CN217536160U - Hydraulic cylinder laser cladding preheating and heat preservation device - Google Patents
Hydraulic cylinder laser cladding preheating and heat preservation device Download PDFInfo
- Publication number
- CN217536160U CN217536160U CN202221333978.6U CN202221333978U CN217536160U CN 217536160 U CN217536160 U CN 217536160U CN 202221333978 U CN202221333978 U CN 202221333978U CN 217536160 U CN217536160 U CN 217536160U
- Authority
- CN
- China
- Prior art keywords
- laser cladding
- hydraulic oil
- oil cylinder
- heating wire
- hydraulic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Laser Beam Processing (AREA)
Abstract
The utility model relates to a laser cladding technical field, concretely relates to hydraulic cylinder laser cladding preheats heat preservation device. Has the advantages of simple structure, high automation degree, stable control and the like. The utility model adopts the technical proposal that: the laser cladding machine tool comprises a laser cladding machine tool, a hydraulic oil cylinder clamp, a hydraulic oil cylinder, a heating wire system, a laser cladding head, a clamping plate, a powder feeder, a manipulator, a laser cladding controller and a temperature controller; the hydraulic oil cylinder is clamped between a three-jaw chuck and a hydraulic oil cylinder clamp of the laser cladding machine tool, one end of the heating wire system is not in contact with the periphery of the hydraulic oil cylinder in a winding mode, the other end of the heating wire system and the laser cladding head are connected with a clamping plate together, and the clamping plate is controlled to move through a mechanical hand; the powder feeder is connected with the laser cladding head and used for feeding powder into the laser cladding head, the laser cladding controller is used for controlling the laser cladding head and the manipulator to achieve cladding of the hydraulic cylinder, and the temperature controller controls the heating wire to heat the hydraulic cylinder.
Description
Technical Field
The utility model relates to a laser cladding technical field, concretely relates to hydraulic cylinder laser cladding preheats heat preservation device.
Background
With the acceleration of intelligent mine construction, the service life requirement of fully mechanized mining equipment represented by a hydraulic support is higher and higher. The core of remanufacturing the hydraulic support is a hydraulic oil cylinder, and the traditional electroplating technology is limited by environmental protection and performance and cannot meet the protection requirement of the hydraulic oil cylinder. As an advanced surface protection technology, laser cladding realizes the protection of coal mine equipment represented by a hydraulic oil cylinder by cladding a high-performance coating material on the surface of low-cost metal. However, in the laser cladding process, the quenched and tempered 27SiMn hydraulic oil cylinder base body with high hardenability forms a martensite layer due to quenching, and meanwhile, the cladding layer is cracked due to high cooling speed, so that the impact toughness and the corrosion and wear resistance of the laser cladding hydraulic oil cylinder are reduced.
At present, for hydraulic oil cylinders needing heating or heat preservation, flame heating or resistance furnaces are generally adopted for heating or heat preservation treatment. The surface of a base material is easily oxidized due to the flame addition, and the problems of bad working environment, large potential safety hazard and the like exist in the combustion of combustible gas; the heating of the resistance furnace has the defects that the temperature of the hydraulic oil cylinder is not uniform and is difficult to monitor and adjust.
SUMMERY OF THE UTILITY MODEL
In view of this, the utility model provides a hydraulic cylinder laser cladding preheats heat preservation device possesses advantages such as simple structure, degree of automation height and control are stable.
In order to achieve the above object, the utility model adopts the following technical scheme: the utility model provides a hydraulic cylinder laser cladding preheats heat preservation device which characterized in that: the laser cladding machine tool comprises a laser cladding machine tool, a hydraulic oil cylinder clamp, a hydraulic oil cylinder, a heating wire system, a laser cladding head, a clamping plate, a powder feeder, a manipulator, a laser cladding controller and a temperature controller;
the hydraulic cylinder is clamped between a three-jaw chuck and a hydraulic cylinder clamp of the laser cladding machine tool, one end of the heating wire system is wound on the circumference of the hydraulic cylinder in a non-contact manner, the other end of the heating wire system and the laser cladding head are connected with a clamping plate together, and the clamping plate is controlled to move by a mechanical hand; the powder feeder is connected with the laser cladding head and used for feeding powder into the laser cladding head, the laser cladding controller is used for controlling the laser cladding head and the manipulator to achieve cladding of the hydraulic cylinder, and the temperature controller controls the heating wire to heat the hydraulic cylinder.
Further, the hydraulic oil cylinder comprises an inner wall and an outer wall; the heating wire system is suspended and wound on the inner wall or the outer wall of the hydraulic oil cylinder.
Further, the temperature controller comprises a preheating circuit, a heating circuit and a heat preservation circuit, and the preheating section, the constant temperature section and the heat preservation section of the heating wire system are powered by opening and closing the alternating current contactors Q1, Q2 and Q3 respectively.
Further, a thermocouple is arranged in the heating wire system;
further, the thermocouple is a nickel chromium-nickel silicon thermocouple;
furthermore, the hydraulic oil cylinder is a thick-wall pipe part, the length of the hydraulic oil cylinder is 1000mm-3000mm, the outer diameter of the hydraulic oil cylinder is 200mm-500mm, the inner diameter of the hydraulic oil cylinder is not less than 120mm, and the wall thickness of the hydraulic oil cylinder is 30mm-80mm.
Compared with the prior art, the utility model has the advantages of as follows and effect:
1. the utility model discloses can realize laser cladding process hydraulic cylinder's temperature control, possess advantages such as simple structure, degree of automation height and control are stable.
2. The utility model discloses can realize laser cladding in-process hydraulic cylinder's online heat treatment, possess the advantage that the flow is short, simple process.
Drawings
FIG. 1 is a schematic view of the structure of the device of the present invention;
FIG. 2 is a view showing the structure of the preheating/heat-insulating heating wire of the hydraulic cylinder of the present invention;
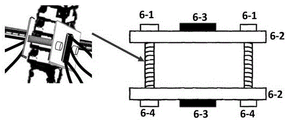
fig. 3 is a schematic view of the clamping plate for fixing the cladding head and the electric heating wire controller according to the present invention;
fig. 4 is a diagram of the heating and temperature sensing system of the present invention.
Description of the labeling: 1. the laser cladding machine tool comprises a laser cladding machine tool, 2, a hydraulic oil cylinder clamp, 3, a hydraulic oil cylinder, 4, a heating wire system, 5, a laser cladding head, 6, a clamping plate, 7, a powder feeder, 8, a manipulator, 9, a laser cladding controller, 10 and a temperature controller;
4-1 parts of a preheating section heating wire, 4-2 parts of a constant-temperature section heating wire, 4-3 parts of a heat preservation section heating wire, 4-4 parts of a thermocouple;
6-1 parts of bolts, 6-2 parts of clamping plates, 6-3 parts of circuit boxes, 6-4 parts of screw caps;
10-1, preheating current, 10-2, a constant temperature circuit, 10-3, heat preservation current, Q1, Q2 and Q3: an AC contactor.
Detailed Description
In order to make the objects, technical solutions and advantages of the present invention more clearly understood, the present invention is further described in detail below with reference to the accompanying drawings and embodiments. It should be understood that the specific embodiments described herein are merely illustrative of the invention and are not intended to limit the invention.
The utility model relates to a hydraulic cylinder laser cladding preheating and heat preserving device, which comprises a laser cladding machine tool 1, a hydraulic cylinder clamp 2, a hydraulic cylinder 3, a heating wire system 4, a laser cladding head 5, a clamping plate 6, a powder feeder 7, a manipulator 8, a laser cladding controller 9 and a temperature controller 10; as shown in fig. 1.
The hydraulic oil cylinder 3 is clamped between a three-jaw chuck of the laser cladding machine tool 1 and a hydraulic oil cylinder clamp 2, one end of a heating wire system 4 is wound on the circumference of the hydraulic oil cylinder 3 without contacting, the other end of the heating wire system and a laser cladding head 5 are connected with a clamping plate 6 together, and the clamping plate 6 is controlled to move by a manipulator 8; the powder feeder 7 is connected with the laser cladding head 5 and used for feeding powder into the laser cladding head 5, the laser cladding controller 9 is used for controlling the laser cladding head 5 and the manipulator 8 to achieve cladding of the hydraulic oil cylinder, and the temperature controller 10 controls the heating wire system 4 to heat the hydraulic oil cylinder 3.
The heating wire system 4 is divided into two setting modes of an outer surface and an inner surface and is used for heat treatment in the laser cladding process of the outer wall/inner wall of the hydraulic oil cylinder 3. The heating wire system consists of a preheating section 4-1, a constant temperature section 4-2 and a heat preservation section 4-3, wherein a thermocouple 4-4 is arranged in the heating wire system 4, and the thermocouple 4-4 is a nickel-chromium-nickel-silicon thermocouple, as shown in figure 2.
The hydraulic oil cylinder 3 comprises an inner wall and an outer wall; the heating wire system 4 is arranged on the inner wall or the outer wall of the hydraulic oil cylinder 3 in a hanging and winding mode, can realize preheating of an outer surface substrate, constant temperature in a cladding process and heat preservation of a cladding layer in a laser cladding process and is used for realizing temperature regulation and control in the laser cladding process, and the hydraulic oil cylinder 3 is a thick-wall pipe part with the length of 1000mm-3000mm, the outer diameter of 200mm-500mm and the inner diameter of not less than 120mm and the wall thickness of 30mm-80mm.
In order to realize the synchronous motion of laser cladding head 5 and hydraulic cylinder 3 the utility model discloses be provided with splint 6 in the structure, as shown in fig. 3, be provided with the synchronous connection ware in the splint 6, can realize the synchronous motion of laser cladding head 5 and heater strip system 4 at the laser cladding in-process, splint 6 includes two parallel arrangement's splint 6-2, and two splint realize pressing from both sides tightly through bolt and nut connection, are provided with circuit box 6-3 on splint 6-2 for connect heater strip system 4 and temperature controller 10.
In order to realize the normal operation of the preheating and heat-preserving device of the hydraulic oil cylinder 3 in the laser cladding process, a circuit diagram of a heating and temperature sensing system is arranged, as shown in fig. 4, a circuit of the temperature controller 10 comprises a preheating circuit 10-1, a heating circuit 10-2 and a heat-preserving circuit 10-3, the preheating section 4-1, the constant temperature section 4-2 and the heat-preserving section 4-3 are powered by respectively adopting the opening and closing of alternating current contactors Q1, Q2 and Q3, and heating wires start to generate heat. Secondly, in the heating process, the thermocouples monitor the upper limit and the lower limit of the temperature of the heating wire systems of different sections so as to control the temperature of different positions of the hydraulic oil cylinder in the laser cladding process.
The utility model discloses a hydraulic cylinder laser cladding preheats heat preservation device's implementation principle does: during operation, firstly, the outer wall or inner wall heating wire system 4 of the corresponding hydraulic oil cylinder is selected according to the outer wall or inner wall reinforcement of a workpiece, then, the hydraulic oil cylinder 3 to be clad is fixed by the laser cladding machine tool 1, the laser cladding controller 9 is used for setting proper cladding power, the rotating speed of the hydraulic oil cylinder 3 and the moving speed of the cladding head, the temperature controller 10 is used for setting the heating power of the heating wire 4 with three sections of preheating, constant temperature and heat preservation according to the temperature system of the hydraulic oil cylinder 3, the process setting of the process equipment of the process to be clad and preheating/heat preservation is completed, the laser cladding of the hydraulic oil cylinder 3 is started, and the cladding head 5 and the heating wire 4 synchronously move through the clamping plate 6 in the cladding process. At the moment, powder required by cladding is fed into a laser spot through a powder feeder 7 to realize cladding. Meanwhile, the temperature of a heating area of three sections of preheating, constant temperature and heat preservation is regulated and controlled in the cladding process, the heating/cooling speed of the hydraulic oil cylinder is regulated and controlled, the tissue regulation and control of a cladding layer and a heat affected zone of the hydraulic oil cylinder are realized, and the problems of cracking of the cladding layer and hardening of a base material are reduced.
The above description is only a preferred embodiment of the present invention, and is not intended to limit the scope of the present invention.
Claims (6)
1. The utility model provides a hydraulic cylinder laser cladding preheats heat preservation device which characterized in that: the device comprises a laser cladding machine tool (1), a hydraulic oil cylinder clamp (2), a hydraulic oil cylinder (3), a heating wire system (4), a laser cladding head (5), a clamping plate (6), a powder feeder (7), a mechanical arm (8), a laser cladding controller (9) and a temperature controller (10);
the hydraulic cylinder (3) is clamped between a three-jaw chuck of the laser cladding machine tool (1) and a hydraulic cylinder clamp (2), one end of the heating wire system (4) is arranged on the circumference of the hydraulic cylinder (3) in a non-contact winding mode, the other end of the heating wire system and the laser cladding head (5) are connected with the clamping plate (6) together, and the clamping plate (6) is controlled to move through the manipulator (8); the powder feeder (7) is connected with the laser cladding head (5) and used for feeding powder into the laser cladding head (5), the laser cladding controller (9) is used for controlling the laser cladding head (5) and the manipulator (8) to achieve cladding of the hydraulic oil cylinder, and the temperature controller (10) controls the heating wire system (4) to heat the hydraulic oil cylinder (3).
2. The laser cladding, preheating and heat insulating device for the hydraulic cylinder according to claim 1, characterized in that: the hydraulic oil cylinder (3) comprises an inner wall and an outer wall; the heating wire system (4) is suspended and wound on the inner wall or the outer wall of the hydraulic oil cylinder (3).
3. The laser cladding, preheating and heat preserving device for the hydraulic oil cylinder as claimed in claim 1 or 2, characterized in that: the temperature controller (10) comprises a preheating circuit (10-1), a heating circuit (10-2) and a heat preservation circuit (10-3), and the preheating section (4-1), the constant temperature section (4-2) and the heat preservation section (4-3) of the heating wire system (4) are powered by opening and closing of an alternating current contactor Q1, Q2 and Q3 respectively.
4. The laser cladding, preheating and heat insulating device for the hydraulic cylinder according to claim 3, characterized in that: and a thermocouple (4-4) is arranged in the heating wire system (4).
5. The laser cladding, preheating and heat insulating device for the hydraulic oil cylinder according to claim 4, characterized in that: the thermocouple (4-4) is a nickel-chromium-nickel-silicon thermocouple.
6. The laser cladding, preheating and heat insulating device for the hydraulic oil cylinder according to claim 5, characterized in that: the hydraulic oil cylinder (3) is a thick-wall pipe part, the length of the hydraulic oil cylinder is 1000mm-3000mm, the outer diameter of the hydraulic oil cylinder is 200mm-500mm, the inner diameter of the hydraulic oil cylinder is not less than 120mm, and the wall thickness of the hydraulic oil cylinder is 30mm-80mm.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221333978.6U CN217536160U (en) | 2022-05-31 | 2022-05-31 | Hydraulic cylinder laser cladding preheating and heat preservation device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221333978.6U CN217536160U (en) | 2022-05-31 | 2022-05-31 | Hydraulic cylinder laser cladding preheating and heat preservation device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217536160U true CN217536160U (en) | 2022-10-04 |
Family
ID=83441357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202221333978.6U Active CN217536160U (en) | 2022-05-31 | 2022-05-31 | Hydraulic cylinder laser cladding preheating and heat preservation device |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217536160U (en) |
-
2022
- 2022-05-31 CN CN202221333978.6U patent/CN217536160U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100503130C (en) | Automatic powder feeding laser induction composite coating method and device | |
| CN101774079B (en) | Method and device for controlling residual stress on stir friction welding surface | |
| Waghmare et al. | Development of an innovative multi-operational furnace | |
| CN102489845A (en) | Hybrid heat source stud welding method using welding robot and hybrid heat source stud welding system with welding robot | |
| KR20180039921A (en) | Apparatus and method for heating a blank for hot stamping | |
| CN112725572A (en) | Main and auxiliary induction heating local heat treatment method | |
| CN101725560B (en) | Shrink-on equipment of housing of rotor of nuclear main pump | |
| CN217536160U (en) | Hydraulic cylinder laser cladding preheating and heat preservation device | |
| US4119454A (en) | Smelting method | |
| CN211490070U (en) | Heating device in axial friction welding and linear friction welding processes | |
| CN1043153C (en) | Alignment and tempering device for large saw-disc | |
| CN206169161U (en) | Furnace temperature automatic regulating system's forge furnace | |
| CN100478637C (en) | Heat diffusion treatment equipment capable of precision temperature control and having long service life | |
| NZ217237A (en) | Arrangement for suspending a baking furnace for the continuous production of carbon electrodes | |
| CN201069315Y (en) | A heating device for overlaying welding of roller axis | |
| CN216217626U (en) | Induction heating device | |
| CN105252135A (en) | Device and method for friction surfacing of low-rigidity metal with high-rigidity metal | |
| CN205852040U (en) | A kind of blast-furnace tuyere inwall welder | |
| Küthe et al. | An automated Thixo‐Forging Plant for Steel Parts | |
| CN213086050U (en) | High-temperature heating surface welded junction and fin weld seam postweld heat treatment device | |
| CN111893266B (en) | Metal resistance heating device for coupling laser processing | |
| CN105441646A (en) | Heat treatment device and method for large steel plate converter shell | |
| CN210431947U (en) | Electrode clamping structure | |
| CN217666156U (en) | Heatable temperature control die for forging small blades of titanium alloy compressor | |
| CN214024169U (en) | Modular preheating device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |