EP0180436A2 - A button - Google Patents
A button Download PDFInfo
- Publication number
- EP0180436A2 EP0180436A2 EP85307752A EP85307752A EP0180436A2 EP 0180436 A2 EP0180436 A2 EP 0180436A2 EP 85307752 A EP85307752 A EP 85307752A EP 85307752 A EP85307752 A EP 85307752A EP 0180436 A2 EP0180436 A2 EP 0180436A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- button
- cavity
- main body
- leg body
- mentioned
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B1/00—Buttons
- A44B1/18—Buttons adapted for special ways of fastening
- A44B1/28—Buttons adapted for special ways of fastening with shank and counterpiece
- A44B1/32—Shank inserted into counterpiece and locked by sliding or rotating
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B1/00—Buttons
- A44B1/06—Assembling of buttons
Definitions
- This invention relates to a button simple in construction being able to be attached to cloth materials easily and firmly without using a sewing thread.
- buttons are being sewn on by using sewing threads, however, the buttoning job of such a way requires much time and is poor in productivity as well.
- the applicant of this invention previously proposed in the Japanese Patent Application N ⁇ 62033 of 1983 a button comprising a main body of the button, a leg body and a fastening body, and being possible to be buttoned at a touch to cloth materials.
- This one was designed in such a manner as to fit the leg body in the main body of the button by the fastening body which is made to pierce through the above leg body.
- Another object of this invention is to provide a button of such a kind as to be able to not only speed up the progress of the fixation of the main body of the button and the leg body on each other but also increase the fixing strength sharply by fixing through the welding by the rolling friction.
- a further object of this invention is to provide a button of such a kind as to simplify the fixation of the main body of the button and the leg body on each other by fixing using an adhesive agent.
- Still a further object of this inventioan is to provide a button of such a kind as to be able to facilitate the manufacture of a wide variety of the main bodies of the buttons and therely to cut down the production cost by forming the main body of the button and the leg body separately.
- the button 1 according to the invention comprises a main body of the button 2, a leg body 3, and a fastening body 4.
- the main body of the button 2 has a substratum 5 of a well-known form, for example, a discoidal shape, which is made up by machining natural materials such as metal, horn, glass, ceramic, and others, or by molding artifical materials such as acetal resin, acetate-polyester synthetic resin, acryl resin, urea resin, epoxy resin, ABS resin, and the like.
- the diameter D1 of the opening of the cavity 9 is formed within the range of 3 to 7mm, usually, for example, in about 4.6mm, the diameter D2 of the innermost face 7b within the range of 6 to 13mm, usually, for example, in about 8.6mm, and the dimension of the depth L1 in the range of 1.3 to 3mm, usually, for example, in about 2.0mm.
- the above-mentioned slanting surface 7a is also formed between itself and the under surface of the main body of the botton 2 through the interposition of a right-cylindrical slanting surface.
- the form of the cavity 9 is permissible to be modified in various ways, if it only is in posession of some slanting surface 7a widening toward the innermost part.
- the leg body 3 is a molded one being made of synthetic resins such as polyacetal resin, polycarbonate resin and the like, rich in toughness, elasticity, and creep proof.
- This leg body 3 is provided at the upper end of a circular and cylinder-shaped basal part 12 through which passes an inner hole 11 extending from the lower end and forming a square hole with a column-shaped inserting part 13 being larger in diameter than the above basal part 12 concentrically and continuously, while the basal part 12 is provided around the lower end part of its outer circumference with a flange 15.
- the inserting part 13 is provided concavely at the middle of its upper face with an allowance 16 consisting of a bottomed hole.
- the diameter D3 of this allowance 16 is set between 1.7mm and 4.0mm, usually, for example, on about 1.5mm.
- the diameter D1 of the insenting part 13 is made in the range of 3 to 7mm, for example, at about 4.7mm, and its length L3 is chosen from among 2.5 to 6mm, for example, about 4mm.
- the basal part 12 is provided with an elastic piece 22, resilient and bendable, which is fitted into a facing-sideways U-shaped split groove being formed in such a manner that its upper side passes along the boundary part with the above-" mentioned inserting part 13, that its flank is situated at the side edge of one side face lla of the inner hole 11, and that its lower end comes up to the upper surface of the above-mentioned flange 15.
- the meshing part 23 is provided in the multistage form with serrated convexes whose upper surfaces constitute nearly horizontal meshing faces 24a, and which have inclined surfaces 24c sloping inwardly throughvertically descending parts 24b of narrow breadth from the outer end parts of the above-mentioned meshing faces 24a.
- the welding by the rolling friction is performed in such a manner that after putting the inserting part 13 of the leg body 3 into the cavity 9, the leg body 3 is made to rotate at about 5,000 ⁇ 20,004rpm while applying the load of about 0.5 -5.0kg between the leg body 3 and the main body of the buttom 2, as a result of which there is generated the frictional heat between the inmost face 7b of the cavity 9 and the end part of the inserting part 13, thereby softening and melting the both.
- the inserting part 13 changes the shape of itself and goes to fill the cavity 9, whereby it becomes possible that the both, that is, the main body of the button 2 and the leg body 3 are bonded firmly and stably.
- the main body of the buttom 2 should be made using the materials having a small thermal deformation coefficient, for example, such as metal, ceramic, thermosetting resin, and the like, while for the leg body 3 there is to be adopted thermoplastic resins.
- the main body of the button 2 are used materials having the thermal deformation of a smaller variate than that of the leg body 3.
- the bonding operation mentioned above will be finished in about 2 -3 seconds.
- the above-mentioned fastening body 4 is provided protuberantly on the nearly central part of a base piece 27 with an axial rod 28.
- This axial rod 28 is a prism of an almost square section which is able to be inserted into the inner hole 11.
- the top end part of the axial rod 28 is formed into, for example, a square weight-shaped guide part 29.
- the engaging face 30a of the groove part 30 is formed a little longer than the engaging face 24a of the above-mentioned convex 24, and the four corners of the axial rod 28 is chamfered.
- the axial rod 28 is made integrally with the nearly elliptic base piece 27 by using the same material with the leg body 3.
- the axial rod 28 can make its pawling parts engage with the meshing parts 23 of the elastic piece 22 ; the top end part of the axial rod 28 is so designed as to be as long as being able to reach near the upper end part of the above-mentioned inner hole 11.
- a number of fastening bodies 4 can take the form of a magazine 43 of a plurality of fastening bodies standing in a row by attaching the pointed heads of the above-mentioned axial rods 28 to a single connecting piece 40 through the interposition of so many linking pieces 41.
- These linking pieces 41 each are provided at the upper parts of thread parts 45 of a small diameter with guiding pieces 46 protuberantly extending in the horizontal direction.
- the above-mentioned fastening body 4 pierces the cloth material C by using for example, such a tag machine 50 as shown in Figs. 7 (a) and (e).
- a tag machine 50 In the capacity of a tag machine 50, there is used, for example, a pistol- shaped one made and sold by KK. Japanese Bannok.
- the tag magazine 50 is provided with a needle body 52 along the underside of which a notched groove 51 is cut from end to end continuously, and with a piston 54 which shifts a pushing rod 53 through the interior of the above needle body 52. Further, near the rear end of the needle body 52, the tag machine 50 is provided with a groove part 56 which makes the above-mentioned magazine 43 insert in while making the guiding piece 46 of the magazine 43 being situated at the rear end part of the needle body 52.
- the axial rod 28 of the fastening body 4 which has pierced the cloth material C in such a manner is pushed into the inner hole 11 of the leg body 3 which is bonded in one with a main body of the button 2 while aligning the meshing part 23 with the pawling part 31.
- the main body of button 2 can be attached firmly to the cloth material C, thereby the basal part 12 of the leg body 3 becoming a substitute for the root-winding part.
- the above-mentioned pin bodies 32 are stuck in the cloth material C and thereby prevents the main body of button 2 from turning-round.
- Fig. 8 to 17 show another example of this invention.
- the main body of the button 2 and the leg body 3 are fixed on each other by the use of an adhesive agent A.
- the main body of the button 2 has a substratum 5 of a well-known form, for example, a discoidal shape, which is made up by machining natural materials such as metal, horn, glass, ceramic, and others, or by molding artifical materials such as acetal resin, acetate-polyester synthetic resin, acryl resin, urea resin, epoxy resin, ABS resin, and the like.
- the leg body 3 is a molded one being made of synthetic resins such as polyacetal resin, polycarbonate resin and the like, rich in toughness, elasticity, and creep proof.
- This leg body 3 is provided at the upper end of a circular and cylinder-shaped basal part 12 through which passes an inner hole 11 extending from the lower end and forming a square hole with a column-shaped inserting part 13 being larger in diameter than the above basal part 12 concentrically and continuously, while the basal part 12 is provided round the respective outer circumferences of the upper and lower end parts of it with the flanges 14, 15, separately.
- the inserting part 13 is provided concavely at the middle of its upper face with an allowance 16.
- This allowance 16 consists of a square hollow part 16A being formed by the extension part of an inner hole 11, and a circular hollow part 16B being formed following the upper end of the above-mentioned square hollow part 16A ; and further the allowance 16 communicates concentrically with the above-mentioned inner hole 11.
- the inserting part 13 is provided at its upper end part with a tapered part 13A having an inclined face of an angle of about 45 * .
- the diameter dl of the insenting part 13 is equal to the diameter Dl of the cavity 9, the both being set, for example, at about 5mn.
- the basal part 12 is equipped with a pair of elastic pieces 22, 22 in such a manner as to be opposite to each other.
- the elastic piece 22 is resilient and bendable, and is fitted into a facing-sideways U-shaped split groove being formed in such a manner that its upper side passes along the lower end parts of the flanges 14, that its flank is situated at the side edge of one side face of the inner hole 11, and that its lower end comes up to the upper part of the above-mentioned flange 15.
- the meshing part 23 is provided in the multistage form with serrated convexes whose upper surfaces constitute nearly horizontal meshing faces 24a, and which have inclined surfaces 24c sloping inwardly through from the inner end parts of the above-mentioned meshing faces 24a.
- the adhesive agent A used in this example is an instantaneous one whose base is cyanoacrylate.
- this base will be apt to cause the whitening of the peripheral region of the adhesive part as a result of the evaporation and re-adhesion of the base for its own sake.
- a base of such a kind as of a low-whitening type there is used in this example a base of such a kind as of a low-whitening type.
- the adhesive agent A some additives containing both a boiling point-rising agent which hightens the boiling point and prevents the evaporation, and also a hardening agent which hastens the rate of polymerization.
- the adhesive agent A used in this example to surpress the evaporation and to prevent the whitening on the basis of the rising of the boiling point and the rapid hardening of itself, thereby being able to bond the main body of the button 2 and the leg body 3 with each other attractively in appearance.
- boiling point-rising agents alkyls belonging to the methyl series there are used as boiling point-rising agents alkyls belonging to the methyl series, and as hardening agents amines, polyamids, acids and the like, and further hydrous silica gel which absorbs evaporated gas generating form solvents, and others.
- the above-mentioned fastening body 4 is provided protuberantly on the nearly central part of a base piece 27 with an axial rod 28.
- This axial rod 28 is a prism of an almost square section which is able to be inserted into the inner hole 11.
- the top end part of the axial rod 28 is formed into a cone-shaped insert piece 29 having a pointed head through the interposition of a cut-off part 28A of a small breadth.
- the engaging face 30a of the groove part 30 is formed a little longer than the engaging face 24a of the above-mentioned-convex 24.
- the axial rod 28 is made integrally with the nearly elliptic base piece 27 and the insert piece 29 by using the same material with the leg body 3.
- the axial rod 28 can make its pawling parts engage with the meshing parts 23 of the elastic piece 22 ; the top end part of the axial rod 28 is so designed as to be as long as being able to reach near the above-mentioned extension part of an inner hole 11.
- the adhesive agent A is applied, as shown in Fig. 14, to the inserting part 13 or to the cavity 9, and then, as shown in Fig. 15, that inserting part 13 is inserted into the cavity 9. In this way, the above-mentioned main bady of the button 2 and the leg body 3 are firmly fixed on each other by dint of the hardening of the adhesive agent A.
- the inserting part 13 can be easily inserted into the cavity 9 in the presence of the tapered part 13A.
- This tapered part 13A can form an adhesive agent receiver, preventing the adhesive agent A from being bulged out.
- the diameter dl of the inserting part 13 is set equal to the diameter Dl of the cavity 9 so as to be inserted tightly into the latter, as a result of which the ricketiness is eliminated and the fitting precision is elevated, while the hardening of the adhesive agent A is accelerated and the adhesive strength is heightend.
- the flange 14 at the upper end of the basal part 12 serves for preventing the adhesive agent A from flowing out.
- the above-mentioned fastening body 4 can make the axial rod 28 pierce the cloth material C by stabbing the cloth material C with the insert piece 29, as shown in Fig. 16. After the axial rod 28 has finished the penetration, the insert piece 29 is cut and removed from the cut-off part 28A.
- the axial rod 28 of the fastening body 4 which has pierced through the cloth material C, as mentioned above, is pushed-into the inner hole 11 of the leg body 3 being bonded with the main body of the button 2 in a body while aligning the meshing part 23 with the pawling part 31.
- the fastening body 4 is provided with pawling part 31 not only at two side faces facing to each other but also even at one single side face or at four side faces; or it is possible for the inner hole 11 to adopt not only 'the square hole, but also various holes of such formes as a triangle, an ellipse, a pentagon, and other; or the number of elastic pieces-22.can be made to vary at will.
- the meshing part 23 and the pawling part 31 only are such ones as meshing each with other to prevent them from coming off, it is possible to adopt such convexes 24 or grooves 30 as having the forms of not only a sawtooth but also a facing-sideways U-shaped tooth, a triangular tooth, a circular arc-shaped tooth, and others.
- the button 1 according to the invention may be transformed into various embodiments, for example, now by making threading holes for decorationin the main body of the button 2 now by attaching ornamental knots to it.
- the button according to the invention is such a one which comprises the main body of the button, the leg body, and the fastening body.
- the fixing on each other can be speeded up to elevate the productivity, and also the fixing strength can be increased sharply up to the degrees of 5 ⁇ 25 kg to enhance the reliability in the fitted state of buttons.
Landscapes
- Mechanical Control Devices (AREA)
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
Abstract
A button is disclosed, which comprises the main body 2 of a button being provided with a cavity 9; a leg body 3 which has an inserting part 13 at the upper end of a basal part through which passes an inner hole 11 extending from the lower end, and which is formed at said basal part with a meshing part 24; and a fastening body 4 being formed at its side face with a pawling part 23 which engages with said meshing part 24 and being provided erectly at its base piece with an axial rod which is to be inserted into said inner hole; wherein said main body of the button and said leg body both are made to be fixed firmly on each other by putting said inserting part 13 adherently into said cavity 9; whereby the fitting operation of buttons is able to be done easily and quickly at a touch.
Description
- This invention relates to a button simple in construction being able to be attached to cloth materials easily and firmly without using a sewing thread. Heretofore, buttons are being sewn on by using sewing threads, however, the buttoning job of such a way requires much time and is poor in productivity as well. With the object of solving such a controversial point, the applicant of this invention previously proposed in the Japanese Patent Application Nα 62033 of 1983 a button comprising a main body of the button, a leg body and a fastening body, and being possible to be buttoned at a touch to cloth materials. This one, however, was designed in such a manner as to fit the leg body in the main body of the button by the fastening body which is made to pierce through the above leg body.
- Consequently, the proposed one as mentioned above not only was complicated in construction but also the above-mentioned leg body forming the root-winding part was confined to a small piece, as a result of which the fitting strength of the leg body with the main body of the button was liable to be a little insufficient.
- It is an object of this invention to provide a button of such a kind as to be able to be attached to cloth material quickly and easily and to increase the fitting strength of the button as well.
- Another object of this invention is to provide a button of such a kind as to be able to not only speed up the progress of the fixation of the main body of the button and the leg body on each other but also increase the fixing strength sharply by fixing through the welding by the rolling friction.
- A further object of this invention is to provide a button of such a kind as to simplify the fixation of the main body of the button and the leg body on each other by fixing using an adhesive agent.
- Still a further object of this inventioan is to provide a button of such a kind as to be able to facilitate the manufacture of a wide variety of the main bodies of the buttons and therely to cut down the production cost by forming the main body of the button and the leg body separately.
-
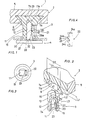
- Fig. 1 is a cross-sectional view showing an example of the invention ;
- Fig. 2 is an exploded view in perspective showing the main body of the button and the leg body;
- Fig. 3 is a bottom view showing the leg body ;
- Fig. 4 is an enlarged fragmentary view showing the meshing part of the leg body ;
- Fig. 5 is a perspective view illustrating several fastening bodies (here are shown 3 pieces) ;
- Fig. 6 is an enlarged fragmentary view showing the pawling part ;
- Fig. 7 (a) to (e) are operational diagrams exsemplifying the fitting process of the fastening body ;
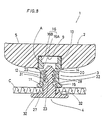
- Fig. 8 is a cross-sectional view illustrating another example of the invention ;
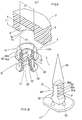
- Fig. 9 is an exploded view in perspective showing the main body of the button and the leg body ;
- Fig.10 is a perspective view showing the fastening body ;
- Fig.11 is a top plan view of the leg body thereof ;
- Fig.12 is a cross-sectional view taken along the line A-A of Fig.11 ;
- Fig.13 is a side view thereof ;
- Figs.14 and 15 are operational diagrams exemplifyind the fitting process of the main body of the button and the leg body with each other ; and
- Fig.16 and 17 are operational diagrams exemplifyind the fitting process of the fastening body.
- Description will be now directed to an example of the means of the invention which is able to achieve all of the objects mentioned above and also to solve a variety of controversial points with reference to the accompanying drawings.
- In the figures, the
button 1 according to the invention comprises a main body of thebutton 2, aleg body 3, and afastening body 4. - The main body of the
button 2 has asubstratum 5 of a well-known form, for example, a discoidal shape, which is made up by machining natural materials such as metal, horn, glass, ceramic, and others, or by molding artifical materials such as acetal resin, acetate-polyester synthetic resin, acryl resin, urea resin, epoxy resin, ABS resin, and the like. - There is formed at the central part of the under surface of the substratum 5 a frustum-
shaped cavity 9 which is generated by joining the inmost end of a coniformslanting surface 7a widening toward the innermost part with theinnermost face 7b parallel to the under surface of the main body of thebutton 2. In this example, the diameter D1 of the opening of thecavity 9 is formed within the range of 3 to 7mm, usually, for example, in about 4.6mm, the diameter D2 of theinnermost face 7b within the range of 6 to 13mm, usually, for example, in about 8.6mm, and the dimension of the depth L1 in the range of 1.3 to 3mm, usually, for example, in about 2.0mm. - The above-mentioned
slanting surface 7a is also formed between itself and the under surface of the main body of thebotton 2 through the interposition of a right-cylindrical slanting surface. Not only that, the form of thecavity 9 is permissible to be modified in various ways, if it only is in posession of someslanting surface 7a widening toward the innermost part. - The
leg body 3 is a molded one being made of synthetic resins such as polyacetal resin, polycarbonate resin and the like, rich in toughness, elasticity, and creep proof. Thisleg body 3 is provided at the upper end of a circular and cylinder-shapedbasal part 12 through which passes aninner hole 11 extending from the lower end and forming a square hole with a column-shapedinserting part 13 being larger in diameter than the abovebasal part 12 concentrically and continuously, while thebasal part 12 is provided around the lower end part of its outer circumference with aflange 15. - The
inserting part 13 is provided concavely at the middle of its upper face with anallowance 16 consisting of a bottomed hole. The diameter D3 of thisallowance 16 is set between 1.7mm and 4.0mm, usually, for example, on about 1.5mm. - In this connection, the diameter D1 of the
insenting part 13 is made in the range of 3 to 7mm, for example, at about 4.7mm, and its length L3 is chosen from among 2.5 to 6mm, for example, about 4mm. - The
basal part 12 is provided with anelastic piece 22, resilient and bendable, which is fitted into a facing-sideways U-shaped split groove being formed in such a manner that its upper side passes along the boundary part with the above-" mentionedinserting part 13, that its flank is situated at the side edge of one side face lla of theinner hole 11, and that its lower end comes up to the upper surface of the above-mentionedflange 15. On the inward face of the above-mentionedelastic piece 22, there is formed anmeshing part 23 which is over the above-mentioned side face lla, faces to theinner hole 11, and projects thereinto. In this example, themeshing part 23 is provided in the multistage form with serrated convexes whose upper surfaces constitute nearlyhorizontal meshing faces 24a, and which haveinclined surfaces 24c sloping inwardly throughvertically descendingparts 24b of narrow breadth from the outer end parts of the above-mentionedmeshing faces 24a. - The above-mentioned main body of the
buttom 2 andleg body 3 are bonded through the welding by the rolling friction, as mentioned above. - The welding by the rolling friction is performed in such a manner that after putting the
inserting part 13 of theleg body 3 into thecavity 9, theleg body 3 is made to rotate at about 5,000~20,004rpm while applying the load of about 0.5 -5.0kg between theleg body 3 and the main body of thebuttom 2, as a result of which there is generated the frictional heat between theinmost face 7b of thecavity 9 and the end part of theinserting part 13, thereby softening and melting the both. When theleg body 3 is pressed in, theinserting part 13 changes the shape of itself and goes to fill thecavity 9, whereby it becomes possible that the both, that is, the main body of thebutton 2 and theleg body 3 are bonded firmly and stably. From the above, it will be apparent that the main body of thebuttom 2 should be made using the materials having a small thermal deformation coefficient, for example, such as metal, ceramic, thermosetting resin, and the like, while for theleg body 3 there is to be adopted thermoplastic resins. In a word, it is desired that for the main body of thebutton 2 are used materials having the thermal deformation of a smaller variate than that of theleg body 3. Incidentally, the bonding operation mentioned above will be finished in about 2 -3 seconds. - The above-mentioned
fastening body 4 is provided protuberantly on the nearly central part of abase piece 27 with anaxial rod 28. Thisaxial rod 28 is a prism of an almost square section which is able to be inserted into theinner hole 11. The top end part of theaxial rod 28 is formed into, for example, a square weight-shaped guide part 29. There is formed at oneside face 28a of theaxial rod 28 apawling part 31 being provided in the multatage form with thegroove parts 30 which consist of engagingfaces 30a, descendingparts 30b, andinclined faces 30c and which are indirectly similar in conformation to the previously mentionedconvexes 24 and thereby can fit in with the latter. In this connection, theengaging face 30a of thegroove part 30 is formed a little longer than theengaging face 24a of the above-mentionedconvex 24, and the four corners of theaxial rod 28 is chamfered. Theaxial rod 28 is made integrally with the nearlyelliptic base piece 27 by using the same material with theleg body 3. When the cloth material C is put and pinned between the under face of theflange 15 of theleg body 3 and thebase piece 27, theaxial rod 28 can make its pawling parts engage with themeshing parts 23 of theelastic piece 22 ; the top end part of theaxial rod 28 is so designed as to be as long as being able to reach near the upper end part of the above-mentionedinner hole 11. - There are provided on the
base part 27 protuberantly with needle-shaped pin bodies axial rod 28 between. Therepin bodies part 33 at one side edge of the major side of thebase piece 27. This notchedpart 33 is used for arranging properly the direction of the fasteningbody 4 at the time of its fitting. - In this example, a number of
fastening bodies 4 can take the form of amagazine 43 of a plurality of fastening bodies standing in a row by attaching the pointed heads of the above-mentionedaxial rods 28 to a single connectingpiece 40 through the interposition of so many linkingpieces 41. These linkingpieces 41 each are provided at the upper parts ofthread parts 45 of a small diameter with guidingpieces 46 protuberantly extending in the horizontal direction. - With such an arrangement as mentioned above, the above-mentioned
fastening body 4 pierces the cloth material C by using for example, such atag machine 50 as shown in Figs. 7 (a) and (e). - In the capacity of a
tag machine 50, there is used, for example, a pistol- shaped one made and sold by KK. Japanese Bannok. - The
tag magazine 50 is provided with aneedle body 52 along the underside of which a notchedgroove 51 is cut from end to end continuously, and with apiston 54 which shifts a pushingrod 53 through the interior of theabove needle body 52. Further, near the rear end of theneedle body 52, thetag machine 50 is provided with agroove part 56 which makes the above-mentionedmagazine 43 insert in while making the guidingpiece 46 of themagazine 43 being situated at the rear end part of theneedle body 52. - With the above arrangement, as shown in Fig. 7 (b), the
thread part 45 is cut off above the guidingpiece 46 by making thepiston 54 move forward, while the guiding 46 is made travel within theneedle body 51. At this time, thethread body 45 below the guidingpiece 46 hangs down out of the above-mentioned notchedgroove 51. - Then, as shown in Fig. 7 (c) and (d), simultaneously when the pushing
rod 53 projects from the front end of theneedle body 52, the guidingpiece 46 passes of theneedle body 52 and comes to pierce the cloth material C. Upon this, if only pulling thethread part 45, thefastening body 4 also pierces the cloth material C, when it is arranged that thethread part 45 is cut off at its root part. - Incidentally, if the
thread part 45 is formed somewhat shorter sized, at the same time when the guidingpiece 46 is pushed out, as shown in Fig. 7 (c), it is also possible to let theaxial rod 28 of thefastening body 4 pierce up to the state as shown in Fig. 7 (e). - The
axial rod 28 of thefastening body 4 which has pierced the cloth material C in such a manner is pushed into theinner hole 11 of theleg body 3 which is bonded in one with a main body of thebutton 2 while aligning the meshingpart 23 with thepawling part 31. At this time, by putting the cloth material C between thebase piece 27 and theflange 15 under pressure and thereby preventing the meshing of thepawling part 31 with the meshingpart 23 from falling-off, the main body ofbutton 2 can be attached firmly to the cloth material C, thereby thebasal part 12 of theleg body 3 becoming a substitute for the root-winding part. - On the other hand, the above-mentioned
pin bodies 32 are stuck in the cloth material C and thereby prevents the main body ofbutton 2 from turning-round. - Fig. 8 to 17 show another example of this invention. In this example, the main body of the
button 2 and theleg body 3 are fixed on each other by the use of an adhesive agent A. - The main body of the
button 2 has asubstratum 5 of a well-known form, for example, a discoidal shape, which is made up by machining natural materials such as metal, horn, glass, ceramic, and others, or by molding artifical materials such as acetal resin, acetate-polyester synthetic resin, acryl resin, urea resin, epoxy resin, ABS resin, and the like. - There is formed at the central part of the under surface of the substratum 5 a cylinder-shaped
cavity 9 which is produced by joining the innermost end of acylindrical surface 7a extending in the same diameter from the middle part of the under face of thesubstratum 5 toward its inmost part with itsinnermost face 7b. In this example, the diameter Dl of thecavity 9 is formed within the range of 3 to 7mm, usually, for example, in about 5mm, and the dimension of the depth L1 in the range of 1.5 to 4 m, usually, for example, in about 2.5mm. Theleg body 3 is a molded one being made of synthetic resins such as polyacetal resin, polycarbonate resin and the like, rich in toughness, elasticity, and creep proof. Thisleg body 3 is provided at the upper end of a circular and cylinder-shapedbasal part 12 through which passes aninner hole 11 extending from the lower end and forming a square hole with a column-shaped insertingpart 13 being larger in diameter than the abovebasal part 12 concentrically and continuously, while thebasal part 12 is provided round the respective outer circumferences of the upper and lower end parts of it with theflanges - The inserting
part 13 is provided concavely at the middle of its upper face with anallowance 16. Thisallowance 16 consists of a squarehollow part 16A being formed by the extension part of aninner hole 11, and a circularhollow part 16B being formed following the upper end of the above-mentioned squarehollow part 16A ; and further theallowance 16 communicates concentrically with the above-mentionedinner hole 11. - Further, the inserting
part 13 is provided at its upper end part with atapered part 13A having an inclined face of an angle of about 45* . - On the other hand, the diameter dl of the
insenting part 13 is equal to the diameter Dl of thecavity 9, the both being set, for example, at about 5mn. - The
basal part 12 is equipped with a pair ofelastic pieces elastic piece 22 is resilient and bendable, and is fitted into a facing-sideways U-shaped split groove being formed in such a manner that its upper side passes along the lower end parts of theflanges 14, that its flank is situated at the side edge of one side face of theinner hole 11, and that its lower end comes up to the upper part of the above-mentionedflange 15. On the inward face of the above-mentionedelastic piece 22, there is formed an meshingpart 23 which is over the above-mentioned side face, faces to theinner hole 11, and projects thereinto. - In this example, the meshing
part 23 is provided in the multistage form with serrated convexes whose upper surfaces constitute nearly horizontal meshing faces 24a, and which have inclinedsurfaces 24c sloping inwardly through from the inner end parts of the above-mentioned meshing faces 24a. - The above-mentioned main body of the
button 2 and theleg body 3 are fixed on each other by the use of an adhesive agent A, as mentioned above. - As The adhesive agent A used in this example is an instantaneous one whose base is cyanoacrylate.
- However, this base will be apt to cause the whitening of the peripheral region of the adhesive part as a result of the evaporation and re-adhesion of the base for its own sake. In order to prevent such a whitening phenomenon, there is used in this example a base of such a kind as of a low-whitening type. On the other hand, there is added to the adhesive agent A some additives containing both a boiling point-rising agent which hightens the boiling point and prevents the evaporation, and also a hardening agent which hastens the rate of polymerization. Therefore, it is possible for the adhesive agent A used in this example to surpress the evaporation and to prevent the whitening on the basis of the rising of the boiling point and the rapid hardening of itself, thereby being able to bond the main body of the
button 2 and theleg body 3 with each other attractively in appearance. - Incidentally, out of the above-mentioned additives, there are used as boiling point-rising agents alkyls belonging to the methyl series, and as hardening agents amines, polyamids, acids and the like, and further hydrous silica gel which absorbs evaporated gas generating form solvents, and others.
- After applying any adhesive agent A of this kind to, for example, the inserting
part 13, when this insertingpart 13 is inserted into thecavity 9, both theinmost face 7b of thecavity 9 and the end face of the insertingpart 13, and both thecylindrical surface 7a and the side face of the insertingpart 13 are adhered closely to each other, respectively, by dint of the adhesive agent applied A, whereby the main body of thebutton 2 and theleg body 3 come to be firmly fixed on each other. Incidentally, the fixing operation mentioned above will be finished in about 2 -3 seconds. - The above-mentioned
fastening body 4 is provided protuberantly on the nearly central part of abase piece 27 with anaxial rod 28. Thisaxial rod 28 is a prism of an almost square section which is able to be inserted into theinner hole 11. The top end part of theaxial rod 28 is formed into a cone-shapedinsert piece 29 having a pointed head through the interposition of a cut-offpart 28A of a small breadth. There is formed at two side face of theaxial rod 28 apawling part 31 being provided in the multatage form with thegroove parts 30 which consist of engagingfaces 30a, and inclinedfaces 30c and which are indirectly similar in conformation to the previously mentioned convexes 24 and thereby can fit in with the latter.. In this connection, the engagingface 30a of thegroove part 30 is formed a little longer than the engagingface 24a of the above-mentioned-convex 24. Theaxial rod 28 is made integrally with the nearlyelliptic base piece 27 and theinsert piece 29 by using the same material with theleg body 3. When the cloth material C is put and pinned between the under face of theflange 15 of theleg body 3 and thebase piece 27, theaxial rod 28 can make its pawling parts engage with the meshingparts 23 of theelastic piece 22 ; the top end part of theaxial rod 28 is so designed as to be as long as being able to reach near the above-mentioned extension part of aninner hole 11. - There are provided on the
base part 27 protuberantly with needle-shapedpin bodies 32 ... around theaxial rod 28. Therepin bodies 32... thus fitted stick in the cloth material C and hold it there. - In any case, the adhesive agent A is applied, as shown in Fig. 14, to the inserting
part 13 or to thecavity 9, and then, as shown in Fig. 15, that insertingpart 13 is inserted into thecavity 9. In this way, the above-mentioned main bady of thebutton 2 and theleg body 3 are firmly fixed on each other by dint of the hardening of the adhesive agent A. - The inserting
part 13 can be easily inserted into thecavity 9 in the presence of thetapered part 13A. Thistapered part 13A can form an adhesive agent receiver, preventing the adhesive agent A from being bulged out. - Incidentally, the diameter dl of the inserting
part 13 is set equal to the diameter Dl of thecavity 9 so as to be inserted tightly into the latter, as a result of which the ricketiness is eliminated and the fitting precision is elevated, while the hardening of the adhesive agent A is accelerated and the adhesive strength is heightend. - Further, the
flange 14 at the upper end of thebasal part 12 serves for preventing the adhesive agent A from flowing out. - On the other hand, the above-mentioned
fastening body 4 can make theaxial rod 28 pierce the cloth material C by stabbing the cloth material C with theinsert piece 29, as shown in Fig. 16. After theaxial rod 28 has finished the penetration, theinsert piece 29 is cut and removed from the cut-offpart 28A. Theaxial rod 28 of thefastening body 4 which has pierced through the cloth material C, as mentioned above, is pushed-into theinner hole 11 of theleg body 3 being bonded with the main body of thebutton 2 in a body while aligning the meshingpart 23 with thepawling part 31. - Well in the
button 1 of this invention, it is good if thefastening body 4 is provided withpawling part 31 not only at two side faces facing to each other but also even at one single side face or at four side faces; or it is possible for theinner hole 11 to adopt not only 'the square hole, but also various holes of such formes as a triangle, an ellipse, a pentagon, and other; or the number of elastic pieces-22.can be made to vary at will. Further, if the meshingpart 23 and thepawling part 31 only are such ones as meshing each with other to prevent them from coming off, it is possible to adoptsuch convexes 24 orgrooves 30 as having the forms of not only a sawtooth but also a facing-sideways U-shaped tooth, a triangular tooth, a circular arc-shaped tooth, and others. Furthermore, thebutton 1 according to the invention may be transformed into various embodiments, for example, now by making threading holes for decorationin the main body of thebutton 2 now by attaching ornamental knots to it. - As described in the above, the button according to the invention is such a one which comprises the main body of the button, the leg body, and the fastening body. By engaging the leg body on which the main body of the button is fixed with the projecting end of the axial rod of the fastening body which is made to pierce from the reverse side of the garment to the required spot of it, the fitting operation of buttons is able to be done easily and quickly at a touch, whereby the work efficiency is elevated sharply as compared to the sewing-on operation conducted by the use of thread. In this way, it becomes possible to secure the more reliasble fitting of buttons in comparison with conventioned fastening members proposed in various forms and thereby to provide such buttons as having the high-degree practicality althongh being simple in constraction.
- Further, as in one example of this invention, when the bonding of both the main body of the button and the leg body is performed through the welding by the rolling friction, the fixing on each other can be speeded up to elevate the productivity, and also the fixing strength can be increased sharply up to the degrees of 5~25 kg to enhance the reliability in the fitted state of buttons.
Claims (3)
1. A button, which comprises; the main body of a button being provided with a cavity; a leg body which has an inserting part at the upper end of a basal part through which passes an inner hole extending from the lower end, and which is formed'at said basal part with a meshing part fronting on said inner hole; and a fastening body being formed at its side face with a pawling part which engages with said meshing part and being provided erectly at its base piece with an axial rod which is to be inserted into said inner hole; wherein said main body of the button and said leg body both are made to be fixed firmly on each other by putting said inserting part adherently into said cavity.
2. A button as set forth in claim 1, which is characterized in that said cavity is made in the form of being widened toward its innermost part, and that said inserting part is adhered closely to said cavity on the basis that said inserting part sofens and expands within said cavity through the welding by the rolling friction.
3. A button as set forth in claim 1, which is characterized in that said inserting part is adhered closely to said cavity by means of an adhesive agent.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP226438/84 | 1984-10-27 | ||
| JP59226438A JPS61103402A (en) | 1984-10-27 | 1984-10-27 | Button |
| JP23588485A JPS6294101A (en) | 1985-10-21 | 1985-10-21 | Button |
| JP235884/85 | 1985-10-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0180436A2 true EP0180436A2 (en) | 1986-05-07 |
| EP0180436A3 EP0180436A3 (en) | 1987-01-21 |
Family
ID=26527168
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85307752A Withdrawn EP0180436A3 (en) | 1984-10-27 | 1985-10-28 | A button |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0180436A3 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2232871A (en) * | 1989-06-14 | 1991-01-02 | Diane Bates | Buttons |
| GB2239160A (en) * | 1989-12-20 | 1991-06-26 | Ming Fu Hsiau | Button |
| FR2810213A1 (en) * | 2000-06-19 | 2001-12-21 | Christophe Lenglet | Fixing for removable button comprises sharpened point with four notches and rubber ring welded to base and button support composed of square opening and T-shaped lugs |
| CN102488362A (en) * | 2011-12-02 | 2012-06-13 | 永嘉县迈利达钮扣研发中心有限公司 | Automatic assembling device and assembling method for button shank of metal button |
| EP4424200A1 (en) * | 2023-03-02 | 2024-09-04 | Berning Italia S.R.L. | Button for clothing |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1519258A (en) * | 1975-08-29 | 1978-07-26 | Liljendahl S A J | Quickly attachable button |
| GB2137476A (en) * | 1983-02-14 | 1984-10-10 | Nippon Notion Kogyo | Button |
-
1985
- 1985-10-28 EP EP85307752A patent/EP0180436A3/en not_active Withdrawn
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1519258A (en) * | 1975-08-29 | 1978-07-26 | Liljendahl S A J | Quickly attachable button |
| GB2137476A (en) * | 1983-02-14 | 1984-10-10 | Nippon Notion Kogyo | Button |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2232871A (en) * | 1989-06-14 | 1991-01-02 | Diane Bates | Buttons |
| GB2239160A (en) * | 1989-12-20 | 1991-06-26 | Ming Fu Hsiau | Button |
| FR2810213A1 (en) * | 2000-06-19 | 2001-12-21 | Christophe Lenglet | Fixing for removable button comprises sharpened point with four notches and rubber ring welded to base and button support composed of square opening and T-shaped lugs |
| CN102488362A (en) * | 2011-12-02 | 2012-06-13 | 永嘉县迈利达钮扣研发中心有限公司 | Automatic assembling device and assembling method for button shank of metal button |
| CN102488362B (en) * | 2011-12-02 | 2014-04-16 | 永嘉县迈利达钮扣研发中心有限公司 | Automatic assembling device and assembling method for button shank of metal button |
| EP4424200A1 (en) * | 2023-03-02 | 2024-09-04 | Berning Italia S.R.L. | Button for clothing |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0180436A3 (en) | 1987-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| USRE27391E (en) | Connector for holding articles together | |
| US4402641A (en) | Self centering fastener | |
| KR200181170Y1 (en) | Opposite interlocking zipper member and zipper with said zipper member | |
| CN113217514A (en) | Fastener structure of fixing component, fixing component and assembling method of fixing component | |
| KR200181169Y1 (en) | Facing interlocking zipper member | |
| EP0180436A2 (en) | A button | |
| US3516124A (en) | Connector for holding articles together | |
| KR910005373Y1 (en) | Attaching device for garment fastener element | |
| KR20010062596A (en) | Tack for button | |
| ES278785U (en) | Button. | |
| US4970766A (en) | Button attachable to clothes without using thread | |
| KR20040093091A (en) | Male fixing member of hook and loop fastener and sheet product with the fixing member | |
| FI98977C (en) | Slider for zipper and its manufacturing method | |
| US7137766B2 (en) | Screw and plastic part unit | |
| US2920325A (en) | Fastener setting tools | |
| KR890004148Y1 (en) | Supporter made of synthetic resin in a bag | |
| US2520781A (en) | Button structure | |
| US4265160A (en) | Composite staple-type fastener having relatively movable locking portions | |
| JPS6294101A (en) | Button | |
| US4190304A (en) | Apparatus for use in the construction and decoration of upholstered furniture and the like | |
| JPS61103402A (en) | Button | |
| JPS63166243U (en) | ||
| JP2510461B2 (en) | Kenzan | |
| JPS61164505A (en) | Button | |
| US1270467A (en) | Button. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19870723 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: IWASA, MASATSUGU |