EP0045547A2 - Method of fabricating an electron gun electrode member for a cathode-ray tube and cathode ray tube comprising an electron gun electrode member fabricated by this method - Google Patents
Method of fabricating an electron gun electrode member for a cathode-ray tube and cathode ray tube comprising an electron gun electrode member fabricated by this method Download PDFInfo
- Publication number
- EP0045547A2 EP0045547A2 EP81200833A EP81200833A EP0045547A2 EP 0045547 A2 EP0045547 A2 EP 0045547A2 EP 81200833 A EP81200833 A EP 81200833A EP 81200833 A EP81200833 A EP 81200833A EP 0045547 A2 EP0045547 A2 EP 0045547A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- recess
- electron gun
- depression
- electrode member
- coining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 17
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 238000007493 shaping process Methods 0.000 claims abstract description 43
- 239000000463 material Substances 0.000 claims description 19
- 238000010894 electron beam technology Methods 0.000 claims description 10
- 239000007772 electrode material Substances 0.000 claims description 9
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 230000001737 promoting effect Effects 0.000 claims description 4
- 230000000694 effects Effects 0.000 description 4
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 2
- 230000001846 repelling effect Effects 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 238000010420 art technique Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000002939 deleterious effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 230000037390 scarring Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/02—Manufacture of electrodes or electrode systems
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J29/00—Details of cathode-ray tubes or of electron-beam tubes of the types covered by group H01J31/00
- H01J29/46—Arrangements of electrodes and associated parts for generating or controlling the ray or beam, e.g. electron-optical arrangement
- H01J29/48—Electron guns
- H01J29/488—Schematic arrangements of the electrodes for beam forming; Place and form of the elecrodes
Definitions
- the invention relates to a method of fabricating a cathode-ray tube comprising in an evacuated envelope an electron gun to generate an electron beam and a target for receiving said electron beam, the electron gun including a cathode and at least two grid electrodes, a discretely configurated beam shaping region being fabricated in at least one of the grid electrodes, said region having a one-piece effectual portion evidencing upper and lower surfaces defining a material thickness therebetween.
- Such cathode-ray tubes are used to display, for example, television pictures or are used in an oscilloscope.
- the target is a display screen having a phosphor layer, for example, in a black-and-white display tube or in an oscilloscope tube, or having a pattern of phosphor elements luminescing in different colours in a colour display tube.
- Such a tube may also be used as a camera tube.
- the target is a photosensitive layer, for example, a photoconductive layer.
- the spot formed when the electron beam impinges on the target must have predetermined, generally small, dimensions and the haze surrounding the target should be minimum.
- Some beam shaping electrodes have been manufactured as two-piece structures in an effort to achieve the desired beam forming characteristics.
- the article "30AX Self-aligning 110° in-line color TV display" in IEEE Transactions on Consumers Electronics, Vol. CE-24 No. 3, August 1978, pp. 481-487 discloses beam shaping electrodes constructed of two superimposed rectangularly slotted elements affixed in orthogonal relationship to provide a substantially square aperture therethrough. Through these slots the first grid electrode, in cooperation with the cathode, forms a first electrostatic quadrupole lens field and, in cooperation with the second grid electrode, forms a second electrostatic quadrupole lens field rotated 90° with respect to the first electrostatic quadrupole lens field.
- the electron beam is focused in two focal lines by said lens fields so that the mutual repelling of the electrons (space charge repelling) becomes less than in the case of one concentrated stigmatic cross-over.
- space charge repelling space charge repelling
- Another object of the invention is to provide a method of fabricating a one-piece beam shaping electron gun electrode that evidences improved beam forming properties.
- such a method comprises the steps of coining an elongated recess inward from said upper surface; coining a depression inward from said lower surface in opposed orientation to said recess coining to expedite a flow of electrode material to the upper coining region, thereby promoting the formation of a substantially sharp perimetrical edge in at least the central region of said recess shaping; and forming an aperture through the residual electrode material intermediate the bottoms of said coined recess and said coined depression to complete said beam shaping configuration.
- the electrode fabrication procedure utilizing the aforementioned opposed coining makes the electrode material flow in a manner to assure the formation of a beneficially sharp perimetrical edge at least partially about the upper surface related recess.
- This sharp edge perimeter in the region of the aperture, markedly augments the beam-shaping properties of the configuration, thereby promoting an improved lensing effect which beneficially modifies the cross-sectional shaping of the beam in the desired manner.
- the electrode is also comparatively thin in the region of the aperture.
- FIG. 1 the essentials of a plural in-line beam color cathode ray tube construction 11 are shown.
- the encompassing envelope is comprised, of an integration of neck 13, funnel 15 and face panel 17 portions.
- a patterned cathodoluminescent screen 19 of color-emitting phosphor areas is disposed on the interior surface of the viewing panel 17 as an array of definitive stripes or dots, in keeping with the state of the art.
- a multiple apertured structure 21, in this instance a shadowmask, is spatially related to the patterned screen; such being located within the panel by conventional means, not shown.
- an electron gun assembly 23 Positioned within the neck portion 13 of the envelope is an electron gun assembly 23 comprised of several related electron guns, each of which produces a respective electron beam 25, 27 and 29. While not shown, each of these individual guns includes a cathode and a plurality of sequentially arranged cooperating electrode elements which are formed and spaced to provide the source, formation, acceleration and focusing of the respective electron beam in a manner to properly impinge the screen 19.
- a deflection yoke 31 Positioned externally of the tube 11 is a deflection yoke 31 which deflects the beams in a determined manner to provide an image display raster upon the screen.
- FIG. 2 there is shown an exemplary enlarged sectional view of the rear beam forming region of one of the electron guns of the-gun assembly 23.
- This shown portion of the gun structure includes a thermionic cathode structure 35 having external electron emissive material 37 terminally disposed thereon, such being activated by an internally positioned heating element 39.
- a first or control grid electrode (G1) 41 Positioned adjacent thereto is a first or control grid electrode (G1) 41 having a one-piece effectual portion 43 transversely oriented to the path of the beam bundle of electrons 45.
- This effectual portion evidences an upper surface 47 and a lower surface 49, such defining a material thickness "T" therebetween.
- the shown effectual portion 43 of the control electrode 41 may be an element of several electrode constructions.
- it can be the bottom part of an individual cup-shaped (G1) member, or a substantially planar dish-shaped portion of an integrated (G1) assembly utilizing a common grid plane for a plurality of guns.
- the invention relates to the improved beam shaping region regardless of the over-all construction of the electrode.
- the improved beam shaping region 51 Formed in the electrode effectual portion 41 of the control electrode is the improved beam shaping region 51, which, in conjunction with the spatially related apertured second or screen grid electrode (G2) 53 in an operating gun, provides an initial beam lensing influence in the inter-electrode spacing 54 therebetween.
- the contoured configuration of the (G1) beam shaping region 51, adjacent the aperture 55 therethrough, and the related apertured effectual portion 57 of the second (G2) electrode, together influence shaping of the array of equipotential lines of force constituting the lensing in a manner to beneficially modify the shaping of the beam bundle of electrons 45 passing therethrough.
- the improved configurated beam shaping region in the control electrode 41 has an elongated recess 59 formed, as by coining, inward from the upper surface 47 thereof.
- the term "coining” as used herein refers to the deformation of material by applied pressure, whether or not the deformed material is contained in a die cavity.
- This recess which is free of surface imperfections, has a defined width "W", length "L” and depth “D", and as exemplarily shown, is substantially rectangular in shape.
- W width
- L length
- D depth
- This recess which is free of surface imperfections, has a defined width "W”, length "L” and depth "D”, and as exemplarily shown, is substantially rectangular in shape.
- the desired lensing effects may require a more ovate modified shaping.
- this recess evidences a substantially sharp perimetrical edge 61 at least partially thereabout. This is usually difficult to achieve in a stamping or coining operation per se since such pressure techniques tend to form a slightly rolled or radiused
- a depression 63 is formed, as by coining, inward from the lower surface 49 of the control electrode 41 in opposed orientation to the upper surface-related recess 59.
- These upper and lower related coining operations produce a beneficial flow of electrode material.
- This lower surface depression is exenplarily shown as being circular in shape, but it too, may be of a modified ovate shaping. Its diameter or longest lateral dimension "B" should be sufficient to provide a flow of material to at least the central perimetrical region of the related recess 59.
- the residual electrode material 64 intermediate the bottom 65 of the recess and the bottom 67 of the depression evidences a thickness "t".
- the depth "D" of the recess 59 does not exceed the thickness "t" of the residual material, and the depth “d” of the depression 63 is less than the thickness "t” of the residual material.
- the depression 63 is dimensioned to accommodate positioning of the cathode 35 in close spatial relationship with the bottom surface of the control (G1) electrode. Such accommodation tends to effect a degree of shielding for the emissive surface of the cathode.
- An aperture 55 is formed through the residual material 64 in symmetrical relationship with the recess 59 and the depression 63 to complete the improved configurated beam shaping region 51.
- This aperture is exemplarily shown as being circular in shaping, but such is not to be considered limiting. Regardless of its shaping, its width or diametrical dimension "A”, is slightly less than the width dimension "W" of the recess.
- Such dimensional relationship allows a clean aperture to be formed through the residual material 64 without damaging the sharp perimetrical edge 61 of the recess or scarring the sidewalls thereof.
- Fig. 5 wherein there is shown a grid blank for the control (G1) electrode 41.
- the effectual portion is defined by the perimeter 69, in this instance circular, with the upper surface 47 and the lower surface 49 thereof defining a given thickness therebetween.
- This blank is positioned in a tooling arrangement 71 as shown in Fig. 6. With the blank resting on a bottom anvil member, 72 a top forming die, 73, having a defined projection 75, is pressured against an appropriate part of the upper surface of the electrode blank 41 in a manner to coin the substantially rectangular recess 59 therein.
- a movable coining die 77 contained for sliding operation within anvil member 72, is pressured against the lower surface 49 of the blank to coin the substantially circular depression 63 in the lower surface thereof.
- the resultant flow of material effected by the coining of the depression forces some of the flow material to the top forming die to fill in the inherently round edge about the recess 59, thereby promoting the formation of the substantially sharp perimetrical edge 61 about at least the central portion thereof.
- the beam aperture 55 is thence provided in the coined region, being oriented as heretofore described. Thus, the forming of the configurated beam shaping region is completed.
- the electron gun electrode structure of cathode ray tube fabricated by the method according to the invention incorporates the forming of a discretely configurated beam shaping region which contributes to improved lensing influencing the initial shaping of the beam.
- the economical and expeditious double coined fabrication procedure assures the achievement of the beneficially sharp perimetrical edge in at least the critical region of the recess portion of the configuration.
- the one-piece electrode structure reduces manufacturing costs, and overcomes further disadvantages of the two-piece structures of the prior art by eliminating the inaccuracies of multiple piece assembly and the possible presence of weld burrs on critical surfaces.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Electrodes For Cathode-Ray Tubes (AREA)
- Microwave Tubes (AREA)
- Cathode-Ray Tubes And Fluorescent Screens For Display (AREA)
Abstract
Description
- The invention relates to a method of fabricating a cathode-ray tube comprising in an evacuated envelope an electron gun to generate an electron beam and a target for receiving said electron beam, the electron gun including a cathode and at least two grid electrodes, a discretely configurated beam shaping region being fabricated in at least one of the grid electrodes, said region having a one-piece effectual portion evidencing upper and lower surfaces defining a material thickness therebetween.
- Such cathode-ray tubes are used to display, for example, television pictures or are used in an oscilloscope. In such cases the target is a display screen having a phosphor layer, for example, in a black-and-white display tube or in an oscilloscope tube, or having a pattern of phosphor elements luminescing in different colours in a colour display tube.
- Such a tube may also be used as a camera tube. In that case the target is a photosensitive layer, for example, a photoconductive layer.
- In all applications the spot formed when the electron beam impinges on the target must have predetermined, generally small, dimensions and the haze surrounding the target should be minimum.
- Such a method is disclosed in the published Netherlands Patent Application 77 12 942 (PHN 8960). In the first grid electrode of the electron gun of the cathode ray tube described in said specification an aperture and a V-shaped or U-shaped groove is provided. This first electrode with groove constitutes, in cooperation with the second grid, a non-rotationally symmetrical electron lens, this asymmetry becoming manifest mainly as a quadrupole lens action focusing the electron beam in two focal lines instead of one concentrated stigmatic cross-over (waist). To permit such grooves to be made, a conparatively thick plate material has to be used.
- Some beam shaping electrodes have been manufactured as two-piece structures in an effort to achieve the desired beam forming characteristics. For exanple, the article "30AX Self-aligning 110° in-line color TV display" in IEEE Transactions on Consumers Electronics, Vol. CE-24 No. 3, August 1978, pp. 481-487 discloses beam shaping electrodes constructed of two superimposed rectangularly slotted elements affixed in orthogonal relationship to provide a substantially square aperture therethrough. Through these slots the first grid electrode, in cooperation with the cathode, forms a first electrostatic quadrupole lens field and, in cooperation with the second grid electrode, forms a second electrostatic quadrupole lens field rotated 90° with respect to the first electrostatic quadrupole lens field. The electron beam is focused in two focal lines by said lens fields so that the mutual repelling of the electrons (space charge repelling) becomes less than in the case of one concentrated stigmatic cross-over. In fabrication, it is difficult to keep proper alignment between the two slots, and the affixural welding can produce surface imperfections which are deleterious to the forming of the desired beam shaping lensing.
- Generally speaking, the use of beam shaping electrodes in electron guns to beneficially modify the lensing of the beams is known in the art. Discrete beam shapings minimize deflected spot distortion, such being especially true when self converging yokes are employed with in-line gun tubes. Electrodes with beam shaping properties provide a lensing field of equipotential lines of force to form the bundle of moving electrons into a beam of desired cross-sectional shaping. Exemplary art is also evidenced in U.S. Patent Nos. 3,852,608, 3,866,081 and 4,143,293. Such prior art techniques are complicated and expensive to fabricate.
- Attention is also directed to three previously and concurrently filed U.S. patent applications which are assigned to the assignee of the present invention. These applications are S.N. 94,405, 94,409 and 94,515, all of which were filed November 15, 1979. The respective disclosures in these'applications relate to the field of the present invention, but differ markedly therefrom.
- It is therefore an object of this invention to reduce and obviate the aforementioned disadvantages and to provide a method of facilely fabricating a cathode ray tube comprising an improved discretely configurated beam shaping region in a grid electrode.
- Another object of the invention is to provide a method of fabricating a one-piece beam shaping electron gun electrode that evidences improved beam forming properties.
- According to the invention such a method is characterized in that said method comprises the steps of coining an elongated recess inward from said upper surface; coining a depression inward from said lower surface in opposed orientation to said recess coining to expedite a flow of electrode material to the upper coining region, thereby promoting the formation of a substantially sharp perimetrical edge in at least the central region of said recess shaping; and forming an aperture through the residual electrode material intermediate the bottoms of said coined recess and said coined depression to complete said beam shaping configuration.
- The electrode fabrication procedure utilizing the aforementioned opposed coining makes the electrode material flow in a manner to assure the formation of a beneficially sharp perimetrical edge at least partially about the upper surface related recess. This sharp edge perimeter, in the region of the aperture, markedly augments the beam-shaping properties of the configuration, thereby promoting an improved lensing effect which beneficially modifies the cross-sectional shaping of the beam in the desired manner.
- Moreover, the electrode is also comparatively thin in the region of the aperture.
-
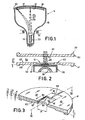
- Fig. 1 is a cross-sectional view of a cathode-ray tube fabricated according to the invention;
- Fig. 2 is an enlarged sectional view of a portion of an electron gun showing the initial beam shaping region thereof;
- Fig. 3 is a sectional perspective view of the improved beam shaping electrode;
- Fig. 4 is a plan view of the same, taken along the line 4-4 of Fig. 3;
- Fig. 5 is a sectional view of the electrode blank prior to imparting beam shaping properties thereto; and
- Fig. 6 is a sectional perspective view illustrating fabrication of the electrode.
- For a better understanding of the present invention together with other and further objects, advantages and capabilities thereof, reference is made to the following disclosure and appended claims taken in conjunction with the aforedescribed drawings.
- For purposes of illustration, a color cathode ray tube employing an apertured mask and an in-line plural gun electron generating assembly will be initially described in this specification as an exemplary setting for the invention. It is understood that such is not to be considered limiting to the concept of the invention.
- With particular reference to Fig. 1, the essentials of a plural in-line beam color cathode
ray tube construction 11 are shown. The encompassing envelope is comprised, of an integration ofneck 13,funnel 15 andface panel 17 portions. A patternedcathodoluminescent screen 19 of color-emitting phosphor areas is disposed on the interior surface of theviewing panel 17 as an array of definitive stripes or dots, in keeping with the state of the art. Amultiple apertured structure 21, in this instance a shadowmask, is spatially related to the patterned screen; such being located within the panel by conventional means, not shown. - Positioned within the
neck portion 13 of the envelope is anelectron gun assembly 23 comprised of several related electron guns, each of which produces arespective electron beam screen 19. - Positioned externally of the
tube 11 is a deflection yoke 31 which deflects the beams in a determined manner to provide an image display raster upon the screen. With the acceptance in the art of self- converging deflection yokes, a need has arisen for improved edge-of-screen focus 33. Thus, an improvement in the beam forming region of each electron gun is of important significance. - In referring to Figs. 2, 3 and 4, there is shown an exemplary enlarged sectional view of the rear beam forming region of one of the electron guns of the-
gun assembly 23. This shown portion of the gun structure includes athermionic cathode structure 35 having external electronemissive material 37 terminally disposed thereon, such being activated by an internally positionedheating element 39. Positioned adjacent thereto is a first or control grid electrode (G1) 41 having a one-pieceeffectual portion 43 transversely oriented to the path of the beam bundle ofelectrons 45. This effectual portion evidences anupper surface 47 and alower surface 49, such defining a material thickness "T" therebetween. The showneffectual portion 43 of thecontrol electrode 41 may be an element of several electrode constructions. For example, it can be the bottom part of an individual cup-shaped (G1) member, or a substantially planar dish-shaped portion of an integrated (G1) assembly utilizing a common grid plane for a plurality of guns. The invention relates to the improved beam shaping region regardless of the over-all construction of the electrode. - Formed in the electrode
effectual portion 41 of the control electrode is the improvedbeam shaping region 51, which, in conjunction with the spatially related apertured second or screen grid electrode (G2) 53 in an operating gun, provides an initial beam lensing influence in theinter-electrode spacing 54 therebetween. The contoured configuration of the (G1)beam shaping region 51, adjacent theaperture 55 therethrough, and the related aperturedeffectual portion 57 of the second (G2) electrode, together influence shaping of the array of equipotential lines of force constituting the lensing in a manner to beneficially modify the shaping of the beam bundle ofelectrons 45 passing therethrough. - In greater detail, the improved configurated beam shaping region in the
control electrode 41 has anelongated recess 59 formed, as by coining, inward from theupper surface 47 thereof. The term "coining" as used herein refers to the deformation of material by applied pressure, whether or not the deformed material is contained in a die cavity. This recess, which is free of surface imperfections, has a defined width "W", length "L" and depth "D", and as exemplarily shown, is substantially rectangular in shape. There may be occasions when the desired lensing effects may require a more ovate modified shaping. It is an important lens forming consideration that this recess evidences a substantially sharpperimetrical edge 61 at least partially thereabout. This is usually difficult to achieve in a stamping or coining operation per se since such pressure techniques tend to form a slightly rolled or radiused edge. - To achieve the desired
sharp edge 61 about at least the central region of therecess 59, adepression 63 is formed, as by coining, inward from thelower surface 49 of thecontrol electrode 41 in opposed orientation to the upper surface-related recess 59. These upper and lower related coining operations produce a beneficial flow of electrode material. This lower surface depression is exenplarily shown as being circular in shape, but it too, may be of a modified ovate shaping. Its diameter or longest lateral dimension "B" should be sufficient to provide a flow of material to at least the central perimetrical region of therelated recess 59. Theresidual electrode material 64 intermediate the bottom 65 of the recess and the bottom 67 of the depression evidences a thickness "t". In one example of structural relationships, the depth "D" of therecess 59 does not exceed the thickness "t" of the residual material, and the depth "d" of thedepression 63 is less than the thickness "t" of the residual material. As shown in Fig. 2, thedepression 63 is dimensioned to accommodate positioning of thecathode 35 in close spatial relationship with the bottom surface of the control (G1) electrode. Such accommodation tends to effect a degree of shielding for the emissive surface of the cathode. - An
aperture 55 is formed through theresidual material 64 in symmetrical relationship with therecess 59 and thedepression 63 to complete the improved configuratedbeam shaping region 51. This aperture is exemplarily shown as being circular in shaping, but such is not to be considered limiting. Regardless of its shaping, its width or diametrical dimension "A", is slightly less than the width dimension "W" of the recess. Such dimensional relationship, as shown in Figs. 3 and 4, allows a clean aperture to be formed through theresidual material 64 without damaging the sharpperimetrical edge 61 of the recess or scarring the sidewalls thereof. - Regarding fabrication of the beam shaping configuration of the electrode, reference is directed to Fig. 5 wherein there is shown a grid blank for the control (G1)
electrode 41. The effectual portion is defined by theperimeter 69, in this instance circular, with theupper surface 47 and thelower surface 49 thereof defining a given thickness therebetween. This blank is positioned in atooling arrangement 71 as shown in Fig. 6. With the blank resting on a bottom anvil member, 72 a top forming die, 73, having a definedprojection 75, is pressured against an appropriate part of the upper surface of the electrode blank 41 in a manner to coin the substantiallyrectangular recess 59 therein. Preferably simultaneously, a movable coining die 77, contained for sliding operation withinanvil member 72, is pressured against thelower surface 49 of the blank to coin the substantiallycircular depression 63 in the lower surface thereof. The resultant flow of material effected by the coining of the depression, forces some of the flow material to the top forming die to fill in the inherently round edge about therecess 59, thereby promoting the formation of the substantially sharpperimetrical edge 61 about at least the central portion thereof. This is an important fabrication consideration, since the sharp edge of the recess, particularly in the region of the aperture, subsequently effects a beneficial improvement in the beam shaping lensing. - The
beam aperture 55 is thence provided in the coined region, being oriented as heretofore described. Thus, the forming of the configurated beam shaping region is completed. - Utilization of the aforedescribed double-coining fabrication procedure and the resultant improved electrode structure formed thereby obviate many of the disadvantages evidences in the prior art.
- The electron gun electrode structure of cathode ray tube fabricated by the method according to the invention incorporates the forming of a discretely configurated beam shaping region which contributes to improved lensing influencing the initial shaping of the beam. The economical and expeditious double coined fabrication procedure assures the achievement of the beneficially sharp perimetrical edge in at least the critical region of the recess portion of the configuration. The one-piece electrode structure reduces manufacturing costs, and overcomes further disadvantages of the two-piece structures of the prior art by eliminating the inaccuracies of multiple piece assembly and the possible presence of weld burrs on critical surfaces.
Claims (11)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17516580A | 1980-08-04 | 1980-08-04 | |
| US175165 | 1980-08-04 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0045547A2 true EP0045547A2 (en) | 1982-02-10 |
| EP0045547A3 EP0045547A3 (en) | 1982-06-23 |
| EP0045547B1 EP0045547B1 (en) | 1984-09-26 |
Family
ID=22639203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81200833A Expired EP0045547B1 (en) | 1980-08-04 | 1981-07-21 | Method of fabricating an electron gun electrode member for a cathode-ray tube and cathode ray tube comprising an electron gun electrode member fabricated by this method |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0045547B1 (en) |
| JP (1) | JPS5763746A (en) |
| CA (1) | CA1184234A (en) |
| DE (1) | DE3166330D1 (en) |
| ES (1) | ES8204880A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2530378A1 (en) * | 1982-07-19 | 1984-01-20 | Rca Corp | Grid electrode for triple electron beam generator |
| FR2547953A1 (en) * | 1983-06-27 | 1984-12-28 | Rca Corp | CATHODE RAY TUBE HAVING AN ELECTRONIC GUN HAVING AN ASTIGMATIC BEAM FORMING REGION |
| EP0247470A2 (en) * | 1986-05-23 | 1987-12-02 | Nokia (Deutschland) GmbH | Electron beam generating device |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2672502B2 (en) * | 1987-01-26 | 1997-11-05 | 株式会社日立製作所 | Method for manufacturing electrode for color cathode ray tube electron gun |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2935636A (en) * | 1955-10-31 | 1960-05-03 | Rca Corp | Electron gun structure |
| US2971108A (en) * | 1958-09-26 | 1961-02-07 | Sylvania Electric Prod | Electron discharge device |
| US3628077A (en) * | 1970-02-26 | 1971-12-14 | Sylvania Electric Prod | Electron gun having concave coined grid and annular rib |
| US4071932A (en) * | 1976-10-28 | 1978-02-07 | Standaart Adrian W | Method of making electron guns for cathode ray tubes and the like |
| DE3018569A1 (en) * | 1979-05-18 | 1980-11-27 | Hitachi Ltd | ELECTRODE OF A COLORED TUBE ELECTRONIC SPIN, AND METHOD FOR THE PRODUCTION THEREOF |
-
1981
- 1981-07-21 DE DE8181200833T patent/DE3166330D1/en not_active Expired
- 1981-07-21 EP EP81200833A patent/EP0045547B1/en not_active Expired
- 1981-07-29 CA CA000382787A patent/CA1184234A/en not_active Expired
- 1981-07-31 ES ES504476A patent/ES8204880A1/en not_active Expired
- 1981-08-01 JP JP12003581A patent/JPS5763746A/en active Granted
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2935636A (en) * | 1955-10-31 | 1960-05-03 | Rca Corp | Electron gun structure |
| US2971108A (en) * | 1958-09-26 | 1961-02-07 | Sylvania Electric Prod | Electron discharge device |
| US3628077A (en) * | 1970-02-26 | 1971-12-14 | Sylvania Electric Prod | Electron gun having concave coined grid and annular rib |
| US4071932A (en) * | 1976-10-28 | 1978-02-07 | Standaart Adrian W | Method of making electron guns for cathode ray tubes and the like |
| DE3018569A1 (en) * | 1979-05-18 | 1980-11-27 | Hitachi Ltd | ELECTRODE OF A COLORED TUBE ELECTRONIC SPIN, AND METHOD FOR THE PRODUCTION THEREOF |
| GB2052845A (en) * | 1979-05-18 | 1981-01-28 | Hitachi Ltd | Electrode for a colour crt electron gun |
Non-Patent Citations (1)
| Title |
|---|
| "30 AX self-aligning 110 grad in line colour TV Display", in IEEE Trans. on Cons. Elec., vol. CE24 no. 3, pp. 481-487 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2530378A1 (en) * | 1982-07-19 | 1984-01-20 | Rca Corp | Grid electrode for triple electron beam generator |
| FR2547953A1 (en) * | 1983-06-27 | 1984-12-28 | Rca Corp | CATHODE RAY TUBE HAVING AN ELECTRONIC GUN HAVING AN ASTIGMATIC BEAM FORMING REGION |
| EP0247470A2 (en) * | 1986-05-23 | 1987-12-02 | Nokia (Deutschland) GmbH | Electron beam generating device |
| EP0247470A3 (en) * | 1986-05-23 | 1989-04-19 | Nokia Graetz Gesellschaft Mit Beschrankter Haftung | Electron beam generating device |
| US4891549A (en) * | 1986-05-23 | 1990-01-02 | Nokia Graetz | Electron gun system |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0312417B2 (en) | 1991-02-20 |
| ES504476A0 (en) | 1982-05-01 |
| ES8204880A1 (en) | 1982-05-01 |
| DE3166330D1 (en) | 1984-10-31 |
| JPS5763746A (en) | 1982-04-17 |
| EP0045547A3 (en) | 1982-06-23 |
| CA1184234A (en) | 1985-03-19 |
| EP0045547B1 (en) | 1984-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4242613A (en) | CRT Control grid having orthogonal openings on opposite sides | |
| US4814670A (en) | Cathode ray tube apparatus having focusing grids with horizontally and vertically oblong through holes | |
| US4629933A (en) | Cathode-ray tube having an electron gun with an astigmatic focusing grid | |
| US5404071A (en) | Dynamic focusing electron gun | |
| EP0111872A1 (en) | Cathode ray tube apparatus | |
| US4358703A (en) | Cathode-ray tube | |
| EP0103916A1 (en) | Colour display tube | |
| US4049991A (en) | Longitudinal rib embossment in tri-apertured, substantially planar electrode | |
| US4628224A (en) | Beam shaping CRT electrode | |
| EP0899768A2 (en) | Color cathode-ray tube electron gun | |
| EP0045547B1 (en) | Method of fabricating an electron gun electrode member for a cathode-ray tube and cathode ray tube comprising an electron gun electrode member fabricated by this method | |
| CA1212143A (en) | Color picture tube having an improved inline electron gun | |
| US5532547A (en) | Electron gun for a color cathode-ray tube | |
| US4374341A (en) | Beam focusing means in a unitized tri-potential CRT electron gun assembly | |
| US4374342A (en) | Focusing means in a unitized bi-potential CRT electron gun assembly | |
| US4990822A (en) | Focusing electrode assembly for a color cathode ray tube electron gun | |
| US2806163A (en) | Triple gun for color television | |
| US5864203A (en) | Dynamic focusing electron gun | |
| JPH0136223B2 (en) | ||
| US4645469A (en) | Beam shaping CRT electrode and method of fabricating same | |
| US6353281B2 (en) | Cathode ray tube | |
| US4409513A (en) | Electrode for an electron gun | |
| US6617778B2 (en) | Electron gun assembly for a color cathode ray tube | |
| US4288718A (en) | Means and method for beam spot distortion compensation in TV picture tubes | |
| US4546287A (en) | Cathode ray tube focusing electrode shielding means |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19820618 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 3166330 Country of ref document: DE Date of ref document: 19841031 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19930630 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19930728 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930930 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19940721 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19950331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19950401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |