EP0066385A2 - Power tool - Google Patents
Power tool Download PDFInfo
- Publication number
- EP0066385A2 EP0066385A2 EP82302411A EP82302411A EP0066385A2 EP 0066385 A2 EP0066385 A2 EP 0066385A2 EP 82302411 A EP82302411 A EP 82302411A EP 82302411 A EP82302411 A EP 82302411A EP 0066385 A2 EP0066385 A2 EP 0066385A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- signal
- torque
- power tool
- generating
- signals
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B23/00—Details of, or accessories for, spanners, wrenches, screwdrivers
- B25B23/14—Arrangement of torque limiters or torque indicators in wrenches or screwdrivers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B23/00—Details of, or accessories for, spanners, wrenches, screwdrivers
- B25B23/14—Arrangement of torque limiters or torque indicators in wrenches or screwdrivers
- B25B23/15—Arrangement of torque limiters or torque indicators in wrenches or screwdrivers having a mechanism to mark the work when the selected torque is applied to the work
Definitions
- This invention relates to power tools.
- Power tools such as those used in the assembly of motor vehicles, comprise a motor, which is usually driven pneumatically, and an output shaft rotatable by the motor and which, in use, carries a tool for engaging a connector, for example a hexagonal socket.
- a connector for example a hexagonal socket.
- the torque applied by the tool to the connector will be directly proportional to the pressure of air used to drive the tool.
- some power tools incorporate a pressure control valve which allows the pressure applied to the tool to be varied. In operation, the tool is applied to a connector and the connector is rotated until no further rotation occurs.
- British Patent Specification No. 1527185 discloses a power tool comprising a motor; a rotatable output shaft for carrying a tool and driven by the ;notor; means for generating a first electrical signal representing the torque applied to the output shaft; means for generating a second electrical signal representing the angular rotation of the output shaft; and means for processing the first and second signals whilst the tool is operated to determine the angle through which the drive shaft rotates whilst the applied torque rises from a predetermined threshold value to its greatest value and for generating an indicator signal if the said angle and the said greatest value both lie between respective predetermined maximum and minimum values.
- this power tool is based on the observation that in all well-formed joints of a particular type, once a threshold torque applied to the connector has been exceeded, the rate of change of applied torque with respect to angular rotation of the connector is substantially the same. Consequently, once these tightening characteristics of a particular joint have been determined, they can be used as a reference against which the quality of all similar joints can be tested. The tool can therefore be used to make a wide variety of different types of joint whether or not the joint is to be tightened to yield point.
- a power tool comprising a motor; a rotatable output shaft drivable by the motor and adapted to carry a tool; means for generating a first electrical signal representing the torque applied to the output shaft; means for generating a second electrical signal representing the angular rotation of the output shaft; and means for processingthe signals whilst the tool is in operation to determine the angle through which the drive shaft rotates whilst the applied torque rises from a predetermined threshold value to its greatest value, and for generating an indicator signal if the said angle and the said greatest value both lie between respective predetermined maximum and minimum values, characterised in that the means for processing the signals comprises means for storing, in order, a predetermined number of values of the signals read at periodic intervals and in that means is provided for displaying the stored values.
- the stored values may be displayed on any suitable medium, for example a visual display unit, or a printer, and are then available for examination as a full record of the -.istory of the joint tightening process.
- the electrical signal representing torque can be. generated in any suitable way, but, for simplicity, a strain gauge is preferably used. Where the output shaft is rotatable in a housing to which the motor is fixed, it is convenient to secure the strain gauge to the housing.
- the electrical signal representing the angular rotation of the output shaft preferably comprises a train of electrical pulses, the frequency of which varies in accordance with the rate of rotation of the output shaft, and a counter for counting the pulses
- the train of pulses may be generated by any means, for example a graduated rotor driven by the motor and an electro/optical or electro/magnetic sensor for sensing the movement of the graduations on the rotor.
- the indicator signal may be used to generate a visible or audible indication of the quality of the joint and/or to actuate a marking system for the connector, as described in British Patent Specification No. 2052333 and Application No. 8104216.
- the means for processing the signals preferably comprises reading the level of the first signal at predetermined intervals, means for storing signals representing the level of the first signal, means for updating the stored signal with subsequent signals representing levels of the first signal corresponding to higher torques, and means for comparing the stored signal with signals representing threshold,minimum and maximum torque values.
- the comparison of the stored signal with the signals representing maximum and minimum torque value indicates whether the maximum applied torque is within the required limits.
- the comparison of the stored signal with the signal representing the threshold value indicates whether or not the threshold torque has been exceeded.
- the means for processing the signals preferably also comprises means for reading the levels of the second signal at periodic intervals, means for determining differences between consecutive levels of the second signal and means for summing the differences whilst the level of the first signal increases from a level corresponding to the threshold torque value to a level corresponding to the minimum torque value.
- the solid line is a graph showing the variation of the torque T applied by a power tool to a connector, such as a threaded nut and bolt with the angle of rotation ⁇ .
- a power tool such as a threaded nut and bolt with the angle of rotation ⁇ .
- the applied torque remains at a low, relatively uniform level whilst the nut runs freely down the bolt.
- the applied torque never exceeds a threshold value T l .
- the nut encounters resistance as it engages the surface of the component which is being secured. After passing the point ( ⁇ 0 ,T 1 ), the torque rises to a peak value T 2 , between a maximum value T 4 and a minimum value T 3 .
- region B of the graph are such that,after the torque has exceeded the threshold value T 1 , it rises to its peak level T 2 within a predetermined angular rotation from the point ( ⁇ 0 ) at which the threshold torque T 4 was exceeded, ( ⁇ 1 - ⁇ 0 ).
- the broken line in Figure 1 illustrates the variation applied torque with angular rotation in the case of a threaded connection having a faulty thread.
- the torque begins to rise earlier as a result of the resistance to the travel of the nut caused by the faulty thread.
- the rate of increase of the torque wiin angular rotation is however smaller than for the good joint, so that the peak .
- torque T is achieved after a much greater angle, of rotation measured from the point ( ⁇ 2 ) at which the threshold torque T 1 has exceeded.
- good joints can be distinguished from bad joints by monitoring the applied torque and angular rotation of the connector, and by determining whether the applied torque exceeds a minimum desired value within a predetermined angular rotation after exceeding the threshold value.
- connection incorporating a spring washer will require a larger angular rotation to achieve its maximum torque than that required by a similar connection without a spring washer. Additionally, manufacturing tolerences within the connection will cause a variation within narrow limits of the precise angle of rotation at which any desired torque is achieved.
- the power tool 1 which is in this instance suitable is a hand held tool for use in assembly-line production of motor vehicles comprises a pneumatic motor 2 of conventional construction not shown in detail.
- the pneumatic motor is driven from an air supply line which includes a pressure control value which permits the maximum pressure applied to the motor to be set to a desired value. Since the maximum torque applied by the motor will vary in direct proportion to the maximum applied pressure adjustment of the pressure control value allows the maximum torque of the motor to be selected.
- the pneumatic motor 2 has a drive shaft 3 which is coupled coaxially to a first intermediate shaft 4 by a splined connection 5.
- the intermediate shaft 4 is rotatably mounted in the housing 6 of the tool by bearings 7, 8 and is, in turn coupled coaxially to a second intermediate shaft 10 by means of a splined connection 12.
- the second intermediate shaft is rotatably mounted in the housing 6 in needle bearings 13 and terminates in a bevel gear 14 which meshes with a further bevel gear 15 secured to a hollow output shaft 16 arranged at right angles to the second intermediate shaft 1 0 and rotatably mounted in bearings 17, 18 in the end portion 19 of the housing 6.
- a drive socket 20 is removably mounted in a conventional manner on the end of the output shaft 16 for engagement with a connector, indicated schmatically as a hexagonal bolt head 22.
- a marking unit 23 is mounted on the end portion 19 of the housing 6. The details of the construction of the marking unit 23 are described in our British Patent Application No. 8 1 04216. Briefly, the marking unit 23 includes a stylus 24 which is reciprocable by air pressure within the hollow centre of the drive shaft 1 6. A marking fluid is fed to the stylus so that, when the tip of the stylus contacts the bolt head 22, marking fluid is deposited thereon, indicating, for example for quality control purposes, that the bolt head 22 has been tightened to the correct torque.
- the marker unit 23 is operated by the control system illustrated in Figures 3 and 4.
- the control system operates from two sensor signals.
- the first sensor signal is generated by a strain gauge 30 mounted on the housing 6 adjacent the second intermediate shaft 10.
- the strain gauge 30 comprises four transducers 31 cemented in two diametrically opposed pairs on to the exterior of the housing 6. As indicated in Figure 3, the transducers 31 are connected together into a bridge. A reference voltage is applied across the bridge from a power supply 32. Torsional reaction forces applied to the housing 6 as a result of application of a torque load to the output shaft l6 will cause the resistances of the transducers to alter, thereby causing a change in the voltage across the bridge. This voltage is amplified in an amplifier 33 and converted to an analogue current signal in a voltage-to-current isolation amplifier 34. The conversion of the voltage signal in the bridge to an analogue current signal renders the signal less sensitive to interference from extraneous sources. The effect of interference is further reduced by positiong the power supply and amplifier close to the power tool.
- the second sensor signal is generated by a slotted disc 40, mounted coaxially on the first intermediate drive shaft 4,which interrupts beams of infra-red light passing between four emitters 41 and their respective detectors 42.
- the disc 40 has 90 radial slots and the four pairs of emitters and are detectors 41, 42/spaced circumferentially around the disc 40.
- Each . emitter and detector pair is connected with a respective amplifier, one of which is illustrated at 43, so that the output from the amplifier increases when the signal from its associated detector 42 decreases and vice versa.
- each detector Since each detector responds to the passage of both edges of every slot of the disc 40 through the beam of infra-red light from its associated emitter, the output from each of the four amplifiers 43 is in the form of a sine wave with a period equal to 2 of rotation of the disc 40.
- the outputs from the four amplifiers 43 are each fed to a respective level trigger 44 and a monostable circuit 45 which generate a positive square pulse for each half cycle of the sine wave.
- the four trains of pulses are then fed to an OR gate 46.
- the relative circumferential spacing of the emitter/detector pairs is such that the four trains of pulses are out of phase with each other by 1 ⁇ 4of one cycle so that the output from the OR gate 46 will consist of a train of square pulses with a spacing equal to 1 ⁇ 2° of rotation of the disc 40, and therefore of the output shaft 16.
- the generation of a sinusoidal output from the emitter and detector paris is particularly convenient in that the trigger levels of the level triggers 44 may be adjusted to produce pulses at points earlier and later in each half cycle to compensate for inaccuracies in the relative circumferential positioning of between the emitter/detector pairs.
- the train of pulses from the OR gate 46 is fed into a differential driver 47. This produces equal and opposite voltage signals at two outputs thus reducing the noise sensitivity of the signals transmitted therefrom.
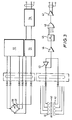
- Figure 4 illustrates a further part of the circuitry of the control system.
- the thick lines represent 8- channel connectors for the transmission of 8-bit digital signals.
- the sensor signals are converted into forms which are relatively insensitive to noise and interference. The part of the system illustrated in Figure 4 can therefore be safely positioned remote from the power tool 1 itself.
- the analogue current signal from the isolation amplifier 43 is fed into a differential amplifier 50, which converts the current signal into a voltage signal; thence to a gain control 51 in which the voltage signals are set to fall within a desired range; and thence to an analogue-to-digital (A/D) converter 52 which produces an 8-bit digital signal representative of the torque applied to the output shaft 6.
- the A/D converter 52 is connected via an 8-channel line to an output control 53 which allows the digital signal of the A/D converter 52 to be read.
- the second sensor signal generated by the slotted disc 40, is also fed into a differential amplifier 55, which converts the voltage pulses into undirectional pulses, which are then shaped in a pulse shaper 56 and fed into a counter 57.
- the counter 57 is an 8-bit counter giving a capacity of 256 counts.
- the counter 57 is connected by an 8-channel line to an output control 58 which allows the count in the counter 57 to be read.
- the required values for the minimum, maximum and threshold torques T 3 , T 4 , T 1 can be selected for the particular connection under consideration by three thumbwheel switches 61, 62, 63, respectively. Each of these thumbwheel switches feeds a digital signal representative of the required torque level into a respective output control 64, 65, 66.
- a fourth thumbwheel switch 67 allows the selection of a desired angular rotation (measured from the point at which the threshold torque T 1 is exceeded ( ⁇ 1 - 6 0 )) within which the desired torque must be achieved and feeds a digital signal representative of this value into an output control 68.
- the thumbwheel switch 67 and output control 68 could be replaced by two similar switches and controls, one of which allows the selection of a minimum angular rotation ( ⁇ 3 - ⁇ 0 ) the other of which allows the selection of a maximum angular rotation ( ⁇ 4 - ⁇ 0 ).
- the control system is programmed to calculate from a predetermined mean value the maximum and minimum values of the angular rotation after the threshold torque T 1 has been exceeded within which the minimum torque must be exceeded. This simplifies the setting of the control system.
- the output controls 53, 58, 64, 65 66 and 68 are all connected by a common 8-channel input bus 70 to an input interface card 71 which relays, via an 8-channel line 72, the signals on the input bus 70 to one input port of a 4-port input and output gate 73.
- the other input port of the gate 73 is connected by a separate 8-channel line 74 to the input interface card and receives calibration and display signals from a further 8-channel bus 76 which is connected to calibration and display control switches.
- the gate 73 includes two output ports, which are connected by separate 8-channel lines 77, 78 to an output interface card 80.
- the output card 80 includes a decoding circuit which decodes signals on one of the output lines 77 from the gate 73 and transmits the resulting address signals to the output controls 53, 58, 64, 65, 66 and 68 along six address lines 8 1 interconnecting the output interface card 80 and the output controls.
- Three additional address lines 81 are connected to respective latches 82,83 and 84.
- One latch 82 controls the operation of a set of seven indicator lamps 86 and the marker unit 23, the other two latches 83, 84 control the X- and Y-inputs to an oscilloscope 91 .
- Each latch is also connected to the output interface card 80 via a common 8-channel output bus 85, to which signals are fed from the second output port of the gate 73 along the 8-channel line 78.
- the latch 82 has eight output channels corresponding to each digit of the 8-bitbytes stored therein. Seven on the channels are connected via respective amplifiers 87 to the indicator lamps 86. The eighth channel from the latch 82 is connected via an amplifier to a driver for a solenoid which controls the supply of air to the marker unit 23.
- the two latches 83, 84 are each connected to a respective digital to anologue (D/A) converter 89,90, the outputs of which are amplified and fed to the X and Y controls of the oscilloscope 91.
- D/A digital to anologue
- the micro processor 100 receives instruction input signals along line 101 from a control programme stored in a programmable read - only memory (PROM) 105,and supplies signals to, and receives signals from a random access memory (RAM) 106 along line 101.
- PROM programmable read - only memory
- the storage capacity of the RAM 106 is allocated to two main functions.
- a joint memory section of the RAM 106 stores data concerning the torque/angle of rotation characteristics of the joint and comprises four areas each capable of storing 256 8-bit bytes. The information stored in this area is used to generate a permanent record of the tightening characteristics of the joint. If a permanent record of the joint is not required, this part of the RAM 106 can be dispensed with, together with the oscilloscope 91 and the printer 110.
- a scratch pad section of the RAM 1 06 stores working date relating to the joint and is used to generate a signal indicative of the quality of the joint.
- the scratchpad includes a memory for storing digital values corresponding to the torque and angle values set by the operator on the thumbwheels 61,62 63 and 67, similar values calculated during calibration of the system, and actual values read during operation of the system, as described later.
- the scratch pad also includes a joint pointer, which is incremented by the control programme as described later to allow the 256 storage units in each of the four areas of the joint memory to be addressed in sequence; a 25.6-count joint memory counter; storage facilities for two stop flags; a 256 count loop counter; a stop counter and storage facilities for information concerning the status of the indicator lamps 85.
- the operation of the control system will now be described.
- the system is first calibrated using the sequence of steps illustrated in the flowchart illustrated in Figure 5.
- the events described below correspond to the numbered boxes shown in the flowchart.
- the power supply to the system is first switched on (001).
- the joint memory and the input and output interface cards 71 and 80 are then enabled (002); the scratch pad and the joint pointer are set (003); and the scratchpad memory is brought to zero (004). No further action occurs until the operator indicates that he is ready to calibrate the system (005).
- a "ready to calibrate" signal is received along line 76, a coded address signal is supplied to the output interface card along line 77. This signal is decoded in the output interface card 80 and is passed along the appropriate address line 81 to the output control 53 of the AD converter 52
- a coded address signal is passed along line 78 via the output interface card 80 to the common output bus 85 together with an address code signal along the address line 81 to the latch 82 controlling the operation of the indicator lamps, with the result that the first of the seven lamps 85 is illuminated, indicating that the power tool should be allowed to run freely (006).
- the joint memory counter is set to 255 (077) and successive digital signals representative of torque in the A-D converter 57 are transmitted sequentially to the scratchpad memory and accumulated therein. This procedure is repeated until at least 32 counts have been received in the counter 57 (009) and the count in the joint memory counter is zero (010).
- the value of the accumulated torque signal in the scratchpad memory is then divided by 256 to produce a digital signal representative of a zero applied torque (011). This signal is then increased by a predetermined offset so as to avoid the generation of signals representing negative torque (012).
- the resulting value is then stored in the scratchpad memory and a coded output signal is fed along the common output bus 85 to the latch 82 together with an address signal along the address line 8 1 connected thereto so as to illuminate a second one of the lamps 85, indicating that the system is ready for use (013).
- the loop counter in the scratchpad memory is set to 255 and the joint pointer is incremented (019).
- the output control 53 of the AD converter 52 is then addressed and the sampled torque value is stored in the scratchpad memory (020) and in the first of the four areas of the joint memory.
- the output controls of the counters are also addressed and the sampled values of the angular rotation stored in the scratchpad and in the second of the four areas in the joint memory (C21).
- the sampled torque value is then compared with the last sample torque value stored in the scratchpad memory (022) and, if it is greater than the stored value, it is substituted therefor (C23).
- the torque value is then compared with the minimum torque value T 3 (024) and if it is equal to or greater than this value, a count flag in the scratchpad is reset (025).
- the minimum torque value T 3 will not be reached.
- Stage (025) will therefore be bipassed and the count flag therefore remains unset.
- the increase in the torque value over the last torque value is then calculated and stored in the third area of the joint memory (026) and the increment in the angular rotation over the last value is calculated and stored in the fourth area of the joint memory (027).
- the count flag is then interrogated (028).In the initial stages of the tightening the count flag is not set, since the minimum torque T 3 has not been exceeded. In this case, the next stage (029) is bipassed. A stop flag set during a later stage of the processing is then interrogated (030). In the initial stages of the tightening this stop flag will not be set, in which case the torque value is compared with the threshold value T 1 (031). If this value has not been exceeded the next step (032) is bipassed and the second stop flag is again interrogated (033). In the initial stages of tightening this second stop flag will not be set, in which case the next two stages (034, 035) are also bipassed.
- the loop counter is then decremented (036) and the level of the loop counter determined (037). If the loop counter is not at zero, the cycle of events from stage (019) is repeated. In this way the maximum torque and angular rotation values detected in 256 cycles will accumulate in the scratchpad memory together with a set of 256 values in the joint memory for the absolute values of the torque and angular rotation and of increments over the respective previous values(see steps 20, 21, 26, 27). If 256 such sets of values should accumulate in the joint memory without the threshold torque value T being exceeded, the joint loop count will be decremented to zero (step 036). At this time, the system repeats the cycle of events from step (014) (step 037). This ensures that any changes which may have been made to the torque and angular rotation values T 1 , T 3 , T 4 and ⁇ are taken into account.
- the torque values begin to increase and eventually exceed the threshold torque T 1 . Thereafter, when stage (031) is reached in the next process cycle, the count and stop flags are set (C32). In addition, the stop counter in the scratchpad memory is set. The stop counter has a number of counts-equal to or greater than the number of increments in the torque and angular rotation during the remainder of the joint (i.e. parts 3 and C of the graph in Figure 1).
- the stop flag is interrogated (033) and, since it is now set, the stop counter is decremented by one count (034). After determining that the count in the stop counter is greater than zero (035) the cycle continues as described previously.
- the minimum torque T 3 is reached, whereupon, after stage (024) in the next process cycle, the count flag is unset (025).
- the count flag is interrogated at stage (028) and found to be unset, the next stage is bipassed so that no further rotational increments are added to the accumulated value in the scratchpad memory.
- the accumulated value of angular rotation therefore represents the value ( ⁇ 3 - ⁇ 0 ) in Figure 1.
- the peek torque T is reached when the pneumatic motor is switched off by its own control system and the applied torque then decrease . in accordance with the characteristics of part C of the graph in Figure 1.
- a coded signal is transmitted along the common output bus 85 to the latch 82 together with an address signal along the line 81 associated therewith so that the first lamp 85 indicating that the system is "ready”, is turned off (038).
- the value of the maximum detected torque T stored in the scratchpad memory at stage (023) in the processing cycle is compared with the corrected value of the maximum desired torque, T 4 also stored in the scratchpad memory (039). If this value is exceeded, a coded output signal is passed along the common output bus 85 to the latch 82, together with an address signal so that a third indicator lamp is illuminated, indicating that the maximum applied torque is too high (040). The condition of this lamp is also recorded in the scratchpad memory.
- stage (040 is bipassed and the maximum torque is compared with the corrected value of the minimum desired torque T 3 (041). If this value has not been reached a fourth lamp 85 is illuminated indicating that the maximum applied torque is too low (042). The condition of this lamp is also recorded in the scratchpad memory.
- stage (045) is bipassed. The condition of the fifth lamp is recorded in the scratchpad memory.
- the conditions of the indicator lamps are then interrogated (C46) and if they indicate that an unsatisfactory joint has been made, the next two stages are bipassed. If interrogation of the condition of the indicator lamps indicates that a satisfactory joint has been made, a sixth indicator lamp 85 is illuminated (047), a relay for the solenoid controlling the marker unit 23 is operated and a relay timer is initiated (048). A timer for the lamps 35 is then initiated (049). The relay timer is then interrogated (050) and if it is not at the end of its cycle, the next stage is bipassed. If the relay timer is at the end of its cycle, the relay for the solenoid is switched off (051). The lamp timer and relay are then interrogated (052).
- step (050) If both are not at the ends of their cycles, the sequence of operations is repeated from step (050). As a result, if a satisfactory joint has been produced, the bolt head 22 will have been marked by the marker unit 23. If an unsatisfactory joint has been produced the bolt head will not be marked, and an indicator light will show the reason for failure of the joint. If both the relay timer and the lamp timer have completed their timing cycles, all the indicator lamps 85 are switched off (053). The first lamp is then switched on again (054) indicating that the system is ready, the two flags are reset and the maximum torque count and angular rotation count cleared from the scratchpad (055). The cycle thereafter continues from stage (G.14), allowing another joint to be made.
- the information accumulated in the joint memory during the making of the connection can be supplied via the second latch to a printer 110.
- the printer is optionally activated after stage (052) of the cycle and may for example be supplied with instructions to print out the applied torque, angular rotation (0 3 - O 0 ), whether connection was good, or if not the reason for its failure.
- the accumulated data in the joint memory may be displayed on the oscilloscope.
- the whole f the information accumulated in the joint store may be supplied in sequence to the latches for the X and Y drives of the oscilloscope thereby producing a graphical analysis of the joint.
- the power tool described above is a hand held tool suitable for production line assembly, of motor vehicles,it will be appreciated that the invention is applicable to other types of power tool, e.g. fixed tools.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Details Of Spanners, Wrenches, And Screw Drivers And Accessories (AREA)
Abstract
A power tool comprising a motor (2); a rotatable output shaft (16) drivable by the motor and adapted to carry a tool (20); means (30) for generating a first electrical signal representing the torque applied to the output shaft; means (40,41) for generating a second electrical signal representing the angular rotation of the output shaft; and means (100) for processing the signals whilst the tool is in operation to monitor the angle (8, - θ2) through which the drive shaft rotates whilst the applied torque rises from a predetermined threshold value (T,) to its greatest value (T2) and for generating an indicator signal if the said angle (θ1 - θ2) and the greatest value (T2) both lie between respective predetermined maximum and minimum values (θ3, θ4, T3, T4), and for storing, in order, a predetermined number of values of the signals read at periodic intervals, and means (110) for displaying the stored values.
Description
- This invention relates to power tools.
- Power tools, such as those used in the assembly of motor vehicles, comprise a motor, which is usually driven pneumatically, and an output shaft rotatable by the motor and which, in use, carries a tool for engaging a connector, for example a hexagonal socket. In many instances it is required that the connector should be tightened to a predetermined torque. In a conventional pneumatically-driven power tool, the torque applied by the tool to the connector will be directly proportional to the pressure of air used to drive the tool. In order to allow the applied torque to be controlled therefore some power tools incorporate a pressure control valve which allows the pressure applied to the tool to be varied. In operation, the tool is applied to a connector and the connector is rotated until no further rotation occurs. The operator then assumes that the joint has been fastened to the required tightness. Other power tools incorporate a torque detector which automatically shuts off the drive motor when the predetermined torque level is detected. In general, however the user cannot judge the quality of a joint solely by the fact that a inquired torque has been correctly applied to the connector. For example, a damaged thread may have prevented the connector from properly fastening the joint.
- A number of control systems have therefore been proposed in which the variation of applied torque with the angular rotation of the connector is monitored electronically to enable the user to determine positively whether a good joint has been formed. For example British Patent Specification No. 1526948 discloses a power tool having a control system which deactivates the tool only when the rate of change of torque with angle of rotation has decreased by a predetermined amount. This system however requires the connection to be tightened to the region of the yield point of one the elements of the fastener. In some connections tightening to the yield point may not be appropriate. For example connectors incorporating a spring washer may not require tightening to the maximum torque possible.
- British Patent Specification No. 1527185 discloses a power tool comprising a motor; a rotatable output shaft for carrying a tool and driven by the ;notor; means for generating a first electrical signal representing the torque applied to the output shaft; means for generating a second electrical signal representing the angular rotation of the output shaft; and means for processing the first and second signals whilst the tool is operated to determine the angle through which the drive shaft rotates whilst the applied torque rises from a predetermined threshold value to its greatest value and for generating an indicator signal if the said angle and the said greatest value both lie between respective predetermined maximum and minimum values.
- The operation of this power tool is based on the observation that in all well-formed joints of a particular type, once a threshold torque applied to the connector has been exceeded, the rate of change of applied torque with respect to angular rotation of the connector is substantially the same. Consequently, once these tightening characteristics of a particular joint have been determined, they can be used as a reference against which the quality of all similar joints can be tested. The tool can therefore be used to make a wide variety of different types of joint whether or not the joint is to be tightened to yield point.
- Although the power tool of British Patent Specification No. 1527186 can be used to check the tightening characteristics of different joints, it does not permit the permanent recordal of this information, for use, for example, for quality control, or for research investigations.
- According to the present invention, there is provided a power tool comprising a motor; a rotatable output shaft drivable by the motor and adapted to carry a tool; means for generating a first electrical signal representing the torque applied to the output shaft; means for generating a second electrical signal representing the angular rotation of the output shaft; and means for processingthe signals whilst the tool is in operation to determine the angle through which the drive shaft rotates whilst the applied torque rises from a predetermined threshold value to its greatest value, and for generating an indicator signal if the said angle and the said greatest value both lie between respective predetermined maximum and minimum values, characterised in that the means for processing the signals comprises means for storing, in order, a predetermined number of values of the signals read at periodic intervals and in that means is provided for displaying the stored values.
- The stored values may be displayed on any suitable medium, for example a visual display unit, or a printer, and are then available for examination as a full record of the -.istory of the joint tightening process.
- The electrical signal representing torque can be. generated in any suitable way, but, for simplicity, a strain gauge is preferably used. Where the output shaft is rotatable in a housing to which the motor is fixed, it is convenient to secure the strain gauge to the housing.
- The electrical signal representing the angular rotation of the output shaft preferably comprises a train of electrical pulses, the frequency of which varies in accordance with the rate of rotation of the output shaft, and a counter for counting the pulses, The train of pulses may be generated by any means, for example a graduated rotor driven by the motor and an electro/optical or electro/magnetic sensor for sensing the movement of the graduations on the rotor.
- The indicator signal may be used to generate a visible or audible indication of the quality of the joint and/or to actuate a marking system for the connector, as described in British Patent Specification No. 2052333 and Application No. 8104216.
- The means for processing the signals preferably comprises reading the level of the first signal at predetermined intervals, means for storing signals representing the level of the first signal, means for updating the stored signal with subsequent signals representing levels of the first signal corresponding to higher torques, and means for comparing the stored signal with signals representing threshold,minimum and maximum torque values.
- The comparison of the stored signal with the signals representing maximum and minimum torque value indicates whether the maximum applied torque is within the required limits. The comparison of the stored signal with the signal representing the threshold value indicates whether or not the threshold torque has been exceeded.
- The means for processing the signals preferably also comprises means for reading the levels of the second signal at periodic intervals, means for determining differences between consecutive levels of the second signal and means for summing the differences whilst the level of the first signal increases from a level corresponding to the threshold torque value to a level corresponding to the minimum torque value.
- A preferred embodiment of the invention will now be described, by way of example only, with reference to the drawings, in which:-
- Figure 1 is a graph showing the torque characteristics of a connection.
- Figure 2 is a cross-section through a power tool in accordance with the invention.
- Figures 3 and 4 are block diagrams shoeing the control system of the power tool of Figure 2.
- Figures 5,6 and 7 are flow charts illustrating the operation of the control system of Figures 3 and 4.
- In Figure 1 the solid line is a graph showing the variation of the torque T applied by a power tool to a connector, such as a threaded nut and bolt with the angle of rotation θ. In the region A of the graph, the applied torque remains at a low, relatively uniform level whilst the nut runs freely down the bolt. In this section of the graph, the applied torque never exceeds a threshold value Tl. In the region B, the nut encounters resistance as it engages the surface of the component which is being secured. After passing the point (θ0,T1), the torque rises to a peak value T2, between a maximum value T 4 and a minimum value T3. At this point, (θ1, T1) the power tool is deactivated, and the applied torque falls to zero in accordance with the characteristic illustrated in the region C of the graph, the irregularities in the line being caused by the inertia of the power tool and the resilience in the connection.
- If the joint has been made properly, the characteristics of region B of the graph are such that,after the torque has exceeded the threshold value T1, it rises to its peak level T2 within a predetermined angular rotation from the point (θ0) at which the threshold torque T4 was exceeded, (θ1 - θ0).
- The broken line in Figure 1 illustrates the variation applied torque with angular rotation in the case of a threaded connection having a faulty thread. The torque begins to rise earlier as a result of the resistance to the travel of the nut caused by the faulty thread. The rate of increase of the torque wiin angular rotation is however smaller than for the good joint, so that the peak . torque T is achieved after a much greater angle, of rotation measured from the point (θ2) at which the threshold torque T1 has exceeded. Hence, good joints can be distinguished from bad joints by monitoring the applied torque and angular rotation of the connector, and by determining whether the applied torque exceeds a minimum desired value within a predetermined angular rotation after exceeding the threshold value.
- The particular threshold values and angular rotations will vary for each type of connector. Thus, a connection incorporating a spring washer will require a larger angular rotation to achieve its maximum torque than that required by a similar connection without a spring washer. Additionally, manufacturing tolerences within the connection will cause a variation within narrow limits of the precise angle of rotation at which any desired torque is achieved.
- In practice therefore for each type of connection, a range of applied torque values from a desired minimum T3 to a desired maximum T4and a range of angular rotations from a desired minimum θ3 to a desired maximum θ4, measured with reference to the point θ°. at which a threshold torque is exceeded, is required to identify all good connections. This range of values is identified by the rectangular area G in Figure 1.
- Referring now to Figures 2 to 5, a power tool 1 which utilises these principles is illustrated. The power tool 1, which is in this instance suitable is a hand held tool for use in assembly-line production of motor vehicles comprises a
pneumatic motor 2 of conventional construction not shown in detail. - The pneumatic motor is driven from an air supply line which includes a pressure control value which permits the maximum pressure applied to the motor to be set to a desired value. Since the maximum torque applied by the motor will vary in direct proportion to the maximum applied pressure adjustment of the pressure control value allows the maximum torque of the motor to be selected.
- The
pneumatic motor 2 has adrive shaft 3 which is coupled coaxially to a first intermediate shaft 4 by a splinedconnection 5. The intermediate shaft 4 is rotatably mounted in thehousing 6 of the tool bybearings intermediate shaft 10 by means of a splinedconnection 12. - The second intermediate shaft is rotatably mounted in the
housing 6 inneedle bearings 13 and terminates in abevel gear 14 which meshes with afurther bevel gear 15 secured to ahollow output shaft 16 arranged at right angles to the secondintermediate shaft 10 and rotatably mounted inbearings end portion 19 of thehousing 6. Adrive socket 20 is removably mounted in a conventional manner on the end of theoutput shaft 16 for engagement with a connector, indicated schmatically as ahexagonal bolt head 22. - A
marking unit 23 is mounted on theend portion 19 of thehousing 6. The details of the construction of themarking unit 23 are described in our British Patent Application No. 8104216. Briefly, themarking unit 23 includes astylus 24 which is reciprocable by air pressure within the hollow centre of thedrive shaft 16. A marking fluid is fed to the stylus so that, when the tip of the stylus contacts thebolt head 22, marking fluid is deposited thereon, indicating, for example for quality control purposes, that thebolt head 22 has been tightened to the correct torque. - The
marker unit 23 is operated by the
control system illustrated in Figures 3 and 4. The control system operates from two sensor signals. The first sensor signal is generated by astrain gauge 30 mounted on thehousing 6 adjacent the secondintermediate shaft 10. - The
strain gauge 30 comprises fourtransducers 31 cemented in two diametrically opposed pairs on to the exterior of thehousing 6. As indicated in Figure 3, thetransducers 31 are connected together into a bridge. A reference voltage is applied across the bridge from apower supply 32. Torsional reaction forces applied to thehousing 6 as a result of application of a torque load to the output shaft l6 will cause the resistances of the transducers to alter, thereby causing a change in the voltage across the bridge. This voltage is amplified in anamplifier 33 and converted to an analogue current signal in a voltage-to-current isolation amplifier 34. The conversion of the voltage signal in the bridge to an analogue current signal renders the signal less sensitive to interference from extraneous sources. The effect of interference is further reduced by positiong the power supply and amplifier close to the power tool. - The second sensor signal is generated by a slotted
disc 40, mounted coaxially on the first intermediate drive shaft 4,which interrupts beams of infra-red light passing between fouremitters 41 and theirrespective detectors 42. In the embodiment illustrated, thedisc 40 has 90 radial slots and the four pairs of emitters and aredetectors disc 40. Each . emitter and detector pair is connected with a respective amplifier, one of which is illustrated at 43, so that the output from the amplifier increases when the signal from its associateddetector 42 decreases and vice versa. Since each detector responds to the passage of both edges of every slot of thedisc 40 through the beam of infra-red light from its associated emitter, the output from each of the fouramplifiers 43 is in the form of a sine wave with a period equal to 2 of rotation of thedisc 40. The outputs from the fouramplifiers 43 are each fed to arespective level trigger 44 and amonostable circuit 45 which generate a positive square pulse for each half cycle of the sine wave. The four trains of pulses are then fed to anOR gate 46. The relative circumferential spacing of the emitter/detector pairs is such that the four trains of pulses are out of phase with each other by ¼of one cycle so that the output from theOR gate 46 will consist of a train of square pulses with a spacing equal to ½° of rotation of thedisc 40, and therefore of theoutput shaft 16. The generation of a sinusoidal output from the emitter and detector paris is particularly convenient in that the trigger levels of the level triggers 44 may be adjusted to produce pulses at points earlier and later in each half cycle to compensate for inaccuracies in the relative circumferential positioning of between the emitter/detector pairs. - The train of pulses from the
OR gate 46 is fed into adifferential driver 47. This produces equal and opposite voltage signals at two outputs thus reducing the noise sensitivity of the signals transmitted therefrom. - Figure 4 illustrates a further part of the circuitry of the control system. In this diagram the thick lines represent 8- channel connectors for the transmission of 8-bit digital signals. In the part of the system illustrated in Figure 3) the sensor signals are converted into forms which are relatively insensitive to noise and interference. The part of the system illustrated in Figure 4 can therefore be safely positioned remote from the power tool 1 itself.
- Referring to the first sensor signal, generated by the
strain gauge 30, the analogue current signal from theisolation amplifier 43 is fed into adifferential amplifier 50, which converts the current signal into a voltage signal; thence to again control 51 in which the voltage signals are set to fall within a desired range; and thence to an analogue-to-digital (A/D)converter 52 which produces an 8-bit digital signal representative of the torque applied to theoutput shaft 6. The A/D converter 52 is connected via an 8-channel line to anoutput control 53 which allows the digital signal of the A/D converter 52 to be read. - The second sensor signal, generated by the slotted
disc 40, is also fed into adifferential amplifier 55, which converts the voltage pulses into undirectional pulses, which are then shaped in apulse shaper 56 and fed into acounter 57. In the embodiment illustrated, thecounter 57 is an 8-bit counter giving a capacity of 256 counts. Thecounter 57 is connected by an 8-channel line to anoutput control 58 which allows the count in thecounter 57 to be read. - The required values for the minimum, maximum and threshold torques T3, T4, T1, can be selected for the particular connection under consideration by three
thumbwheel switches respective output control fourth thumbwheel switch 67 allows the selection of a desired angular rotation (measured from the point at which the threshold torque T1 is exceeded ( θ1 - 60)) within which the desired torque must be achieved and feeds a digital signal representative of this value into anoutput control 68. It should be noted that, if desired, thethumbwheel switch 67 andoutput control 68 could be replaced by two similar switches and controls, one of which allows the selection of a minimum angular rotation (θ3-θ0) the other of which allows the selection of a maximum angular rotation (θ4 - θ0). In most joints however, provided that the required torque range is specified, the range of angular rotation within which these values are achieved in good connections always falls within fixed angular rotation on either side of a mean value. In the present embodiment of the invention therefore, the control system is programmed to calculate from a predetermined mean value the maximum and minimum values of the angular rotation after the threshold torque T1 has been exceeded within which the minimum torque must be exceeded. This simplifies the setting of the control system. - The output controls 53, 58, 64, 65 66 and 68 are all connected by a common 8-
channel input bus 70 to aninput interface card 71 which relays, via an 8-channel line 72, the signals on theinput bus 70 to one input port of a 4-port input andoutput gate 73. - The other input port of the
gate 73 is connected by a separate 8-channel line 74 to the input interface card and receives calibration and display signals from a further 8-channel bus 76 which is connected to calibration and display control switches. - The
gate 73 includes two output ports, which are connected by separate 8-channel lines output interface card 80. Theoutput card 80 includes a decoding circuit which decodes signals on one of theoutput lines 77 from thegate 73 and transmits the resulting address signals to the output controls 53, 58, 64, 65, 66 and 68 along sixaddress lines 81 interconnecting theoutput interface card 80 and the output controls. Threeadditional address lines 81 are connected torespective latches latch 82 controls the operation of a set of seven indicator lamps 86 and themarker unit 23, the other twolatches oscilloscope 91 . Each latch is also connected to theoutput interface card 80 via a common 8-channel output bus 85, to which signals are fed from the second output port of thegate 73 along the 8-channel line 78. - The
latch 82 has eight output channels corresponding to each digit of the 8-bitbytes stored therein. Seven on the channels are connected viarespective amplifiers 87 to the indicator lamps 86. The eighth channel from thelatch 82 is connected via an amplifier to a driver for a solenoid which controls the supply of air to themarker unit 23. - The two latches 83, 84 are each connected to a respective digital to anologue (D/A)
converter oscilloscope 91. - Electrical signals are fed to and received from the
gate 73 by an 8-bit microprocessor 100 along an 8-channel line 101. Themicro processor 100 receives instruction input signals alongline 101 from a control programme stored in a programmable read - only memory (PROM) 105,and supplies signals to, and receives signals from a random access memory (RAM) 106 alongline 101. - The storage capacity of the
RAM 106 is allocated to two main functions. A joint memory section of theRAM 106 stores data concerning the torque/angle of rotation characteristics of the joint and comprises four areas each capable of storing 256 8-bit bytes. The information stored in this area is used to generate a permanent record of the tightening characteristics of the joint. If a permanent record of the joint is not required, this part of theRAM 106 can be dispensed with, together with theoscilloscope 91 and theprinter 110. A scratch pad section of the RAM 106 stores working date relating to the joint and is used to generate a signal indicative of the quality of the joint. The scratchpad includes a memory for storing digital values corresponding to the torque and angle values set by the operator on thethumbwheels indicator lamps 85. - The operation of the control system will now be described. The system is first calibrated using the sequence of steps illustrated in the flowchart illustrated in Figure 5. The events described below correspond to the numbered boxes shown in the flowchart. The power supply to the system is first switched on (001). The joint memory and the input and
output interface cards line 76, a coded address signal is supplied to the output interface card alongline 77. This signal is decoded in theoutput interface card 80 and is passed along theappropriate address line 81 to theoutput control 53 of theAD converter 52 - Simultaneously a coded address signal is passed along
line 78 via theoutput interface card 80 to thecommon output bus 85 together with an address code signal along theaddress line 81 to thelatch 82 controlling the operation of the indicator lamps, with the result that the first of the sevenlamps 85 is illuminated, indicating that the power tool should be allowed to run freely (006). When the power tool is running freely the joint memory counter is set to 255 (077) and successive digital signals representative of torque in theA-D converter 57 are transmitted sequentially to the scratchpad memory and accumulated therein. This procedure is repeated until at least 32 counts have been received in the counter 57 (009) and the count in the joint memory counter is zero (010). The value of the accumulated torque signal in the scratchpad memory is then divided by 256 to produce a digital signal representative of a zero applied torque (011). This signal is then increased by a predetermined offset so as to avoid the generation of signals representing negative torque (012). - The resulting value is then stored in the scratchpad memory and a coded output signal is fed along the
common output bus 85 to thelatch 82 together with an address signal along theaddress line 81 connected thereto so as to illuminate a second one of thelamps 85, indicating that the system is ready for use (013). - The sequence of steps followed in using the tool to fasten a connection is illustrated in the flow chart shown in Fig. 6. When the desired minimum torque T31 maximum torque T4, angular rotation- θ and threshold torque T, have been set on the thumbwheel switches 61, 62, 63 and 67, the output controls 64, 65, 66 and 68 are addressed in turn. The signals representing their values are transmitted along the
input bus 70, and processed for storage in the scratchpad memory (014-017). In these steps, the digital signals in the output control representing the torque levels T, T3 and T4 are expressed relative to the digital value of from zero torque determined during the calibration. The signal representing the desired angular rotation θ is further processed (018) to generate maximum and minimum angular rotation values θ min and θ max which are also stored in the scratchpad memory. - The loop counter in the scratchpad memory is set to 255 and the joint pointer is incremented (019). The
output control 53 of theAD converter 52 is then addressed and the sampled torque value is stored in the scratchpad memory (020) and in the first of the four areas of the joint memory. The output controls of the counters are also addressed and the sampled values of the angular rotation stored in the scratchpad and in the second of the four areas in the joint memory (C21). The sampled torque value is then compared with the last sample torque value stored in the scratchpad memory (022) and, if it is greater than the stored value, it is substituted therefor (C23). The torque value is then compared with the minimum torque value T3 (024) and if it is equal to or greater than this value, a count flag in the scratchpad is reset (025). In the initial stages of the tightening of the connection (part A of the graph of Figure 1) the minimum torque value T3 will not be reached. Stage (025) will therefore be bipassed and the count flag therefore remains unset. - The increase in the torque value over the last torque value is then calculated and stored in the third area of the joint memory (026) and the increment in the angular rotation over the last value is calculated and stored in the fourth area of the joint memory (027).
- The count flag is then interrogated (028).In the initial stages of the tightening the count flag is not set, since the minimum torque T3 has not been exceeded. In this case, the next stage (029) is bipassed. A stop flag set during a later stage of the processing is then interrogated (030). In the initial stages of the tightening this stop flag will not be set, in which case the torque value is compared with the threshold value T1 (031). If this value has not been exceeded the next step (032) is bipassed and the second stop flag is again interrogated (033). In the initial stages of tightening this second stop flag will not be set, in which case the next two stages (034, 035) are also bipassed. The loop counter is then decremented (036) and the level of the loop counter determined (037). If the loop counter is not at zero, the cycle of events from stage (019) is repeated. In this way the maximum torque and angular rotation values detected in 256 cycles will accumulate in the scratchpad memory together with a set of 256 values in the joint memory for the absolute values of the torque and angular rotation and of increments over the respective previous values(see
steps 20, 21, 26, 27). If 256 such sets of values should accumulate in the joint memory without the threshold torque value T being exceeded, the joint loop count will be decremented to zero (step 036). At this time, the system repeats the cycle of events from step (014) (step 037). This ensures that any changes which may have been made to the torque and angular rotation values T1, T3, T4 and θ are taken into account. - As the tightening process approaches the end of section A of the graph in Figure 1, the torque values begin to increase and eventually exceed the threshold torque T1. Thereafter, when stage (031) is reached in the next process cycle, the count and stop flags are set (C32). In addition, the stop counter in the scratchpad memory is set. The stop counter has a number of counts-equal to or greater than the number of increments in the torque and angular rotation during the remainder of the joint (i.e.
parts 3 and C of the graph in Figure 1). - The stop flag is interrogated (033) and, since it is now set, the stop counter is decremented by one count (034). After determining that the count in the stop counter is greater than zero (035) the cycle continues as described previously.
- In each cycle thereafter, when the count flag is interrogated at stage (C28), the increment in angular rotation in that cycle is stored in the scratchpad memory and summed with successive increments (C29). This accumulated value therefore represents the angular rotation of the connection since the threshold torque was exceeded.
- As the tightening process approaches the end of section B of the graph of Figure 1, the minimum torque T3 is reached, whereupon, after stage (024) in the next process cycle, the count flag is unset (025). When the count flag is interrogated at stage (028) and found to be unset, the next stage is bipassed so that no further rotational increments are added to the accumulated value in the scratchpad memory. The accumulated value of angular rotation therefore represents the value (θ3-θ0) in Figure 1.
- The peek torque T is reached when the pneumatic motor is switched off by its own control system and the applied torque then decrease . in accordance with the characteristics of part C of the graph in Figure 1.
- Throughout this last part of the tightening process, torque and angular rotation values continue to be accumulated in the joint memory on each cycle, and the count in the stop counter is decremented on each cycle (stage 34). When the stop counter reaches zero no further data is stored, and the stored data in the scratchpad memory is used as a basis for a decision as to the quality of the joint (stage 035).
- The flow chart of the decision process is illustrated in Figure 7.
- When a zero count is detected in the stop counter, a coded signal is transmitted along the
common output bus 85 to thelatch 82 together with an address signal along theline 81 associated therewith so that thefirst lamp 85 indicating that the system is "ready", is turned off (038). - The value of the maximum detected torque T stored in the scratchpad memory at stage (023) in the processing cycle is compared with the corrected value of the maximum desired torque, T4 also stored in the scratchpad memory (039). If this value is exceeded, a coded output signal is passed along the
common output bus 85 to thelatch 82, together with an address signal so that a third indicator lamp is illuminated, indicating that the maximum applied torque is too high (040). The condition of this lamp is also recorded in the scratchpad memory. - If T4 has not been exceeded, stage (040 is bipassed and the maximum torque is compared with the corrected value of the minimum desired torque T3 (041). If this value has not been reached a
fourth lamp 85 is illuminated indicating that the maximum applied torque is too low (042). The condition of this lamp is also recorded in the scratchpad memory. - If T3 has been exceeded, the accumulated value of the angular rotation (θ1 - θ0) is compared with the minimum angle θ min
- (043). If the accumulated value for the angular rotation is lower than the minimum angle, the next stage is bipassed, and a
fifth lamp 85 is illuminated indicating an incorrect slope in part B of the tightening characteristics (045). If the accumulated value for the angular rotation is greater than the minimum angle, it is compared with the maximum desired angle θ max (0.44). If it is greater, thefifth lamp 85 is illuminated (045). If it is smaller, stage (045) is bipassed. The condition of the fifth lamp is recorded in the scratchpad memory. - The conditions of the indicator lamps are then interrogated (C46) and if they indicate that an unsatisfactory joint has been made, the next two stages are bipassed. If interrogation of the condition of the indicator lamps indicates that a satisfactory joint has been made, a
sixth indicator lamp 85 is illuminated (047), a relay for the solenoid controlling themarker unit 23 is operated and a relay timer is initiated (048). A timer for the lamps 35 is then initiated (049). The relay timer is then interrogated (050) and if it is not at the end of its cycle, the next stage is bipassed. If the relay timer is at the end of its cycle, the relay for the solenoid is switched off (051). The lamp timer and relay are then interrogated (052). - If both are not at the ends of their cycles, the sequence of operations is repeated from step (050). As a result, if a satisfactory joint has been produced, the
bolt head 22 will have been marked by themarker unit 23. If an unsatisfactory joint has been produced the bolt head will not be marked, and an indicator light will show the reason for failure of the joint. If both the relay timer and the lamp timer have completed their timing cycles, all theindicator lamps 85 are switched off (053). The first lamp is then switched on again (054) indicating that the system is ready, the two flags are reset and the maximum torque count and angular rotation count cleared from the scratchpad (055). The cycle thereafter continues from stage (G.14), allowing another joint to be made. - If it is desired to obtain a written record of the marking of the connection , the information accumulated in the joint memory during the making of the connection can be supplied via the second latch to a
printer 110. The printer is optionally activated after stage (052) of the cycle and may for example be supplied with instructions to print out the applied torque, angular rotation (03 - O0), whether connection was good, or if not the reason for its failure. - In addition or alternatively, the accumulated data in the joint memory may be displayed on the oscilloscope. For example, after stage (052), the whole f the information accumulated in the joint store may be supplied in sequence to the latches for the X and Y drives of the oscilloscope thereby producing a graphical analysis of the joint.
- Although the power tool described above is a hand held tool suitable for production line assembly, of motor vehicles,it will be appreciated that the invention is applicable to other types of power tool, e.g. fixed tools.
Claims (9)
1. A power tool comprising a motor; a rotatable output shaft drivable by the motor end adapted to carry a tool; means for generating a first electrical signal representing the torque applied to the output shaft; means for generating a second electrical signal representing the angular rotation of the output shaft; and means for processing the signals whilst the tool is in operation to determine the angle through which the drive shaft rotates whilst the applied torque rises from a predetermined threshold value to its greatest value, and for generating an indicator signal if the said angle and the said greatest value both lie between respective predetermined maximum and minimum values, characterised in that the means for processing the signals comprises means for storing, in order, a predetermined number of values of the signals read at periodic intervals and in that means is provided for displaying the stored values.
2. A power tool according to Claim 1 wherein the means for generating the first electrical signal comprises a strain gauge.
3. A power tool according to Claim 2 wherein the output shaft is rotatable in a housing and the strain gauge is mounted on the housing.
4. A power tool according to any one of Claims 1 to 3 wherein the means for generating the second signal comprises means for generating a train of pulses the frequency of which varies in accordance with the rate of rotation of the output shaft, and a counter for counting the pulses.
5. A power tool according to Claim 4 wherein means for generating the train of pulses comprises a slotted disc and. a optical sensor.
6. A power tool according to any one of Claims 1 to 4 further comprising means for marking the connector engaged by the tool, the said marking means being operable in response to the indicator signal.
7. A power tool according to any one of claims 1 to 6 wherein the means for processing the signals comprises means for reading the level of the first signal at predetermined intervals, means for storing signals representing the level of the first signal, means for updating the stored signal with subsequent signals representing levels of the first signal corresponding to higher torques, and means for comparing the stored signal with signals representing the threshold, minimum and maximum torque values.
8. A power tool according to any one of Claims 1 to 7 wherein the means for processing the signal comprises means for reading the levels of the second signal at periodic intervals, means for determining differences between consecutive levels of the second signal and means for sunning the differences whilst the level of the first signal increases from a level corresponding to the torque threshold value to a level corresponding to the minimum torque value.
9. A power tool according to any one of claims 1 to 8 wherein the means for displaying the stored values comprises a visual display unit and/or a printer.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB8115173 | 1981-05-18 | ||
| GB8115173A GB2098740A (en) | 1981-05-18 | 1981-05-18 | Monitoring threaded joint tightening |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0066385A2 true EP0066385A2 (en) | 1982-12-08 |
| EP0066385A3 EP0066385A3 (en) | 1984-01-18 |
Family
ID=10521876
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82302411A Withdrawn EP0066385A3 (en) | 1981-05-18 | 1982-05-12 | Power tool |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0066385A3 (en) |
| GB (1) | GB2098740A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0137738A1 (en) * | 1983-09-12 | 1985-04-17 | Crane Electronics Limited | Torque transducing attachments for air-driven impact tools |
| EP0266066A1 (en) * | 1986-10-01 | 1988-05-04 | Desoutter, Limited | Power tool |
| EP0309627A1 (en) * | 1987-09-30 | 1989-04-05 | International Business Machines Corporation | Apparatus for connecting data processing equipment to a telephone network |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5211061A (en) * | 1991-07-16 | 1993-05-18 | Goodwin Jerry J | Bolt clamping force sensor and clamping force validation method |
| GB9401332D0 (en) * | 1994-01-25 | 1994-03-23 | Dawood Andrew J S | An apparatus for testing the passive fit of screw retained structures |
| SE9604717L (en) * | 1996-12-20 | 1998-06-21 | Nobel Biocare Ab | Surgery instruments and arrangements with such surgical instruments |
| US7721631B2 (en) * | 2007-11-05 | 2010-05-25 | The Boeing Company | Combined wrench and marking system |
| US20180169844A1 (en) * | 2016-12-16 | 2018-06-21 | General Electric Company | Fastener labeling device and method |
| CH716121A1 (en) * | 2019-04-26 | 2020-10-30 | Ciposa Sa | Device and method of screwing. |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3962910A (en) * | 1973-08-20 | 1976-06-15 | Ingersoll-Rand Company | Method and apparatus for fastener tension inspection |
| US4091451A (en) * | 1977-04-26 | 1978-05-23 | Weatherford/Lamb, Inc. | Method of and apparatus for making up a threaded connection |
| US4104780A (en) * | 1976-12-29 | 1978-08-08 | Sps Technologies, Inc. | Method and system for tightening joint assembly |
| FR2405476A1 (en) * | 1977-10-07 | 1979-05-04 | Atlas Copco Ab | METHOD AND EQUIPMENT FOR VERIFYING THE TIGHTENING OF SCREWED JOINTS AND ENSURING SAFETY |
| GB2033088A (en) * | 1978-09-12 | 1980-05-14 | Baker Int Corp | Method and apparatus for making screw-threaded joints |
| US4233721A (en) * | 1979-04-19 | 1980-11-18 | Rockwell International Corporation | Tension control of fasteners |
-
1981
- 1981-05-18 GB GB8115173A patent/GB2098740A/en not_active Withdrawn
-
1982
- 1982-05-12 EP EP82302411A patent/EP0066385A3/en not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3962910A (en) * | 1973-08-20 | 1976-06-15 | Ingersoll-Rand Company | Method and apparatus for fastener tension inspection |
| US4104780A (en) * | 1976-12-29 | 1978-08-08 | Sps Technologies, Inc. | Method and system for tightening joint assembly |
| US4091451A (en) * | 1977-04-26 | 1978-05-23 | Weatherford/Lamb, Inc. | Method of and apparatus for making up a threaded connection |
| FR2405476A1 (en) * | 1977-10-07 | 1979-05-04 | Atlas Copco Ab | METHOD AND EQUIPMENT FOR VERIFYING THE TIGHTENING OF SCREWED JOINTS AND ENSURING SAFETY |
| GB2033088A (en) * | 1978-09-12 | 1980-05-14 | Baker Int Corp | Method and apparatus for making screw-threaded joints |
| US4233721A (en) * | 1979-04-19 | 1980-11-18 | Rockwell International Corporation | Tension control of fasteners |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0137738A1 (en) * | 1983-09-12 | 1985-04-17 | Crane Electronics Limited | Torque transducing attachments for air-driven impact tools |
| EP0266066A1 (en) * | 1986-10-01 | 1988-05-04 | Desoutter, Limited | Power tool |
| EP0309627A1 (en) * | 1987-09-30 | 1989-04-05 | International Business Machines Corporation | Apparatus for connecting data processing equipment to a telephone network |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0066385A3 (en) | 1984-01-18 |
| GB2098740A (en) | 1982-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4558601A (en) | Digital indicating torque wrench | |
| US4643030A (en) | Torque measuring apparatus | |
| CA1155525A (en) | Impact wrench | |
| US3973434A (en) | Tightening system with quality control apparatus | |
| EP0066385A2 (en) | Power tool | |
| US6134973A (en) | Method for determining the installed torque in a screw joint at impulse tightening and a torque impulse tool for tightening a screw joint to a predetermined torque level | |
| US4976133A (en) | Instrument for adjusting and calibrating torque wrenches | |
| US4000782A (en) | Tightening system with quality control apparatus | |
| EG22325A (en) | Method for monitoring plants with mechanical components | |
| US20080127711A1 (en) | Force and Torque Measurements with Calibration and Auto Scale | |
| US5898598A (en) | System and apparatus for a torque transducer with data processing capabilities | |
| US5586045A (en) | Method of calibrating a high resolution flowmeter and measuring volume flow | |
| US4426887A (en) | Method of measuring previously applied torque to a fastener | |
| US4376387A (en) | Dynamic shock absorber evaluator | |
| JPS6161944B2 (en) | ||
| CA1264958A (en) | Portable air tool having adjustable built in transducer and calibration assembly | |
| GB2146150A (en) | Digital indication type measuring machine and measured data storage device thereof | |
| US5021650A (en) | Method of electronically correcting position errors in an incremental measuring system and measuring system for carrying out the method | |
| US4719577A (en) | Bending machine with digital electronic control of bend angle | |
| DE19920393B4 (en) | Arrangement for determining a volume of a gas stream | |
| JPS597568A (en) | Power tool | |
| AU698227B2 (en) | Dual-peak torque measuring apparatus | |
| DE4009943C2 (en) | Automatic measuring and monitoring unit for the precise determination of inclinations - regardless of the time-dependent drift and other error influences of the inclination sensor used | |
| GB2131163A (en) | Monitoring rotational movement | |
| JPS61170658A (en) | Indicator for speed of revolution and direction of rotation of shaft |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB |
|
| 17P | Request for examination filed |
Effective date: 19840105 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19850702 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: ADAMS, SAMUEL JAMES Inventor name: HANCOCKS, JOHN PETER |