EP0052380A2 - Tool for shaping articles - Google Patents
Tool for shaping articles Download PDFInfo
- Publication number
- EP0052380A2 EP0052380A2 EP81109785A EP81109785A EP0052380A2 EP 0052380 A2 EP0052380 A2 EP 0052380A2 EP 81109785 A EP81109785 A EP 81109785A EP 81109785 A EP81109785 A EP 81109785A EP 0052380 A2 EP0052380 A2 EP 0052380A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- particles
- tool
- fibers
- exceeding
- matrix
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/20—Making tools by operations not covered by a single other subclass
Definitions
- the present invention relates to a tool for shaping of articles from a basic material, especially from a sample of plate or sheet material, by applying compressive forces thereto, such as tools or molds for vacuum shaping and press tools.
- Press tools normally include a female part or die as well as a male part, and when the article to be shaped is of a complicated shape, the tool parts are of a correspondingly complicated shape. Furthermore, the tool parts must be made from a material with mechanical properties which allow transfer of the necessary pressure to the sample with retention of the geometric shapes of the tool parts, often within narrow limits or tolerances.
- press tools are made from steel, and the shaping surface parts of the tool are subjected to a finishing treatment by various kinds of machining, such as milling, grinding, polishing, etc.
- DSP materials may be shaped in an extraordinarily easy manner, as they show far better casting performance than normal cement-based materials.
- the DSP materials may attain compressive strengths which are up to 4 - 6 times the compressive strength of normal cement-based products, in special embodiments even as high as the yield stress of iron (about 260 MPa), and they show far better castability than normal cement-based materials.
- the surface structure of a model against which the materials are cast is reproduced very precisely. Thus, in precision casting, even fingerprints are reproduced exactly.
- the DSP materials permit, in a very simple way, casting of other components into the mass of the cement-based material, e.g., components in the form of bars or fibers and the like, to impart toughness to the material. Also, it is possible with great ease to incorporate fine piping or small channels in the material in order to permit liquid and gas transport from or to the shaping zone, and futhermore, components of particularly high hardness such as steel or hard metal bodies may be incorporated at zones where extremely high loads are incurred during the compression shaping process.
- High quality tools for shaping articles are often expensive to produce and, therefore, are normally only economical if the number of articles to be shaped is very high.
- the new high quality cement-based DSP products represent a promising possibility as the preparation of the tool is cheap, fast and simple to perform and does not require special measures.
- DSP materials designates Densified Systems containing homogeneously arranged ultrafine Particles
- a matrix which comprises
- bodies A, B, C, and D appear from the above-mentioned patent applications (in International Patent Application No. PCT/DK79/00047, Publication No. WO 80/00959, the bodies D of the present application are termed bodies C).
- the bodies B are typically particles which cure by partial dissolution in a liquid, chemical reaction in the dissolved phase, and precipitation of a reaction product.
- the bodies B are of an inorganic binder such as cement.
- at least 20% by weight of the bodies B are Portland Cement; it is preferred that at least 50% by weight of the bodies B are Portland cement, and in particular, it is preferred that the particles B essentially consist of Portland cement particles.
- the bodies B may, in addition, comprise particles selected from fine sand, fly ash, and fine chalk.
- the bodies A are also particularly particles which cure by partial dissolution in a liquid, chemical reaction in the solution, and precipitation of a reaction product, especially particles which show a substantially lower reactivity than the particles B, or substantially no reactivity.
- the bodies A are inorganic bodies of the types disclosed in the above-mentioned patent applications, in particular, e.g., particles of "silica dust"; silica dust normally has a particle size in the range of from about 50 A to about 0.5 ⁇ m, typically from about 200 A to about 0.5 ⁇ m, and is an Si0 2 -rich material produced as a by-product in the production of silicium metal or ferrosilicium in electrical furnaces.
- the specific surface area of silica dust is about 50,000 - 2,000,000 cm 2 /g, in particular about 250,000 cm 2 /g.
- the bodies A may also, e.g., comprise fly ash, in particular fly ash which has been finely ground, in particular to a specific surface area (Blaine) of at least 5000 cm 2 /g, in particular at least 7000 cm 2 /g, and often at least 10,000 cm 2 /g.
- fly ash in particular fly ash which has been finely ground, in particular to a specific surface area (Blaine) of at least 5000 cm 2 /g, in particular at least 7000 cm 2 /g, and often at least 10,000 cm 2 /g.
- the bodies A are normally present in a volume of 0.1 - 50% by volume, preferably 5 - 50% by volume, and in particular 10 - 30% by volume, of the total volume of bodies A + B. In most cases, the most valuable strength properties are obtainable when both the bodies A and the bodies B are densely packed.
- the amount of silica dust to secure a dense packing of the silica dust particles depends on the grain size distribution of the silica dust and, to a large extent, on the void available between the densely packed particles B.
- a well-graded Portland cement containing additionally 30% of fine spherically shaped fly ash particles will leave a much smaller available void for the silica dust when densely packed than correspondingly densely packed cement in which the grains are of equal size.
- dense packing of silica dust would most likely correspond to silica dust volumes from 15 to 50% by volume of particles A + particles B. Similar considerations apply to systems comprising other types of particles A and B.
- Quartz sand may typically be used as particles D.
- sand materials are used which are stronger (bodies C) than the sand materials used in ordinary concrete.
- concrete sand used in ordinary concrete consists of ordinary rock such as granite, gneiss, sandstone, flint and limestone comprising minerals such as quartz, felspar, mica, calcium carbonate, silicic acid, etc.
- Examples of bodies C with high strength and hardness are refractory grade bauxite containing 85% AI203 (corundum) and silicon carbide. Both materials have considerably higher hardness than the minerals in ordinary sand and stone. Thus, both corundum and silicon carbide are reported to have a hardness of 9 according to Moh's hardness scale, and the Knoop indentor hardness is reported to be 1635 - 1680 for aluminum oxide (corundum) and 2130 - 2140 for silicon carbide, while quartz, which is one of the hardest minerals in ordinary concrete sand and stone, has a Moh's hardness of 7 and a Knoop indentor hardness of 710 - 790 (George S. Brady and Henry R. Clauser, Materials Handbook, 11th ed., McGraw - Hill Book Company).
- materials may, of course, be used as strong sand and stone materials (bodies C).
- materials with a Moh's hardness exceeding 7 may be used, e.g. topaz, lawsonite, diamond, corundum, phenacite, spinel, beryl, chrysoberyl, tourmoline, granite, andalusite, staurolite, zircone, boron carbide, tungsten carbide.
- the hardness criterion could, of course, also be stated as Knoop indentor hardness where minerals having values above the value of quartz (710 - 790) must be considered strong materials compared with the-minerals constituting ordinary concrete sand and stone.
- the bodies C are typically bodies of materials containing strong natural minerals, strong artificial minerals, and strong metals and alloys, in particular of such materials that the strength of the particles corresponding to at least one of the following criteria:
- the bodies C increase the strength of tools made of DSP materials in that, contrary to normal sand and stone used in connection with cement matrices, they have strengths which are of the same level as the DSP matrix proper, such as discussed in detail in International Patent Application No. PCT/DK81/00048, Publication No. WO 81/03170, European Patent Application No. 81103363.8 and Danish Patent Application No. 1957/81.
- the bodies C are typically present in a volume which is about 10 - 90% by volume, preferably 30 - 80% by volume, and in particular 50 - 70% by volume, of the total volume of the bodies A, B, and C. It is often preferred that the bodies C are also substantially densely packed.
- the DSP matrix may further contain, embedded therein, property- improving bodies which are typically fibers and/or plates selected from the group consisting of metal fibers, including steel fibers, mineral fibers, glass fibers, asbestos fibers, high temperature fibers, carbon fibers and organic fibers, including plastics fibers, such as polypropylene fibers, polyethylene fibers, nylon fibers, Kevlar fibers and other aromatic fibers, whiskers, including inorganic non-metallic whiskers such as graphite and AI203 whiskers, wollastonite, asbestos, and other inorganic synthetic or naturally occuring inorganic fibers, metallic whiskers, such as iron whiskers, and mica.
- metal fibers including steel fibers, mineral fibers, glass fibers, asbestos fibers, high temperature fibers, carbon fibers and organic fibers, including plastics fibers, such as polypropylene fibers, polyethylene fibers, nylon fibers, Kevlar fibers and other aromatic fibers, whiskers, including inorganic non-metallic whiskers such as graphite and AI
- the fibers are normally chopped fibers (or yarns or rovings) and are typically present in an amount of 1 - 5% by volume when they have an aspect ratio of more than 100 or up to 5 - 10% by volume when they have an aspect ratio of 10 to 100. Larger amounts of chopped fibers may be incorporated in these techniques by combining large and small fibers, e.g. by use of an 0.1 - 1 mm thick steel fiber in combination with a 10 11 m glass fiber.
- steel fibers of a length of from about 5 mm to about 50 mm, in particular from about 10 to about 30 mm, e.g. steel fibers of about 10 - 15 mm, or steel fibers of about 20 - 30 mm, or mixtures thereof, the thickness being of about 0.2 - 1 mm, e.g. 0.3 - 0.6 mm.
- the steel fibers may also have a particular geometric configuration enhancing their fixation or anchoring in the material; for example, they may show indentations at their surfaces or may be shaped with hooks or other protrusions securing a maximum anchoring in the matrix.
- additional bodies D which are advantageously incorporated in the articles of the invention are metal bars, including reinforcing steel bars or rods, which may be pre-stressed.
- metal bars including reinforcing steel bars or rods, which may be pre-stressed.
- the materials may be attractive for optimum strength and rigidity or for other purposes to obtain dense packing of the additional bodies.
- the easily deformable (easily flowable) matrix permits a considerably denser arrangement of additional bodies than was obtainable in the known art.
- fibers are of great interest due to the unique capability of the DSP matrix with respect to anchoring fibers.
- the particular type and configuration of fiber will depend upon the particular field of use of the tool, the general principle being that the larger the dimensions of the tool, the longer and coarser are the preferred fibers.
- the tools of the invention are of large sizes, they are preferably reinforced with reinforcing steel such as bars or rods or steel wires or fibers. Due to the very gentle conditions under which the material can be shaped, the reinforcing bodies can retain their geometric identity during the casting process.
- the DSP matrix (in particular adjacent to the active surface part of the shaping tool) comprises an additional solid substance in the voids of the structure formed from the particles A and B.
- This additional solid substance may, e.g., be selected from the group consisting of organic polymers such as polymethylmethacrylate or polystyrene, low-melting metals, and inorganic metalloid solids such as sulfur.
- the DSP material may be cast by combining
- the stress field responsible for the shaping of the mass will normally be a stress field mainly due to gravity forces acting on the mass, or forces of inertia acting on the mass, or contact forces, or the simultaneous acting of two or more of the above forces,
- the stress field will be due to oscillating forces with a frequency between 0.1 Hz and 10 6 Hz, the oscillating forces being of the type stated above, or a combination of such oscillating forces with non-oscillating forces of the type stated above.
- the liquid is water
- the dispersing agent is typically a concrete superplasticizer of the kind discussed in International Patent Application No. PCT/DK79/00047, Publication No. WO 80/00959, or International Patent Application No. PCT/DK81/00048, Publication No. WO 81/03170, European Patent Application No. 81103363.8 and Danish Patent Application No. 1957/81.
- the surface-active dispersing agent is normally present in an amount sufficient to allow a fluid to plastic consistency of the material in a low stress field of less than 5 kg/cm 2 , preferably less than 100 g/ c m 2 , and the ideal amount of the dispersing agent is one which substantially corresponds to the amount which will fully occupy the surface of the particles A of Fig. 2 in International Patent Application No. PCT/DK79/00047.
- the concrete superplasticiser type which has been used in the examples is of the type comprising alkali or alkaline earth metal salts, in particular a sodium or calcium salt, of a highly condensed naphthalene sulphonic acid/formaldehyde condensate, of which typically more than 70% by weight consist of molecules containing 7 or more naphthalene nuclei.
- a commercial product of this type is called "Mighty" and is manufactured by Kao Soap Company, Ltd., Tokyo, Japan.
- this type of concrete superplasticiser is used in the high amount of 1 - 4% by weight, in particular 2 - 4% by weight, calculated on the total weight of the Portland cement and the silica dust.
- the weight ratio between water and Portland cement plus any other bodies B plus silica dust in cement-silica-dust-based DSP materials is typically between 0.12 and 0.30, preferably 0.12 - 0.20.
- the above-mentioned patent applications also disclose several important variations and embodiments for making valuable DSP materials, including embodiments where the composite material is pre-mixed or shaped in a higher stress field, in which case the- water/powder ratio may be as low as, e.g., 0.08 - 0.13.
- the casting may also be performed by extrusion or rolling at a shaping pressure of up to 100 kg/cm 2 , and in special cases at even higher shaping pressures.
- the casting may also be performed by spraying, painting or brushing, injection or application of a layer of the mass on a supporting surface and shaping the mass so as to obtain at least part of said shaped surface part.
- the casting may also be performed as centrifugal casting.
- this solid may be introduced by partially or completely infiltrating the solidified DSP material with a liquid and thereafter solidifying the liquid , such as by cooling or polymerisation, to form the solidified substance.
- the liquid will usually show at least one of the following characteristics:
- the efficiency of the infiltration with the liquid may be enhanced by one or more of the following measures:
- cement-polymer based materials CP materials and DSPP materials
- the organic polymers contemplated for use in CP or DSPP materials comprise, e.g., the same polymers as those mentioned in the above-mentioned UK Patent Application No. 7905965, Publication No. 2 018 737 A, that is, water-dispersible polymers more or less pertaining to the following groups (or mixtures of polymers pertaining to one or several of the groups):
- the polymer may be of a special group:
- polymers thereof are capable of forming film from an aqueous dispersion through dewatering and/or cross-linking.
- Typical concentrations of polymer in the aqueous phase used for making the cement-polymer-containing matrices are in the range of 1 - 60%.
- the amount of aqueous phase (water + polymer) used in preparing the materials is in the range of from about 10 to about 70% by volume, in particular in the range of from about 20 to about 50% by volume, calculated on the total composition.
- the ratio between polymer (solid) and cement will depend upon several factors such as the desired strength of the material, the exact character of the polymer, the type and particle size of the cement, the presence of any other bodies which fill voids between the cement particles, etc.
- the volume ratio between polymer and cement in the matrix used in the materials according to the invention will normally be in the range between 0.1 and 35 per cent by volume (but may be between 0 and 40% by volume), and will in many cases be between 2 and 10 per cent by volume.
- a very special type of matrix of high strength and especially also high tensile strength in bending suitable for the tools of the present invention although it will often not contain any polymer is a matrix comprising, as its substantial binder component, cement, the materials forming the matrix having been subjected to a particular treatment, that is, intense grinding and shear influence during early stages of the hydration of the cement, resulting in the formation of extremely well-distributed colloid of cement hydration products in a very homogeneous material.
- Such material may be produced by high shear treatment and grinding of cement with added water until some hydration of the cement has taken place.
- the cement used in these matrices of the present invention is normally Portland cement, including any modifications of Portland cement such as low heat cement, low alkali sulphate resistent cement, gypsum, plaster of Paris, calcium sulphate, high alumina cement, magnesium oxide cement, zinc oxide cement, and, for various special purposes cements of the silicon oxide cement type (as specified in e.g. US Patent No. 4,154,717, of May 15, 1979) and fluoroaluminosilicate glass and other types used in dental technology, e.g. glass ionomer cement types and other cements of types which may deliver ions capable of cross-linking the polymer.
- Portland cement including any modifications of Portland cement such as low heat cement, low alkali sulphate resistent cement, gypsum, plaster of Paris, calcium sulphate, high alumina cement, magnesium oxide cement, zinc oxide cement, and, for various special purposes cements of the silicon oxide cement type (as specified in e.g. US Patent No. 4,154,7
- part of the curing mechanism in these matrices used according to the present invention may be said to consist in ionic "cross-linking" of negative sites on polymers through di-, tri- or other polyvalent positive ions (cations) such as calcium ions or silicon ions, cf., e.g., L. Holiday, Chemistry and Industry, 2nd December, 1972, pages 921 - 929.
- one particularly interesting group of polymers is polymers based on acrylic acids and other polymers having carboxylic acid groups or derivatives thereof linked to a polymer backbone. Examples of such materials are listed on page 115 - 145 in "New Dental Materials” edited by Paul G. Stecher, Noyes Data Corporation, Park Ridge, New Jersey, USA, 1980. Most of these polymers are classified in the above-mentioned group II, that is, as water-soluble resins. Particularly interesting materials of this type comprise materials in which the carboxy group has been modified into an amide group.
- the amide group will be split off due to alkaline hydrolysis and the carboxy group will be available for cross-linking with cations, notably ions released from the inorganic parts of the matrix material.
- cations notably ions released from the inorganic parts of the matrix material.
- Polymers which are acids and which cross-link in the presence of bases are known in dental technology.
- such polymers will normally be too reactive in than they react too fast to allow shaping or molding of the composition after mixing.
- it may be possible to utilize such polymers carrying acidic groups e.g. by using an inorganic material which very slowly releases cations so that the reaction will be limited by the limited availability of the cations.
- Such materials may be plaster of Paris or fluoroaluminosilicate glasses.
- Portland cement leaches ions of several types, including calcium ions (predominantly), aluminium ions, silicon ions, manganese ions, magnesium ions, and iron ions.
- CP or DSPP materials may be used in the tools of the invention in the same manner as DSP materials, or the CP or DSPP materials may be applied as, e.g., strips or sheets on surface areas of the tools which will be exposed to maximum stresses.
- DSP materials in the following, it should be understood as also referring to CP or DSPP materials adapted to suit the same purposes.
- the cement-based casting material for the tool is designed, with respect to its particular composition, in accordance with the requirements associated with the particular use and desired performance of the tool in question.
- bodies or fibers of good heat conductivity such as metal bodies or metal fibers.
- the material for male and female press tool parts for shaping articles from materials of a substantially plane configuration, one must take into consideration the thickness of the plate or sheet, the yield strength of the plate or sheet material, the rupture strength of the plate or sheet material, and the radius of curvature.
- the required strength of the material for the male and female tool depends upon these parameters according to an expression which states that the strength of the tool material, divided by the strength of the sheet or panel to be shaped, is proportional to a constant multiplied by the thickness of the sheet or panel material divided by the radius of curvature, the constant being dependent on the direction of the pressure forces and on the friction coefficient between the plate shaped and the male and female tools (the properties in the expression above referring to the conditions prevailing during the shaping operation, i.e., shaping temperature, shaping speed, etc.).
- a releasing agent such as graphite, is preferably sprayed on the surface of the model prior to casting against it.
- the material comprising the DSP matrix may be reinforced according to normal reinforcement principles where steel bars and the like may be arranged in configurations suitable for resisting tensile stress.
- Micro-reinforcement against micro-cracks etc. and local stresses may be obtained by means of various types of fibers, such as the ones mentioned above
- Such reinforcing fibers need not be uniformly distributed in the matrix, but may in some cases with advantage be concentrated in tool surface parts or other tool parts which are exposed to especially high stresses when the tool is used.
- the tool of the invention may be reinforced according to normal reinforcement principles.
- The. character and extent of the reinforcement may be pre-calculated on the basis of considerations rotating to whichever portions or sections of the tool of the invention that will be particularly exposed to stresses.
- the reinforcement may comprise one or more members of steel or another metal positioned in the tool so that at least one surface part thereof is exposed and forms part of the shaped surface part of the final tool.
- Such exposed reinforcing metal members are with advantage positioned so as to form protruding edge portions or other protruding parts of the final tool which are excessively stressed during use of the tool.
- the surface part of the reinforcing tool members to be exposed is shaped so as to be exactly complementary to the respective corresponding surface part of the mold. These metal surface parts to be exposed are preferably also finished by grinding and/or polishing.
- the reinforcing metal members are thereafter placed in the mold, which is partly defined by the model, so that the surface part of the reinforcing members to be exposed are in contact with the corresponding surface part of the model.
- the DSP material is cast as described above.
- the DSP material will also permit very easy repair or post-strengthening of parts which, during use of the tool, prove to be exposed to too high stresses.
- DSP material of the particular type or this may be combined with incorporation of particularly hard bodies such as hard metal or steel bodies or bodies or strips of CP or DSPP material, especially at the sites where the maximum stresses occur during use of the tool.
- the material used according to the invention shows optimum properties with respect to easy casting to obtain economic tools even for small quantity productions, the material is also optimal with respect to its surface properties.
- the material used according to the invention may obtain a surface like polished metal or smooth plastic, in other words a surface which is ideal for a shaping tool and which minimizes the friction with the article shaped. It was most surprising that these particular surface requirements were found in practice to be fulfilled by a material based on cement. Thus, e.g., the conditions reported in Example 1 permitted drawing of a steel plate of a thickness of 0.9 mm with a radius of curvature of 3 mm without any special measures.
- the present invention will make it possible to enjoy the advantages of shaping by drawing or bending with high performance and exactitude to a much higher extent than hitherto. While high quality, prolonged performance tools for this purpose usually had to be made from steel which made many applications of the technique prohibitively expensive, the tools according to the present invention can be made quickly and cheaply and with even higher fidelity reproduction of the surfaces of the models, thus permitting, e.g., cheap production of spare parts and construction elements for vehicles or other equipment which is not mass-produced on a sufficiently large scale to justify the provision of steel tools. Furthermore, due to the unique surface qualities of the tools of the invention, these advantages may be obtained without any deterioration in the quality of the articles produced.
- important types of articles made by using the tools of the present invention are articles made from metal sheet or panel materials, e.g., body or hull parts for ships, agricultural machinery, aircraft and other transport or traffic vessels, in particular also body parts for automobiles, and especially repair components corresponding to body parts or sections of body parts for automobiles, such as hoods or fenders or parts thereof, doors or parts thereof, bottom panels or parts thereof, front parts or parts thereof, etc.
- the sheet or panel materials used for making such articles may suitably be blanks cut from continuos sheet or panel materials by mechanical means, electric means, acoustic means, or electromagnetic means, e.g., cutting, sawing, punching, wire cutting by means of a wire cutting machine, laser cutting, etc.
- the present invention makes the precision drawing/bending technique available to new fields of application, such as the preparation of large structures for ship hulls, buildings, large containers and parts thereof, reaction vessels, etc.
- the tools of the invention may be made completely from the new cement-based materials, or they may be made by applying more or less thick surface domains of these materials to other structures showing sufficient strength for the purpose, including old drawing/bending tools made for the shaping of articles which have become obsolete.
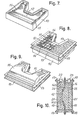
- Fig. 1 shows containiner 10 open at the top, which may be made from any sufficiently rigid material, such as, e.g. wood or steel.
- a moldable material 11, such as moldable resin, e.g. a moldable composition for making cellular polyurethane or polystyrene, is placed in the container 10 in a plastic condition, and a model 12 of the articles to be shaped is placed in the moldable composition 11 with its concave surface facing upwards as shown in Fig. 1.
- a supporting frame 13 is placed on the upper edge of the container 10 as shown in Fig.
- a cement-based DSP casting material 15 of the type identified above is poured into the upwardly open mold, while vibration of the mold, if desired, until the upper surface of the casting material is substantially on level with the upper edge of the frame 13.
- the frame 13 with the resulting male tool 16 is removed from the mold, as shown in Fig. 3.
- the male tool 16 is then covered with a layer 17 of a plastic material, e.g., a wax sheet of a thickness corresponding to the thickness of the plate or sheet material to be shaped by means of the tool.
- a frame 18 with a reinforcing structure 14 is placed on the upper edge of the frame 13, thereby again providing a open mold open at the top, the bottom surface of the mold being constituted by the wax-covered surface of the male part 16.
- a female part 19 is now cast in this mold. Any edge portion of the casting mold extending outside the model contour is plastered with a suitable material such as wax to a thickness which is preferably greater than the thickness of the blank to be shaped in the final tool assembly.
- the male and female tool parts are mounted in a press, e.g. a hydraulic press, and a blank 20 is introduced therebetween and is shaped into the configuration of the model 12 by drawing.
- a press e.g. a hydraulic press
- the model 12 is suspended between two frames (13 and 18) arranged substantially vertically between vertical walls 21, thus establishing a dual mold in which the casting material can be introduced, through inlets 22 and 23, into two mold chambers 24 and 25 for simultaneous casting of the male and the female tool parts against opposite sides of the model 12.
- the model 12 should conform, with respect to both of its surfaces, with the desired article to be produced.
- the reinforcing structure 14 may comprise reinforcing steel members 14a having surface parts placed in contact with the model 12. These surface parts are shaped so that the inter-engaging surface parts of the model 12 and the steel members 14a are exactly complementary.
- the steel members 14a are advantageously connected to the other part of the reinforcing structure 14 by wires or rods (not shown) which may, for example, be welded to the steel members 14a.
- wires or rods (not shown) which may, for example, be welded to the steel members 14a.
- the exposed surface parts of the steel members 14a will form part of the shaped tool surfaces at locations where the tool parts will be exposed to exceptionally high stresses during use, namely at protruding edge portions of the tool parts.
- the incorporation of such reinforcing members 14a of steel or another metal at excessively stressed surface areas of the tool parts may result in a substantial prolongation of the useful life of the tool.
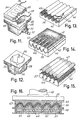
- Figs. 11 and 12 diagrammatically illustrate vacuum forming of a dish- shaped article 26 such as a lamp body for an automobile, from a thermoplastic plane sheet or plate 27 by means of a mold or die 28 which may be cast from a cement-based casting material of the type identified above.
- the mold 28 may be made by casting the cement-based material against the outer surface of a ⁇ nodel in the manner described above.
- the mold 28 has a cavity 29 open at the top which may be brought into communication with a vacuum source, not shown, through suction passages 30 defined within the bottom wall of the mold 28 and through a vacuum conduit 31 which is provided with a valve 32.
- the thermoplastic sheet or plate 27 may be clamped between a flange 33 formed at the upper end of the mold 28, and a clamping member 34 which contains electrical heating means 35 to which power may be supplied through a cable 36.
- the cavity 29 may be connected to the vacuum source by opening the valve 32, whereby the heated thermoplastic plate will be sucked into tight engagement with the inner walls of the cavity 29 so as to form the article 26.
- the mold 28 may be provided with inner passages, not shown, for circulating a cooling medium, such as water.
- Figs. 13 and 14 illustrate the production of a lower tool part 37 of a pressing tool to be used for pressing corrugated plates 38 made from a fiber cement material.
- the tool part 37 is cast from a cement-based casting material 15 of the type identified above in a mold formed by a bottom part 39 and a surrounding frame part 40.
- the bottom part 39 may consist of a lower layer 41 made from a moldable material, such as resin, with a corrugated upper surface, and a corrugated steel plate 42 with a shape which is complementary to the upper surface of the layer 41.
- a number of closely spaced strips or bands 43 of rubber are affixed to the upper surface of the steel plate 42 by means of a suitable adhesive, so that the strips extend transversely and preferably at right angles to the direction of the corrugations of the plate 42.
- the frame part 40 When the rubber strips 43 have been arranged in mutually spaced relationship over the total upper surface of the steel plate 42, the frame part 40 is placed on top of the bottom part 39 as shown in Fig. 14.
- This frame part 40 is provided with a number of suction tubes 44 each extending along a respective corrugation top of the corrugated steel plate 42. These suction tubes are supported by means of transversely extending supporting bars 45, the ends of which are fastened to the frame part 40.
- the casting material 15 is now poured into the upwardly open mold, while vibrating of the mold, if desired, until the upper surface of the casting material is substantially on level with the upper edge of the frame part 40.
- the frame 40 with the resulting lower tool part 37 is removed from the bottom part 39.
- the tool part 37 will form a corrugated upper surface with a number of closely spaced, transversely extending grooves 46 formed by the rubber strips 43, and these grooves are intended to serve as draining grooves.
- the upper surface of the lower tool part 37 is covered with a perforated, corrugated steel plate 47 with a shape which is complementary to the corrugated shape of the upper surface of the tool part 37 and the steel plate 47 is preferably covered by a corrugated wire gauze (not shown), for example made from bronze.
- Fig. 16 shows a complete pressing tool mounted in a mechanical or hydraulic press.
- the tool comprises the lower tool part 37, which may be stationary, and an upper tool part 48, which is fastened to a vertically movable part 49 of the press.
- the upper tool part 48 may be made in a manner similar to that described above in connection with the lower tool part. However, the upper tool part may be made without the transversely extending draining grooves 46, and the perforated, corrugated steel plate 47 may be replaced by a solid corrugated steel plate 50. In the lower position of the upper tool part 48, a corrugated closed space is defined between the corrugated plates 47 and 50.
- the suction tubes 44 are connected to these groove sections through connecting bores or tubes 51, and the suction tubes 44 are connected to a pump or vacuum source, not shown, so that water is sucked out from the cavity defined between the upper and lower tool parts while the fiber cement material is being compressed.
- the resulting soft fluid mixture was cast into a mold as shown in Figs. 2-and 8 in which a glass fiber-epoxy model 12 of the fender part, depth about 5 cm, arranged in polyurethane foam in a box 10 of dimensions of approximately 80 cm by 60 cm, constituted the bottom surface, and in which the reinforcement in the frame 13 consisted of 1 cm steel rods.
- the mold was vibrated by means of a pneumatic hammer.
- the mold was filled with the casting material to the highest level possible, up to or just above the edge of the steel frame 13. Thereafter, the exposed surface of the casting material was covered with plastic film to avoid evaporation of water therefrom.
- the casting mass was allowed to solidify at room temperature for about 24 hours and was thereafter kept at about 30 - 35°C for about 48 hours.
- the frame was then turned upside down, and the polyurethane and the glass fiber-epoxy model were removed, thus exposing the surface of the cured cement-bonded material.
- a 0.9 mm wax film was placed and adapted to conform exactly to the configuration of the surface.
- another frame with reinforcing 1 cm steel rods was placed on the male tool part, and the female tool part was cast from the same material as above and in the same manner as above.
- the curing of the female part was performed in the same manner as described above, without removing it from the male part.
- the male and female tool parts were mounted in a 200 tons hydraulic press, and fender parts corresponding to the model were made from blanks of cold-rolled 1403 steel of a thickness of 0.9 mm.
- the drawing pressure was 50 tons.
- the compression time was about 30 seconds per blank, but using a faster hydraulic press, it would be possible to obtain compression times of about 2 - 3 seconds.
- the minimum radius of curvature obtained in this case was 3 mm. In this manner, about 1000 units were shaped without any deterioration of the tool.
- Corrugated plates or panels produced by conventional methods were exposed to a compression treatment by means of a tool of the type shown in Fig. 16.
- the overall dimensions of the lower tool part were 735 x 1100 x 140 mm.
- the lower tool part was provided with four suction tubes 44 with a diameter of 25 mm, while the diameter of the connecting bores 51 were 10 mm.
- the tool parts 37 and 48 were cast from the same DSP material as described in Example 1 and in the same manner as described in Example 1.
- the width and depth of the draining grooves were 10 mm and 8 mm, respectively, and the spacing of the grooves was 15 mm.
- the lower tool part 37 was covered by a perforated, corrugated steel plate with a thickness of 2 mm, and the diameter of the perforations were 2 mm, and the mutual spacing of the perforations was about 8 - 10 mm.
- This perforated steel plate was covered by a corrugated wire gauze made from bronze, and the upper tool part 48 was covered by a non-perforated, corrugated steel plate 50.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Curing Cements, Concrete, And Artificial Stone (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Pens And Brushes (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Nonmetallic Welding Materials (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
- A) homogeneously arranged inorganic solid particles of a size of from about 50 A to about 0.5 µm, or a coherent structure formed from such homogeneously arranged particles, and
- B) densely packed solid particles having a size of the order of 0.5 - 100 µm and being at least one order of magnitude larger than the respective particles stated under A), or a coherent structure formed from such densely packed particles, the particles B preferably being Portland cement particles.
Description
- The present invention relates to a tool for shaping of articles from a basic material, especially from a sample of plate or sheet material, by applying compressive forces thereto, such as tools or molds for vacuum shaping and press tools.
- Press tools normally include a female part or die as well as a male part, and when the article to be shaped is of a complicated shape, the tool parts are of a correspondingly complicated shape. Furthermore, the tool parts must be made from a material with mechanical properties which allow transfer of the necessary pressure to the sample with retention of the geometric shapes of the tool parts, often within narrow limits or tolerances. Traditionally, press tools are made from steel, and the shaping surface parts of the tool are subjected to a finishing treatment by various kinds of machining, such as milling, grinding, polishing, etc.
- It is also known to obtain a desired shape of the working surfaces of a press tool by casting them against a model, but this molding process, which, in principle, is simple, incurs a number of difficulties. Because of excessive thermal volume changes on solidification it does not seem possible in practice to precision-shape surfaces by casting melts (cast iron, glass, ceramics) which are fluid at high temperatures and solidify to hard, strong materials. On the other hand, most of the casting masses which are in fact capable of being shaped at room temperature and hardening or setting at room temperature have poor mechanical strength (plaster, bakelite) and/or give rise to health or environmental problems (epoxy).
- According to the invention, it has been found that new, very strong and dense materials, in particular cement-bound materials, of the kind disclosed e.g. in International Patent Application No. PCT/DK79/00047, Publication No. WO 80/00959, and Danish Patent Application No. 1945/80, and applications claiming priority therefrom, including International Patent Application No. PCT/DK81/00048, Publication No. WO 81/03170, European Patent Application No. 81103363.8 and Danish Patent Application No. 1957/81, the contents of which applications are incorporated herein by reference, are surprisingly well suited for tools for shaping articles by compression and possess combinations of properties and performance for this purpose which have always been desired, but have never been achieved before. These materials, which in the following specification and claims will be designated "DSP materials", may be shaped in an extraordinarily easy manner, as they show far better casting performance than normal cement-based materials. In spite of this, the DSP materials may attain compressive strengths which are up to 4 - 6 times the compressive strength of normal cement-based products, in special embodiments even as high as the yield stress of iron (about 260 MPa), and they show far better castability than normal cement-based materials. The surface structure of a model against which the materials are cast is reproduced very precisely. Thus, in precision casting, even fingerprints are reproduced exactly. In addition to providing the exterior spatial limitations necessary in such tools, the DSP materials permit, in a very simple way, casting of other components into the mass of the cement-based material, e.g., components in the form of bars or fibers and the like, to impart toughness to the material. Also, it is possible with great ease to incorporate fine piping or small channels in the material in order to permit liquid and gas transport from or to the shaping zone, and futhermore, components of particularly high hardness such as steel or hard metal bodies may be incorporated at zones where extremely high loads are incurred during the compression shaping process.
- High quality tools for shaping articles are often expensive to produce and, therefore, are normally only economical if the number of articles to be shaped is very high. In a great number of cases, there is a demand for a production of smaller series of the articles to be produced, and for such cases, the new high quality cement-based DSP products represent a promising possibility as the preparation of the tool is cheap, fast and simple to perform and does not require special measures.
- As described in the above-mentioned patent applications, DSP materials (DSP designates Densified Systems containing homogeneously arranged ultrafine Particles) are characterized by comprising a matrix which comprises
- A) homogeneously arranged solid particles of a size of from about 50A to about 0.5 pm, or a coherent structure formed from such homogeneously arranged particles, and
- B) densely packed solid particles having a size of the order of 0.5 - 100 pm and being at least one order of magnitude larger than the respective particles stated under A), or a coherent structure formed from such densely packed particles,
- the particles A or the coherent structure formed therefrom being homogeneously distributed in the void volume between the particles B,
- the dense packing being substantially a packing corresponding to the one obtainable by gentle mechanical influence on a system of geometrically equally shaped large particles in which locking surface forces do not have any significant effect,
optionally additionally comprising, embedded in the matrix, - C) compact-shaped solid particles of a material having a strength exceeding that of ordinary sand and stone used for ordinary concrete, typically a strength corresponding to at least one of the following criteria:
- 1) a die pressure of above 30 MPa at a degree of packing of 0.70, above 50 MPa at a degree of packing of 0.75, and above 90 MPa at a degree of packing of 0.80, as assessed (on particles of the material having a size ratio between the largest and smallest particle substantially not exceeding 4) by the method described in International Patent Application No. PCT/DK81/00048, Publication No. WO 81/03170, European Patent Application No. 81103363.8 and Danish Patent Application No. 1957/81,
- 2) a compressive strength of a composite material with the particles embedded in a specified matrix exceeding 170 MPa (in case of a substantial amount of the particles being larger than 4 mm) and 200 MPa (in case of substantially all particles being smaller than 4 mm), as assessed by the method described in International Patent Application No. PCT/DK81/-00048, Publication No. WO 81/03170, European Patent Application No. 81103363.8 and Danish Patent Application No. 1957/81,
- 3) a Moh's hardness (referring to the mineral constituting the particles) exceeding 7 and
- 4) a Knoop indentor hardness (referring to the mineral constituting the particles) exceeding 800,
said particles having a size of 100 lim - 0.1 m, - D) additional bodies which have at least one dimension which is at least one order of magnitude larger than the particles A.
- Particular examples of the bodies A, B, C, and D appear from the above-mentioned patent applications (in International Patent Application No. PCT/DK79/00047, Publication No. WO 80/00959, the bodies D of the present application are termed bodies C).
- The bodies B are typically particles which cure by partial dissolution in a liquid, chemical reaction in the dissolved phase, and precipitation of a reaction product. In particular, the bodies B are of an inorganic binder such as cement. Often, at least 20% by weight of the bodies B are Portland Cement; it is preferred that at least 50% by weight of the bodies B are Portland cement, and in particular, it is preferred that the particles B essentially consist of Portland cement particles. The bodies B may, in addition, comprise particles selected from fine sand, fly ash, and fine chalk. The bodies A are also particularly particles which cure by partial dissolution in a liquid, chemical reaction in the solution, and precipitation of a reaction product, especially particles which show a substantially lower reactivity than the particles B, or substantially no reactivity. Typically, the bodies A are inorganic bodies of the types disclosed in the above-mentioned patent applications, in particular, e.g., particles of "silica dust"; silica dust normally has a particle size in the range of from about 50 A to about 0.5 µm, typically from about 200 A to about 0.5 µm, and is an Si02-rich material produced as a by-product in the production of silicium metal or ferrosilicium in electrical furnaces. The specific surface area of silica dust is about 50,000 - 2,000,000 cm2/g, in particular about 250,000 cm2/g.
- The bodies A may also, e.g., comprise fly ash, in particular fly ash which has been finely ground, in particular to a specific surface area (Blaine) of at least 5000 cm2/g, in particular at least 7000 cm2/g, and often at least 10,000 cm2/g.
- The bodies A are normally present in a volume of 0.1 - 50% by volume, preferably 5 - 50% by volume, and in particular 10 - 30% by volume, of the total volume of bodies A + B. In most cases, the most valuable strength properties are obtainable when both the bodies A and the bodies B are densely packed.
- The amount of silica dust to secure a dense packing of the silica dust particles depends on the grain size distribution of the silica dust and, to a large extent, on the void available between the densely packed particles B. Thus, a well-graded Portland cement containing additionally 30% of fine spherically shaped fly ash particles will leave a much smaller available void for the silica dust when densely packed than correspondingly densely packed cement in which the grains are of equal size. In systems in which the particles B are mainly Portland cement, dense packing of silica dust would most likely correspond to silica dust volumes from 15 to 50% by volume of particles A + particles B. Similar considerations apply to systems comprising other types of particles A and B.
- Quartz sand may typically be used as particles D.
- According to one aspect of the present invention, sand materials are used which are stronger (bodies C) than the sand materials used in ordinary concrete. (Typically, concrete sand used in ordinary concrete consists of ordinary rock such as granite, gneiss, sandstone, flint and limestone comprising minerals such as quartz, felspar, mica, calcium carbonate, silicic acid, etc.)
- Various kinds of comparison tests may be used to assess that particular sand and stone materials (bodies C) are stronger than ordinary concrete sand and stone, e.g.
- 1) measurement of hardness
- 2) determination of the crushing strength of a single particle
- 3) hardness of the minerals of which the sand and stone materials are composed
- 4) determination of resistance to powder compression
- 5) abrasion tests
- 6) grinding tests
- 7) measurement of strength on a composite material containing the particles.
- Examples of bodies C with high strength and hardness are refractory grade bauxite containing 85% AI203 (corundum) and silicon carbide. Both materials have considerably higher hardness than the minerals in ordinary sand and stone. Thus, both corundum and silicon carbide are reported to have a hardness of 9 according to Moh's hardness scale, and the Knoop indentor hardness is reported to be 1635 - 1680 for aluminum oxide (corundum) and 2130 - 2140 for silicon carbide, while quartz, which is one of the hardest minerals in ordinary concrete sand and stone, has a Moh's hardness of 7 and a Knoop indentor hardness of 710 - 790 (George S. Brady and Henry R. Clauser, Materials Handbook, 11th ed., McGraw - Hill Book Company).
- The high strength of these materials compared to ordinary concrete sand and stone has been demonstrated by powder compaction tests and by tests with mortar and concrete with silica-cement binder where the materials were used as sand and stone.
- Many other materials than the two above-mentioned materials may, of course, be used as strong sand and stone materials (bodies C). Typically, materials with a Moh's hardness exceeding 7 may be used, e.g. topaz, lawsonite, diamond, corundum, phenacite, spinel, beryl, chrysoberyl, tourmoline, granite, andalusite, staurolite, zircone, boron carbide, tungsten carbide.
- The hardness criterion could, of course, also be stated as Knoop indentor hardness where minerals having values above the value of quartz (710 - 790) must be considered strong materials compared with the-minerals constituting ordinary concrete sand and stone.
- Thus, the bodies C are typically bodies of materials containing strong natural minerals, strong artificial minerals, and strong metals and alloys, in particular of such materials that the strength of the particles corresponding to at least one of the following criteria:
- 1) a die pressure of above 30 MPa at a degree of packing of 0.70, above 50 MPa at a degree of packing of 0.75, and above 90 MPa at a degree of packing of 0.80, preferably above 45 MPa at a degree of packing of 0.70, above 70 MPa at a degree of packing of 0.75, and above 120 MPa at a degree of packing of 0.80, as assessed (on particles of the material having a size ratio between the largest and the smallest particles substantially not exceeding 4) by the method described International Patent Application No. PCT/DK81/00048 Publication No. WO 81/03170, European Patent Application No. 81103363.8 and Danish Patent Application No. 1957/81,
- 2) a compressive strength of a composite material with the particles embedded in a specified matrix exceeding 170 MPa (in case of a substantial amount of the particles being larger than 4 mm) and 200 MPa (in case of substantially all particles being smaller than 4 mm), preferably exceeding 200 MPa (in case of a substantial amount of the particles being larger than 4 mm) and 220 MPa (in case of substantially all particles being smaller than 4 mm), as assessed by the method described in International Patent Application No. PCT/DK81/00048, Publication No. WO 81/03170, European Patent Application No. 81103363.8 and Danish Patent Appli~` cation No. 1957/81,
- 3) a Moh's hardness (referring to the mineral constituting the particles) exceeding 7, preferably exceeding 8,
- 4) a Knoop indentor hardness (referring to the mineral constituting the particles) exceeding 800, preferably exceding 1500.
- The bodies C increase the strength of tools made of DSP materials in that, contrary to normal sand and stone used in connection with cement matrices, they have strengths which are of the same level as the DSP matrix proper, such as discussed in detail in International Patent Application No. PCT/DK81/00048, Publication No. WO 81/03170, European Patent Application No. 81103363.8 and Danish Patent Application No. 1957/81. The bodies C are typically present in a volume which is about 10 - 90% by volume, preferably 30 - 80% by volume, and in particular 50 - 70% by volume, of the total volume of the bodies A, B, and C. It is often preferred that the bodies C are also substantially densely packed.
- The DSP matrix may further contain, embedded therein, property- improving bodies which are typically fibers and/or plates selected from the group consisting of metal fibers, including steel fibers, mineral fibers, glass fibers, asbestos fibers, high temperature fibers, carbon fibers and organic fibers, including plastics fibers, such as polypropylene fibers, polyethylene fibers, nylon fibers, Kevlar fibers and other aromatic fibers, whiskers, including inorganic non-metallic whiskers such as graphite and AI203 whiskers, wollastonite, asbestos, and other inorganic synthetic or naturally occuring inorganic fibers, metallic whiskers, such as iron whiskers, and mica. When the DSP matrix is established by ordinary intermixing and casting techniques, the fibers (or yarns or rovings) are normally chopped fibers (or yarns or rovings) and are typically present in an amount of 1 - 5% by volume when they have an aspect ratio of more than 100 or up to 5 - 10% by volume when they have an aspect ratio of 10 to 100. Larger amounts of chopped fibers may be incorporated in these techniques by combining large and small fibers, e.g. by use of an 0.1 - 1 mm thick steel fiber in combination with a 10 11m glass fiber.
- It has often been found suitable to reinforce the DSP mass for preparation of the tool with chopped steel fibers, particularly steel fibers of a length of from about 5 mm to about 50 mm, in particular from about 10 to about 30 mm, e.g. steel fibers of about 10 - 15 mm, or steel fibers of about 20 - 30 mm, or mixtures thereof, the thickness being of about 0.2 - 1 mm, e.g. 0.3 - 0.6 mm. The steel fibers may also have a particular geometric configuration enhancing their fixation or anchoring in the material; for example, they may show indentations at their surfaces or may be shaped with hooks or other protrusions securing a maximum anchoring in the matrix.
- Examples of additional bodies D which are advantageously incorporated in the articles of the invention are metal bars, including reinforcing steel bars or rods, which may be pre-stressed. When the materials comprise additional bodies D, it may be attractive for optimum strength and rigidity or for other purposes to obtain dense packing of the additional bodies. The easily deformable (easily flowable) matrix permits a considerably denser arrangement of additional bodies than was obtainable in the known art.
- Especially the incorporation of fibers is of great interest due to the unique capability of the DSP matrix with respect to anchoring fibers. The particular type and configuration of fiber will depend upon the particular field of use of the tool, the general principle being that the larger the dimensions of the tool, the longer and coarser are the preferred fibers.
- Especially when the tools of the invention are of large sizes, they are preferably reinforced with reinforcing steel such as bars or rods or steel wires or fibers. Due to the very gentle conditions under which the material can be shaped, the reinforcing bodies can retain their geometric identity during the casting process.
- According to a particular embodiment, the DSP matrix (in particular adjacent to the active surface part of the shaping tool) comprises an additional solid substance in the voids of the structure formed from the particles A and B. This additional solid substance may, e.g., be selected from the group consisting of organic polymers such as polymethylmethacrylate or polystyrene, low-melting metals, and inorganic metalloid solids such as sulfur.
- As described in the above-mentioned patent applications, the DSP material may be cast by combining
- A) inorganic solid particles of a size of from about 50 A to about 0.5 µm, and
- B) solid particles having a size of the order of 0.5 - 100 µm and being at least one order of magnitude larger than the respective particles stated under A),
- a liquid,
- and a surface-active dispersing agent,
the amount of particles B substantially corresponding to dense packing thereof in the composite material with homogeneously packed particles A in the voids between particles B, the amount of liquid substantially corresponding to the amount necessary to fill the voids between particles A and B, and the amount of dispersing agent being sufficient to impart to the composite material a fluid to plastic consistency in a low stress field of less than 5 kg/cm2, preferably less than 100 g/cm , optionally - bodies C) as defined above, and optionally
- D) additional bodies which have at least one dimension which is at least one order of magnitude larger than the particles A,
- D) by mechanical means to obtain the desired distribution of the components, and subsequently casting the resulting mass in a low stress field so as to obtain at least part of said shaped surface part, optionally with incorporation of particles C and/or additional bodies D during the casting.
- The stress field responsible for the shaping of the mass will normally be a stress field mainly due to gravity forces acting on the mass, or forces of inertia acting on the mass, or contact forces, or the simultaneous acting of two or more of the above forces,
- In particular, the stress field will be due to oscillating forces with a frequency between 0.1 Hz and 106 Hz, the oscillating forces being of the type stated above, or a combination of such oscillating forces with non-oscillating forces of the type stated above.
- When the bodies A are silica dust and the bodies B are Portland cement, the liquid is water, and the dispersing agent is typically a concrete superplasticizer of the kind discussed in International Patent Application No. PCT/DK79/00047, Publication No. WO 80/00959, or International Patent Application No. PCT/DK81/00048, Publication No. WO 81/03170, European Patent Application No. 81103363.8 and Danish Patent Application No. 1957/81.
- The surface-active dispersing agent is normally present in an amount sufficient to allow a fluid to plastic consistency of the material in a low stress field of less than 5 kg/cm2, preferably less than 100 g/cm2, and the ideal amount of the dispersing agent is one which substantially corresponds to the amount which will fully occupy the surface of the particles A of Fig. 2 in International Patent Application No. PCT/DK79/00047.
- Any type of dispersing agent, in particular concrete superplasticiser, which in sufficient amount will disperse the system in a low stress field, is useful for the purpose of the invention. The concrete superplasticiser type which has been used in the examples is of the type comprising alkali or alkaline earth metal salts, in particular a sodium or calcium salt, of a highly condensed naphthalene sulphonic acid/formaldehyde condensate, of which typically more than 70% by weight consist of molecules containing 7 or more naphthalene nuclei. A commercial product of this type is called "Mighty" and is manufactured by Kao Soap Company, Ltd., Tokyo, Japan. In the Portland cement-based silica dust-containing DSP materials used according to the invention, this type of concrete superplasticiser is used in the high amount of 1 - 4% by weight, in particular 2 - 4% by weight, calculated on the total weight of the Portland cement and the silica dust.
- Other types of concrete superplasticisers useful for the purpose of the present invention appear from Example 2 of International Patent Application No. PCT/DK81/00048, Publication No. WO 81/03170, European Patent Application No. 81103363.8 and Danish Patent Application No. 1957/81. - The DSP material for producing the tools of the invention may be packed and shipped as a dry powder, the addition of the liquid, typically water, taking place on the job. In this case, the dispersing agent is present in dry state in the composite material. This type of composite material offers the advantage that it can be accurately weighed out and mixed by the producer, the end user just adding the prescribed amount of liquid and performing the remaining mixing in accordance with the prescription, e.g., in the manner described in Example 11 in International Patent Application No. PCT/DK79/00047 and in International Patent Application No. PCT/DK81/00048, Publication No. WO 81/03170, European Patent Application No. 81103363.8 and Danish Patent Application No. 1957/81.
- The weight ratio between water and Portland cement plus any other bodies B plus silica dust in cement-silica-dust-based DSP materials is typically between 0.12 and 0.30, preferably 0.12 - 0.20. The above-mentioned patent applications also disclose several important variations and embodiments for making valuable DSP materials, including embodiments where the composite material is pre-mixed or shaped in a higher stress field, in which case the- water/powder ratio may be as low as, e.g., 0.08 - 0.13. Thus, e.g., the casting may also be performed by extrusion or rolling at a shaping pressure of up to 100 kg/cm2, and in special cases at even higher shaping pressures.
- The casting may also be performed by spraying, painting or brushing, injection or application of a layer of the mass on a supporting surface and shaping the mass so as to obtain at least part of said shaped surface part.
- The casting may also be performed as centrifugal casting.
- When the DSP matrix contains an additional solid substance in voids of the structure formed from the particles A and B, this solid may be introduced by partially or completely infiltrating the solidified DSP material with a liquid and thereafter solidifying the liquid , such as by cooling or polymerisation, to form the solidified substance. The liquid will usually show at least one of the following characteristics:
- it is capable of wetting the internal surface of the structure formed from the particles A and B,
- it contains molecules of a size which is at least one order of magnitude smaller than the particles A,
- on solidification by cooling or polymerisation, it leaves a solid substance of substantially the same volume as the liquid.
- The efficiency of the infiltration with the liquid may be enhanced by one or more of the following measures:
- drying the article or the part thereof to be impregnated,
- applying vaccum on the article or the part thereof to be infiltrated prior to the infiltration treatment,
- applying external pressure to the infiltrating liquid after contacting the article with the infiltrating liquid.
- Other materials which are valuable concrete-like materials for the tools of the present invention or especially for the surfaces thereof, which subject to excessive stress conditions are certain cement-polymer based materials (CP materials and DSPP materials):
- UK Patent Application No. 7905965, publication No. 2 018 737 A, European Patent Application No. 80301908, publication No. 0 021 681, and European Patent Application No. 80301909, publication No. 0 021 682 A1, disclose production of specimens of a substantially higher quality than usual cement-based products based on the use of far more concentrated polymer solutions than those conventionally combined with Portland cement in very high concentrations and based on very intensive mixing of the components, typically in a high stress field. Such materials are valuable materials for use as concrete-like materials according to the present invention. A particularly valuable embodiment of such materials is one in which they are combined with fibers of the above-mentioned types, and/or when their viscosity has been lowered to a suitable value for casting or molding by a pre- treatment such as dilution with polymer solution or water prior to their casting, in particular during high 'stress field mixing.Especially interesting polymer-containing materials are DSP materials which correspond to the above-described DSP materials, but in which a polymer binder is also present (such materials can be designated DSPP materials: Densified Systems containing Polymer and homogeneously arranged ultrafine Particles).
- The organic polymers contemplated for use in CP or DSPP materials comprise, e.g., the same polymers as those mentioned in the above-mentioned UK Patent Application No. 7905965, Publication No. 2 018 737 A, that is, water-dispersible polymers more or less pertaining to the following groups (or mixtures of polymers pertaining to one or several of the groups):
- I. Latexes (colloidal aqueous emulsions of elastomers) as defined in 1) Kirk-Othmer, Encyclopedia of Chemical Technology, 7, pages 676/716).
- II. Water soluble resins as defined in reference 1), 17, pages 391 - 410 or as defined in 3) Yale L. Meltzer: "Water-Soluble Polymers. Developments since 1978", Chemical Technology Review No. 181, Noyes Data Corporation, Park Ridge, New Jersey, USA 1981, pages 1 - 596, or resin derivatives as defined in 2) P. Ullmann, 12, pages 530 - 536.
- According to a particular aspect, the polymer may be of a special group:
- lll. Cement dispersing agents known as concrete superplasticizers, e.g., medium molecular weight polymers such as alkali or alkaline earth metal salts of sulphonated naphathalene or melamine formaldehyde condensates or their parent acids or higher molecular weight polymers thereof. Also amide derivatives of these polymers may be used.
- It is a characteristic feature of all of the above-mentioned polymer classes that the polymers thereof are capable of forming film from an aqueous dispersion through dewatering and/or cross-linking.
- Typical concentrations of polymer in the aqueous phase used for making the cement-polymer-containing matrices are in the range of 1 - 60%. The amount of aqueous phase (water + polymer) used in preparing the materials is in the range of from about 10 to about 70% by volume, in particular in the range of from about 20 to about 50% by volume, calculated on the total composition.
- The ratio between polymer (solid) and cement will depend upon several factors such as the desired strength of the material, the exact character of the polymer, the type and particle size of the cement, the presence of any other bodies which fill voids between the cement particles, etc. However, the volume ratio between polymer and cement in the matrix used in the materials according to the invention will normally be in the range between 0.1 and 35 per cent by volume (but may be between 0 and 40% by volume), and will in many cases be between 2 and 10 per cent by volume.
- In special cases, special precautions are taken to obtain a particularly effective distribution of the components of the matrix by means of high shear treatment, extended period of milling or grinding, pressure molding or shaping of the articles from the matrix-containing material, usually combined with maintenance of the shaped articles at a superatmospheric pressure for a period after the shaping process, all of which measures tend to result in a material having a small ratio of pores to matrix and a pore distribution with specified maximum percentages of pores of specified maximum sizes such as described in European Patent Application No. 80301909, Publication No. 0 021 682 A1. Another measure which is taken to impart to the matrices the special characters involving for example tensile strength in bending is the use of particular gap grading systems such as disclosed in European Patent Application No. 80301908, Publication No. 0 021 681 A1.
- A very special type of matrix of high strength and especially also high tensile strength in bending suitable for the tools of the present invention although it will often not contain any polymer is a matrix comprising, as its substantial binder component, cement, the materials forming the matrix having been subjected to a particular treatment, that is, intense grinding and shear influence during early stages of the hydration of the cement, resulting in the formation of extremely well-distributed colloid of cement hydration products in a very homogeneous material. Such material may be produced by high shear treatment and grinding of cement with added water until some hydration of the cement has taken place.
- The cement used in these matrices of the present invention is normally Portland cement, including any modifications of Portland cement such as low heat cement, low alkali sulphate resistent cement, gypsum, plaster of Paris, calcium sulphate, high alumina cement, magnesium oxide cement, zinc oxide cement, and, for various special purposes cements of the silicon oxide cement type (as specified in e.g. US Patent No. 4,154,717, of May 15, 1979) and fluoroaluminosilicate glass and other types used in dental technology, e.g. glass ionomer cement types and other cements of types which may deliver ions capable of cross-linking the polymer.
- On the whole, it is interesting to note that part of the curing mechanism in these matrices used according to the present invention may be said to consist in ionic "cross-linking" of negative sites on polymers through di-, tri- or other polyvalent positive ions (cations) such as calcium ions or silicon ions, cf., e.g., L. Holiday, Chemistry and Industry, 2nd December, 1972, pages 921 - 929.
- In connection with the ionic "cross-linking" of polymers, one particularly interesting group of polymers is polymers based on acrylic acids and other polymers having carboxylic acid groups or derivatives thereof linked to a polymer backbone. Examples of such materials are listed on page 115 - 145 in "New Dental Materials" edited by Paul G. Stecher, Noyes Data Corporation, Park Ridge, New Jersey, USA, 1980. Most of these polymers are classified in the above-mentioned group II, that is, as water-soluble resins. Particularly interesting materials of this type comprise materials in which the carboxy group has been modified into an amide group. In a basic environment, the amide group will be split off due to alkaline hydrolysis and the carboxy group will be available for cross-linking with cations, notably ions released from the inorganic parts of the matrix material. Polymers which are acids and which cross-link in the presence of bases are known in dental technology. For the purpose of the present application, such polymers will normally be too reactive in than they react too fast to allow shaping or molding of the composition after mixing. However, by suitable use of the inorganic component of the matrix, it may be possible to utilize such polymers carrying acidic groups, e.g. by using an inorganic material which very slowly releases cations so that the reaction will be limited by the limited availability of the cations. Such materials may be plaster of Paris or fluoroaluminosilicate glasses. In this connection, it should be mentioned that Portland cement leaches ions of several types, including calcium ions (predominantly), aluminium ions, silicon ions, manganese ions, magnesium ions, and iron ions.
- CP or DSPP materials may be used in the tools of the invention in the same manner as DSP materials, or the CP or DSPP materials may be applied as, e.g., strips or sheets on surface areas of the tools which will be exposed to maximum stresses.
- Whenever reference is made to DSP materials in the following, it should be understood as also referring to CP or DSPP materials adapted to suit the same purposes.
- In accordance with the present invention, the cement-based casting material for the tool is designed, with respect to its particular composition, in accordance with the requirements associated with the particular use and desired performance of the tool in question.
- In particular in connection with tools which are intended for use under conditions of elevated temperature, it may be of special importance to include bodies or fibers of good heat conductivity, such as metal bodies or metal fibers.
- When designing the material for male and female press tool parts for shaping articles from materials of a substantially plane configuration, one must take into consideration the thickness of the plate or sheet, the yield strength of the plate or sheet material, the rupture strength of the plate or sheet material, and the radius of curvature. The required strength of the material for the male and female tool depends upon these parameters according to an expression which states that the strength of the tool material, divided by the strength of the sheet or panel to be shaped, is proportional to a constant multiplied by the thickness of the sheet or panel material divided by the radius of curvature, the constant being dependent on the direction of the pressure forces and on the friction coefficient between the plate shaped and the male and female tools (the properties in the expression above referring to the conditions prevailing during the shaping operation, i.e., shaping temperature, shaping speed, etc.).
- As will appear from the explanation pertaining to the drawings, there are several methods available for utilizing the unique properties of the new cement-based material for obtaining an accurate tool for producing the desired article:
- A model may be provided either as an authentic model of the article to be shaped, or as a casting in a suitable material, such as glass fiber/polyester.
- 1) The male tool may be cast directly on the model. After hardening, the model is demounted, and the male tool is supplied with a thickness layer corresponding to the thickness of the plates to be pressed. (Typically, wax sheets are used as thickness layers). Thereafter, the female tool is cast over the male tool covered with the thickness layer. After hardening, the female and male tools are separated and the thickness layer is removed (in this technique, only a model of one side of the desired product is used).
- 2) The male part may be cast as explained above under 1). The model remains on the male part during the hardening, and thereafter, the female tool is cast as described under 1), but directly on the model.
- In this technique, a model provided with an exact copy of both faces of the article to be made is used.
- 3) Male and female tool parts are cast simultaneously around the model arranged in a casting box divided into two parts, such as explained in connection with Fig. 10.
- In all of the cases 1) - 3) a releasing agent, such as graphite, is preferably sprayed on the surface of the model prior to casting against it.
- In the tool of the present invention, the material comprising the DSP matrix may be reinforced according to normal reinforcement principles where steel bars and the like may be arranged in configurations suitable for resisting tensile stress. Micro-reinforcement against micro-cracks etc. and local stresses may be obtained by means of various types of fibers, such as the ones mentioned above Such reinforcing fibers need not be uniformly distributed in the matrix, but may in some cases with advantage be concentrated in tool surface parts or other tool parts which are exposed to especially high stresses when the tool is used.
- As mentioned above, the tool of the invention may be reinforced according to normal reinforcement principles. The. character and extent of the reinforcement may be pre-calculated on the basis of considerations rotating to whichever portions or sections of the tool of the invention that will be particularly exposed to stresses. The reinforcement may comprise one or more members of steel or another metal positioned in the tool so that at least one surface part thereof is exposed and forms part of the shaped surface part of the final tool. Such exposed reinforcing metal members are with advantage positioned so as to form protruding edge portions or other protruding parts of the final tool which are excessively stressed during use of the tool.
- The surface part of the reinforcing tool members to be exposed is shaped so as to be exactly complementary to the respective corresponding surface part of the mold. These metal surface parts to be exposed are preferably also finished by grinding and/or polishing. The reinforcing metal members are thereafter placed in the mold, which is partly defined by the model, so that the surface part of the reinforcing members to be exposed are in contact with the corresponding surface part of the model. When the total reinforcing structure has been arranged in the mold, the DSP material is cast as described above.
- One particular feature, however, is that the DSP material will also permit very easy repair or post-strengthening of parts which, during use of the tool, prove to be exposed to too high stresses. For such repair one may, e.g., incorporate DSP material of the particular type, or this may be combined with incorporation of particularly hard bodies such as hard metal or steel bodies or bodies or strips of CP or DSPP material, especially at the sites where the maximum stresses occur during use of the tool.
- While the DSP material used according to the invention shows optimum properties with respect to easy casting to obtain economic tools even for small quantity productions, the material is also optimal with respect to its surface properties. Depending on the quality of the model, the material used according to the invention may obtain a surface like polished metal or smooth plastic, in other words a surface which is ideal for a shaping tool and which minimizes the friction with the article shaped. It was most surprising that these particular surface requirements were found in practice to be fulfilled by a material based on cement. Thus, e.g., the conditions reported in Example 1 permitted drawing of a steel plate of a thickness of 0.9 mm with a radius of curvature of 3 mm without any special measures.
- Due to the ease with which high quality tools of the invention are made, it is contemplated that the present invention will make it possible to enjoy the advantages of shaping by drawing or bending with high performance and exactitude to a much higher extent than hitherto. While high quality, prolonged performance tools for this purpose usually had to be made from steel which made many applications of the technique prohibitively expensive, the tools according to the present invention can be made quickly and cheaply and with even higher fidelity reproduction of the surfaces of the models, thus permitting, e.g., cheap production of spare parts and construction elements for vehicles or other equipment which is not mass-produced on a sufficiently large scale to justify the provision of steel tools. Furthermore, due to the unique surface qualities of the tools of the invention, these advantages may be obtained without any deterioration in the quality of the articles produced.
- Hence, important types of articles made by using the tools of the present invention are articles made from metal sheet or panel materials, e.g., body or hull parts for ships, agricultural machinery, aircraft and other transport or traffic vessels, in particular also body parts for automobiles, and especially repair components corresponding to body parts or sections of body parts for automobiles, such as hoods or fenders or parts thereof, doors or parts thereof, bottom panels or parts thereof, front parts or parts thereof, etc. The sheet or panel materials used for making such articles may suitably be blanks cut from continuos sheet or panel materials by mechanical means, electric means, acoustic means, or electromagnetic means, e.g., cutting, sawing, punching, wire cutting by means of a wire cutting machine, laser cutting, etc.
- Due to the possibility of an economic production of tools of the invention in even large sizes where all the advantages of the reinforcing techniques may be enjoyed, the present invention makes the precision drawing/bending technique available to new fields of application, such as the preparation of large structures for ship hulls, buildings, large containers and parts thereof, reaction vessels, etc. The tools of the invention may be made completely from the new cement-based materials, or they may be made by applying more or less thick surface domains of these materials to other structures showing sufficient strength for the purpose, including old drawing/bending tools made for the shaping of articles which have become obsolete.
- The invention will now be further described with reference to the drawings, wherein
- Figs. 1 and 2 diagrammatically illustrate a method of casting a male tool part,
- Fig. 3 is a diagrammatic sectional view showing the tool part made by the method of Figs. 1 and 2,
- Fig. 4 diagrammatically illustrates casting of a female tool part or die corresponding to the male tool part shown in Fig. 3,
- Figs. 5 and 6 diagrammatically illustrate a pressing or drawing tool comprising a male and a female part in two different operational positions,
- Figs. 7 and 8 are perspective views further illustrating the process of casting a male tool part,
- Fig. 9 is a perspective view of a male tool part cast by the method illustrated in Figs. 7 and 8,
- Fig. 10 is a sectional view of a mold in which cooperating male and female tool parts may be cast simultaneously,
- Figs. 11 and 12 are perspective and partially sectional views of a vacuum shaping mold made by the method according to the invention,
- Figs. 13 and 14 illustrate a method of forming a lower tool part for use in making corrugated plates,
- Fig. 15 is the lower tool part with a perforated, corrugated steel plate being placed thereon, and
- Fig. 16 is a side view and partially a cross sectional view in a completed tool for pressing a corrugated plate made from a fiber cement material.
- Fig. 1 shows
containiner 10 open at the top, which may be made from any sufficiently rigid material, such as, e.g. wood or steel. Amoldable material 11, such as moldable resin, e.g. a moldable composition for making cellular polyurethane or polystyrene, is placed in thecontainer 10 in a plastic condition, and amodel 12 of the articles to be shaped is placed in themoldable composition 11 with its concave surface facing upwards as shown in Fig. 1. When thematerial 11 is hardened, a supportingframe 13 is placed on the upper edge of thecontainer 10 as shown in Fig. 2 so as to define a mold open at the top, the bottom surface of which is the upper surface of themodel 12, with a release layer, such as graphite, applied thereon, if necessary, while the side walls of the mold are constituted by theframe 13. A reinforcingstructure 14, e.g. of steel rods, is provided in theframe 13. A cement-basedDSP casting material 15 of the type identified above is poured into the upwardly open mold, while vibration of the mold, if desired, until the upper surface of the casting material is substantially on level with the upper edge of theframe 13. When the cement-based DSP material has cured, theframe 13 with the resultingmale tool 16 is removed from the mold, as shown in Fig. 3. Themale tool 16 is then covered with alayer 17 of a plastic material, e.g., a wax sheet of a thickness corresponding to the thickness of the plate or sheet material to be shaped by means of the tool. As shown in Fig. 4, aframe 18 with a reinforcingstructure 14 is placed on the upper edge of theframe 13, thereby again providing a open mold open at the top, the bottom surface of the mold being constituted by the wax-covered surface of themale part 16. In the same manner as described above with reference to the male part, afemale part 19 is now cast in this mold. Any edge portion of the casting mold extending outside the model contour is plastered with a suitable material such as wax to a thickness which is preferably greater than the thickness of the blank to be shaped in the final tool assembly. - As illustrated in Figs. 5 and 6, the male and female tool parts are mounted in a press, e.g. a hydraulic press, and a blank 20 is introduced therebetween and is shaped into the configuration of the
model 12 by drawing. In the mold shown in Fig. 10, themodel 12 is suspended between two frames (13 and 18) arranged substantially vertically betweenvertical walls 21, thus establishing a dual mold in which the casting material can be introduced, throughinlets mold chambers model 12. In this case, themodel 12 should conform, with respect to both of its surfaces, with the desired article to be produced. - As shown in Fig. 10 the reinforcing
structure 14 may comprise reinforcing steel members 14a having surface parts placed in contact with themodel 12. These surface parts are shaped so that the inter-engaging surface parts of themodel 12 and the steel members 14a are exactly complementary. The steel members 14a are advantageously connected to the other part of the reinforcingstructure 14 by wires or rods (not shown) which may, for example, be welded to the steel members 14a. In the finished male and female tool parts the exposed surface parts of the steel members 14a will form part of the shaped tool surfaces at locations where the tool parts will be exposed to exceptionally high stresses during use, namely at protruding edge portions of the tool parts. The incorporation of such reinforcing members 14a of steel or another metal at excessively stressed surface areas of the tool parts may result in a substantial prolongation of the useful life of the tool. - Figs. 11 and 12 diagrammatically illustrate vacuum forming of a dish- shaped
article 26 such as a lamp body for an automobile, from a thermoplastic plane sheet orplate 27 by means of a mold or die 28 which may be cast from a cement-based casting material of the type identified above. Themold 28 may be made by casting the cement-based material against the outer surface of a τnodel in the manner described above. Themold 28 has acavity 29 open at the top which may be brought into communication with a vacuum source, not shown, throughsuction passages 30 defined within the bottom wall of themold 28 and through avacuum conduit 31 which is provided with avalve 32. - The thermoplastic sheet or
plate 27 may be clamped between aflange 33 formed at the upper end of themold 28, and a clampingmember 34 which contains electrical heating means 35 to which power may be supplied through acable 36. When thethermoplastic plate 27 has been clamped between theflange 33 and the clampingmember 34 and has been heated by the latter, thecavity 29 may be connected to the vacuum source by opening thevalve 32, whereby the heated thermoplastic plate will be sucked into tight engagement with the inner walls of thecavity 29 so as to form thearticle 26. When the finished article has been sufficiently cooled, it may be removed from the mold. In order to promote cooling of the shaped article themold 28 may be provided with inner passages, not shown, for circulating a cooling medium, such as water. - Figs. 13 and 14 illustrate the production of a
lower tool part 37 of a pressing tool to be used for pressingcorrugated plates 38 made from a fiber cement material. Thetool part 37 is cast from a cement-basedcasting material 15 of the type identified above in a mold formed by abottom part 39 and asurrounding frame part 40. Thebottom part 39 may consist of alower layer 41 made from a moldable material, such as resin, with a corrugated upper surface, and acorrugated steel plate 42 with a shape which is complementary to the upper surface of thelayer 41. A number of closely spaced strips orbands 43 of rubber are affixed to the upper surface of thesteel plate 42 by means of a suitable adhesive, so that the strips extend transversely and preferably at right angles to the direction of the corrugations of theplate 42. - When the rubber strips 43 have been arranged in mutually spaced relationship over the total upper surface of the
steel plate 42, theframe part 40 is placed on top of thebottom part 39 as shown in Fig. 14. Thisframe part 40 is provided with a number ofsuction tubes 44 each extending along a respective corrugation top of the corrugatedsteel plate 42. These suction tubes are supported by means of transversely extending supportingbars 45, the ends of which are fastened to theframe part 40. - The casting
material 15 is now poured into the upwardly open mold, while vibrating of the mold, if desired, until the upper surface of the casting material is substantially on level with the upper edge of theframe part 40. When thematerial 15 has cured, theframe 40 with the resultinglower tool part 37 is removed from thebottom part 39. Thetool part 37 will form a corrugated upper surface with a number of closely spaced, transversely extendinggrooves 46 formed by the rubber strips 43, and these grooves are intended to serve as draining grooves. Therefore, the upper surface of thelower tool part 37 is covered with a perforated,corrugated steel plate 47 with a shape which is complementary to the corrugated shape of the upper surface of thetool part 37 and thesteel plate 47 is preferably covered by a corrugated wire gauze (not shown), for example made from bronze. - Fig. 16 shows a complete pressing tool mounted in a mechanical or hydraulic press. The tool comprises the
lower tool part 37, which may be stationary, and anupper tool part 48, which is fastened to a verticallymovable part 49 of the press. Theupper tool part 48 may be made in a manner similar to that described above in connection with the lower tool part. However, the upper tool part may be made without the transversely extending draininggrooves 46, and the perforated,corrugated steel plate 47 may be replaced by a solidcorrugated steel plate 50. In the lower position of theupper tool part 48, a corrugated closed space is defined between thecorrugated plates panel 38 made from wet fiber cement material is compressed between the upper andlower tool parts panel 38 will be considerably increased while water is exepelled through the perforations of thesteel plate 47 and flows down into the underlying draininggrooves 46, whereupon the water will collect in the lower sections of these grooves positioned in the valleys of the corrugated surface of thelower tool part 37. Therefore, thesuction tubes 44 are connected to these groove sections through connecting bores ortubes 51, and thesuction tubes 44 are connected to a pump or vacuum source, not shown, so that water is sucked out from the cavity defined between the upper and lower tool parts while the fiber cement material is being compressed. - The materials used in this example were as follows:
- Cement: Low alkali sulphate resistant Portland cement.
- Silica dust: Fine spherical SiO2-rich dust. Specific surface (determined by BET technique) about 250,000 cm2/g, corresponding to an average particle diameter of 0.1 µ. Density 2.22 g/cm 3.
- Bauxite: Refractory grade calcined bauxite, 85% A1203, density 3.32 g/cm3, particle size 0 - 4 mm.
- Mighty: A so-called concrete superplasticiser, sodium salt of a highly condensed naphthalene sulphonic acid/formalde- hyde condensate, of which typically more than 70% consist of molecules containing 7 or more naphthalene nuclei. Density about 1.6 g/cm3. Available either as a solid powder or as an aqueous solution (42% by weight of Mighty, 58% by weight of water). (Available under the trademark CemMix@ from Aalborg Portland-Cement-Fabrik, Denmark).
- Steel fibers: Diameter 0.4 mm,
lengths 12 mm and 24 mm, respectively. Cut by means of a blunt tool so that the ends of the fibers show a slight deformation enhancing the anchoring of the cement-based matrix. - Water: Common tap water.
- Preparation of a tool for producing an edge part of a fender for an automobile:
- A cement-based casting material was made from the following composition:Cement, silica dust, Mighty, and bauxite were mixed in a paddle mixer until a uniform mixture was obtained, and the mixture was packed in 25 kg bags. At the tool-making factory, a portion of mixture was mixed with water in the ratio corresponding to the above composition in a 100 liter paddle mixer. The mixing was continued until a fluid to plastic consistency had been obtained (about 10 minutes). The steel fibers were then slowly poured into the mixture in amounts corresponding to the above-stated composition.

- The resulting soft fluid mixture was cast into a mold as shown in Figs. 2-and 8 in which a glass fiber-
epoxy model 12 of the fender part, depth about 5 cm, arranged in polyurethane foam in abox 10 of dimensions of approximately 80 cm by 60 cm, constituted the bottom surface, and in which the reinforcement in theframe 13 consisted of 1 cm steel rods. The mold was vibrated by means of a pneumatic hammer. The mold was filled with the casting material to the highest level possible, up to or just above the edge of thesteel frame 13. Thereafter, the exposed surface of the casting material was covered with plastic film to avoid evaporation of water therefrom. The casting mass was allowed to solidify at room temperature for about 24 hours and was thereafter kept at about 30 - 35°C for about 48 hours. The frame was then turned upside down, and the polyurethane and the glass fiber-epoxy model were removed, thus exposing the surface of the cured cement-bonded material. On the surface of the cured cement-bonded material, a 0.9 mm wax film was placed and adapted to conform exactly to the configuration of the surface. In the same manner as illustrated in Fig. 4, another frame with reinforcing 1 cm steel rods was placed on the male tool part, and the female tool part was cast from the same material as above and in the same manner as above. The curing of the female part was performed in the same manner as described above, without removing it from the male part. - The male and female tool parts were mounted in a 200 tons hydraulic press, and fender parts corresponding to the model were made from blanks of cold-rolled 1403 steel of a thickness of 0.9 mm. The drawing pressure was 50 tons. The compression time was about 30 seconds per blank, but using a faster hydraulic press, it would be possible to obtain compression times of about 2 - 3 seconds. The minimum radius of curvature obtained in this case was 3 mm. In this manner, about 1000 units were shaped without any deterioration of the tool.
- Corrugated plates or panels produced by conventional methods were exposed to a compression treatment by means of a tool of the type shown in Fig. 16. The overall dimensions of the lower tool part were 735 x 1100 x 140 mm. The lower tool part was provided with four
suction tubes 44 with a diameter of 25 mm, while the diameter of the connecting bores 51 were 10 mm. Thetool parts lower tool part 37 was covered by a perforated, corrugated steel plate with a thickness of 2 mm, and the diameter of the perforations were 2 mm, and the mutual spacing of the perforations was about 8 - 10 mm. This perforated steel plate was covered by a corrugated wire gauze made from bronze, and theupper tool part 48 was covered by a non-perforated,corrugated steel plate 50. - Wet corrugated plates or panels made from various fiber cement mixtures were produced in a conventional Magnani-machine. Each of these corrugated fiber cement panels were placed on the wire gauze of the
lower tool part 37 and then compressed between the tool parts for a period of 2 seconds at pressures varying from 34 to 63 kg/cm 2, whereby the specific weight of the plates or panels were increased by 8 - 14%. - Other wet, corrugated fiber cement plates or panels produced by means of a conventional Hatschek-machine was compressed by means of the pressing tool just described. Each fiber cement panel was subjected to a pressure of 100 kg/cm2 for 45 seconds, whereby the specific weight of the panels were increased by 45%. In the latter case, the surface parts of the
lower tool part 37 defined between adjacent draininggrooves 46 were exposed to an average pressure of about 167 kg/cm2. However, the tool part functioned perfectly without any cracking or other deterioration.
and optionally
by mechanically mixing the particles A, the liquid, and the surface active dispersing agent, optionally together with particles B, particles C and/or additional bodies D, until a viscous to plastic mass has been obtained, and thereafter, if necessary or if desired, combining the resulting mass with particles and/or bodies of the type mentioned above (B, C,
Claims (46)
the matrix comprising
optionally additionally comprising, embedded in the matrix,
said particles having a size of 100 lim - 0.1 m,
and optionally
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK4940/80 | 1980-11-19 | ||
| DK494080 | 1980-11-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0052380A2 true EP0052380A2 (en) | 1982-05-26 |
| EP0052380A3 EP0052380A3 (en) | 1982-09-15 |
Family
ID=8138039
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81109785A Withdrawn EP0052380A3 (en) | 1980-11-19 | 1981-11-19 | Tool for shaping articles |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0052380A3 (en) |
| JP (1) | JPH0470097B2 (en) |
| AU (1) | AU7806481A (en) |
| BR (1) | BR8108879A (en) |
| NO (1) | NO822468L (en) |
| WO (1) | WO1982001674A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0341797A1 (en) * | 1988-05-11 | 1989-11-15 | Dsm N.V. | Mould and process for the fabrication thereof |
| FR2635026A1 (en) * | 1988-08-02 | 1990-02-09 | Chausson Usines Sa | Method for the manufacture of tools based on polymer (resin) concrete for forming, especially drawing (stamping), cutting-out and other processes, of workpieces (components) made of metal sheet |
| EP0359601A1 (en) * | 1988-08-02 | 1990-03-21 | Chausson Ingenierie | Process for the manufacture of moulding tools, especially for deep-drawing parts out of sheet metal |
| EP1295692A1 (en) * | 2001-09-20 | 2003-03-26 | Honda Giken Kogyo Kabushiki Kaisha | Method of manufacturing a form made of concrete |
| EP2072205A1 (en) * | 2007-12-17 | 2009-06-24 | Rovalma SA | Method for producing highly mechanically demanded pieces and specially tools from low cost ceramics or polymers |
| DE102014001947A1 (en) * | 2014-02-12 | 2015-08-27 | Audi Ag | Die casting mold and method for its production |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX173495B (en) * | 1981-10-30 | 1994-03-09 | Aalborg Portland Cement | METHOD FOR IMPROVING THE CHARACTERISTICS OF A SURFACE PART OF A MOLDABLE BODY |
| EP0237575A1 (en) * | 1985-09-11 | 1987-09-23 | Denki Kagaku Kogyo Kabushiki Kaisha | Mold assembly |
| SU1609533A1 (en) * | 1989-01-30 | 1990-11-30 | Makazan Yurij S | Die for sheet forming |
| WO2000067973A1 (en) | 1999-05-10 | 2000-11-16 | Giantcode A/S | Composite bodies |
| CN114613559B (en) * | 2022-03-30 | 2024-01-09 | 萍乡华创电气有限公司 | High-strength column insulator and preparation method thereof |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US673822A (en) * | 1900-10-10 | 1901-05-07 | Harlan P Lloyd | Process of manufacturing dies for forming metallic plates. |
| DE578397C (en) * | 1932-06-11 | 1933-06-13 | Ambi Budd Presswerk G M B H | Die for pressing sheet metal or other sheet-like materials |
| GB404998A (en) * | 1932-06-21 | 1934-01-22 | Douglas Anderson | Improvements in machines for working metal by bending, drawing and similar operations |
| US2885913A (en) * | 1956-09-26 | 1959-05-12 | Armstrong Cork Co | Shearing die and method of forming the same |
| GB1084625A (en) * | 1966-02-16 | 1967-09-27 | Ford Motor Co | Method of making a set of die facings for metal pressing operations |
| SE408385B (en) * | 1976-01-28 | 1979-06-11 | Volvo Ab | PROVIDED IN THE MANUFACTURE OF DEEP DRAWING, MOLDING OR SPARKING ELECTRODES AND SIMILAR MATERIALS AND STAMPS OR OTHER DESIGNING TOOL PARTS OR PARTS |
| DE2731612C2 (en) * | 1976-07-22 | 1982-09-16 | Société Européenne des Produits Réfractaires, 92200 Neuilly-sur-Seine | Cement mixes |
| FR2429763A1 (en) * | 1978-06-26 | 1980-01-25 | Produits Refractaires | GAS PERMEABLE REFRACTORY PARTS |
| IE52191B1 (en) * | 1978-11-03 | 1987-08-05 | Aalborg Portland Cement | Shaped article and composite material and method for producing same |
| WO1981000252A1 (en) * | 1979-07-13 | 1981-02-05 | Aalborg Portland Cement | Fiber-reinforced composite materials and shaped articles |
| BR8108596A (en) * | 1980-05-01 | 1982-04-06 | Aalborg Portland Cement | COMPOSITE ARTICLE, COMPOSITE MATERIAL AND PROCESS FOR ITS PRODUCTION |
-
1981
- 1981-11-19 BR BR8108879A patent/BR8108879A/en not_active IP Right Cessation
- 1981-11-19 EP EP81109785A patent/EP0052380A3/en not_active Withdrawn
- 1981-11-19 JP JP56503645A patent/JPH0470097B2/ja not_active Expired - Lifetime
- 1981-11-19 AU AU78064/81A patent/AU7806481A/en not_active Abandoned
- 1981-11-19 WO PCT/DK1981/000103 patent/WO1982001674A1/en active Application Filing
-
1982
- 1982-07-16 NO NO822468A patent/NO822468L/en unknown
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0341797A1 (en) * | 1988-05-11 | 1989-11-15 | Dsm N.V. | Mould and process for the fabrication thereof |
| FR2635026A1 (en) * | 1988-08-02 | 1990-02-09 | Chausson Usines Sa | Method for the manufacture of tools based on polymer (resin) concrete for forming, especially drawing (stamping), cutting-out and other processes, of workpieces (components) made of metal sheet |
| EP0359601A1 (en) * | 1988-08-02 | 1990-03-21 | Chausson Ingenierie | Process for the manufacture of moulding tools, especially for deep-drawing parts out of sheet metal |
| EP1295692A1 (en) * | 2001-09-20 | 2003-03-26 | Honda Giken Kogyo Kabushiki Kaisha | Method of manufacturing a form made of concrete |
| EP2072205A1 (en) * | 2007-12-17 | 2009-06-24 | Rovalma SA | Method for producing highly mechanically demanded pieces and specially tools from low cost ceramics or polymers |
| WO2009077524A3 (en) * | 2007-12-17 | 2009-08-20 | Rovalma Sa | Method for producing highly mechanically demanded pieces and specially tools from low cost ceramics or polymers |
| US8283026B2 (en) | 2007-12-17 | 2012-10-09 | Rovalma, S.A. | Method for producing highly mechanically demanded pieces and specially tools from low cost ceramics or polymers |
| DE102014001947A1 (en) * | 2014-02-12 | 2015-08-27 | Audi Ag | Die casting mold and method for its production |
| DE102014001947B4 (en) * | 2014-02-12 | 2020-07-23 | Audi Ag | Die casting mold |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0052380A3 (en) | 1982-09-15 |
| WO1982001674A1 (en) | 1982-05-27 |
| JPS57501771A (en) | 1982-10-07 |
| NO822468L (en) | 1982-07-16 |
| JPH0470097B2 (en) | 1992-11-10 |
| BR8108879A (en) | 1982-10-13 |
| AU7806481A (en) | 1982-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4923665A (en) | Method of improving characteristics of a moulded body | |
| EP0042935A1 (en) | Shaped article and composite material and method for producing same | |
| US8551239B2 (en) | Composite materials using novel reinforcements | |
| EP0010777B1 (en) | Shaped article and composite material and method for producing same | |
| EP0052380A2 (en) | Tool for shaping articles | |
| US4708626A (en) | Mold assembly | |
| CN112777976A (en) | High-strength concrete plate and forming process thereof | |
| CA1197269A (en) | Shaped article and composite material and method for producing same | |
| US4550127A (en) | Composition and method for forming molded and cast machine parts | |
| CA2238269C (en) | Ceramic polymer composite tool | |
| JPS6391208A (en) | Manufacture of molding tool | |
| JP4249276B2 (en) | Lightweight cellular concrete board with high specific gravity reinforcement and its manufacturing method | |
| DK163298B (en) | SHAPED ARTICLE AND COMPOSITION MATERIAL AND PROCEDURES FOR PRODUCING THEREOF | |
| JP4198889B2 (en) | Manufacturing method of wood cement board | |
| CA2368072A1 (en) | Ceramic polymer composite tool | |
| JPS6186208A (en) | Mold for molding pottery foundation and manufacture thereof | |
| JPH0577221A (en) | Production of roof tile | |
| JPH0740447A (en) | Inorganic composite molded article for building material and method for producing the same | |
| NO166634B (en) | SHAPED GOODS AND MIXTURE AND PROCEDURE FOR PREPARING THE SAME. | |
| Olson | Modeled Portland cement sculpture | |
| JPH03137047A (en) | Manufacture of high strength calcium silicate formed body | |
| JPH0835326A (en) | Concrete formwork panel | |
| JPH01203253A (en) | Production of cement product | |
| JPS5830261B2 (en) | Method for manufacturing non-combustible lightweight composite material with embossing | |
| JPH0752316A (en) | Inorganic composite molded article for building material and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| TCAT | At: translation of patent claims filed | ||
| ITCL | It: translation for ep claims filed |
Representative=s name: JACOBACCI CASETTA & PERANI S.P.A. |
|
| TCNL | Nl: translation of patent claims filed | ||
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| DET | De: translation of patent claims | ||
| 17P | Request for examination filed |
Effective date: 19830307 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19850603 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: ANDERSEN, ARNE Inventor name: LARSEN, NIELS JOERGEN |