EP0181269A1 - Press tool with processing parts exchangeable while under the press - Google Patents
Press tool with processing parts exchangeable while under the press Download PDFInfo
- Publication number
- EP0181269A1 EP0181269A1 EP85402145A EP85402145A EP0181269A1 EP 0181269 A1 EP0181269 A1 EP 0181269A1 EP 85402145 A EP85402145 A EP 85402145A EP 85402145 A EP85402145 A EP 85402145A EP 0181269 A1 EP0181269 A1 EP 0181269A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- blank holder
- tool
- press
- stroke
- stop
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007493 shaping process Methods 0.000 claims abstract description 4
- 238000009434 installation Methods 0.000 claims 1
- 238000006073 displacement reaction Methods 0.000 abstract description 2
- 239000002184 metal Substances 0.000 description 9
- 238000012423 maintenance Methods 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 238000011084 recovery Methods 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 241000028631 Microstomus pacificus Species 0.000 description 1
- 241000269978 Pleuronectiformes Species 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/26—Perforating, i.e. punching holes in sheets or flat parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/003—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass in punching machines or punching tools
- B21D45/006—Stripping-off devices
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2092—Means to move, guide, or permit free fall or flight of product
- Y10T83/2096—Means to move product out of contact with tool
- Y10T83/2135—Moving stripper timed with tool stroke
- Y10T83/2137—And alternatively movable to or from operating position
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2092—Means to move, guide, or permit free fall or flight of product
- Y10T83/2096—Means to move product out of contact with tool
- Y10T83/2135—Moving stripper timed with tool stroke
- Y10T83/215—Carried by moving tool element or its support
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/566—Interrelated tool actuating means and means to actuate work immobilizer
- Y10T83/5669—Work clamp
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/748—With work immobilizer
- Y10T83/7487—Means to clamp work
- Y10T83/7493—Combined with, peculiarly related to, other element
- Y10T83/75—With or to tool guide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9457—Joint or connection
- Y10T83/9473—For rectilinearly reciprocating tool
Definitions
- the present invention relates to a press tool with removable working parts in press, intended in particular for work carried out on sheets.
- tools are usually used which are mounted on presses to perform punching, stamping, bending, etc. operations.
- These tools generally include each, working parts such as punches and dies which are subject to more or less rapid wear, holding parts such as punch holders, die holders, fixing soles which are mounted respectively on the slide and the press table, and a blank holder usually intended both to securely hold a sheet subjected to shaping and to guide in their sliding these punches.
- the press tools are usually designed so that at rest or at the end of their withdrawal or release stroke, the ends of their punches are still partially engaged in the guide holes trained in their blank holder.
- the aim of the present invention is to avoid these drawbacks, which makes it possible to produce an economical press tool with working parts, in particular punches, which can be dismantled in a press, intended to be mounted on a press for carrying out sheet forming operations. such as punching, stamping, bending, cutting, etc.
- a press tool having working parts in the form of one or more dies and one or more punches, and a blank holder guiding this or these punches in their displacement and now in place against this or these dies, in its working stroke, a sheet subjected to shaping, is characterized in that it is provided, between the die (s) and the punch (s), a blank holder which performs at least one normal stroke of work and two withdrawal strokes of your choice, namely a normal withdrawal stroke and an intervention withdrawal stroke which allows disassembly of these working parts of the tool in press.
- the invention is applicable both to a recovery tool and to a tool to follow.
- a recovery tool a press tool that operates only once, on a sheet metal blank to give it a more or less complex shape. Operations such as cutting, folding, stamping, etc. generally cannot all be done with a single tool but they are done on a range of recovery tools.
- Called tracking tool in general a tool comprising several aligned work stations, one arranged after the other on which a strip of sheet metal or metal is scrolled in a determined pitch to achieve on this strip of sheet metal by each workstation a predetermined operation such as punching, stamping, bending, cutting ... and obtain at the exit of the last station a finished part detached from this strip of sheet metal and having a more or less complex shape.
- the press tool 1 comprises at least firstly a die 5 held by a die holder 8 and a lower fixing base 11 which is mounted on the table 3 of the press 2, secondly a punch 12 held in a punch holder hoop 15 and an upper fixing sole 18 which is mounted on the slide 4 of the press 2, and thirdly a blank holder 19 disposed between this die 5 and this punch and intended both to hold in place a sheet metal strip 20 against this die 5 and to guide this punch in their movement 12.
- the die 5 and the die holder 8 fixed on their common sole 11 are removable and removable with respect to the latter. The same applies to the punch 12 and the punch holder 15 relative to the upper fixing flange 18.
- FIG. 1 a The end of the normal working stroke of the slider 4 of the press 2 which coincides with the end of the normal working stroke of the tool 1 is shown in FIG. 1 a while the end of the normal withdrawal stroke of the slider 4 of the press 2 which coincides with the end of the normal withdrawal stroke of the tool 1 is illustrated in FIG. 1b.
- the press tool 1 is provided between the punch 12 and the die 5 with a blank holder 19 which performs at least one normal working stroke and two retraction strokes of your choice, namely a normal stroke withdrawal and an intervention withdrawal run.
- the blank holder 19 guides the punch 12 in their movement and maintains, at the end of this stroke, the sheet metal strip 20 firmly in place against the matrix 5.
- the blank holder 19 is released from the die 5 but the punch 12 still remains partially engaged in the corresponding guide hole 21 in this blank holder 19.
- the blank holder 19, the punch 12 and its punch holder 15 and the upper fixing sole 18 carried by the slide 4 of the press 2, are guided respectively in their movement during their working and withdrawal strokes, opposite -screw of the die 5 and its die holder 8 and the bottom flange 11 fixed on the table 3 of the press 2, by four columns 22 (FIG. 3), one of which is shown in partial section in FIG. 2.
- the guide columns 22 are, in the example illustrated, ball columns of a known type.
- the blank holder 19 for carrying out its normal working stroke and its two withdrawal strokes of choice is mechanically connected to the upper fixing base 18 which supports the punch 12 and its punch holder 15 by sliding connection devices 23 which each include two stops of choice, one marking the end of its normal withdrawal stroke where the punch 12 is still partially engaged in the blank holder 19, and the other representing the end of its intervention withdrawal stroke where the punch 12 is completely outside of this blank holder 19.
- These sliding connection devices 23 which are four in number in the example illustrated (FIG. 3) comprise (FIGS. 1a, 1b, 1c, 2, 4) each a sheath 25 fixed to the blank holder 19, a retaining screw with a stop head 24 fixed to the upper sole 18 of the tool, through this sheath 25 and a movable or retractable fork 26 engaging on this screw 24 between the head of the latter and the bottom of the sheath 25.
- the sheath 25 and the movable fork 26 respectively serve as the intervention withdrawal end-of-travel stop and the normal withdrawal end-of-travel stop.
- the sleeve or stop 25 is constituted by a part provided with a longitudinal section having the shape of an inverted elongated U with a drilled bottom for the sliding of the retaining screw with stop head 24, with side wall provided with a passage opening 31 for the fork 26, and with a free end provided with a retaining shoulder. These shoulders can be provided with holes for fixing screws 27.
- the sheath or stop 25 has a length greater than the thickness of the blank holder 19 so that when this sheath 25 is fixed by screws 27 on this clamp blank 19 through a corresponding hole 28 formed in the latter, the bottom of this stop 25 projects from the face of the blank holder opposite the fixing face, of a length equal to the thickness of the fork or stop retractable 26 increased by the thickness of the bottom of this sheath or stop 25.
- the retractable fork or stop 26 is constituted by a piece with two branches extended by a handle 29 which can be provided laterally with two wings 30 not shown. These wings 30 give the fork or stop 26 good stability in its movement during its retraction or its establishment.
- the fork or stop 26 slides on the surface of the blank holder 19 and enters the sheath or stop 25 through the passage opening 31 and its handle 29 made laterally protruding outside the sheath 25.
- the fork or stop 26 slides on the surface of the blank holder 19 and leaves the sheath or stop 25 through the passage opening 31.
- the four forks or stops 26 are fixed to the same control device 32 which communicates to them a simultaneous movement in their movement during their positioning or their retraction.
- This control device 32 comprises a front rod 33 and two sliding lateral tie rods 34, 35 to which the forks or stops are fixed 26.
- the frontal rod 33 is provided with handles 36 and the two tie rods 34, 35 are mounted sliding along the edges sides of the blank holder 19 according to a known technique.
- the forks or stops 26 are simultaneously inserted in the corresponding sleeves or stops 25 between the bottoms thereof and the heads d 'stop of the sliding retaining screw 24, and in this case the blank holder 19 has a normal working stroke and a normal withdrawal stroke.
- the punch 12, the die 5, the blank holder 19 and the sheet metal strip 20 respectively assume the positions represented in FIGS. 1a, 1b and 2 and at the end of a normal tool withdrawal stroke 1, in the sliding connection devices 23, the heads of the retaining screws 24 are stopped by the forks or stops 26, and in tool 1 the punch, matrix and blank holder have positions respectively partially illustrated in Figure lb.
- the forks or stops 26 are simultaneously retracted, that is to say withdrawn outside the sleeves or stops 25, using the control device 32, and in this case the blank holder 19 has a normal working stroke similar to that of normal operation of the tool 1 and an intervention withdrawal stroke illustrated in FIG. where the heads of the retaining screws 24 are stopped respectively by the bottoms of the sleeves or stops 25, and not by the forks or stops 26 which are already retracted or removed.
- the blank holder 19 moves away from the upper fixing sole 18 which carries the punch or punches, by a distance (FIG.
- the punch (s) 12 can thus be easily disassembled or removed at the same time as the die (s) 5 without requiring disassembly of the tool 1 outside the press to effect their change, replacement or maintenance.
- the tool 1 produced according to the invention thus makes it possible to avoid a waste of time and an additional cost of labor.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Press Drives And Press Lines (AREA)
- Punching Or Piercing (AREA)
Abstract
Un outil de presse ayant des parties travaillantes sous forme de une ou plusieurs matrices (5) et de un ou plusieurs poinçons (12), et un serre-flan (19) guidant ce ou ces poinçons dans leur déplacement et maintenant en place contre cette ou ces matrices, dans sa course de travail, une tôle (20) soumise à une mise en forme est caractérisé en ce qu'il est pourvu entre la ou les matrices (5) et le ou les poinçons (12), d'un serre-flan (19) qui effectue au moins une course normale de travail et deux courses de retrait au choix, à savoir une course normale de retrait et une course de retrait d'intervention laquelle permet un démontage de ces parties travaillantes de l'outil sous presse.A press tool having working parts in the form of one or more dies (5) and one or more punches (12), and a blank holder (19) guiding this or these punches in their displacement and now in place against this or these dies, in its working stroke, a sheet (20) subjected to shaping is characterized in that it is provided between the die (s) (5) and the punch (s) (12) hold-down clamp (19) which performs at least one normal working stroke and two withdrawal strokes of your choice, namely a normal withdrawal stroke and an intervention withdrawal stroke which allows disassembly of these working parts of the tool in press.
Description
La présente Invention concerne un outil de presse à parties travaillantes démontables sous presse, destiné notamment aux travaux effectués sur tôles.The present invention relates to a press tool with removable working parts in press, intended in particular for work carried out on sheets.
Pour la fabrication des pièces en tôles métalliques on utilise habituellement des outils qui sont montés sur des presses pour effectuer des opérations de poinçonnage, d'emboutissage, de cambrage, etc. Ces outils comprennent en général chacun, des parties travaillantes telles que les poinçons et les matrices qui sont sujettes à une usure plus ou moins rapide, des parties de maintien telles que les porte-poinçons, les porte-matrices, les semelles de fixation qui sont montées respectivement sur le coulisseau et la table de la presse, et un serre-flan destiné habituellement à la fois à maintenir solidement en place une tôle soumise à une mise en forme et à guider dans leur coulissement ces poinçons. Etant donné une fragilité plus ou moins grande de ces poinçons, les outils de presse sont habituellement conçus de manière qu'au repos ou en fin de leur course de retrait ou dégagement, les extrémités de leurs poinçons restent encore engagées partiellement dans les trous de guidage formés dans leur serre-flan. Il en résulte que lors de leur remplacement, changement ou entretien, ces poinçons ne peuvent être enlevés quand ces outils sont encore sous presses c'est-à-dire en place sur les presses. Pour le faire, il faut démonter ces outils et les sortir de ces presses. Ainsi, une opération de remplacement, entretien ou changement de poinçons et matrices dans ces outils connus, ne pouvant pas être réalisée sous presses, présente une perte de temps et un coût relativement élevé en main-d'oeuvre.For the manufacture of sheet metal parts, tools are usually used which are mounted on presses to perform punching, stamping, bending, etc. operations. These tools generally include each, working parts such as punches and dies which are subject to more or less rapid wear, holding parts such as punch holders, die holders, fixing soles which are mounted respectively on the slide and the press table, and a blank holder usually intended both to securely hold a sheet subjected to shaping and to guide in their sliding these punches. Given the greater or lesser fragility of these punches, the press tools are usually designed so that at rest or at the end of their withdrawal or release stroke, the ends of their punches are still partially engaged in the guide holes trained in their blank holder. It follows that during their replacement, change or maintenance, these punches cannot be removed when these tools are still in presses, that is to say in place on the presses. To do this, these tools must be dismantled and removed from these presses. Thus, a replacement, maintenance or change operation of punches and dies in these known tools, which cannot be carried out under presses, is a waste of time and a relatively high cost of labor.
La présente invention ayant pour but d'éviter ces inconvénients, permet de réaliser un outil économique de presse à parties travaillantes notamment des poinçons, démontables sous presse, destiné à être monté sur une presse pour effectuer des opérations de mise en forme d'une tôle telles que poinçonnage, emboutissage, cambrage, découpage, etc.The aim of the present invention is to avoid these drawbacks, which makes it possible to produce an economical press tool with working parts, in particular punches, which can be dismantled in a press, intended to be mounted on a press for carrying out sheet forming operations. such as punching, stamping, bending, cutting, etc.
Selon l'invention, un outil de presse ayant des parties travaillantes sous forme de une ou plusieurs matrices et de un ou plusieurs poinçons, et un serre-flan guidant ce ou ces poinçons dans leur déplacement et maintenant en place contre cette ou ces matrices, dans sa course de travail, une tôle soumise à une mise en forme, est caractérisé en ce qu'il est pourvu, entre la ou les matrices et le ou les poinçons, d'un serre-flan qui effectue au moins une course normale de travail et deux courses de retrait au choix, à savoir une course normale de retrait et une course de retrait d'intervention laquelle permet un démontage de ces parties travaillantes de l'outil sous presse.According to the invention, a press tool having working parts in the form of one or more dies and one or more punches, and a blank holder guiding this or these punches in their displacement and now in place against this or these dies, in its working stroke, a sheet subjected to shaping, is characterized in that it is provided, between the die (s) and the punch (s), a blank holder which performs at least one normal stroke of work and two withdrawal strokes of your choice, namely a normal withdrawal stroke and an intervention withdrawal stroke which allows disassembly of these working parts of the tool in press.
Pour mieux faire comprendre l'invention on en décrit ci-après, un exemple de réalisation illustré par des dessins ci-annexés dont
- - les figures la, lb, lc représentent des vues partielles et schématiques d'une coupe verticale d'un outil réalisé selon l'invention, montrant dans la l'outil fermé c'est-à-dire en fin de course de travail correspondant à la fin de course de descente d'un coulisseau d'une presse ; dans lb l'outil ouvert avec son serre-flan effectuant une course normale de retrait correspondant à la fin de la course de remontée d'un coulisseau d'une presse ; dans lc l'outil ouvert avec son serre-flan effectuant une course de retrait d'intervention correspondant à la fin de la course de remontée d'un coulisseau d'une presse ;
- - la figure 2 représente une vue partielle et schématique d'une coupe verticale d'un outil analogue à celle de la figure 1, monté sur une presse, montrant les positions relatives de leurs poinçon, matrice et serre-flan en fin de course de travail de l'outil ;
- - la figure 3 représente une vue de dessus partielle et schématique du serre-flan de l'outil de la figure 2 montrant dans la moitié de droite le serre-flan en position normale de travail ou de retrait et dans la moitié gauche le serre-flan en position d'intervention ;
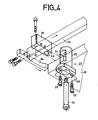
- - la figure 4 représente une vue partielle schématique en perspective d'un dispositif de liaison coulissante reliant un serre-flan a une semelle de l'outil, et de son dispositif de commande.
- - Figures la, lb, lc show partial and schematic views of a vertical section of a tool produced according to the invention, showing in the closed tool that is to say at the end of the corresponding working stroke at the end of the downhill stroke of a press slide; in lb the open tool with its blank holder performing a normal withdrawal stroke corresponding to the end of the ascent stroke of a slide of a press; in lc the open tool with its blank holder performing an intervention withdrawal stroke corresponding to the end of the ascent stroke of a slide of a press;
- - Figure 2 shows a partial and schematic view of a vertical section of a tool similar to that of Figure 1, mounted on a press, showing the relative positions of their punch, die and blank holder at the end of travel tool work;
- - Figure 3 shows a partial and schematic top view of the blank holder of the tool of Figure 2 showing in the right half the blank holder in normal working or withdrawal position and in the left half the clamp blank in intervention position;
- - Figure 4 shows a partial schematic view in perspective of a sliding connection device connecting a blank holder to a sole of the tool, and of its control device.
L'invention est applicable aussi bien à un outil de reprise qu'à un outil à suivre. On appelle habituellement outil de reprise, un outil de presse qui opère une seule fois, sur un flan de tôle pour lui donner une forme plus ou moins complexe. Les opérations telles que découpage, pliage, emboutissage, etc. ne peuvent en général toutes se faire avec un seul outil mais elles se font sur une gamme d'outils de reprise. On appelle outil à suivre, en général un outil comportant plusieurs postes de travail alignés, l'un disposé à la suite de l'autre sur lesquels on fait défiler suivant un pas déterminé une bande de tôle ou de métal pour réaliser sur cette bande de tôle par chaque poste de travail une opération préétablie telle que poinçonnage, emboutissage, cambrage, découpage... et obtenir à la sortie du dernier poste une pièce finie détachée de cette bande de tôle et présentant une forme plus ou moins complexe.The invention is applicable both to a recovery tool and to a tool to follow. We usually call a recovery tool, a press tool that operates only once, on a sheet metal blank to give it a more or less complex shape. Operations such as cutting, folding, stamping, etc. generally cannot all be done with a single tool but they are done on a range of recovery tools. Called tracking tool, in general a tool comprising several aligned work stations, one arranged after the other on which a strip of sheet metal or metal is scrolled in a determined pitch to achieve on this strip of sheet metal by each workstation a predetermined operation such as punching, stamping, bending, cutting ... and obtain at the exit of the last station a finished part detached from this strip of sheet metal and having a more or less complex shape.
Un outil de presse 1 réalisé selon un exemple de mise en oeuvre de l'invention, illustré schématiquement et partiellement dans les figures 1 à 4, est un outil du type outil à suivre, destiné à être monté sur une presse 2 dont la table 3 et le coulisseau 4 sont représentés schématiquement en traits discontinus.A
L'outil de presse 1 comprend au moins en premier lieu une matrice 5 maintenue par un porte-matrice 8 et une semelle inférieure de fixation 11 qui est montée sur la table 3 de la presse 2, en deuxième lieu un poinçon 12 maintenu dans une frette porte-poinçon 15 et une semelle supérieure de fixation 18 qui est montée sur le coulisseau 4 de la presse 2, et en troisième lieu un serre-flan 19 disposé entre cette matrice 5 et ce poinçon et destiné à la fois à maintenir en place une bande de tôle 20 contre cette matrice 5 et à guider dans leur déplacement ce poinçon 12. La matrice 5 et le porte-matrice 8 fixés sur leur semelle commune 11 sont démontables et amovibles par rapport à cette dernière. Il en est de même pour le poinçon 12 et le porte-poinçon 15 par rapport à la semelle supérieure de fixation 18.The
La fin de la course normale de travail du coulisseau 4 de la presse 2 qui coincidence avec la fin de la course normale travail de l'outil 1 est représentée dans la figure la tandis que la fin de la course normale de retrait du coulisseau 4 de la presse 2 qui coïncide avec la fin de la course normale de retrait de l'outil 1 est illustrée dans la figure lb.The end of the normal working stroke of the
En fin d'une course normale de retrait de l'outil 1 le poinçon 12 et le serre-flan 19 s'écartent de la matrice 5 (figure lb), mais ce poinçon reste encore partiellement engagé dans une forme ou trou de guidage correspondante 21, pratiquée dans le serre-flan 19. Dans de telles positions relatives de ce poinçon 12 et de ce serre-flan 19, il est difficile et voire impossible d'enlever ce poinçon quand l'outil 1 reste fixé sur la presse 2, autrement dit le démontage de ce poinçon 12 sous presse s'avère difficile ou impossible.At the end of a normal
Selon une caractéristique importante, l'outil de presse 1 est pourvu, entre le poinçon 12 et la matrice 5 d'un serre-flan 19 qui effectue au moins une course normale de travail et deux courses de retrait au choix à savoir une course normale de retrait et une course de retrait d'intervention. Dans sa course normale de travail, le serre-flan 19 guide le poinçon 12 dans leur déplacement et maintient en fin de cette course fermement en place la bande de tôle 20 contre la matrice 5. A la fin de sa course normale de retrait, le serre-flan 19 s'est dégagé de la matrice 5 mais le poinçon 12 reste encore partiellement engagé dans le trou de guidage correspondant 21 dans ce serre-flan 19.According to an important characteristic, the
Dans le cas d'une course de retrait d'intervention, le serre-flan 19 se dégage de la matrice 5 et le poinçon 12, sort de son trou de guidage 21 en fin de course de montée du coulisseau de la presse et se dégage totalement de ce serre-flan, comme l'illustre la figure lc.In the case of an intervention withdrawal stroke, the
Le serre-flan 19, le poinçon 12 et son porte-poinçon 15 et la semelle supérieure de fixation 18 portés par le coulisseau 4 de la presse 2, sont guidés respectivement dans leur déplacement durant leurs courses de travail et de retrait, vis-à-vis de la matrice 5 et son porte-matrice 8 et la semelle inférieure 11 fixée sur la table 3 de la presse 2, par quatre colonnes 22 (figure 3) dont l'une est représentée en coupe partielle dans la figure 2. Les colonnes de guidages 22 sont, dans l'exemple illustré, des colonnes à billes d'un type connu.The
Selon une autre caractéristique importante, le serre-flan 19 pour réaliser sa course normale de travail et ses deux courses de retrait au choix, est mécaniquement relié à la semelle supérieure de fixation 18 qui supportent le poinçon 12 et son porte-poinçon 15 par des dispositifs de liaison coulissants 23 qui comprennent chacun deux butées d'arrêt au choix, l'une marquant la fin de sa course normale de retrait où le poinçon 12 reste encore partiellement engagé dans le serre-flan 19, et l'autre représentant la fin de sa course de retrait d'intervention où le poinçon 12 se trouve totalement en dehors de ce serre-flan 19.According to another important characteristic, the
Ces dispositifs de liaison coulissants 23 qui sont au nombre de quatre dans l'exemple illustré (figure 3) comprennent (figures la, lb, lc, 2, 4) chacun un fourreau 25 fixé sur le serre-flan 19, une vis de retenue à tête d'arrêt 24 fixée à la semelle supérieure 18 de l'outil, à travers ce fourreau 25 et une fourchette mobile ou escamotable 26 s'engageant sur cette vis 24 entre la tête de celle-ci et le fond du fourreau 25. Le fourreau 25 et la fourchette mobile 26 servent respectivement de butée de fin de course de retrait d'intervention et de butée de fin de course normale de retrait. Le fourreau ou butée 25 est constitué par une pièce pourvue d'une section longitudinale ayant une forme d'un U allongé inversé à fond percé pour le coulissement de la vis de retenue à tête d'arrêt 24, à paroi latérale pourvue d'une ouverture de passage 31 pour la fourchette 26, et à extrémité libre munie d'un épaulement de retenue. Ces épaulements peuvent être pourvus de trous pour vis de fixation 27. Le fourreau ou butée 25 présente une longueur supérieure à l'épaisseur du serre-flan 19 de manière que lors d'une fixation de ce fourreau 25 par des vis 27 sur ce serre-flan 19 à travers un trou correspondant 28 formé dans ce dernier, le fond de cette butée 25 fasse saillie sur la face du serre-flan opposée à la face de fixation, d'une longueur égale à l'épaisseur de la fourchette ou butée escamotable 26 augmentée de l'épaisseur du fond de ce fourreau ou butée 25. La fourchette ou butée escamotable 26 est constituée par une pièce à deux branches prolongée par un manche 29 qui peut être muni latéralement de deux ailes 30 non représentées. Ces ailes 30 donnent à la fourchette ou butée 26 une bonne stabilité dans son déplacement lors de son escamotage ou de sa mise en place. Dans sa mise en place (figures la, lb, 2, 3 droite) la fourchette ou butée 26 glisse sur la surface du serre-flan 19 et pénètre dans le fourreau ou butée 25 par l'ouverture de passage 31 et son manche 29 fait saillie latéralement en dehors du fourreau 25. Dans son escamotage (figures lc et 3 gauche) la fourchette ou butée 26 glisse sur la surface du serre-flan 19 et sort du fourreau ou butée 25 par l'ouverture de passage 31.These sliding
Selon une autre caractéristique, les quatre fourchettes ou butées 26 sont fixées à un même dispositif de commande 32 qui leur communique un mouvement simultané dans leur déplacement lors de leur mise en place ou de leur escamotage.According to another characteristic, the four forks or
Ce dispositif de commande 32 comprend une tringle frontale 33 et deux tirants latéraux coulissants 34, 35 auxquels sont fixées les fourchettes ou butées 26. La tringle frontale 33 est munie de poignées 36 et les deux tirants 34, 35 sont montés coulissants le long des bords latéraux du serre-flan 19 selon une technique connue.This control device 32 comprises a
Lors d'un fonctionnement normal de l'outil 1 dans la presse 2, dans les dispositifs de liaison coulissants 23, les fourchettes ou butées 26 sont simultanément insérées dans les fourreaux ou butées correspondantes 25 entre les fonds de celles-ci et les têtes d'arrêt de la vis de retenue coulissantes 24, et dans ce cas le serre-flan 19 a une course normale de travail et une course normale de retrait. En fin de course normale de travail de l'outil 1, le poinçon 12, la matrice 5, le serre-flan 19 et la bande de tôle 20 prennent respectivement des positions représentées dans les figures la, lb et 2 et en fin d'une course normale de retrait de l'outil 1, dans les dispositifs de liaison coulissants 23, les têtes des vis de retenue 24 sont arrêtées par les fourchettes ou butées 26, et dans l'outil 1 le poinçon, matrice et serre-flan ont respectivement des positions partiellement illustrées dans la figure lb.During normal operation of the
Lors d'un remplacement, entretien ou changement d'un ou de plusieurs poinçons 12 dans les dispositifs de liaison coulissants 23, les fourchettes ou butées 26 sont simultanément escamotées c'est-à-dire retirées en dehors des fourreaux ou butées 25, à l'aide du dispositif de commande 32, et dans ce cas le serre-flan 19 a une course normale de travail analogue à celle d'un fonctionnement normal de l'outil 1 et une course de retrait d'intervention illustrée dans la figure lc où les têtes des vis de retenue 24 sont arrêtées respectivement par les fonds des fourreaux ou butées 25, et non par les fourchettes ou butées 26 qui sont déjà escamotées ou retirées. Il en résulte que dans cette course de retrait d'intervention, le serre-flan 19 s'éloigne de la semelle supérieure de fixation 18 qui porte le ou les poinçons, d'une distance (figure lc) plus grande que la distance dans le cas d'une course normale de retrait de serre-flan (figure lb) de manière que le ou les poinçons 12 sont totalement dégagés du serre-flan 19 (figure lc). Le ou les poinçons 12 peuvent ainsi être facilement démontés ou enlevés en même temps que la ou les matrices 5 sans nécessiter un démontage de l'outil 1 hors presse pour effectuer leur changement, remplacement ou entretien.During a replacement, maintenance or change of one or
L'outil 1 réalisé selon l'invention permet ainsi d'éviter une perte de temps et un coût supplémentaire en main-d'oeuvre.The
Claims (7)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8417112A FR2572963B1 (en) | 1984-11-09 | 1984-11-09 | PRESS TOOL WITH WORKING PARTS REMOVABLE UNDER PRESS |
| FR8417112 | 1984-11-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0181269A1 true EP0181269A1 (en) | 1986-05-14 |
| EP0181269B1 EP0181269B1 (en) | 1988-12-28 |
Family
ID=9309437
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85402145A Expired EP0181269B1 (en) | 1984-11-09 | 1985-11-06 | Press tool with processing parts exchangeable while under the press |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4656902A (en) |
| EP (1) | EP0181269B1 (en) |
| JP (1) | JPH0613160B2 (en) |
| AU (1) | AU584686B2 (en) |
| CA (1) | CA1264420A (en) |
| DE (1) | DE3566960D1 (en) |
| ES (1) | ES8700986A1 (en) |
| FR (1) | FR2572963B1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000053357A1 (en) * | 1999-03-09 | 2000-09-14 | Dynacraft Industries Sdn. Bdh. | Precision stamping tool |
| CN102228942A (en) * | 2011-04-27 | 2011-11-02 | 浙江大学 | Semi-solid metal micro-thixoforming device with automatic mould emptier |
| EP2578329A1 (en) * | 2010-06-30 | 2013-04-10 | Forward Zhang | Pressing and stripping apparatus for punch die and push rod thereof |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103071730A (en) * | 2013-01-30 | 2013-05-01 | 华一精密机械(昆山)有限公司 | Continuous punching die for punch forming standard component |
| CN103611821A (en) * | 2013-12-10 | 2014-03-05 | 安徽江淮汽车股份有限公司 | Single-person single-machine mold stamping production structure |
| CN104148469B (en) * | 2014-06-30 | 2018-11-30 | 万盛兴精密技术(惠州)有限公司 | A kind of rapid forming mold producing device and preparation method thereof |
| CN104399819A (en) * | 2014-11-28 | 2015-03-11 | 吴中区光福华宇钣金厂 | Novel sheet metal stamping die |
| CN105478589A (en) * | 2015-11-30 | 2016-04-13 | 吴中区光福良盛机械厂 | Male die of metal connecting corner grading die |
| CN107971406B (en) * | 2017-12-14 | 2024-02-06 | 安徽永舟文具有限公司 | High-precision secret pen clip mould |
| IT201900019421A1 (en) * | 2019-10-21 | 2021-04-21 | Salvagnini Italia Spa | PUNCHING APPARATUS |
| US11511331B2 (en) * | 2019-12-18 | 2022-11-29 | Express Products, Inc. | Die stacker |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3125917A (en) * | 1964-03-24 | Punch and die assembly having spaced tool positioning plates | ||
| US3673902A (en) * | 1970-02-09 | 1972-07-04 | Walter Strobel | Die set; fixture and method of making dies |
| US4103574A (en) * | 1974-08-01 | 1978-08-01 | Greer H William | Tool assembly, method of manufacture and components thereof |
| FR2413207A1 (en) * | 1977-12-29 | 1979-07-27 | Cornercroft Eng Ltd | Pressure pad for press tool - has stem fitted with dished spring washers operating axially between upper and lower limiting stops |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3140630A (en) * | 1960-10-31 | 1964-07-14 | Lewis H Wolf | Stripper spring unit for presses |
-
1984
- 1984-11-09 FR FR8417112A patent/FR2572963B1/en not_active Expired
-
1985
- 1985-11-04 US US06/794,673 patent/US4656902A/en not_active Expired - Fee Related
- 1985-11-06 DE DE8585402145T patent/DE3566960D1/en not_active Expired
- 1985-11-06 EP EP85402145A patent/EP0181269B1/en not_active Expired
- 1985-11-08 JP JP60250561A patent/JPH0613160B2/en not_active Expired - Lifetime
- 1985-11-08 CA CA000494890A patent/CA1264420A/en not_active Expired - Fee Related
- 1985-11-08 ES ES548702A patent/ES8700986A1/en not_active Expired
-
1986
- 1986-03-21 AU AU54998/86A patent/AU584686B2/en not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3125917A (en) * | 1964-03-24 | Punch and die assembly having spaced tool positioning plates | ||
| US3673902A (en) * | 1970-02-09 | 1972-07-04 | Walter Strobel | Die set; fixture and method of making dies |
| US4103574A (en) * | 1974-08-01 | 1978-08-01 | Greer H William | Tool assembly, method of manufacture and components thereof |
| FR2413207A1 (en) * | 1977-12-29 | 1979-07-27 | Cornercroft Eng Ltd | Pressure pad for press tool - has stem fitted with dished spring washers operating axially between upper and lower limiting stops |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000053357A1 (en) * | 1999-03-09 | 2000-09-14 | Dynacraft Industries Sdn. Bdh. | Precision stamping tool |
| EP2578329A1 (en) * | 2010-06-30 | 2013-04-10 | Forward Zhang | Pressing and stripping apparatus for punch die and push rod thereof |
| EP2578329A4 (en) * | 2010-06-30 | 2013-08-14 | forward Zhang | Pressing and stripping apparatus for punch die and push rod thereof |
| CN102228942A (en) * | 2011-04-27 | 2011-11-02 | 浙江大学 | Semi-solid metal micro-thixoforming device with automatic mould emptier |
Also Published As
| Publication number | Publication date |
|---|---|
| AU5499886A (en) | 1987-09-24 |
| JPH0613160B2 (en) | 1994-02-23 |
| CA1264420A (en) | 1990-01-16 |
| EP0181269B1 (en) | 1988-12-28 |
| JPS61115700A (en) | 1986-06-03 |
| FR2572963B1 (en) | 1986-12-12 |
| ES8700986A1 (en) | 1986-11-16 |
| ES548702A0 (en) | 1986-11-16 |
| FR2572963A1 (en) | 1986-05-16 |
| DE3566960D1 (en) | 1989-02-02 |
| AU584686B2 (en) | 1989-06-01 |
| US4656902A (en) | 1987-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0181269B1 (en) | Press tool with processing parts exchangeable while under the press | |
| DE2822476C2 (en) | Device for cutting elongated profile material, in particular pipe material | |
| DE19635258C1 (en) | Boring and milling machine for processing material bars | |
| DE4401610B4 (en) | Turret punch press | |
| DE3107436A1 (en) | "SETUP ON SUPPORT TABLES FOR MACHINE TOOLS FOR ALIGNING LARGE-FORMED STRIP OR PLATE-SHAPED WORKPIECES" | |
| DE602004010334T2 (en) | Sledge-guided miter saw | |
| EP2279819A2 (en) | Device for mechanically machining tubular or rod-shaped workpieces | |
| EP0200622A1 (en) | Press tool provided with a guiding and ejecting system for the metal strip | |
| DE2837705A1 (en) | METAL WORKING MACHINE | |
| EP1543906A1 (en) | Machining unit for treatment of corner joints of frames of welded profiles | |
| DE3921350C1 (en) | ||
| DE3411023C2 (en) | Device for producing and / or processing laminated workpieces | |
| EP1561533B1 (en) | Apparatus for cutting profiles | |
| FR2966370A1 (en) | Press-type follow-on tool for shaping machine for shaping metal parts for automobile, has covers covering guidance systems, where each cover is movable to retracted position to uncover guidance system and authorizes access to system | |
| EP0428989B1 (en) | Apparatus for loading billets and eventually pressing discs in horizontal metal extrusion presses | |
| DE202017107267U1 (en) | Water tank of a mechanical processing device for bar materials | |
| DE202017107273U1 (en) | Control key of a mechanical processing device for bar materials | |
| CN209812263U (en) | Storage device for hard alloy cutters | |
| DE1915570C3 (en) | Casting and forging machine | |
| DE4212545A1 (en) | Device for loading blocks and, if necessary, pressing disks into a lying metal extrusion press | |
| EP0058349A2 (en) | Tool for deforming, pressing or executing other operations by applying pressure | |
| EP0243787B1 (en) | Transport system for circulation of dummy blocks and matrizes on extruding presses arranged for direct and indirect extruding | |
| DE69413511T2 (en) | Device for cutting long products, especially pipes | |
| DE19920374C2 (en) | milling | |
| DE450032C (en) | Extrusion press |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19861011 |
|
| 17Q | First examination report despatched |
Effective date: 19871112 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI SE |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3566960 Country of ref document: DE Date of ref document: 19890202 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19921005 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19921009 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19921012 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19921014 Year of fee payment: 8 |
|
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19931106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19931107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19931130 Ref country code: CH Effective date: 19931130 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19931106 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19940802 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 85402145.8 Effective date: 19940610 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19961122 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19971130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |