-
Die vorliegende Erfindung betrifft ein Verfahren zur Herstellung eines Bremssattels mit einem integrierten strömungsoptimierten Kühlkanal sowie einen Bremssattel mit einem integrierten strömungsoptimierten Kühlkanal zur Aufnahme von Bremskolben und Bremsbelägen.
-
Ein solches Verfahren und ein solcher Bremssattel sind aus der
GB 2 555 578 A bekannt.
-
Insbesondere für Sportwagen sind fahrdynamische Eigenschaften, wie ein geringes Fahrzeuggewicht und eine hohe und dauerhaft gleichbleibende Bremsleistung von großer Bedeutung. Um dies zu gewährleisten, müssen vor allem die bei einem Bremsvorgang beteiligten Bremssättel entsprechend ausgestaltet sein.
-
Verfahren zur Herstellung von Bremssätteln sind aus dem Stand der Technik bekannt. So werden Bremssättel häufig durch aufwändige spanende Fertigungsverfahren hergestellt und können dabei nur teilweise in einer leichtbaugünstigen Gestalt erhalten werden. Nach der Fertigung der Grundstruktur wird in den aus dem Stand der Technik bekannten Verfahren zur Herstellung von Bremssätteln, die Integration von Kühlkanälen vorgenommen, die ebenfalls durch spanende Bearbeitungen oder dergleichen erfolgt und die Einführung vieler linearer Bohrungen umfasst. Weiterhin gehört der Wikipedia-Eintrag vom 21.04.2018 (abgerufen am 27.10.2023) zum Thema Topologieoptimierung zum Stand der Technik.
-
Nachteilig an den genannten Verfahren aus dem Stand der Technik ist insbesondere, dass aufgrund der gestalterischen Einschränkungen dieser Fertigungsverfahren der erwünschte Leichtbaugrad nicht vollständig ausgeschöpft werden kann. Ferner können die mittels der bekannten Verfahren eingeführten Leitungssysteme aufgrund der gestalterischen Einschränkungen nur Teilbereiche eines Bremssattels kühlen. Vor allem eine großflächige Umströmung der kolbennahen Bremssattelbereiche und damit eine effiziente Wärmeabführung ist nicht bzw. nur in sehr eingeschränktem Maße möglich.
-
Es ist daher die Aufgabe der vorliegenden Erfindung, die voranstehend beschriebenen Nachteile zumindest teilweise zu beheben, insbesondere ist es die Aufgabe der vorliegenden Erfindung, ein Verfahren zur Herstellung eines Bremssattels sowie einen Bremssattel zur Verfügung zu stellen, der auf einfache Art und Weise bei minimalem Gewicht eine maximale Wärmeabführung sowie eine maximale Festigkeit und Steifigkeit gewährleistet.
-
Die voranstehende Aufgabe wird gelöst durch ein Verfahren mit den Merkmalen des Anspruchs 1 sowie einen Bremssattel gemäß Anspruch 6. Weitere Merkmale und Details ergeben sich aus den Unteransprüchen, der Beschreibung und den Zeichnungen. Technische Merkmale, die zu dem erfindungsgemäßen Verfahren offenbart werden, gelten dabei auch in Verbindung mit dem erfindungsgemäßen Bremssattel und umgekehrt, sodass bezüglich der Offenbarung zu den einzelnen Erfindungsaspekten stets wechselseitig Bezug genommen wird bzw. werden kann. Zweckmäßige Ausgestaltungen der Erfindung sind in den abhängigen Ansprüchen ausgeführt.
-
Das erfindungsgemäße Verfahren zur Herstellung eines Bremssattels mit einem strömungsoptimierten, integrierten Kühlkanal zur Steigerung einer Dauerbremsleistung zeichnet sich gegenständlich dadurch aus, dass zur Herstellung ein generatives Fertigungsverfahren in Kombination mit einer numerischen Topologieoptimierung verwendet wird.
-
Hierbei ist insbesondere vorgesehen, dass das gegenständliche Verfahren zumindest teilweise automatisiert, insbesondere mittels einer elektronischen Auswertevorrichtung, wie einem Computer oder dergleichen ausgeführt wird.
-
Erfindungsgemäß erfolgt hierbei zunächst die Topologieoptimierung, bevor auf Grundlage dieser, mittels des generativen Fertigungsverfahrens der erfindungsgemäße Bremssattel gefertigt wird. Mittels der Topologieoptimierung ist es hierbei insbesondere möglich, eine besonders günstige Topologie des herzustellen Bremssattel zu bestimmen. Die Topologieoptimierung kann hierbei in Form einer kontinuierlichen oder diskreten Topologieoptimierung durchgeführt werden. Die kontinuierliche Topologieoptimierung, bei der eine Materialverteilung im Bauraum gesucht wird, ist zwar rechenintensiver, aber auch deutlich realitätsnäher. Die diskrete Topologieoptimierung, bei der diskrete Elemente als Überdeckung des Bauraums gesucht werden, ist hingegen weniger rechenintensiv und deshalb schneller, aber dafür realitätsferner. Des Weiteren kann eine Topologieoptimierung in materieller oder auch in geometrischer Form erfolgen. Gemäß der geometrischen Topologieoptimierung wird die Geometrie des Bauteils durch die von der Außenberandung, also der Kanten und Oberflächen beschrieben. Dabei werden auch Aussparungen innerhalb der Bauteilberandung vorgenommen und in ihrer Form variiert. In der materiellen Topologieoptimierung wird die Geometrie eines Bauteils im Entwurfsraum beschrieben, wobei jedem Element im Entwurfsraum eine Dichte zugewiesen wird.
-
Das vorliegend verwendete generative Fertigungsverfahren eignet sich vorzugsweise für die Verarbeitung von Metallwerkstoffen und kann hierbei insbesondere in Form eines selektiven Laserschmelzens, eines Elektronenstrahlschmelzens oder eines selektiven Lasersinterns gebildet sein.
-
Der gegenständliche Kühlkanal ist im Rahmen der Erfindung in Form eines Flüssigkeitskühlkanals ausgebildet und mit einem entsprechenden Kühlmittel gefüllt. Unter einem strömungsoptimierten Kühlkanal wird erfindungsgemäß eine für eine gerichtete Bewegung eines Kühlfluids optimierte Struktur verstanden.
-
Es versteht sich hierbei, dass der im Rahmen des gegenständlichen Verfahrens hergestellte Bremssattel auch mehr als einen Kühlkanal aufweisen kann, beispielsweise einen Kühlkanal pro aufnehmbaren Bremskolben. Bei einer Ausführung eines Bremssattels mit mehreren Kühlkanälen können diese vorteilhafterweise zumindest teilweise miteinander verbunden oder zumindest teilweise miteinander verbindbar gebildet sein. Eine Verbindung von mehreren innerhalb des Bremssattels angeordneten Kühlkanälen kann hierbei insbesondere im Hinblick auf eine einfache und kostengünstige Ausführung vorteilhaft sein, da in diesem Fall nur ein Eingang und ein Ausgang des Kühlkanals vorgesehen sein müssen, was einen deutlich geringeren konstruktiven Aufwand bedeutet.
-
Im Rahmen der Erfindung ist erkannt worden, dass durch die erfindungsgemäße Kombination eines generativen Fertigungsverfahrens und eines numerischen Topologieoptimierungsverfahrens eine besonders leichtbaugünstige Gestalt eines Bremssattels herstellbar ist. Weiterhin ermöglicht die erfindungsgemäße Kombination eines Topologieoptimierungsverfahrens mit einem generativen Fertigungsverfahren die Darstellung von innen liegenden, auch komplex geformten Hohlräumen, die im gegenständlichen Fall zur Integration von Kühlfunktionen verwendet werden können. Durch die integrierten Kühlfunktionen ist eine Maximierung der Wärmeabfuhr aus dem Bremssattel möglich, was die dauerhafte Bremsleistung erhöht.
-
Im Rahmen einer zumindest teilweise automatisierbaren Strukturoptimierung kann erfindungsgemäß zudem vorgesehen sein, dass die numerische Topologieoptimierung die Erstellung einer Startstruktur umfasst, die für eine Topologie des Bremssattels spezifisch ist. Die Startstruktur definiert hierbei vorteilhafterweise den zur Verfügung stehenden Bauraum für den Bremssattel und kann hierbei insbesondere als Ausgangspunkt für eine Topologieoptimierung angesehen werden. Die Startstruktur kann hierbei insbesondere einen geometrischen Körper definieren, der den Bauraum darstellt, der für das zu entwickelnde Bauteil maximal zur Verfügung stehen soll.
-
Im Hinblick auf eine Optimierung einer Startstruktur kann erfindungsgemäß ferner vorgesehen sein, dass die numerische Topologieoptimierung das Durchführen einer Belastungssimulation des Bremssattels anhand der Startstruktur umfasst. Die gegenständliche Belastungssimulation kann hierbei zumindest teilweise Strukturanalysen, wie Material- und Bauteilbelastungen, Kontaktanalysen oder dergleichen sowie zumindest teilweise Steifigkeitsanalysen, Festigkeitsberechnungen, Lebensdaueranalysen, Schwingungsanalysen oder Wärmesimulationen, wie beispielsweise Simulationen von Aufheizvorgängen, Wärmeleitungen, oder dergleichen umfassen.
-
Hinsichtlich einer Optimierung einer Startstruktur kann erfindungsgemäß ferner vorgesehen sein, dass die numerische Topologieoptimierung das Durchführen einer Anpassung der Startstruktur umfasst, wobei die Anpassung zumindest teilweise anhand des Simulationsergebnisses erfolgt. Im Gegensatz zu der ersten unangepassten Startstruktur bzw. dem Ausgangspunkt kann somit eine angepasste optimierte Struktur erstellt werden. Hierbei kann die Anpassung einen oder mehrere Anpassungsschritte und somit auch mehrere angepasste Strukturen umfassen.
-
Ferner kann vorgesehen sein, dass die numerische Topologieoptimierung das Durchführen einer Glättung umfasst. Die Glättung kann hierbei insbesondere in den bzw. in die Anpassungsschritte integriert sein.
-
Ebenso kann nach einer erfolgten Anpassung auch eine erneute Simulation vorgesehen sein, die dann anhand der angepassten Struktur durchgeführt wird. Hierbei ist es erfindungsgemäß insbesondere denkbar, dass die Anpassung und die erneute Simulation anhand der Anpassung iterativ durchgeführt werden, um die hierdurch mehrfach angepasste Struktur schließlich als Ergebnis zur Erzeugung des gegenständlichen Bremssattels bereitzustellen.
-
Im Rahmen weiterer Anpassungsschritte kann ferner insbesondere vorgesehen sein, dass als weiterer Anpassungsschritt ein Anlagern und/oder Entfernen von Material der Startstruktur bzw. der angepassten Struktur in Abhängigkeit vom letzten Simulationsergebnis erfolgt.
-
Im Hinblick auf ein Material sparendes und kostengünstiges Verfahren zur Herstellung eines Bremssattels kann des Weiteren vorgesehen sein, dass die numerische Topologieoptimierung eine lastpfadoptimierte Strukturoptimierung vorsieht, wobei der Kühlkanal in die durch die Strukturoptimierung definierten Lastpfade integriert wird. Auf diese Weise wird kein Materialaufwand für ansonsten zusätzlich notwendige Kanalgeometrien oder dergleichen notwendig, womit ein maximal integrales Design mit möglichst hohem Leichtbaugrad realisiert wird.
-
Im Rahmen einer besonders flexiblen Strukturoptimierung kann ferner vorgesehen sein, dass die numerische Topologieoptimierung die Verwendung einer Finite-Elemente-Methode umfasst. Hierbei kann insbesondere der Entwurf als Finite-Elemente-Netz und/oder die Simulation als Finite-Elemente-Simulation ausgeführt sein. Neben einer Verwendung einer Finite-Elemente-Methode können auch andere Simulationsverfahren, wie beispielsweise Finite-Differenzverfahren, Global-Ritz-Verfahren, Finite-Volumen-Verfahren oder Randelementverfahren oder dergleichen verwendet werden.
-
Ebenfalls Gegenstand der Erfindung ist ein Bremssattel zur Aufnahme von Bremskolben und Bremsbelägen. Dabei umfasst der gegenständliche Bremssattel ein Bremssattelgehäuse mit zumindest einer Ausnehmung zur Aufnahme eines Bremskolbens und zumindest einen innerhalb des Bremssattelgehäuses angeordneten Kühlkanal zur strömungsoptimierten Kühlung des Bremssattels und/oder von innerhalb des Bremssattels aufnehmbaren Bremskolben. Der gegenständliche Bremssattel zeichnet sich hierbei dadurch aus, dass der Bremssattel einteilig gebildet und in Kombination topologieoptimiert und generativ gefertigt ist, um eine Wärmeabführung zur Steigerung der Dauerbremsleistung zu maximieren. Damit bringt der erfindungsgemäße Bremssattel die gleichen Vorteile mit sich, wie sie bereits ausführlich in Bezug auf das erfindungsgemäße Verfahren beschrieben worden sind.
-
Der gegenständliche Kühlkanal wird hierbei nicht erst nach Fertigung des Bauteils in den Bremssattel eingeführt, beispielsweise eingefräst, sondern bereits im Rahmen des generativen Herstellungsprozesses auf Basis der topologieoptimierten Struktur gefertigt. Dies ermöglicht insbesondere eine lastpfadoptimierte Struktur des gegenständlichen Bremssattels und erlaubt ferner eine funktional und gewichtsseitig optimierte Gestaltung.
-
Im Rahmen einer effizienten Wärmeabführung ist es hierbei denkbar, dass der Kühlkanal derart um die Ausnehmung zur Aufnahme des Bremskolbens angeordnet ist, dass eine Wärmeabführung der zur Aufnahme des Bremskolbens vorgesehenen Bereiche des Bremssattels maximierbar ist. Hierbei kann insbesondere eine wendelartige, schraubenartige oder helixartige Führung der Kühlkanäle um die zur Aufnahme des Bremskolbens vorgesehenen Bereiche des Bremssattels vorgesehen sein.
-
Im Hinblick auf eine effektive Wärmeabführung kann ferner vorgesehen sein, dass der Kühlkanal einen variierenden Querschnitt aufweist, wobei der Querschnitt des Kühlkanals insbesondere an die lokale Belastung des Bremssattels angepasst ist. So ist davon auszugehen, dass die Wärmeentwicklung, insbesondere in den Bereichen am ausgeprägtesten ist, die dem Kontaktbereich zwischen Bremsbelag und Bremsscheibe am nächsten sind, sodass insbesondere hier eine effektive Kühlung erforderlich ist. Ein variierender Querschnitt ist hierbei insbesondere aufgrund der erfindungsgemäßen generativen Fertigung leicht herstellbar, da hierzu keine Kanäle unterschiedlichen Durchmessers gebohrt oder gepresst werden müssen, sondern der Kühlkanal auf einfache Weise auf Basis der topologieoptimierten Struktur gefertigt werden kann.
-
Hinsichtlich einer einerseits widerstandsfähigen, stabilen und leichten Struktur und andererseits einer einfachen Fertigung kann erfindungsgemäß ferner vorgesehen sein, dass der Bremssattel zumindest teilweise aus einem Metallwerkstoff, insbesondere zumindest teilweise aus einem Titanwerkstoff gebildet ist. Ferner kann der Bremssattel auch zumindest teilweise aus einem Aluminiumwerkstoff, zumindest teilweise aus einem Eisenwerkstoff oder zumindest teilweise aus einem Kunststoff gebildet sein.
-
Im Rahmen einer Ausführung mit optimaler Bremsleistung und vor allem optimalem Bremskomfort kann erfindungsgemäß ferner vorgesehen sein, dass der Bremssattel in Form eines Festsattels gebildet ist. Ferner ist auch eine Ausbildung in Form eines Faustsattels, eines Pendelsattels oder dergleichen möglich.
-
Ebenfalls Gegenstand der Erfindung ist ein Kraftfahrzeug, umfassend einen voranstehend beschriebenen Bremssattel.
-
Weitere Vorteile, Merkmale und Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung, in der unter Bezugnahme auf die Zeichnungen, Ausführungsbeispiele der Erfindung im Einzelnen beschrieben sind. Dabei können die in den Ansprüchen und in der Beschreibung erwähnten Merkmale jeweils einzeln für sich oder in beliebiger Kombination erfindungswesentlich sein.
-
Es zeigen:
- 1 eine schematische Darstellung der einzelnen Schritte des erfindungsgemäßen Verfahrens zur Herstellung eines Bremssattels,
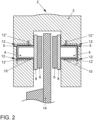
- 2 eine schematische Darstellung eines erfindungsgemäßen Bremssattels gemäß einem ersten Ausführungsbeispiel in einer Schnittansicht,
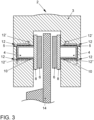
- 3 eine schematische Darstellung eines erfindungsgemäßen Bremssattels gemäß einem zweiten Ausführungsbeispiel in einer Schnittansicht,
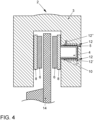
- 4 eine schematische Darstellung eines erfindungsgemäßen Bremssattels gemäß einem dritten Ausführungsbeispiel in einer Schnittansicht.
-
In den Figuren werden für die gleichen technischen Merkmale identische Bezugszeichen verwendet.
-
Die nachfolgende Erläuterung der Ausführungsformen beschreibt die vorliegende Erfindung ausschließlich im Rahmen von Beispielen. Selbstverständlich können einzelne Merkmale der Ausführungsformen, sofern technische sinnvoll, frei miteinander kombiniert werden, ohne den Rahmen der vorliegenden Erfindung zu verlassen.
-
1 zeigt eine schematische Darstellung der einzelnen Schritte des erfindungsgemäßen Verfahrens zur Herstellung eines Bremssattels 2. Hierbei erfolgt gemäß dem erfindungsgemäßen Verfahren, umfassend ein generatives Fertigungsverfahren in Kombination mit einer numerischen Topologieoptimierung, in einem ersten Schritt zunächst die Erstellung 20 einer Startstruktur, die für eine Topologie des gegenständlichen Bremssattels 2 spezifisch ist. Die Startstruktur definiert hierbei vorteilhafterweise den zur Verfügung stehenden Bauraum für den Bremssattel 2 und kann hierbei insbesondere als Ausgangspunkt für eine Topologieoptimierung angesehen werden. Die Startstruktur kann hierbei insbesondere einen geometrischen Körper definieren, der den Bauraum darstellt, der für das zu entwickelnde Bauteil maximal zur Verfügung stehen soll.
-
In einem auf den ersten Schritt folgenden zweiten Schritt des gegenständlichen Verfahrens erfolgt anschließend das Durchführen 22 einer Belastungssimulation des Bremssattels 2 anhand der Startstruktur. Die Belastungssimulation kann hierbei insbesondere Strukturanalysen, Steifigkeitsanalysen, Festigkeitsberechnungen, Lebensdaueranalysen, Kriechberechnungen, Wärmesimulationen oder Schwingungsanalysen oder dergleichen umfassen.
-
In einem darauf folgenden dritten Schritt des erfindungsgemäßen Verfahrens erfolgt gegenständlich das Durchführen einer Anpassung 24 der Startstruktur, wobei die Anpassung 24 zumindest teilweise anhand des Simulationsergebnisses erfolgt. Hierdurch kann insbesondere eine optimierte Struktur erstellt werden. Die Anpassung 24 kann ferner einen oder mehrere Schritte umfassen und somit auch mehrere angepasste Strukturen vorschlagen.
-
Nach einer Anpassung 24 erfolgt in einem optionalen weiteren Schritt wahlweise - je nach Anspruch an die Genauigkeit der optimierten Struktur bzw. Topologie - eine erneute Simulation 22`.
Auf die optionale erneute Simulation 22` kann dann anschließend wieder eine optionale weitere Anpassung 24' erfolgen.
-
Die optionalen Schritte von erneuten Simulationen 22' und Anpassungen 24' können hierbei beliebig oft wiederholt werden und vorzugsweise iterativ aufeinander erfolgen.
-
Anschließend kann nach einer abschließenden Anpassung 24 gemäß dem erfindungsgemäßen Verfahren dann ferner noch wahlweise eine Glättung durchgeführt werden, um die Topologieoptimierung bzw. die über die Topologieoptimierung optimierte Struktur zu verfeinern. Diese Struktur kann dann als Ergebnis zur Erzeugung eines Bremssattels verwendet werden.
-
In dem abschließenden Schritt des gegenständlichen Verfahrens erfolgt dann schließlich die Herstellung 28 des Bremssattels mittels eines generativen Fertigungsverfahrens, das vorliegend insbesondere in Form eines selektiven Laserschmelzens, eines Elektronenstrahlschmelzens oder eines selektiven Lasersinterns gebildet sein kann.
-
2 zeigt eine schematische Darstellung eines erfindungsgemäßen Bremssattels 2 gemäß einem ersten Ausführungsbeispiel in einer Schnittansicht. Gemäß dem hier dargestellten ersten Ausführungsbeispiel ist der erfindungsgemäße Bremssattel 2 in Form eines Festsattels gebildet, der auf beiden gegenüberliegenden Seiten der Bremsscheibe 14 Aufnahmen 5 zur Aufnahme von Bremskolben 4 aufweist. Ein solcher Festsattel bietet neben einer hohen Bremsleistung vor allem einen hohen Bremskomfort.
-
Der erfindungsgemäße Bremssattel 2 umfasst hierbei ein Bremssattelgehäuse 3 mit vorliegend zwei gegenüberliegend voneinander angeordneten Ausnehmungen 5 zur Aufnahme von Bremskolben 4. Ferner weist der Bremssattel 2 einen innerhalb des Bremssattelgehäuses 3 angeordneten Kühlkanal 12 zur strömungsoptimierten Kühlung des Bremssattels 2 und/oder zur Kühlung von innerhalb des Bremssattels 2 aufnehmbaren Bremskolben 4 auf. Der vorliegend einteilig gebildete und in Kombination topologieoptimierte und generativ gefertigte Bremssattel 2 ist insbesondere hinsichtlich einer Wärmeabführung derart ausgestaltet, dass er eine maximale Dauerbremsleistung ermöglicht. Bei einem Bremsvorgang wird - initiiert über die Betätigung des Gaspedals - über einen Hydraulikzylinder durch Verteilung von Bremsflüssigkeit ein Druck auf die Bremskolben 4 aufgebaut. Die Druckerhöhung bewirkt, dass die Bremskolben 4 über die Bremsbelagrückenplatten 8 und Bremsbeläge 6 gegen die Bremsscheibe 14 gedrückt werden und so über die entstehende Reibung ein Abbremsen des betreffenden Kraftfahrzeugs eingeleitet wird. Aufgrund der auftretenden Reibung entsteht insbesondere im Bereich der Bremskolben 4 und Bremsbeläge 6 eine hohe Wärmeentwicklung, die für die Gewährleistung einer maximalen Dauerbremsleistung effektiv abgeführt werden muss. Hierzu weist der Bremssattel 2 speziell ausgestaltete Kühlkanäle 12 auf, die vorliegend jeweils wendelartig um jeweils einen Bremskolben 4 herumgeführt sind. In den Kühlkanälen fließt ein Kühlmittel, das über den Eingang 12' des Kanals 12 eingeführt wird und den Kanal 12 anschließend über den Ausgang 12" des Kanals wieder verlässt.
-
Durch die gegenständliche Kombination eines numerischen Topologieoptimierungsverfahrens und eines generativen Fertigungsverfahrens kann vorliegend eine besonders leichtbaugünstige Gestalt eines Bremssattels 2 erzielt werden, die zugleich einen komplex geformten Hohlraumbereich aufweist, der als Kühlkanal 12 verwendet wird und eine effektive Abführung von während eines Bremsvorgangs auftretender Wärme gewährleistet.
-
3 zeigt eine schematische Darstellung eines erfindungsgemäßen Bremssattels 2 gemäß einem zweiten Ausführungsbeispiel in einer Schnittansicht. Gemäß dem zweiten Ausführungsbeispiel weisen die gegenständlichen Kühlkanäle 12 einen variierenden Querschnitt auf, der vorliegend an die lokale Belastung des Bremssattels 2 angepasst ist. So ist der höchste Wärmeeintrag während eines Bremsvorgangs in der Regel in der Nähe der beim Bremsvorgang miteinander in Kontakt stehenden Flächen - der Bremsscheibe und dem Bremsbelag - zu erwarten, weshalb die Kühlkanäle 12 in der Nähe zu diesen Bereichen einen größeren Querschnitt zur effektiveren Wärmeabführung aufweisen. Neben einem größeren Querschnitt der Kühlkanäle 12 sind auch die Positionen des Eingangs 12' und des Ausgangs 12" der Kühlkanäle 12 im Gegensatz zur Darstellung gemäß dem ersten Ausführungsbeispiel umgekehrt angeordnet, sodass mit „frischem“ Kühlmittel zunächst der größte Wärmeeintrag an den lokal am höchsten aufgeheizten Bereichen zuerst abgeführt werden kann.
-
4 zeigt eine schematische Darstellung eines erfindungsgemäßen Bremssattels 2 gemäß einem dritten Ausführungsbeispiel in einer Schnittansicht. Gemäß dem dritten Ausführungsbeispiel ist der gegenständliche Bremssattel 2 nicht in Form eines Festsattels, sondern in Form eines Faustsattels gebildet und weist demnach nicht jeweils gegenüberliegend voneinander angeordnete Ausnehmungen 5 zur Aufnahme von Bremskolben 4, sondern lediglich auf einer Seite angeordnete Ausnehmungen 5 zur Aufnahme von Bremskolben 4 auf. Eine Ausführung des Bremssattels 2 als Faustsattel ist hierbei insbesondere im Hinblick auf eine kostengünstige und bauraumoptimierte Ausführung vorteilhaft.
-
Mittels des erfindungsgemäßen Verfahrens bzw. mittels des erfindungsgemäßen Bremssattels 2 ist es insbesondere möglich, auf einfache und kostengünstige Art und Weise und unter Berücksichtigung einer gewichtsoptimierten Ausführung eine maximale Wärmeabführung bei innerhalb eines Kraftfahrzeugs durchzuführenden Bremsvorgängen zu gewährleistet und auf diese Weise eine Dauerbremsleistung eines Kraftfahrzeugs zu maximieren.
-
Bezugszeichenliste
-
- 2
- Bremssattel
- 3
- Bremssattelgehäuse
- 4
- Bremskolben
- 5
- Ausnehmung
- 6
- Bremsbelag
- 8
- Bremsbelagrückenplatte
- 10
- Dichtung
- 12
- Kühlkanal
- 12`
- Eingang Kühlkanal
- 12"
- Ausgang Kühlkanal
- 14
- Bremsscheibe
- 20
- Erstellen einer Startstruktur
- 22
- Durchführen einer Belastungssimulation
- 24
- Durchführen einer Anpassung der Startstruktur
- 22`
- Erneutes Durchführen einer Belastungssimulation
- 24`
- Erneutes Durchführen einer Anpassung
- 26
- Durchführen einer Glättung
- 28
- Herstellung eines Bremssattels