EP0192873A2 - A fine adjustment device for the forming rollers of a precision rolling mill - Google Patents
A fine adjustment device for the forming rollers of a precision rolling mill Download PDFInfo
- Publication number
- EP0192873A2 EP0192873A2 EP19850306193 EP85306193A EP0192873A2 EP 0192873 A2 EP0192873 A2 EP 0192873A2 EP 19850306193 EP19850306193 EP 19850306193 EP 85306193 A EP85306193 A EP 85306193A EP 0192873 A2 EP0192873 A2 EP 0192873A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- rollers
- rolling mill
- precision rolling
- shafts
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/14—Guiding, positioning or aligning work
- B21B39/16—Guiding, positioning or aligning work immediately before entering or after leaving the pass
- B21B39/165—Guides or guide rollers for rods, bars, rounds, tubes ; Aligning guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2273/00—Path parameters
- B21B2273/22—Aligning on rolling axis, e.g. of roll calibers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/16—Adjusting or positioning rolls
- B21B31/18—Adjusting or positioning rolls by moving rolls axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/16—Adjusting or positioning rolls
- B21B31/20—Adjusting or positioning rolls by moving rolls perpendicularly to roll axis
- B21B31/22—Adjusting or positioning rolls by moving rolls perpendicularly to roll axis mechanically, e.g. by thrust blocks, inserts for removal
- B21B31/26—Adjusting eccentrically-mounted roll bearings
Definitions
- This invention relates to a precision rolling mill which comprises a pair of forming rollers which cooperate to carry out finishing action on rolled steel strip, in which a fine adjustment arrangement is provided to enable the axial alignment of the rollers to be adjusted in a final finish line for rolling steel strips.
- the present invention has therefore been developed primarily with a view to providing an adjustment device for a forming roller in a precision rolling mill, which can reliably adjust the required amount of axial movement of the forminc roller with a high precision, whereby the deficiencies c existing equipment can be overcome, and improvement in rolling product produced by the rolling mill obtained, particularly the out-of-roundness of wire rod and steel bar products often supplied with existing equipment.
- a precision rolling mill comprising a pair of forming rollers which cooperate to carry out finishing action on rolled steel strip, mounting shafts on which the rollers are mounted, and a pair of threaded adjusters engaging one on either side of each roller in order to enable the rollers to be adjusted axially relative to each other so as to bring them into alignment for a finishing action, characterised in that a reduction gear drive is coupled with each of the threaded adjusters to enable precise axial adjustment of the rollers.
- a pair of eccentric shafts 2a,2b have forming rollers la,lb thereon, and the shafts are mounted in a guide box 32 so as to be movable in an axial direction.
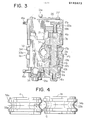
- the rollers la,lb are rotatable on the respective eccentric shafts, as shown in Figure 3 for roller lb, via sleeve or bush 14b and bearings 13b.
- Supporting shafts 3a,3b are integrally formed coaxially with the eccentric shafts 2a,2b on their upper ends.
- the axes or centres of the eccentric shafts 2a,2b are spaced eccentrically at a required distance from those of the supporting shafts 3a,3b.
- adjusting screws 17a,17b that press the supporting shafts 3a,3b in an axial direction.
- adjusting screws 6a,6b that press the eccentric shafts 2a,2b in an axial direction.
- the adjusting screws 17a,17b can be interlocked for operation by associated worm/worm wheel drive mechanisms 16a,15a,18a and 16b,15b,18b respectively in the upper gear case 23, and the adjusting screws 6a and 6b can be operated by associated worm/worm wheel drive mechanisms 16a,5a,7a and 16b,5b,7b respectively in the lower gear case 28. These worm mechanisms are described in more detail below.
- Worms 15a,15b are integrally formed with worm shafts 16a,16b provided in the upper gear case 23 and are in meshing relation with the worm wheels 18a,18b, which form the heads of adjusting screws 17a and 17b respectively. For this reason, the turning effort of worm shafts 16a,16b, when they are rotated, is imparted through worms 15a,16b to worm wheels 18a,180, which an turn are rotated at reduced speed as a first stage, subsequently turning the screw shanks 19a,19b for adjusting the screws 17a,17b.
- worms 5a,5b which are integrally formed with the worm shafts 16a,16b provided in the lower gear Merrise 25, transmit turning effort to the worm wheels 7a,7b of adjusting screws 6a,6b, causing the pressing parts 9a,9b above the wheels to move in vertical directions, and when the pressing parts move up, tne eccentric shafts 2a,2b are made to move axially in a small amount.
- 21a is a lock bolt for fixing the worm shafts 16a,16b.
- the upper gear case 23 is fixed on the upper portion of a guide box 32 using 3 hexagonal bolts 24.
- 26 is a case cover which is fixed in place with a small screw 27.
- the eccentric shafts 2a,2b are provided at their lower portions with eccentric pieces lla,llb and shims 12a,12b.
- the turning effort of the worms 5a,5b in engagement with the worm wheels of the adjusting screws 6a,6b is converted into vertical movements of the pressing parts 9a,9b by means of the threaded engagement of adjusting screws 8a,8b in the gear case 28; the pressing parts 9a,9b then push up eccentric shafts 2a,2b via thrust washers 10a,10b.
- rollers la,lb can be adjusted relative to each other into proper alignment by pushing up or pushing down the adjusting screws 17a,17b and the adjusting screws 6a,6b.
- the lower gear case 25 is fixed on the bottom of guide box 32 using a hexagonal bolt 24.
- a delivery guide 29 projects from the guide box 32 and serves to guide steel strip products which issue from rolls 37a,37b into the guide box 32 for finishing rolling treatment by the forming rolls la,lb.
- the products are first lightly pressed to shape by guide 29, and then pass to final treatment by the forming grooves 34a,34b in the rollers la,lb, and issue from the guide box 32 via a sleeve guide 28 secured to the end of the box by bolts 31.
- a pinion 20 is mounted in the gear case 23 and is operable to drive pinions 22a and 22b, via a centre pinion 21, in order to adjust the lateral spacing between the surfaces of the rollers la and lb.
- the pinions 22a and 22b mesh with gears 4a and 4b respectively, which are fast with the upper ends of the supporting shafts 3a and 3b. Therefore, in this procedure, the gears 4a'and 4b are rotated at reduced speed, and the distance between the surfaces of rollers la,lb is adjusted by making use of the eccentric relation between the eccentric shafts 2a,2b and the supporting shafts 3a,3b.
- the adjusting screw 17 is raised by turning the upper worm shaft. Also, the lower worm shaft is turned to make adjusting screw 6a move upwards, thereby pushing-up the eccentric shaft 2a through the same distance as the screw 17 has moved, until adjustment of the roller la is completed to take-up the misalignment ⁇ . As a result, the calibre centres 33a,33b are exactly aligned. Thereafter, the adjustment is locked by lock bolts 21a.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
Abstract
Description
- This invention relates to a precision rolling mill which comprises a pair of forming rollers which cooperate to carry out finishing action on rolled steel strip, in which a fine adjustment arrangement is provided to enable the axial alignment of the rollers to be adjusted in a final finish line for rolling steel strips.
- In precision rolling, the shape of a steel strip product is lightly pressed to form, and therefore an accurate shape of the calibre of the rollers is necessary, as well as exact alignment of a pair of forming rollers. Referring to Figure 4 of the accompanying drawings, this shows a pair of forming rollers (la,lb) in a precision rolling mill, in which the
calibre centre - As a factor in causing such an out-of-centre in the roller calibre in a precision rolling mill, there is a problem of precision in machinability when the calibre is formed of rollers. In machining, an error of approximately 5% cannot be avoided, and errors can arise during assembly when the roller is built onto an eccentric mounting shaft with eccentric pieces. In other words, the dimensional errors become cummulative when a faulty roller is combined with other parts.
- With a view to overcoming the existing difficulties in alignment of inaccurately manufactured and assembled forming rollers, it has been proposed to provide adjusting bolts which engage with the upper and lower ends of a shaft on which the roller is mounted, which can be adjusted in order to move the roller shaft axially by screwing the adjusting bolt at one end and unscrewing the adjusting bolt at the other end of the shaft. However, with such an arrangement, it is hard to achieve high precision adjustments, and it is also inconvenient to adjust the lower adjusting bolt.
- The present invention has therefore been developed primarily with a view to providing an adjustment device for a forming roller in a precision rolling mill, which can reliably adjust the required amount of axial movement of the forminc roller with a high precision, whereby the deficiencies c existing equipment can be overcome, and improvement in rolling product produced by the rolling mill obtained, particularly the out-of-roundness of wire rod and steel bar products often supplied with existing equipment.
- According to the invention there is provided a precision rolling mill comprising a pair of forming rollers which cooperate to carry out finishing action on rolled steel strip, mounting shafts on which the rollers are mounted, and a pair of threaded adjusters engaging one on either side of each roller in order to enable the rollers to be adjusted axially relative to each other so as to bring them into alignment for a finishing action, characterised in that a reduction gear drive is coupled with each of the threaded adjusters to enable precise axial adjustment of the rollers.
- One embodiment of precision rolling mill according to the invention will now be described in detail, by way of example only, with reference to the accompanying drawings, in which:
- Figure 1 is a side view of the precision rolling mill;
- Figure 2 is a plan view;
- Figure 3 is a partially broken-away rear view; and
- Figure 4 is, as indicated above, an illustration of axial misalignment which tends to arise with forming rollers in precision rolling-mills.
- Referring now to Figures 1 to 3 of the drawings, a pair of
eccentric shafts 2a,2b have forming rollers la,lb thereon, and the shafts are mounted in aguide box 32 so as to be movable in an axial direction. The rollers la,lb are rotatable on the respective eccentric shafts, as shown in Figure 3 for roller lb, via sleeve orbush 14b andbearings 13b. Supportingshafts eccentric shafts 2a,2b on their upper ends. The axes or centres of theeccentric shafts 2a,2b are spaced eccentrically at a required distance from those of the supportingshafts upper gear case 23 situated above the supportingshafts screws shafts lower gear case 28 located beloweccentric shafts 2a,2b there are also mounted the adjustingscrews eccentric shafts 2a,2b in an axial direction. The adjustingscrews wheel drive mechanisms upper gear case 23, and the adjustingscrews wheel drive mechanisms lower gear case 28. These worm mechanisms are described in more detail below. - Worms 15a,15b are integrally formed with
worm shafts upper gear case 23 and are in meshing relation with theworm wheels screws worm shafts worms worm wheels 18a,180, which an turn are rotated at reduced speed as a first stage, subsequently turning thescrew shanks screws eccentric shafts 2a,2b are pressed downward to move a small amount in an axial direction. Moreover,worms 5a,5b, which are integrally formed with theworm shafts lower gear cazse 25, transmit turning effort to theworm wheels 7a,7b of adjustingscrews pressing parts eccentric shafts 2a,2b are made to move axially in a small amount. 21a is a lock bolt for fixing theworm shafts - In Figure 1, the
upper gear case 23 is fixed on the upper portion of aguide box 32 using 3hexagonal bolts 24. 26 is a case cover which is fixed in place with asmall screw 27. Theeccentric shafts 2a,2b are provided at their lower portions with eccentric pieces lla,llb andshims worms 5a,5b in engagement with the worm wheels of the adjustingscrews pressing parts screws gear case 28; thepressing parts eccentric shafts 2a,2b viathrust washers 10a,10b. Thus, rollers la,lb can be adjusted relative to each other into proper alignment by pushing up or pushing down the adjustingscrews screws - The
lower gear case 25 is fixed on the bottom ofguide box 32 using ahexagonal bolt 24. Adelivery guide 29 projects from theguide box 32 and serves to guide steel strip products which issue fromrolls guide box 32 for finishing rolling treatment by the forming rolls la,lb. The products are first lightly pressed to shape byguide 29, and then pass to final treatment by the forminggrooves 34a,34b in the rollers la,lb, and issue from theguide box 32 via asleeve guide 28 secured to the end of the box bybolts 31. - A
pinion 20 is mounted in thegear case 23 and is operable to drivepinions centre pinion 21, in order to adjust the lateral spacing between the surfaces of the rollers la and lb. Thepinions gears shafts eccentric shafts 2a,2b and the supportingshafts - There will now be described an adjusting operation for an out-of-centre alignment of the rollers la,lb. Thus, as shown in Figure 4, for example, an explanation will be given for what to do for adjustment if roller la is out of alignment with roller lb by axial distanced .
- After release of the lock bolt la, fixing the
worm shaft 16a which corresponds with roller la, the adjusting screw 17 is raised by turning the upper worm shaft. Also, the lower worm shaft is turned to make adjustingscrew 6a move upwards, thereby pushing-up the eccentric shaft 2a through the same distance as the screw 17 has moved, until adjustment of the roller la is completed to take-up the misalignment α. As a result, thecalibre centres lock bolts 21a.
Claims (5)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2482485 | 1985-02-25 | ||
| JP24824/85U | 1985-02-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0192873A2 true EP0192873A2 (en) | 1986-09-03 |
Family
ID=12148925
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19850306193 Withdrawn EP0192873A2 (en) | 1985-02-25 | 1985-09-02 | A fine adjustment device for the forming rollers of a precision rolling mill |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0192873A2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102873103A (en) * | 2012-10-12 | 2013-01-16 | 衡阳华菱钢管有限公司 | Tandem mill central line adjusting method and device |
-
1985
- 1985-09-02 EP EP19850306193 patent/EP0192873A2/en not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102873103A (en) * | 2012-10-12 | 2013-01-16 | 衡阳华菱钢管有限公司 | Tandem mill central line adjusting method and device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6148654A (en) | Convertible roll forming apparatus | |
| US4618342A (en) | Machine for processing web material | |
| KR960008868B1 (en) | Rolling method of sizing mill and round bar | |
| US5829294A (en) | Split-level roll former | |
| DE69511651T2 (en) | Rolling mill | |
| EP0192873A2 (en) | A fine adjustment device for the forming rollers of a precision rolling mill | |
| US3657913A (en) | Crown control | |
| EP2473295B1 (en) | Method for adjusting the rolls of a roll stand and roll stand | |
| KR100382216B1 (en) | Multifunction rolling mill for h-steel rolling equipment and rolling method using it | |
| WO2019025240A1 (en) | Hobbing machine, comprising a hobbing slide and a chamfering slide on a common rail system | |
| DE69012949T2 (en) | Variable crown roller. | |
| US3599463A (en) | Gear rolling | |
| EP0339064B1 (en) | Rolling mill machine | |
| US4182149A (en) | Roll stand | |
| CN212703678U (en) | Three-roller finish rolling mill | |
| DE69621303T2 (en) | Device for re-designing the rolls in the forming of rolled steel | |
| KR100285886B1 (en) | Edge Rolling Roll for Steel | |
| US4248074A (en) | Axial roll adjustment for a rolling mill | |
| DE69708392T2 (en) | Roll cross device for rolling mill | |
| CN101007318A (en) | Supporting roll having form adjustment mechanism | |
| JPH0331444Y2 (en) | ||
| JPH0757366B2 (en) | Variable width rolling roll and disassembling and assembling device of the roll | |
| CN105363792B (en) | A kind of two-stage is laterally driven three-high mill | |
| JP3164952B2 (en) | Variable width and leg length edging roll | |
| EP0194057A2 (en) | A device for fine adjustment of the vertical movement of rollers in a skinpass rolling mill |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19861128 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: OISHI, KAZUYUKI Inventor name: OKADA, SHOJIKOTOBUKI SANGYO Inventor name: YOSHIZAWA, SADAOKOTOBUKI SANGYO Inventor name: NITTA, MINORU Inventor name: SUGAWARA, TAKUO |