EP0119048A1 - Cathode ray tube display filter and method of manufacture and attachment to display face - Google Patents
Cathode ray tube display filter and method of manufacture and attachment to display face Download PDFInfo
- Publication number
- EP0119048A1 EP0119048A1 EP84301430A EP84301430A EP0119048A1 EP 0119048 A1 EP0119048 A1 EP 0119048A1 EP 84301430 A EP84301430 A EP 84301430A EP 84301430 A EP84301430 A EP 84301430A EP 0119048 A1 EP0119048 A1 EP 0119048A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- gasket
- peripheral
- filter
- elements
- faceplate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J29/00—Details of cathode-ray tubes or of electron-beam tubes of the types covered by group H01J31/00
- H01J29/86—Vessels; Containers; Vacuum locks
- H01J29/89—Optical or photographic arrangements structurally combined or co-operating with the vessel
- H01J29/896—Anti-reflection means, e.g. eliminating glare due to ambient light
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2229/00—Details of cathode ray tubes or electron beam tubes
- H01J2229/89—Optical components associated with the vessel
- H01J2229/8913—Anti-reflection, anti-glare, viewing angle and contrast improving treatments or devices
- H01J2229/8922—Apparatus attached to vessel and not integral therewith
Definitions
- This invention relates to cathode ray tube (CRT) displays suitable for use under a wide range of ambient light conditions, such as in an aircraft cockpit, and accordingly requiring contrast enhancement filters forming an integral part of the cathode ray tube. More specifically, this invention relates to the manufacture of such filters and an apparatus and method for bonding them to the cathode ray tube face.
- CTR cathode ray tube
- Cathode ray 'tubes with contrast enhancement filters bonded to their display surface are well known in the prior art.
- home TV's often employ a protective glass faceplate bonded to the display surface some of which have neutral density filter characteristics, that is the ability to absorb, substantially equally, light over the entire visible spectrum.
- contrast enhancement filters must possess the capability of passing light in narrow bands of the visible light spectrum depending upon the light emissivity of the phosphors of the CRT.
- An example of filters of this type is disclosed in the present Applicants' U.S. Patent Specification No. 3,946,267.
- the present invention overcomes these and other problems discussed above by providing a unique method of manufacturing the contrast enhancement filter which provides great flexibility in filter pass band characteristic and by providing a unique apparatus and method for securing the filter to the CRT display face.
- Prior art techniques for securing a filter to the faceplate of a CRT include the spacing of the filter a short distance from the faceplate by means of a shim and the resulting peripheral gap is closed using an adhesive tape to form a liquid tight envelope.
- the bonding material such as a clear epoxy, is poured into the envelope and allowed to cure. This technique is cumbersome and time-consuming to perform and the spacing tolerance was not easily maintained. Furthermore, if care is not taken, the envelope leaks prior to curing, leaving unacceptable gaps and requiring rework.
- an elastomeric gasket provides a spacing bead but the filter assembly must be precisely aligned using a complex jig for maintaining the parts securely in position during the bonding operation.
- the present invention provides a unitary apparatus and method for assuring precise uniform filter/faceplate spacing and accomplishes assembly in very short time and with uniform predictable results and without the requirement for complex alignment jigs and jig set-up time.
- the present invention provides a method and apparatus for manufacturing a contrast enhancement filter assembly and for securing the same to the face of the CRT, each operation involving a peripheral flexible gasket of an elastomeric material which is deformable so that it may be stretched,out of shape in order to receive the rigid parts to be assembled and when the parts are in place, the gasket maintains them in a precisely spaced relation.
- a fill port is provided to fill the space between the parts with a bonding material.
- the elastomeric material may be compressed a known predetermined amount by means of a precisely machined rigid frame clamped about the peripheral gasket. The frame together with precision shims and replicas of the parts to be assembled may be used as a mould to manufacture the gasket.
- the overall assembly comprises the CRT faceplate and filter assembly 11 bonded to the faceplate with a suitable transparent epoxy material such as Eccogel 1265, a product of Emerson Cummings of Canton, Massachusetts, United States of America.
- the filter assembly comprises a sandwich of two sheets of optical quality glass and a filter of carefully controlled thickness of a suitable epoxy material, such as Eccogel 1265, which has been mixed with predetermined amounts of dyes to provide the required filter pass bands.
- the outer surface of the outer filter glass is provided with a conventional antireflective coating (ARC) whilst the surface of the other filter glass facing the CRT face is provided with a conventional transparent conductive coating to suppress electromagnetic emissions.
- An electrical conductor ribbon soldered to the edge of the conductive coating, provides an electrical connection to external apparatus.
- the entire peripheral surface of the viewing end of the CRT is coated with a conventional black elastomeric material, such as Dow Corning RTV-732 to mask any ambient light. It will be noted that although the CRT face is conventionally curved, the active filter material is of uniform thickness, thereby to provide uniform effectiveness across the entire face of the CRT.
- the apparatus and methods used to manufacture the filter assembly and to bond the same to the CRT faceplate will be described in detail hereinafter.
- the contrast enhancement filter is fabricated from two pieces of essentially transparent optical quality glass 22 and 23 which are spaced a known distance apart X, and then filled with an epoxy type material whose optical pass band matches the spectral wavelength of the light emitted by the phosphor or phosphors of the CRT.
- a conventional CRT phosphor P-43 is used as an example. As is known, this phosphor emits most of its light in the green portion of the visible spectrum at about 546 nanometers. Now the actual transmittance of the filter depends on the requirements of contrast and symbol brightness for the particular application. Therefore, there are significant advantages of a filter fabrication method which exhibits flexibility and ease of design.
- a narrow pass band filter may be formed at 546 nanometers by utilising a bluish green dye which passes light in the blue-green portion of the visible spectrum and combining that with a long wavelength band pass dye which appears to be yellow; when combined, these dyes form a narrow pass band 6.
- a dye formulation which will provide for an ease of filter design is desired, i.e. determining the concentrations of each dye.
- the absorption constant, ⁇ is given by:- where a ( ⁇ ) is a characteristic of the specific dye, constant for any particular ⁇ , and c is the dye concentration. So now:- Likewise,
- a mandrel 14 is designed which is to be used in the fabrication of an elastomeric gasket 15 ( Figure 2), that will capture the glass plates and maintain their required spacing x. Having determined the dimension x this value is predetermined by the spacing x shown in Figures 2 and 3.
- the mandrel 14 is designed with external raised bosses 60 which provide, in the resulting gasket, external lips 61 which will serve to capture the outer peripheries of the glass sheets 22 and 23.
- An external mould using techniques to be described below, is machined in which the mandrel 14 is to be placed. Provision is made in the mould to form a gasket filling spout 12, again as will be described.
- the mandrel 14 and mould are assembled with the top cover plate of the mould left off in order that the mould may be filled.
- One satisfactory elastomer for forming the gasket is General Electric RTVB 630. After mixing, the mixture is placed in a vacuum in order to outgas any air that may be trapped.
- the RTV is then poured into the mould, ensuring that all of the crevices are filled.
- the filled mould is set aside for about one half hour after which the cover plate is attached and the assembly placed in an oven and cured for two hours at about 80°C. After cooling, the mould is disassembled and the flexible, deformable gasket 15 is removed.
- the spacing bead 16 provides the predetermined fixed distance x and is, of course, equal to the gap 16 in the mandrel 14 shown in Figure 3, while the lips 61 capture and maintain the glass plates 22, 23 snugly abutting the bead 16.
- Two pieces of precisely cut glass 22 and 23 are inserted into the gasket as shown in Figures 2 and 4.
- One piece of glass preferably has a reflection reducing coating on the outer surface such as Optical Coating Laboratory's HEA coating.
- the other piece of glass preferably has a transparent conducting coating on the outer surface which has a resistivity less than 200 ohms/square inch (6.452 sq. cms.). This latter coating typically may be a conventional indium-tin-oxide, tin-oxide coating or any other well known conductive materials.
- a filter assembly is manufactured in the following manner.
- a suitable yellow dye that will provide the blue cutoff as shown by curve 20 in Figure 11 is Plasto Yellow MGSM manufactured by Tricon Colors of Elmwood Park, New Jersey.
- a suitable green pigment, i.e. one with the absorption characteristics shown by the curve 21 in Figure 11 and one that does not bleach under the influence of ultraviolet light is Gerisch Transparent Green manufactured by Gerisch Products of Torrence, California. The Gerisch Green concentrate is conventionally mixed on a paint mixer for example.
- the glass and gasket assembly ready for filling is shown in Figure 5.
- the gasket and glass assembly is also heated to assure good wetting by the epoxy mixture.
- the heated epoxy mixture is poured into the assembly through the pour spout 12 and the filled assembly is placed in an oven where it is cured for six hours at 80°C or longer if necessary.
- the assembly is removed from the oven, allowed to cool and the completed filter assembly 11 ( Figures 1 and 9) is then removed from the gasket 15 by again deforming and stretching as required.
- the filter assembly 11 as fabricated will have a small indentation around its periphery. This gap may be filled with the RTV-732 ( Figure 1) especially if the filter is not to be bonded to the CRT face for an extended period.
- the RTV will prevent any moisture from diffusing into the Eccogel layer.
- one of the glass sheets 22, 23 has its outer surface coated with a conventional transparent conductive material while the other glass sheet has its outer surface coated with a conventional antireflection material.
- Instruments, displays, and the like which are designed for use in aircraft cockpits not only require tight electrical tolerances but tight mechanical tolerances as well. The latter is influenced by the minimum amount of panel space and the usual lack of depth behind the panel.
- the CRT assembly which is a basic component of a cathodoluminescent display, must have the contrast enhancement filter 11 positioned precisely in all dimensions with respect to the CRT face.
- the present invention provides for the precise positioning of the filter in these dimensions with a minimum amount of labour during the bonding operation. Once the bonding material is cured, the filter will, of course, remain in that precise position.
- the key to accomplishing the filter bonding task is the fabrication of a precision elastomeric gasket 50 shown in Figure 7 similar in many respects to the filter gasket 15 and similarly made.
- This gasket is fabricated in the following manner, reference being made to Figure 6.
- a replica 31 of the front of the particular CRT is machined from some appropriate material such as aluminium and a replica 32 of the filter assembly 11 is also fabricated.
- the filter assembly replica includes a raised boss 62 which will, in the completed gasket, provide an external lip 63 for capturing the filter assembly and maintaining it snugly against a bead 53 ( Figure 9). These two parts are then fastened to a baseplate 33 as by flat head screws 34.
- the filter replica is spaced a precise predetermined distance y from the CRT replica 31 by means of a shim or boss 35.
- the spacing y is defined by the particular display chassis design.
- the side walls 36, 37 and 38 of the gasket mould are machined in the configurations shown in Figure 6 from a suitable rigid material such as aluminium.
- the interior dimensions of these walls are precisely controlled because these parts are to be used not only as the side walls of the mould but also as the rigid clamping ring for the completed gasket 50 when it is used to bond the filter assembly 11 to the CRT face. Accordingly, when used to manufacture the gasket 30, the interior dimensions are lengthened slightly by adding the shims 39, 40 and 41 when the walls 36, 37 and 38 are joined together by means of bolts 42.
- the shims 39, 40 and 41 are removed, thereby slightly decreasing their interior dimensions so that when the frame members are screwed together the completed gasket embracing its associated parts will be compressed slightly, as will be described below, effecting a very tightly joined assembly during the actual bonding operation.
- the mould side walls 37, 38 and 39 are bolted together with shims 39, 40 and 41 inserted and the resulting frame secured to the base plate 33 as by screws 33' forming an annular channel between the frame and the already assembled members 31 and 32.
- the side wall 36 includes an opening 43 which, together with a plug 43', will form a filling spout 54 of the completed gasket.
- the plug 43 is secured to the side wall 36 by screws 44; openings 45 assure that no air is trapped in the spout neck upon filling the mould.
- Centrally located along the inner surface of the side walls 37 and 38 are cut-outs 48 which will form tabs 49 ( Figure 7) on the completed mould.
- the annular channel of the filter CRT bonding mould is completely filled with RTV-630, which has been premixed and outgassed as above, left to stand about thirty minutes to assure complete saturation and then the cover plate 46 is attached by means of screws 47, any excess RTVB being squeezed through holes 45.
- the filled mould is finally cured for two hours or so at 80°C. After cooling, the mould is disassembled and the resulting gasket 50 inspected and any flashing removed.
- the exterior lip 63 and interior surface bead 53 assure precisely establishment and maintenance of the spacing dimension y without the requirement for any complex jigs or other apparatus.
- the gasket is now completed and ready for use bonding the filter assembly 11 to the faceplate of the CRT.
- a filter assembly 11 is inserted into the internal groove 51 by deforming and stretching the peripheral elastomer gasket 50 about the filter assembly periphery as shown in Figure 4, resulting in the partially assembled gasket shown in Figure 7.
- the conductive coated side faces towards the rear, i.e. towards the bead 53.
- the gasket 50 with its inserted filter assembly 11 is laid on a flat surface with interior surface 52 up and the frame members 36, 37 and 38 loosely assembled by bolts 42, but without the shims 39, 40 and 41, are placed around the gasket and the bolts 42 tightened just enough that the frame members contact the outer surfaces of the gasket with the tabs 49 in their corresponding recesses 48 in the frame members.
- the CRT is now placed in the gasket 50 firmly pressed down so that its faceplate periphery snugly fits aginst the bead 53 and the gasket interior wall 52.
- the bolts 42 are now tightened down to an effective torque of about 12.5 inch pounds, a value which has been predetermined to provide a very tight compression seal between the elastomeric gasket 50 and its enclosed rigid parts.
- the completed assembly is now oriented to the position shown in Figure 8 on the work surface with the fill spout 54 uppermost for receiving the bonding material.
- the material for bonding the filter to the CRT is Eccogel 1265.
- thirty grams of Eccogel part A are mixed with thirty grams of Eccogel part B. In this case, there are no additives and the material is clear transparent.
- the mixture is then heated to 80°C in a vacuum oven to decrease the viscocity and to remove any entrapped air bubbles.
- the CRT assembly is also heated as before.
- the Eccogel is then poured into the bonding gasket 50 through the fill spout 54 until the latter is full.
- the filled assembly is placed in an oven heated to 80 0 c for a period of six hours or so for curing. It is then removed from the oven and allowed to cool, the bolts removed and the claim disassembled.
- the gasket 50 is then stripped from the assembly in one piece by deformation and stretching.
- the gasket 50 can be reused many times.
- there will be a small gap (Figure 1) around the periphery of the Eccogel between the faceplate and the filter assembly 11 which is filled with the black RTV-732 as the latter is applied to the entire external periphery of the faceplate filter assembly.
- the RTV prevents any ambient light from leaking in behind the filter.
- the apparatus and methods and procedures described above have a precise bond between the contrast enhancement filter 11 and the CRT faceplate which can be accomplished in a minimum amount of time with substantially no requirement for rework. It is also to be appreciated that in both cases the gaskets 15, 50 have a cross-sectional dimension such as to provide sufficient gasket body that no complex holding and aligning jigs are required as taught in the prior art thus saving tedious and costly set-up time.
Landscapes
- Vessels, Lead-In Wires, Accessory Apparatuses For Cathode-Ray Tubes (AREA)
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
Abstract
A contrast enhancement filter (11) for cathode ray tubes (CRT) is manufactured by stretching a preformed elastomeric gasket (15) about the peripheries of a pair of glass sheets (22, 23), the gasket having peripheral exterior lips (61) for capturing the sheets (22, 23) and an interior bead (16) separating the glass sheets to a spacing predetermined by the filter transmittance requirements. The spacing is filled with a dyed epoxy material having the required optical pass bands of the CRT phosphors. A similar elastomeric gasket (50) is stretched around the edges of the cured filter assembly (11), the gasket (50) having a similar exterior lip (63) for capturing the filter assembly (11) and an interior bead (53) separating the filter interior surface from the CRT faceplate and an interior CRT faceplate and receiving surface. A rigid frame (36, 37, 38) compresses the elastomeric gasket (50) about the filter assembly (11) and CRT faceplate end and the space between the filter interior surface and the CRT faceplate is filled with an optically clear epoxy material and cured. The rigid frame (36,37,38) is used as a critical element of the elastomeric gasket.
Description
- This invention relates to cathode ray tube (CRT) displays suitable for use under a wide range of ambient light conditions, such as in an aircraft cockpit, and accordingly requiring contrast enhancement filters forming an integral part of the cathode ray tube. More specifically, this invention relates to the manufacture of such filters and an apparatus and method for bonding them to the cathode ray tube face.
- Cathode ray 'tubes with contrast enhancement filters bonded to their display surface are well known in the prior art. For example, home TV's often employ a protective glass faceplate bonded to the display surface some of which have neutral density filter characteristics, that is the ability to absorb, substantially equally, light over the entire visible spectrum.
- However, in some applications, such as in aircraft cockpits, where light intensity can vary from bright, high altitude sunlight to almost complete darkness, a great deal of contrast enhancement is required. Such contrast enhancement filters must possess the capability of passing light in narrow bands of the visible light spectrum depending upon the light emissivity of the phosphors of the CRT. An example of filters of this type is disclosed in the present Applicants' U.S. Patent Specification No. 3,946,267.
- The prior art also teaches several techniques for the manufacture of such filters. In general, they include a sandwich of two transparent glass sheets bonded together with a thin transparent plastic layer, one or more of which may be coloured with appropriate dyes to provide the required pass band. Such filters as have been known to be used heretofore have suffered from bleaching when exposed to sunlight's ultraviolet rays, rendering them useless in a very short time. Other filters of this general type require the addition of colourants into the molten glass at the time of manufacture of the glass plates, as taught in the above mentioned U.S. Patent Specification No.3,946,267. This technique, whilst superior to the dyes/plastic layer technique, has proved to be almost prohibitively expensive, particularly where other specific dye characteristics, concentrations and thicknesses are required. Another technique is disclosed in the present Applicants' U.S. Patent Specification No. 4,191,725 wherein a clear glass plate is precisely spaced from the face of the CRT and the space filled with a properly dyed epoxy material. The problems with this technique are that it is limited to CRT's with a flat display surface to assure uniform thickness of the filter medium and that it is not possible, or difficult and costly, to incorporate a transparent conducting coating on the CRT faceplate to reduce electromagnetic radiation created by the display.
- The present invention overcomes these and other problems discussed above by providing a unique method of manufacturing the contrast enhancement filter which provides great flexibility in filter pass band characteristic and by providing a unique apparatus and method for securing the filter to the CRT display face.
- Prior art techniques for securing a filter to the faceplate of a CRT include the spacing of the filter a short distance from the faceplate by means of a shim and the resulting peripheral gap is closed using an adhesive tape to form a liquid tight envelope. The bonding material, such as a clear epoxy, is poured into the envelope and allowed to cure. This technique is cumbersome and time-consuming to perform and the spacing tolerance was not easily maintained. Furthermore, if care is not taken, the envelope leaks prior to curing, leaving unacceptable gaps and requiring rework. In another prior art technique as taught in the present Applicants' U.S. Patent Specification No. 4,191,725, an elastomeric gasket provides a spacing bead but the filter assembly must be precisely aligned using a complex jig for maintaining the parts securely in position during the bonding operation. The present invention provides a unitary apparatus and method for assuring precise uniform filter/faceplate spacing and accomplishes assembly in very short time and with uniform predictable results and without the requirement for complex alignment jigs and jig set-up time.
- The present invention, as defined in the appended claims, provides a method and apparatus for manufacturing a contrast enhancement filter assembly and for securing the same to the face of the CRT, each operation involving a peripheral flexible gasket of an elastomeric material which is deformable so that it may be stretched,out of shape in order to receive the rigid parts to be assembled and when the parts are in place, the gasket maintains them in a precisely spaced relation. A fill port is provided to fill the space between the parts with a bonding material. Furthermore, the elastomeric material may be compressed a known predetermined amount by means of a precisely machined rigid frame clamped about the peripheral gasket. The frame together with precision shims and replicas of the parts to be assembled may be used as a mould to manufacture the gasket.
- Preferred embodiments of the present invention will now be described in greater detail, by way of example, with reference to the accompanying drawings in which:-
- Figure 1 is an elevational view of a typical CRT with an enlarged sectional view of a portion thereof showing the elements of the fully assembled contrast enhancement filter;
- Figure 2 is a cross-sectional view of the elastomeric gasket used to manufacture the filter assembly of the present invention;
- Figure 3 is a view, partially in section, of the filter assembly replica used to form the filter gasket;
- Figure 4 is a perspective view of the gasket being deformed to receive the filter glass plates;
- Figure 5, is a perspective view of the assembled filter assembly ready for filling;
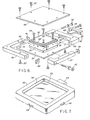
- Figure 6 is an exploded perspective view of the elements for manufacturing the elastomeric mould used to bond the filter assembly to the CRT display face;
- Figure 7 is a perspective view of the completed filter/CRT assembly bonding gasket;
- Figure 8 is a perspective view of the filter/CRT assembly bonding gasket clamped about the CRT display face by the gasket clamp and ready for filling;
- Figure 9 is a cross sectional view of the assembly of Figure 8 taken on the line 9-9 thereof;
- Figure 10 is an elevational view, partially in section, of the assembly of Figures 8 and 9; and
- Figure 11 is a graph to aid in the description of a typical contrast enhancement filter.
- Referring now to Figure 1, there is illustrated a detailed cross-section of the display end of a typical cathode ray tube display having a contrast enhancement filter assembly bonded to the CRT faceplate using the manufacturing methods and apparatus of the present invention. As shown, the overall assembly comprises the CRT faceplate and
filter assembly 11 bonded to the faceplate with a suitable transparent epoxy material such as Eccogel 1265, a product of Emerson Cummings of Canton, Massachusetts, United States of America. The filter assembly comprises a sandwich of two sheets of optical quality glass and a filter of carefully controlled thickness of a suitable epoxy material, such as Eccogel 1265, which has been mixed with predetermined amounts of dyes to provide the required filter pass bands. The outer surface of the outer filter glass is provided with a conventional antireflective coating (ARC) whilst the surface of the other filter glass facing the CRT face is provided with a conventional transparent conductive coating to suppress electromagnetic emissions. An electrical conductor ribbon, soldered to the edge of the conductive coating, provides an electrical connection to external apparatus. The entire peripheral surface of the viewing end of the CRT is coated with a conventional black elastomeric material, such as Dow Corning RTV-732 to mask any ambient light. It will be noted that although the CRT face is conventionally curved, the active filter material is of uniform thickness, thereby to provide uniform effectiveness across the entire face of the CRT. The apparatus and methods used to manufacture the filter assembly and to bond the same to the CRT faceplate will be described in detail hereinafter. - In general, the contrast enhancement filter is fabricated from two pieces of essentially transparent
optical quality glass - Referring to Figure 11, it is noted that a narrow pass band filter may be formed at 546 nanometers by utilising a bluish green dye which passes light in the blue-green portion of the visible spectrum and combining that with a long wavelength band pass dye which appears to be yellow; when combined, these dyes form a narrow pass band 6. However, in order to be precise and to avoid any empirical experiments, a dye formulation which will provide for an ease of filter design is desired, i.e. determining the concentrations of each dye. We have two dyes, and thus two concentrations or two unknowns which can be determined from two simultaneous equations. This may be accomplished by specifying the transmittance of the narrow pass band at two different wavelengths, the peak at 546 nanometers and the half peak at 563 nanometers. The transmittance T1 at τ1 = 546 is given by :-


- By taking the natural log of these expressions, we obtain:-


- In general, the absorption constant, α, is given by:-



- If these values for α are substituted in equations (3) and (4)




- It only remains then experimentally to determine the constants a for each of the dyes, specify the transmittance, and establish a value for x to complete the filter design.
- It is noted that the critical value is the path length x. Therefore, a means to control this distance within some reasonable tolerances, for example + .005" (0.00127mm) must be provided. This requirement can be accomplished in the following manner. Referring to Figure 3, a
mandrel 14 is designed which is to be used in the fabrication of an elastomeric gasket 15 (Figure 2), that will capture the glass plates and maintain their required spacing x. Having determined the dimension x this value is predetermined by the spacing x shown in Figures 2 and 3. - Also, the
mandrel 14 is designed with external raisedbosses 60 which provide, in the resulting gasket,external lips 61 which will serve to capture the outer peripheries of theglass sheets mandrel 14 is to be placed. Provision is made in the mould to form agasket filling spout 12, again as will be described. Themandrel 14 and mould are assembled with the top cover plate of the mould left off in order that the mould may be filled. One satisfactory elastomer for forming the gasket is General Electric RTVB 630. After mixing, the mixture is placed in a vacuum in order to outgas any air that may be trapped. The RTV is then poured into the mould, ensuring that all of the crevices are filled. The filled mould is set aside for about one half hour after which the cover plate is attached and the assembly placed in an oven and cured for two hours at about 80°C. After cooling, the mould is disassembled and the flexible,deformable gasket 15 is removed. In Figure 2, the spacingbead 16 provides the predetermined fixed distance x and is, of course, equal to thegap 16 in themandrel 14 shown in Figure 3, while thelips 61 capture and maintain theglass plates bead 16. - Once the gasket is inspected and shown to be free of defects and all flashing, if any, removed, it is ready for use. Two pieces of precisely cut
glass - The assembly is now ready to be filled with the coloured epoxy gel. Having specified the requirements of the contrast enhancement filter, the dyes chosen and the concentrations determined from the equations set forth above, a filter assembly is manufactured in the following manner. A suitable yellow dye that will provide the blue cutoff as shown by
curve 20 in Figure 11 is Plasto Yellow MGSM manufactured by Tricon Colors of Elmwood Park, New Jersey. A suitable green pigment, i.e. one with the absorption characteristics shown by thecurve 21 in Figure 11 and one that does not bleach under the influence of ultraviolet light is Gerisch Transparent Green manufactured by Gerisch Products of Torrence, California. The Gerisch Green concentrate is conventionally mixed on a paint mixer for example. Then 9 grams of the concentrate are mixed with 120gm of Eccogel part B to form a secondary concentrate. In this example 20 gm of Eccogel part A are mixed with 15.43 gm of Eccogel part B, 4.56 gm of the secondary concentrate of Gerisch Green, and 0.884 gm of the Plasto Yellow dye. These materials are again mixed on a paint mixer. The mixture is now heated to 800C in a vacuum oven to remove any entrapped gases and to significantly decrease the viscosity of the mixture. In accordance with the present invention, the two sheets ofglass corresponding grooves lips 61 andbead 16 by deforming and stretching thegasket 15 as required to provide clearance, as shown in Figure 4. The glass and gasket assembly ready for filling is shown in Figure 5. The gasket and glass assembly is also heated to assure good wetting by the epoxy mixture. The heated epoxy mixture is poured into the assembly through the pourspout 12 and the filled assembly is placed in an oven where it is cured for six hours at 80°C or longer if necessary. The assembly is removed from the oven, allowed to cool and the completed filter assembly 11 (Figures 1 and 9) is then removed from thegasket 15 by again deforming and stretching as required. - It will now be apparent that the
filter assembly 11 as fabricated will have a small indentation around its periphery. This gap may be filled with the RTV-732 (Figure 1) especially if the filter is not to be bonded to the CRT face for an extended period. The RTV will prevent any moisture from diffusing into the Eccogel layer. It will be understod that one of theglass sheets - Having completed the
filter assembly 11, the method and apparatus for bonding it to the CRT face will now be described. - Instruments, displays, and the like which are designed for use in aircraft cockpits not only require tight electrical tolerances but tight mechanical tolerances as well. The latter is influenced by the minimum amount of panel space and the usual lack of depth behind the panel. The CRT assembly, which is a basic component of a cathodoluminescent display, must have the
contrast enhancement filter 11 positioned precisely in all dimensions with respect to the CRT face. The present invention provides for the precise positioning of the filter in these dimensions with a minimum amount of labour during the bonding operation. Once the bonding material is cured, the filter will, of course, remain in that precise position. - The key to accomplishing the filter bonding task is the fabrication of a precision
elastomeric gasket 50 shown in Figure 7 similar in many respects to thefilter gasket 15 and similarly made. This gasket is fabricated in the following manner, reference being made to Figure 6. Areplica 31 of the front of the particular CRT is machined from some appropriate material such as aluminium and areplica 32 of thefilter assembly 11 is also fabricated. The filter assembly replica includes a raisedboss 62 which will, in the completed gasket, provide anexternal lip 63 for capturing the filter assembly and maintaining it snugly against a bead 53 (Figure 9). These two parts are then fastened to abaseplate 33 as by flat head screws 34. The filter replica is spaced a precise predetermined distance y from theCRT replica 31 by means of a shim orboss 35. The spacing y is defined by the particular display chassis design. Theside walls gasket 50 when it is used to bond thefilter assembly 11 to the CRT face. Accordingly, when used to manufacture the gasket 30, the interior dimensions are lengthened slightly by adding theshims walls bolts 42. However, when used as the gasket clamping frame, theshims - The
mould side walls shims base plate 33 as by screws 33' forming an annular channel between the frame and the already assembledmembers side wall 36 includes anopening 43 which, together with a plug 43', will form a fillingspout 54 of the completed gasket. Theplug 43 is secured to theside wall 36 byscrews 44;openings 45 assure that no air is trapped in the spout neck upon filling the mould. Centrally located along the inner surface of theside walls outs 48 which will form tabs 49 (Figure 7) on the completed mould. These tabs, when themembers slots 48 in the frame and prevent any lateral or longitudinal movement of the gasket 30 when the frame is clamped, as will be described., - As in the case of the
filter assembly gasket 15, the annular channel of the filter CRT bonding mould is completely filled with RTV-630, which has been premixed and outgassed as above, left to stand about thirty minutes to assure complete saturation and then thecover plate 46 is attached by means ofscrews 47, any excess RTVB being squeezed throughholes 45. The filled mould is finally cured for two hours or so at 80°C. After cooling, the mould is disassembled and the resultinggasket 50 inspected and any flashing removed. It will now be appreciated that the interior surfaces 51 (Figure 9) of theperipheral gasket 50 precisely conforms with the outer peripheral edges of thefilter assembly 11 while the interior surfaces 52 (Figure 9) precisely conforms with the peripheral edges of the CRT faceplate. Importantly, theexterior lip 63 andinterior surface bead 53 assure precisely establishment and maintenance of the spacing dimension y without the requirement for any complex jigs or other apparatus. The gasket is now completed and ready for use bonding thefilter assembly 11 to the faceplate of the CRT. - As above described in connection with the fabrication of the
filter assembly 11 itself, afilter assembly 11 is inserted into theinternal groove 51 by deforming and stretching theperipheral elastomer gasket 50 about the filter assembly periphery as shown in Figure 4, resulting in the partially assembled gasket shown in Figure 7. Of course when inserting thefilter assembly 11 into thegasket 50, it is necessary that the conductive coated side faces towards the rear, i.e. towards thebead 53. Thegasket 50 with its insertedfilter assembly 11 is laid on a flat surface withinterior surface 52 up and theframe members bolts 42, but without theshims bolts 42 tightened just enough that the frame members contact the outer surfaces of the gasket with thetabs 49 in theircorresponding recesses 48 in the frame members. The CRT is now placed in thegasket 50 firmly pressed down so that its faceplate periphery snugly fits aginst thebead 53 and the gasketinterior wall 52. Thebolts 42 are now tightened down to an effective torque of about 12.5 inch pounds, a value which has been predetermined to provide a very tight compression seal between theelastomeric gasket 50 and its enclosed rigid parts. The completed assembly is now oriented to the position shown in Figure 8 on the work surface with thefill spout 54 uppermost for receiving the bonding material. As in the case of the filter assembly, the material for bonding the filter to the CRT is Eccogel 1265. In this example, thirty grams of Eccogel part A are mixed with thirty grams of Eccogel part B. In this case, there are no additives and the material is clear transparent. The mixture is then heated to 80°C in a vacuum oven to decrease the viscocity and to remove any entrapped air bubbles. At the same time, the CRT assembly is also heated as before. The Eccogel is then poured into thebonding gasket 50 through thefill spout 54 until the latter is full. The filled assembly is placed in an oven heated to 800c for a period of six hours or so for curing. It is then removed from the oven and allowed to cool, the bolts removed and the claim disassembled. Thegasket 50 is then stripped from the assembly in one piece by deformation and stretching. Advantageously, thegasket 50 can be reused many times. As before, there will be a small gap (Figure 1) around the periphery of the Eccogel between the faceplate and thefilter assembly 11 which is filled with the black RTV-732 as the latter is applied to the entire external periphery of the faceplate filter assembly. The RTV prevents any ambient light from leaking in behind the filter. - The apparatus and methods and procedures described above have a precise bond between the
contrast enhancement filter 11 and the CRT faceplate which can be accomplished in a minimum amount of time with substantially no requirement for rework. It is also to be appreciated that in both cases thegaskets
Claims (11)
1. Apparatus for bonding at least two rigid elements of a cathode ray tube display faceplate and cooperating contrast enhancement filter assembly, said elements having peripheral edges requiring precise coalignment and predetermined relative spacing therebetween, characterised in that the apparatus comprises a peripheral gasket (15; 50) moulded from an elastomeric material and having at least one exterior, inwardly-projecting peripheral lip (61; 63) and an interior inwardly-projecting peripheral bead (16; 53) of predetermined thickness, thereby to form at least one interior peripheral groove in the gasket, the elastomeric gasket having a cross-sectional thickness such,that it is deformable and stretchable about the peripheral edges of the rigid elements (22, 23; 11) with the peripheral edges of at least one of the elements in the groove and the peripheral edges of the other of the elements abutting the interior bead whereby to form an interior chamber of predetermined thickness between the elements, the gasket including an opening communicating (12) between said chamber and the exterior of the gasket for receiving a bonding material for bonding the elements (22, 23) together.
2. Apparatus according to claim 1, characterised in that the elastomeric gasket (15; 50) cross-sectional thickness is sufficiently large as to provide the sole dimensional support for the two rigid elements (22, 23; 11).
3. Apparatus according to claim 1 or 2, characterised in that the two rigid elements are transparent glass sheets (22, 23), in that the peripheral gasket (15) includes a second exterior inwardly projecting lip (61), thereby forming a second interior peripheral groove between the peripheral bead (16) and the second lip, and in that the bonding material includes a dye of a colour such as to provide a predetermined pass band filter for the light emanating from the cathode ray tube.
4. Apparatus according to any of the preceding claims, characterised in that the thickness ot the interior bead (16) is a function of the concentration of the bonding material.
5. Apparatus according to claim 3, characterised in that one glass sheet (22, 23) includes a transparent conductive coating on a side opposite said chamber.
6. Apparatus according to claim 1 or 2, characterised in that one of the two rigid elements comprises a contrast enhancement filter (11) and the other thereof comprises the actual faceplate of the cathode ray tube.
7. Apparatus according to claim 6, characterised in that it further comprises a rigid multiple part frame member (36, 37, 38) surrounding the exterior of the gasket (50) and means for adjusting the frame parts to compress the elastomeric gasket (50) against the rigid filter (11) and rigid faceplate.
8. Apparatus according to claim 7, characterised in that the gasket (50) includes exterior outwardly projecting tabs (49) and the frame member (36, 37, 38) includes openings (48) for receiving the tabs, whereby to prevent relative lateral movement between the gasket (50) and frame upon compression of the gasket.
9. A method of bonding at least two rigid elements of a cathode ray tube faceplate and cooperating contrast enhancement filter assembly, the elements having peripheral edges requiring precise coalignment and predetermined relative spacing therebetween, the method comprising the steps of
a) forming a peripheral gasket (15; 50) from an elastomeric material having at least one exterior inwardly projecting peripheral lip (61; 63) and an interior inwardly projecting peripheral bead (16; 53) of predetermined thickness, thereby to form at least one interior peripheral groove and a chamber defined by the thickness of the bead, the gasket having a cross-sectional thickness sufficiently large as to provide the sole dimensional support for the two elements (22, 23; 11) and sufficiently small to permit deformation and stretching about the peripheral edges of the elements, the gasket including an opening (12; 54) communicating with the chamber,
(b) deforming and stretching the peripheral gasket (15; 50) about the elements (22, 23; 11) with at least one thereof in the groove and the other thereof abutting the bead (16; 53) and closing the chamber,
(c) filling the chamber through the opening (12; 54) with a curable bonding material,
(d) curing said material, and
(e) deforming and stretching the gasket (15; 50) to remove same from the now bonded elements.
10. A method according to claim 9, characterised in that it further comprises the step of compressing the elastomeric gasket (50) about the elements (11) prior to filling the chamber using a rigid peripheral compression frame (36, 37, 38).
11. A method of manufacturing an elastomeric gasket for supporting a rigid light filter relative to a cathode ray tube faceplate in a predetermined fixed relation to the faceplate during the bonding of the filter to the faceplate, characterised in that the method comprises the steps of
a) forming a rigid mould mandrel having internal surfaces conforming in shape to the assembled filter (11) and faceplate in said predetermined fixed relation.
b) securing the mandrel to a baseplate (33),
c) inserting shims (39, 40, 41) between parts of a multipart peripheral frame (36, 37, 38), whereby to increase its peripheral dimensions.
d) securing the peripheral frame to the baseplate in spaced relation to the mandrel, whereby to form a peripheral channel therebetween.
e) filling the channel with a liquid material curable to an elastomeric material, and
f) curing said material to form the elastomeric gasket (50), the outer peripheral dimensions thereof being larger than the multipart rigid frame (36, 37, 38) in the absence of the shims (39, 40, 41), whereby the frame (36, 37, 38) may be used without the shims to compress the elastomeric gasket (50) about the filter (11) and the faceplate.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US47499583A | 1983-03-14 | 1983-03-14 | |
| US474995 | 1983-03-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0119048A1 true EP0119048A1 (en) | 1984-09-19 |
Family
ID=23885810
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84301430A Withdrawn EP0119048A1 (en) | 1983-03-14 | 1984-03-05 | Cathode ray tube display filter and method of manufacture and attachment to display face |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0119048A1 (en) |
| JP (1) | JPS59169042A (en) |
| IL (1) | IL71204A0 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3629996A1 (en) * | 1986-09-03 | 1988-03-17 | Flachglas Ag | ATTACHMENT UNIT FOR THE CATHODE RAY TUBES OF MONITORS, TELEVISION DEVICES AND THE LIKE |
| DE3643088A1 (en) * | 1986-12-17 | 1988-06-30 | Flabeg Gmbh | TELEVISION PICTURE TUBES WITH COMPONENT FRONT DISC |
| EP0616355A1 (en) * | 1993-03-17 | 1994-09-21 | Koninklijke Philips Electronics N.V. | Display device and cathode ray tube |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01195639A (en) * | 1988-01-29 | 1989-08-07 | Matsushita Electric Ind Co Ltd | Cathode-ray tube for projection |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1255147A (en) * | 1960-03-18 | 1961-03-03 | Frame to surround and fix the protective glass of a television tube | |
| FR1335626A (en) * | 1962-07-12 | 1963-08-23 | Le Cathoscope Francais | Methods and devices for imparting a colored appearance to screens of oscillographic cathode ray tubes and cinescopes |
| US3164672A (en) * | 1960-10-14 | 1965-01-05 | Owens Illinois Glass Co | Controlling implosions in cathode-ray and other tubes |
| FR2197232A1 (en) * | 1972-08-24 | 1974-03-22 | Sony Corp | |
| GB2024092A (en) * | 1978-06-28 | 1980-01-09 | Sperry Rand Corp | Method of assembling a contrastenhanced display device |
-
1984
- 1984-02-15 JP JP59026924A patent/JPS59169042A/en active Pending
- 1984-03-05 EP EP84301430A patent/EP0119048A1/en not_active Withdrawn
- 1984-03-09 IL IL71204A patent/IL71204A0/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1255147A (en) * | 1960-03-18 | 1961-03-03 | Frame to surround and fix the protective glass of a television tube | |
| US3164672A (en) * | 1960-10-14 | 1965-01-05 | Owens Illinois Glass Co | Controlling implosions in cathode-ray and other tubes |
| FR1335626A (en) * | 1962-07-12 | 1963-08-23 | Le Cathoscope Francais | Methods and devices for imparting a colored appearance to screens of oscillographic cathode ray tubes and cinescopes |
| FR2197232A1 (en) * | 1972-08-24 | 1974-03-22 | Sony Corp | |
| GB2024092A (en) * | 1978-06-28 | 1980-01-09 | Sperry Rand Corp | Method of assembling a contrastenhanced display device |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3629996A1 (en) * | 1986-09-03 | 1988-03-17 | Flachglas Ag | ATTACHMENT UNIT FOR THE CATHODE RAY TUBES OF MONITORS, TELEVISION DEVICES AND THE LIKE |
| US4804883A (en) * | 1986-09-03 | 1989-02-14 | Flachglass Aktiengesellschaft | Front attachment for CRT. E.G. for a monitor or video tube |
| DE3643088A1 (en) * | 1986-12-17 | 1988-06-30 | Flabeg Gmbh | TELEVISION PICTURE TUBES WITH COMPONENT FRONT DISC |
| US4926090A (en) * | 1986-12-17 | 1990-05-15 | Flabeg Gmbh | Television picture tube having a composite frontal pane |
| EP0616355A1 (en) * | 1993-03-17 | 1994-09-21 | Koninklijke Philips Electronics N.V. | Display device and cathode ray tube |
| BE1006922A3 (en) * | 1993-03-17 | 1995-01-24 | Philips Electronics Nv | An image display device and the cathode ray tube. |
Also Published As
| Publication number | Publication date |
|---|---|
| IL71204A0 (en) | 1984-06-29 |
| JPS59169042A (en) | 1984-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH0961829A (en) | Production of liquid crystal display element | |
| DE69407216T2 (en) | Color cathode ray tube | |
| EP0119048A1 (en) | Cathode ray tube display filter and method of manufacture and attachment to display face | |
| CN1145137C (en) | Display panel | |
| US3873868A (en) | Display tube with color selective filtration | |
| GB2125732A (en) | Glass and/or vitreous ceramic laminate system for microwave- shielding applications | |
| DE2926174C2 (en) | ||
| US4710820A (en) | Single layer optical coupler for projection TV CRT | |
| CN103065548B (en) | Display device and the manufacture method of display device for the information system of vehicle | |
| JPH08146272A (en) | Projecting lens device | |
| DE69402751T2 (en) | Display device and cathode ray tube | |
| EP0113957A1 (en) | Method for making a glass laminated structure | |
| JP3516103B2 (en) | Liquid crystal display | |
| US1101026A (en) | Method and apparatus for correcting artificial light. | |
| EP0528603A1 (en) | Method for manufacturing liquid crystal display apparatus | |
| KR0130367B1 (en) | Cathde-ray tube of screen apparatus | |
| DE3365318D1 (en) | Method of making laminated glass | |
| JPH0259999B2 (en) | ||
| KR20010017589A (en) | method for sticking safety galss of plane braun-tube | |
| JPH02210486A (en) | Filter for color information display device | |
| JP2978110B2 (en) | Liquid crystal display | |
| CA1120990A (en) | Crt with peripheral plastic coating and method of making same | |
| EP0875916A3 (en) | Color cathode ray tube having at least one kind of fluorescent substance film consisting of fluorescent substance particles having wave length selective layer and method of producing the same | |
| CA2042392A1 (en) | Color cathode ray tube | |
| KR100845732B1 (en) | Tuned sealing material and sealing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19850521 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: MAGGIO, STEPHEN CHRISTOPHER Inventor name: TRIMMIER, J. ROBERT |