressing tools and surface set drill bits.
- the body comprises a mass of diamond particles present in an amount of 80 to 90 percent by volume of the body and a second phase present in an amount of 10 to 20 percent by volume of the body, the mass of diamond particles containing substantial diamond-to-diamond bonding to form a coherent skeletal mass and the second phase containing nickel and silicon, the nickel being in the form of nickel and/or nickel silicide and the silicon being in the form of silicon, silicon carbide and/or nickel silicide.
- the abrasive bodies are made under conditions of elevated temperature and pressure suitable for diamond compact manufacture.
- An abrasive body used in the invention consists essentially of a mass of diamond particles present in an amount of 80 to 95 percent by volume of the body and a second phase present in an amount of 5 to 20 percent by volume of the body, the mass of diamond particles containing substantial diamond-to-diamond bonding to form a coherent skeletal mass, characterised in that the second phase contains chromium and a second metal selected from the group of nickel, iron and cobalt.
- the chromium is present in the form of the metal, chromium carbide and/or in the form of an intermetallic compound with the second metal.
- the second metal is in the form of the metal and/or the intermetallic compound referred to above.
- a dressing tool comprising a tool shank and an abrasive body as defined above mounted in one end thereof to present a dressing edge.
- a surface set drill bit comprising a rotatable body presenting at one end thereof a cutting face, the cutting face having a plurality of abrasive bodies as defined above mounted therein to present cutting edges for the face.
- the invention includes a tool comprising an abrasive body as defined above, which body generates a high temperature during use and/or is subjected to a high temperature during manufacture, as well as abrasive bodies adapted exclusively for the tools of the invention.
- the abrasive bodies used in the invention have substantial strength due, at least in part, to the substantial diamond-to-diamond bonding which forms a coherent skeletal mass.
- the diamond-to-diamond bonding includes both diamond intergrowth and physical diamond-to-diamond interlocking and bonding created by plastic deformation of the diamond particles during manufacture of the body.
- the abrasive bodies have been found to be capable of withstanding a temperature of 1200°C under a vacuum of 133 x 10 ⁇ 4 Pa (10 ⁇ 4Torr)or better without significant graphitisation of the diamond occurring.
- the thermal stability of the abrasive bodies used in this invention is better than that of the abrasive bodies described and claimed in European Patent Publication No. 0116403.
- the strength of the abrasive bodies and their ability to withstand high temperatures makes them ideal as tool inserts for tools where high temperatures are generated during use thereof, as for example in dressing tools, or where high temperatures are required during manufacture of the tool, as for example in surface set drill bits.
- the second phase will be uniformly distributed through the coherent, skeletal diamond mass.
- the weight ratio of the chromium to the second metal will typically be in the range 90:10 to 20:80.
- the abrasive bodies used in the invention may take on a variety of shapes depending on the use to which they are put. Examples of suitable shapes are disc, triangular, cube and rectangular.
- the abrasive bodies used in the invention are manufactured, in the manner described above, using temperatures and pressures in the diamond stable region of the carbon phase diagram.
- the preferred conditions of temperature and pressure are temperatures in the range 1400 to 1600°C and pressures in the range 5-7 GPa (50 to 70 kilobars). These elevated conditions of temperature and pressure will be maintained for a time sufficient to produce the abrasive body. Typically, these elevated conditions of temperature and pressure are maintained for a period of 5 to 20 minutes.
- the chromium and the second metal may be provided in the form of a mixture or alloy or in the form of discrete layers.
- the chromium and second metal may be provided in the form of powders or in the form of sheets or foils.
- the diamond particles used in the manufacture of the abrasive body used in the invention may vary from coarse to fine particles. Generally the particles will be less than 100 ⁇ m (microns) in size and typically have a size in the range 60 to 75 ⁇ m (microns).
- FIG. 1 illustrates the use of an abrasive body used in the invention in a dressing tool.
- a dressing tool comprising a shank 10 having an abrasive body 12 mounted in one end thereof.
- the abrasive body presents a dressing edge 14.
- High temperatures are generated at the dressing edge 14 during use of the tool.
- the excellent thermal stability of the abrasive body 12 enables the body to withstand these high temperatures.
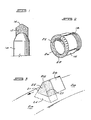
- FIGS 2 and 3 illustrate a surface set drill bit (also referred to as a coring bit) using abrasive bodies used in the invention.
- a surface set drill bit comprising a rotatable core 16 having one end 18 threaded for engagement in a coring drill and a cutting face 20 at the other end thereof.
- the cutting face 20 comprises a plurality of cutting elements 22 firmly held in a suitable metal matrix.
- the cutting elements 22 each comprise triangular shaped abrasive bodies of the invention, as illustrated in greater detail in Figure 3.
- the triangular abrasive bodies 22 are so mounted in the cutting face 20 that the base of the triangle is located in a recess 24 and the top pointed edge 26 stands proud of the general plane of the cutting face to present a cutting edge.
- a support 28 Located immediately behind the triangular abrasive body 22 is a support 28 made of the same metal as the cutting face. The direction of rotation of the bit is shown by the arrow.
- the cutting elements are set into the cutting face using standard high temperature infiltration techniques.
- the excellent thermal stability of the abrasive bodies used in the invention enables them to withstand such temperatures without significant degradation thereof.
- the invention is further illustrated by the following example.
- a mass of diamond particles (16,0 g) was placed in a tantalum cup.
- a disc (2,6g) of a nickel/chromium alloy was placed on top of the mass of diamonds.Thus, the weight ratio of nickel/chromium was 85:15.
- the nickel/chromium constituted 14 percent by weight of the contents of the loaded tantalum cup.
- the loaded cup was placed in the reaction zone of a conventional high temperature/high pressure apparatus and subjected to 1500°C temperature and 5.5 GPa (55 kilobars) pressure and these conditions were maintained for a period of 10 minutes.
- Recovered from the reaction zone was a disc-shaped abrasive body which comprised a mass of diamond particles in which there was a substantial amount of diamond-to-diamond bonding forming a coherent skeletal diamond mass and a second phase containing chromium and nickel as metals and in various combined forms uniformly distributed through the diamond mass.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Disintegrating Or Milling (AREA)
Claims (6)
- Abrichtwerkzeug, umfassend einen Werkzeugschaft (10) und einen auf dessen einem Ende befestigten Schleifkörper (12), so daß dieser eine Abrichtkante (14) darbietet, worin der Schleifkörper im wesentlichen aus einer Masse von Diamant-Teilchen, die in einer Menge von 80 bis 95 Volumen-% des Körpers vorliegen, und einer zweiten Phase, die in einer Menge von 5 bis 20 Volumen-% des Körpers vorliegt, besteht, wobei die Masse der Diamant-Teilchen im wesentlichen Diamant-zu-Diamant-Bindungen umfaßt, wodurch eine zusammenhängende Gerüstmasse gebildet wird, dadurch gekennzeichnet, daß die zweite Phase Chrom und ein zweites Metall enthält, das aus der Gruppe Nickel, Eisen und Cobalt ausgewählt ist, wobei das Chrom als Metall, als Chromcarbid und/oder als intermetallische Verbindung mit dem zweiten Metall vorliegt und das zweite Metall als Metall und/oder als intermetallische Verbindung mit dem Chrom vorliegt.
- Abrichtwerkzeug nach Anspruch 1, worin in dem Schleifkörper das Verhältnis Chrom zu dem zweiten Metall in der zweiten Phase im Bereich von 90:10 bis 20:80, auf Gewichts-Basis, liegt.
- Oberflächenbesetzte Bohrkrone, umfassend einen drehbaren Körper (16), der an seinem einen Ende eine Schneidfläche (20) darbietet, wobei die Schneidfläche eine Mehrzahl von Schleifkörpern (22) umfaßt, die darin befestigt sind, um Schneidkanten (26) für die Fläche (20) darzubieten, worin die Schleifkörper (22) so sind, wie sie in Anspruch 1 oder Anspruch 2 definiert sind.
- Verfahren zum Abtragen eines Werkstücks mit einem einen Schleifkörper (12, 22) umfassenden Werkzeug, wobei eine hohe Temperatur erzeugt wird, dadurch gekennzeichnet, daß der Schleifkörper so ist, wie er in Anspruch 1 oder Anspruch 2 definiert ist.
- Verfahren zum Fertigen eines einen Schleifkörper (12, 22) umfassenden Werkzeugs, wobei der Schleifkörper einer hohen Temperatur ausgesetzt wird, dadurch gekennzeichnet, daß der Schleifkörper so ist, wie er in Anspruch 1 oder Anspruch 2 definiert ist.
- Verfahren zur Herstellung eines Werkzeugs nach Anspruch 1 oder Anspruch 2, umfassend die Schritte des(a) Einbringens einer Masse von Diamant-Teilchen in ein Reaktionsgefäß;(b) In-Berührung-Bringens einer Masse aus Chrom und dem zweiten Metall oder einer Legierung von Chrom und dem zweiten Metall mit den Diamant-Teilchen;(c) Einbringens des beschickten Reaktionsgefäßes in die Reaktionszone einer Hochtemperatur/Hochdruck-Apparatur;(d) Einwirkenlassens von Bedingungen hoher Temperatur und hohen Druckes in demjenigen Bereich des Phasendiagramms des Kohlenstoffs, in dem Diamant stabil ist, auf den Inhalt des Reaktionsgefäßes für die Dauer einer Zeitspanne, die ausreicht, um einen Schleifkörper zu erzeugen; und(e) Gewinnens des Schleifkörpers (12, 22) aus der Reaktionszone.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT86302586T ATE65726T1 (de) | 1985-04-09 | 1986-04-08 | Schleifprodukte. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ZA852605 | 1985-04-09 | ||
| ZA852605 | 1985-04-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0198653A1 EP0198653A1 (de) | 1986-10-22 |
| EP0198653B1 true EP0198653B1 (de) | 1991-07-31 |
Family
ID=25577843
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86302586A Expired - Lifetime EP0198653B1 (de) | 1985-04-09 | 1986-04-08 | Schleifprodukte |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0198653B1 (de) |
| JP (1) | JPS61293769A (de) |
| AT (1) | ATE65726T1 (de) |
| DE (1) | DE3680566D1 (de) |
| IE (1) | IE58796B1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19635633A1 (de) | 1996-09-03 | 1998-03-05 | Hilti Ag | Verbundschneidkörper enthaltend Diamantpartikel und Verfahren zu deren Herstellung |
| ZA982097B (en) * | 1997-03-17 | 1998-09-16 | De Beers Ind Diamond | Abrading method |
| TWI544064B (zh) | 2010-09-03 | 2016-08-01 | 聖高拜磨料有限公司 | 粘結的磨料物品及形成方法 |
| WO2014106156A1 (en) | 2012-12-31 | 2014-07-03 | Saint-Gobain Abrasives, Inc. | Bonded abrasive article and method of grinding |
| US9102039B2 (en) | 2012-12-31 | 2015-08-11 | Saint-Gobain Abrasives, Inc. | Bonded abrasive article and method of grinding |
| WO2014106157A1 (en) | 2012-12-31 | 2014-07-03 | Saint-Gobain Abrasives, Inc. | Bonded abrasive article and method of grinding |
| US9833877B2 (en) | 2013-03-31 | 2017-12-05 | Saint-Gobain Abrasives, Inc. | Bonded abrasive article and method of grinding |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4124401A (en) * | 1977-10-21 | 1978-11-07 | General Electric Company | Polycrystalline diamond body |
| US4224380A (en) * | 1978-03-28 | 1980-09-23 | General Electric Company | Temperature resistant abrasive compact and method for making same |
| US4241135A (en) * | 1979-02-09 | 1980-12-23 | General Electric Company | Polycrystalline diamond body/silicon carbide substrate composite |
| CA1193870A (en) * | 1980-08-14 | 1985-09-24 | Peter N. Tomlinson | Abrasive product |
| US4534773A (en) * | 1983-01-10 | 1985-08-13 | Cornelius Phaal | Abrasive product and method for manufacturing |
-
1986
- 1986-04-08 EP EP86302586A patent/EP0198653B1/de not_active Expired - Lifetime
- 1986-04-08 DE DE8686302586T patent/DE3680566D1/de not_active Expired - Lifetime
- 1986-04-08 AT AT86302586T patent/ATE65726T1/de not_active IP Right Cessation
- 1986-04-08 IE IE91086A patent/IE58796B1/en not_active IP Right Cessation
- 1986-04-09 JP JP61081978A patent/JPS61293769A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP0198653A1 (de) | 1986-10-22 |
| IE860910L (en) | 1986-10-09 |
| JPS61293769A (ja) | 1986-12-24 |
| ATE65726T1 (de) | 1991-08-15 |
| DE3680566D1 (de) | 1991-09-05 |
| IE58796B1 (en) | 1993-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0116403B1 (de) | Schleifprodukt | |
| US4793828A (en) | Abrasive products | |
| US4108614A (en) | Zirconium layer for bonding diamond compact to cemented carbide backing | |
| CA1275175C (en) | Polycrystalline diamond and cbn cutting tools | |
| USRE32380E (en) | Diamond tools for machining | |
| EP0046374B1 (de) | Schneideinsatzplatte | |
| US4959929A (en) | Tool insert | |
| US3745623A (en) | Diamond tools for machining | |
| CA1325110C (en) | Thermally stable diamond abrasive compact body | |
| US5468268A (en) | Method of making an abrasive compact | |
| EP0626237B1 (de) | Verfahren zur Herstellung eines Schleifkörpers | |
| US4690691A (en) | Polycrystalline diamond and CBN cutting tools | |
| US5127923A (en) | Composite abrasive compact having high thermal stability | |
| EP1341865B1 (de) | Verfahren zur herstellung polykristalliner schleifkörner | |
| EP0779129B1 (de) | Verfahren zur Herstellung eines Schleifkörpers mit verbesserten Eigenschaften | |
| EP0208414B1 (de) | Temperaturbeständiger kompakter Diamantschleifkörper | |
| US4797138A (en) | Polycrystalline diamond and CBN cutting tools | |
| US4702649A (en) | Polycrystalline diamond and CBN cutting tools | |
| EP0003915A1 (de) | Schleifkörper | |
| GB1568202A (en) | Abrasive bodies | |
| EP0261948B1 (de) | Thermisch stabiler diamant-gepresster Schleifkörper | |
| EP0197790B1 (de) | Drahtziehmatrize | |
| EP0198653B1 (de) | Schleifprodukte | |
| EP0596742A1 (de) | Abrasiver Werkzeugeinsatz mit Befestigung mit hohem Spannmoment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB LI SE |
|
| 17P | Request for examination filed |
Effective date: 19861114 |
|
| 17Q | First examination report despatched |
Effective date: 19871021 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB LI SE |
|
| REF | Corresponds to: |
Ref document number: 65726 Country of ref document: AT Date of ref document: 19910815 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3680566 Country of ref document: DE Date of ref document: 19910905 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 86302586.2 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19970414 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19970422 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19970529 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980430 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980430 |
|
| BERE | Be: lapsed |
Owner name: DE BEERS INDUSTRIAL DIAMOND DIVISION (PROPRIETARY Effective date: 19980430 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020404 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20020405 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020410 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020417 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20030408 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031231 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |