CN2650970Y - Multi-chamber rotary moulding frame apparatus for producing plastic-wood composite articles - Google Patents
Multi-chamber rotary moulding frame apparatus for producing plastic-wood composite articles Download PDFInfo
- Publication number
- CN2650970Y CN2650970Y CN 03256302 CN03256302U CN2650970Y CN 2650970 Y CN2650970 Y CN 2650970Y CN 03256302 CN03256302 CN 03256302 CN 03256302 U CN03256302 U CN 03256302U CN 2650970 Y CN2650970 Y CN 2650970Y
- Authority
- CN
- China
- Prior art keywords
- mould bases
- revolution
- cylinder
- die
- die frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
The utility model relates to a multi-die chamber rotary die frame equipment for producing wood plastic, which comprises a feed hopper, a screw extruder, an extrusion cylinder and a liquid oil tank; wherein, the extrusion opening of the extrusion cylinder is closely connected with the injection opening of the die on the rotary die frame, a central rotary shaft of the rotary die frame is fixed between a front shaft seat and a back shaft seat, the central rotary shaft is provided with a front flange and a back flange, a plurality of dies are arranged between the front flange and the back flange, and one side of the front shaft seat is provided with a speed reducing motor; the back shaft seat is provided with a positioning cylinder, and the lower part of the rotary die frame is provided with a cooling water pond; the back side part of the die is provided with a finished product taking out and transporting device frame. The rotary die frame can rotate 360 degrees, one third of the rotary die frame is fixed and immerged in the water pond, the die tail end of the rotary die frame device is provided with a chamber cover which can be opened and closed, and the interior of the extrusion cylinder is provided with a temperature adjusting heat insulation device. The utility model can consecutively complete the production flow of thermoplastic, extrusion, cooling and die stripping, and can continuously produce different specifications of wood plastic composite materials.
Description
Technical field
The utility model relates to a kind of plastics extrusion equipment, and especially a kind of is base material with the waste plastic, admixes other auxiliary material, and squeeze note becomes the wooden extrusion equipment of moulding of available composite.
Background technology
Wood plastic composite (WPC) is the new material that many in the world in recent years countries progressively are widely used, it is with resin or the waste or used plastics of recovery and the natural fibers that sawmilling, straw, rice husk, cornstalk the like waste are made such as PP, PE, PVC, and the technical recipe by the special equipment applied science carries out the further extrusion profile of compounding extruding pelletization, sheet material, injection moulding and makes small piece.The wood-plastic composite material products has both the double grading of timber and plastics, and the proportion of utilization of discarded object can be up to 95% in the raw material, and can save the timber resources of a large amount of preciousnesses, is that a kind of purposes is very extensive therefore, the environmental friendly material that development prospect is very broad.At present, the equipment of producing plastic-wood composite section mainly is screw-type extruder, and this machine die cavity is single, once can only extrude a kind of section bar of specification continuously, need more mold exchange as becoming specification, therefore can't satisfy the continuous production that many specifications are moulded this composite material in enormous quantities.
Summary of the invention
The purpose of this utility model is the defective that will overcome existing Wood plastic composite extruder, a kind of mould of adorning the plurality of specifications die cavity is provided, and the revolution mould bases can be done 360 deg revolution, can finish thermoplastic, squeeze note, the cooling of different size section bar continuously, the wood of moulding of the demoulding is produced special equipment.
For achieving the above object, the technical solution adopted in the utility model is: a kind of multimode cavity revolution mould bases is moulded wood and is produced special equipment, contain feed hopper, screw extruder, extrude cylinder, the liquid oil groove, extrude the tight-lipped mould inlet that closes on the revolution mould bases that connects airtight of squeeze note on the cylinder, the central rotating shaft of revolution mould bases is fixed on preceding axle bed and the back axle bed, central rotating shaft is provided with forward flange dish and rear stub, be provided with many moulds between forward flange dish and rear stub, preceding axle bed next door is provided with and drives the reducing motor that the revolution mould bases rotates; Back axle bed is provided with positional cylinder, and revolution mould bases below is provided with the cooling pond; Back side is provided with finished product and extracts the conveyer frame.The revolution mould bases can be done the 360 deg revolution, and 1/3rd of revolution mould bases fixedly is immersed in the pond.Mold rotation rack device mould tail end is provided with chamber to be opened/closed lid.But extrude and be provided with the temperature adjustment attemperator in the cylinder.
The utility model is owing to adopted technique scheme, therefore the beneficial effect that is had is the mould that can adorn the plurality of specifications die cavity, and the revolution mould bases can be done the 360 deg revolution, can link up and finish the production procedure of thermoplastic, squeeze note, cooling, the demoulding, can continuously produce the plastic-wood composite section of different size.
Description of drawings
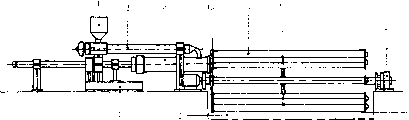
Accompanying drawing 1 is the utility model structural front view.
Accompanying drawing 2 is the utility model structure left views.
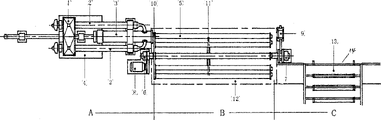
Accompanying drawing 3 is the utility model structure vertical views.
The specific embodiment
Below in conjunction with drawings and Examples the utility model is described in further detail.
Among Fig. 1,2, multimode cavity revolution mould bases is moulded wood and is produced special equipment, contain feed hopper 1, screw extruder 2, extrude cylinder 3, liquid oil groove 4, waste plastics and other auxiliary materials that will reclaim during production after pulverizing are dropped into by feed hopper 1, via two tool screw mixing preheating plasticizing extruders 2, after the mixing plasticizing of material preheater, clamp-on again in the hydraulic pressure storing is extruded the cylinder chamber of cylinder 3.And the hydraulic pressure storing to extrude cylinder 3 similarly be a large-scale syringe, will rise again inner storing by the hydraulic power squeeze note in specific specification die cavity, it extrudes power is hydraulic coupling from bottom liquid oil groove 4.And but the storing cylinder body of extruding cylinder 3 is provided with the device of temperature adjustment insulation, act as the thermoplastification plastic liquid that guarantees storage in it and extruded smoothly.Extrude tight-lipped mould 5 inlets that close on the revolution mould bases that connect airtight of squeeze note on the cylinder 3, the revolution mould bases can be done the 360 deg revolution, the central rotating shaft of revolution mould bases is fixed on preceding axle bed 6 and the back axle bed 7, forward flange dish 10 and rear stub 11 are housed on the central rotating shaft, between forward flange dish 10 and rear stub 11 many moulds 5 are housed, preceding axle bed 6 next doors are equipped with and are driven the reducing motor 8 that the revolution mould bases rotates; On the back axle bed 7 positional cylinder 9 is housed, its effect is a revolution mould bases when rotating, and can make the correct screens in angle of revolution of each device mould 5, can close up with the extrusion that hydraulic pressure is extruded cylinder with the die cavity inlet that guarantees mould 5.Revolution mould bases below is provided with the cooling pond, / 3rd of a revolution mould bases fixedly is immersed in the pond 12, the effect in this pond 12 is that the mould 5 fill out behind the thermoplastification plastic liquid is squeezed in cooling, so that mould 5 is immersed in the water, thermoplastic in the die cavity can be cooled off fully when becoming section bar, stable with the product specification of guaranteeing output and quality.In revolution mould bases rear side side finished product is housed and extracts conveyer frame 13, this device can conveniently extract cooled section bar finished product, and moves finished product rapidly by transmitting crawler belt 14.Fill out the back and to be submerged into the mould 5 that cool off cooling pond 12 when squeezing, after the revolution mould bases is rotated away from the water surface and location, can open the chamber lid from mould 5 cavity rearward ends, the forming profiles finished product is extracted in die cavity, and with the transmission crawler belt 14 that extracts conveyer frame 13 rapidly the finished product scene of moving out.
Claims (5)
1. a multimode cavity revolution mould bases is moulded wood and is produced special equipment, contain feed hopper (1), screw extruder (2), extrude cylinder (3), liquid oil groove (4), it is characterized in that, extrude tight-lipped mould (5) inlet that closes on the revolution mould bases that connects airtight of squeeze note on the cylinder (3), the central rotating shaft of revolution mould bases is fixed on preceding axle bed (6) and the back axle bed (7), central rotating shaft is provided with forward flange dish (10) and rear stub (11), be provided with many moulds (5) between forward flange dish (10) and rear stub (11), preceding axle bed (6) next door is provided with and drives the reducing motor (8) that the revolution mould bases rotates; Back axle bed (7) is provided with positional cylinder (9), and revolution mould bases below is provided with cooling pond (12); Back side is provided with finished product and extracts the conveyer frame.
2. multimode cavity revolution mould bases according to claim 1 is moulded wood and is produced special equipment, it is characterized in that described revolution mould bases can be done the 360 deg revolution.
3. multimode cavity revolution mould bases according to claim 1 and 2 is moulded wood and is produced special equipment, it is characterized in that 1/3rd of described revolution mould bases fixedly is immersed in the pond (12).
4. multimode cavity revolution mould bases according to claim 1 and 2 is moulded wood and is produced special equipment, it is characterized in that, described mold rotation rack device mould tail end is provided with chamber to be opened/closed lid.
5. multimode cavity according to claim 1 revolution mould bases is moulded wood and is produced special equipment, it is characterized in that, described extrude cylinder (3) but in be provided with the temperature adjustment attemperator.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 03256302 CN2650970Y (en) | 2003-08-05 | 2003-08-05 | Multi-chamber rotary moulding frame apparatus for producing plastic-wood composite articles |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 03256302 CN2650970Y (en) | 2003-08-05 | 2003-08-05 | Multi-chamber rotary moulding frame apparatus for producing plastic-wood composite articles |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN2650970Y true CN2650970Y (en) | 2004-10-27 |
Family
ID=34328746
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 03256302 Expired - Fee Related CN2650970Y (en) | 2003-08-05 | 2003-08-05 | Multi-chamber rotary moulding frame apparatus for producing plastic-wood composite articles |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN2650970Y (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102152480A (en) * | 2010-12-14 | 2011-08-17 | 成都盛尔嘉科技有限公司 | Method and device for continuously manufacturing plastic box bodies |
| CN108044876A (en) * | 2017-12-25 | 2018-05-18 | 昆山阿米琦精密机械有限公司 | A kind of drum-type injection mold |
| CN112157925A (en) * | 2020-08-11 | 2021-01-01 | 共慧冶金设备科技(苏州)有限公司 | Preparation device and preparation method of carbon fiber reinforced thermoplastic resin composite material |
-
2003
- 2003-08-05 CN CN 03256302 patent/CN2650970Y/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102152480A (en) * | 2010-12-14 | 2011-08-17 | 成都盛尔嘉科技有限公司 | Method and device for continuously manufacturing plastic box bodies |
| CN108044876A (en) * | 2017-12-25 | 2018-05-18 | 昆山阿米琦精密机械有限公司 | A kind of drum-type injection mold |
| CN112157925A (en) * | 2020-08-11 | 2021-01-01 | 共慧冶金设备科技(苏州)有限公司 | Preparation device and preparation method of carbon fiber reinforced thermoplastic resin composite material |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211307300U (en) | Double-screw extruder is used in plastic products production | |
| CN114083775A (en) | Extrusion molding device for plasticizing ultrahigh molecular weight polyolefin | |
| CN112045939A (en) | Special injection molding equipment of bamboo basket | |
| CN2650970Y (en) | Multi-chamber rotary moulding frame apparatus for producing plastic-wood composite articles | |
| CN201979688U (en) | Waste plastic film extruding machine | |
| CN211616226U (en) | High-efficient cutting prilling granulator | |
| CN214188165U (en) | Feeding extrusion device of automatic injection molding machine | |
| CN214820676U (en) | Water-cooled parallel equidirectional double-screw extruder for polypropylene plastic particles | |
| CN206201325U (en) | Extrusion feed mechanism and extrusion injection machine | |
| CN107932874A (en) | A kind of extrusion moulding apparatus of large scale wood-plastic composite panel | |
| CN212603194U (en) | Extrusion device for injection molding | |
| CN210851217U (en) | Extruder for film production | |
| CN2204231Y (en) | Combined reaction double-screw extruder | |
| CN215283228U (en) | Multi-station extrusion molding integrated machine | |
| CN207432634U (en) | A kind of injection molding machine for production with shock resistance doll | |
| CN112606313A (en) | Equipment for reducing internal stress of injection molding part and injection molding production method | |
| CN214395268U (en) | Garbage bin beverage bottle extrusion device | |
| CN207373662U (en) | A kind of plastics extrusion die | |
| CN110802819A (en) | Injection molding machine screw rod barrel assembly | |
| CN214163949U (en) | Novel corrosion-resistant plastic extrusion die | |
| CN220864705U (en) | Anti-blocking extruder | |
| CN218315126U (en) | Extrusion pipe forming die | |
| CN217319231U (en) | Injection molding extrusion die capable of realizing simultaneous extrusion of multiple dies | |
| CN217729601U (en) | Wood-plastic profile co-extrusion die convenient to adjust | |
| CN211334436U (en) | Injection molding machine screw rod barrel assembly |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20041027 Termination date: 20100805 |