CN214294992U - Steel sheet heat-transfer seal production system - Google Patents
Steel sheet heat-transfer seal production system Download PDFInfo
- Publication number
- CN214294992U CN214294992U CN202022753885.6U CN202022753885U CN214294992U CN 214294992 U CN214294992 U CN 214294992U CN 202022753885 U CN202022753885 U CN 202022753885U CN 214294992 U CN214294992 U CN 214294992U
- Authority
- CN
- China
- Prior art keywords
- film
- roller
- steel plate
- thermal transfer
- transfer printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Labeling Devices (AREA)
Abstract
The utility model discloses a steel plate heat transfer printing production system, which comprises a heat transfer printing film releasing device, a heat transfer printing device, a steel plate baking oven and a film separating device; the thermal transfer device comprises a transfer roller, a support roller and an electrothermal radiation heating mechanism, wherein the electrothermal radiation heating mechanism comprises a film preheating part, a steel plate preheating part and a fitting heating part. The utility model discloses a membrane preheating part and steel sheet preheating part preheat heat-transfer die and steel sheet that will get into and carry out closely laminating between transfer roller and the backing roll respectively, make its entering into that has the uniform temperature between transfer roller and the backing roll, it heats to the laminating position to recycle laminating heating portion, good heating has been obtained when making heat-transfer die and steel sheet laminating, obtain good heating after, recycle transfer roller and backing roll press from both sides tight laminating, guarantee the rendition effect, make the pattern of rendition complete clear.
Description
Technical Field
The utility model relates to a field heat-transfer seal equipment especially relates to a steel sheet heat-transfer seal production system.
Background
The steel plate heat transfer printing processing transfers exquisite patterns on the transfer printing film on the surface of the steel plate through one-step processing (heating and pressurizing) of a heat transfer printing machine, and the formed ink layer and the surface of a product are dissolved into a whole, so that the printing ink is vivid and beautiful, and the grade of the product is greatly improved. The method has the advantages of delicate picture, one-step pattern forming, no need of color register, delicate printing worker, small product loss, high added value, strong process decoration, high covering power, strong adhesive force, accordance with green and environment-friendly printing standards, no environmental pollution and the like, and is widely applied.
The key step of the thermal transfer printing is to heat and press the transfer printing film and the steel plate to make the transfer printing film and the steel plate tightly attached. However, in the conventional heating, heating is usually performed only for the bonding position of the steel plate and the heat transfer film, and the heating effect is not good, so that the bonding and transfer effects are common.
SUMMERY OF THE UTILITY MODEL
The utility model discloses aim at solving one of the technical problem that exists among the prior art at least. Therefore, the utility model provides a steel sheet heat-transfer seal production system, the heating is more comprehensive, and heating effect is good for both closely combine the back rendition effectual, the rendition pattern is complete clear.
According to the utility model discloses a steel sheet heat-transfer seal production system of first aspect embodiment, include: the heat transfer printing film unwinding device is used for unwinding the heat transfer printing film; the thermal transfer printing device comprises a transfer printing roller, a supporting roller and an electrothermal radiation heating mechanism, wherein the transfer printing roller is positioned above the supporting roller and is used for receiving the unreeled thermal transfer printing film and matching with the supporting roller to attach and clamp the thermal transfer printing film and the steel plate; the electrothermal radiation heating mechanism comprises a film preheating part, a steel plate preheating part and a joint heating part, wherein the film preheating part is used for heating a heat transfer film which is about to enter between the transfer roller and the support roller; the steel plate preheating part is used for heating the steel plate which enters between the transfer roller and the support roller; the bonding heating part is used for heating the bonding position of the heat transfer film and the steel plate; the steel plate baking oven is used for baking the steel plate attached with the heat transfer film; and the film separating device is used for receiving the baked steel plate and separating the heat transfer film from the steel plate.
According to the utility model discloses steel sheet heat-transfer seal production system has following technological effect at least: the heat transfer film and the steel plate which are tightly attached to each other are preheated through the film preheating portion and the steel plate preheating portion respectively, the heat transfer film and the steel plate are enabled to have a certain temperature and enter between the transfer roller and the support roller, the attachment heating portion is recycled to heat the attachment position, good heating is achieved when the heat transfer film and the steel plate are attached to each other, after good heating is achieved, the transfer roller and the support roller are recycled to clamp and attach the transfer film and the support roller, the transfer effect is guaranteed, and the pattern of transfer printing is complete and clear.
According to some embodiments of the utility model, divide the membrane device including the separation roller with receive the membrane device, heat-transfer die and steel sheet are around connecing in the separation roller and separating, receive the membrane device and carry out the rolling to the heat-transfer die who separates.
According to some embodiments of the utility model, the membrane separation device still includes the receiving roll, the receiving roll is used for receiving steel sheet and heat-transfer die after toasting and turns to it to the separation roller.
According to some embodiments of the utility model, still include a plurality of turn to the roller, the turn to the roller is used for turning to the steel sheet after will toasting and heat-transfer die to receiving roller.
According to some embodiments of the utility model, still include thermal transfer printing back surface coating device for to the steel sheet with the thermal transfer printing another surface of the binding face carry out coating treatment.
According to some embodiments of the present invention, the thermal transfer device further comprises a base and a top frame, wherein the supporting roller is disposed at the upper end of the base; the top frame is arranged above the base, and the transfer roller is arranged at the lower end of the top frame.
According to some embodiments of the present invention, the film preheating part is provided with a first roller toward one side edge of the thermal transfer film; and a heat reflecting plate is arranged on one side of the first roller close to the inner side.
According to some embodiments of the present invention, the top frame is vertically slidably mounted with a mounting seat and a pressing plate, and the transfer roller is mounted on the mounting seat; the pressure applying plate is positioned above the mounting seat, and a pressure spring is arranged between the pressure applying plate and the mounting seat; the screw rod is positioned above the pressing plate and can be screwed to a lifting adjusting position so as to adjust the distance between the pressing plate and the mounting seat.
According to the utility model discloses a some embodiments, the mount pad has a plurality of posts of inserting that pass the board of exerting pressure towards the board of exerting pressure extension, the post is inserted in locating to the compression spring cover.
According to some embodiments of the utility model, the roof-rack is equipped with vertical extension's guide rail, the mount pad all installs on the guide rail and can follow the guide rail and go up and down to slide with exerting pressure the board.
Additional aspects and advantages of the invention will be set forth in part in the description which follows and, in part, will be obvious from the description, or may be learned by practice of the invention.
Drawings
The present invention will be further explained with reference to the drawings and examples.
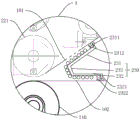
Fig. 1 is a schematic view of an installation structure of an embodiment of the present invention;
FIG. 2 is a schematic structural diagram of a thermal transfer device according to an embodiment;
FIG. 3 is an enlarged view at A of FIG. 2;
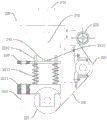
fig. 4 is a schematic structural view of a thermal transfer apparatus according to another embodiment.
Reference numerals:
a thermal transfer film placing apparatus 100;
a thermal transfer device 200, a base 210, a thermal transfer film 101, a steel plate 102, a support roller 211, and a guide roller 212; top frame 220, transfer roller 221, mounting seat 2211, insertion column 2212, pressure spring 2213, guide traction roller 222 and guide rail 223; an electrothermal radiation heating mechanism 230, a film preheating section 231, a first roller 2311, a heat reflecting plate 2312, a steel plate preheating section 232, a second roller 2321, a heat reflecting structure 2322, and a bonding heating section 233; the pressing plate 240, the screw 241, the disc 2411, the rocking wheel 242 and the connecting block 243;
a steel plate baking oven 300;
the film separating device 400, the separating roller 410, the film receiving device 420 and the receiving roller 430;
a post-thermal transfer surface coating device 500, and a turning roller 600.
Detailed Description
Reference will now be made in detail to embodiments of the present invention, examples of which are illustrated in the accompanying drawings, wherein like reference numerals refer to the same or similar elements or elements having the same or similar function throughout. The embodiments described below with reference to the drawings are exemplary only for the purpose of explaining the present invention, and should not be construed as limiting the present invention.
In the description of the present invention, it is to be understood that the terms "center", "longitudinal", "lateral", "length", "width", "thickness", "upper", "lower", "front", "rear", "left", "right", "vertical", "horizontal", "top", "bottom", "inner", "outer", "axial", "radial", "circumferential", and the like indicate orientations or positional relationships based on those shown in the drawings, and are only for convenience of description and simplicity of description, and do not indicate or imply that the device or element referred to must have a particular orientation, be constructed and operated in a particular orientation, and therefore should not be construed as limiting the present invention. Furthermore, a feature defined as "first" or "second" may explicitly or implicitly include one or more of that feature. In the description of the present invention, "a plurality" means two or more unless otherwise specified.
In the description of the present invention, it is to be noted that, unless otherwise explicitly specified or limited, the terms "mounted," "connected," and "connected" are to be construed broadly, and may be, for example, fixedly connected, detachably connected, or integrally connected; can be mechanically or electrically connected; they may be connected directly or indirectly through intervening media, or they may be interconnected between two elements. The specific meaning of the above terms in the present invention can be understood in specific cases to those skilled in the art.
Referring to fig. 1 to 2, the embodiment of the present invention provides a steel plate thermal transfer printing production system, including a thermal transfer printing film releasing device 100, a thermal transfer printing device 200, a steel plate baking oven 300 and a film separating device 400.
The heat transfer film unwinding device 100 is used for unwinding the heat transfer film 101, and the heat transfer film unwinding device 100 is provided with a corresponding unwinding roller for sleeving the whole roll of the heat transfer film 101 on the unwinding roller for unwinding.
The thermal transfer device 200 comprises a transfer roller 221, a support roller 211 and an electrothermal radiation heating mechanism 230, wherein the transfer roller 221 is positioned above the support roller 211, and the transfer roller 221 is used for receiving the unreeled thermal transfer film 101 and matching with the support roller 211 to attach and clamp the thermal transfer film 101 and the steel plate 102; the electrothermal radiation heating mechanism 230 includes a film preheating section 231, a steel plate preheating section 232, and a bonding heating section 233, the film preheating section 231 being configured to heat the thermal transfer film 101 to be entered between the transfer roller 221 and the support roller 211; the steel plate preheating section 232 is used to heat the steel plate 102 that is about to enter between the transfer roller 221 and the support roller 211; the bonding heating unit 233 heats a bonding position of the heat transfer film 101 and the steel plate 102; the steel plate baking oven 300 is used for baking the steel plate 102 to which the heat transfer film 101 is attached, so as to ensure the stability of the transfer. The film separating device 400 is used for receiving the baked steel plate 102 and separating the heat transfer film 101 from the steel plate 102, the separated heat transfer film 101 is wound, and the steel plate 102 enters a subsequent treatment process.
The embodiment of the utility model provides a pair of steel sheet heat transfer production system, preheat portion 231 and steel sheet preheating portion 232 respectively to going on heat-transfer die 101 and the steel sheet 102 that closely laminates between transfer roller 221 and backing roll 211 through the membrane, make its entering into that has the uniform temperature between transfer roller 221 and the backing roll 211, it heats the laminating position to recycle laminating heating portion 233, obtain good heating when making heat-transfer die 101 and steel sheet 102 laminate, obtain good heating after, it presss from both sides tight laminating with both to recycle transfer roller 221 and backing roll 211, make both laminating rendition effectual, make the pattern of rendition complete clear. Among the prior art, often only laminating heating portion 233's structure, in order to guarantee the heating effect, need very high calorific capacity just can heat-transfer die 101 and steel sheet 102 in the short time in order to ensure its pressfitting effect, the consumption is high, and the embodiment of the utility model discloses because the technique of preheating has been put forward to practical, it is long when having improved the heating, does not need high consumption high calorific capacity to realize better heating laminating effect, just the utility model discloses the heating pertinence is strong, does not carry out whole heating to heat-transfer die 101 and steel sheet 102, only preheats heat-transfer die 101 and steel sheet 102 near compressing tightly the laminating position, and the energy utilization is high.
It is conceivable that the film preheating section 231, the steel plate preheating section 232, and the bonding heating section 233 are integrally connected and mounted on the base 210 by a bracket, and both ends of the bonding heating section 233 are connected to one end of the film preheating section 231 and one end of the steel plate preheating section 232, respectively. Heating pipes are arranged on one sides of the film preheating part 231, the steel plate preheating part 232 and the laminating heating part 233 facing to the required heating direction, and reflective heat-reflecting plates can be further attached to the outer surfaces of the film preheating part 231, the steel plate preheating part 232 and the laminating heating part 233 to improve the energy utilization rate.
The utility model discloses a some embodiments, divide membrane device 400 including separation roller 410 and receipts membrane device 420, thermal transfer film 101 and steel sheet 102 around connecing in separation roller 410 and separation, receive membrane device 420 and carry out the rolling to the thermal transfer film 101 who separates, the thermal transfer film 101 of separation roller 410 department is received membrane device 420 rolling in order to realize separation between them, and steel sheet 102 then gets into subsequent processing technology.
The utility model discloses further embodiment, film separating device 400 still includes receiving roll 430, and receiving roll 430 is used for receiving steel sheet 102 and heat-transfer die 101 after toasting and turns to it to separation roller 410, accepts the material and realizes turning to through receiving roll 430, can prop up steel sheet 102 and heat-transfer die 101 tightly, avoids its pine to collapse, guarantees the smooth operation of system.
The utility model discloses further embodiment still includes a plurality of steering rolls 600, and steering roll 600 is located the steel sheet and is toasted stove 300 and divide between the membrane device 400, and steering roll 600 is used for turning to the steel sheet 102 after toasting and heat-transfer die 101 to receiving roll 430 for entire system is not the linear type and distributes, reduces the size that occupies the place, and rational utilization place space, steering roll 600 turn to 180 degrees to receiving roll 430 with steel sheet 102 and heat-transfer die 101.
The present invention further provides a thermal transfer post-surface coating device 500, which is used to coat another surface of the steel plate 102 opposite to the bonding surface with the thermal transfer film 101, that is, one surface of the steel plate 102 and the thermal transfer film 101 realize thermal transfer, and the other surface is coated. Generally, in order to ensure the corrosion resistance of the steel sheet 102, the coating process may employ a painting or brushing process, and the brushing process may be performed using a brushing roller. Of course, in other embodiments, other coating processes may be performed according to the needs, and are not limited herein.
Referring to fig. 2 and 3, in some embodiments of the present invention, the thermal transfer device 200 further includes a base 210 and a top frame 220, the supporting roller 211 is disposed on the upper end of the base 210, the supporting roller 211 can rotate around its axis, the top frame 220 is disposed above the base 210, and the top frame 220 is fixedly connected to the base 210 through a connecting frame. The transfer roller 221 is provided at the lower end of the top frame 220. The transfer roller 221 is located above the support roller 211, and is used for clamping and transferring the thermal transfer film 101 and the steel plate 102 passing through the transfer roller 221, a motor is connected to the transfer roller 221 to drive the transfer roller 221 to rotate, and the thermal transfer film 101 and the steel plate 102 clamped and tightly attached together are sent out by the rotation of the transfer roller 221.
In some embodiments of the present invention, the top frame 220 is provided with a guiding traction roller 222 to pull the thermal transfer film 101 tightly and to the transfer roller 221, and the thermal transfer film 101 is usually unreeled to the transfer roller 221 through an unreeling device, and the guiding traction roller 222 can avoid the thermal transfer film 101 from collapsing, and avoid the thermal transfer film from being folded at the transfer roller 221 to affect the transfer quality.
The utility model discloses a some embodiments, base 210 upper end is equipped with guide roller 212, and guide roller 212 is used for supporting the guide to entering steel sheet 102 between transfer roller 221 and the backing roll 211, avoids steel sheet 102 because it is because of self thin to paralyze soft, influences the rendition and normally goes on.
In some embodiments of the present invention, the first roller 2311 is disposed at an edge of the film preheating part 231 facing the heat transfer film 101, and the first roller 2311 can be in rolling contact with the heat transfer film 101, so as to prevent the heat transfer film 101 and the film preheating part 231 from rubbing against each other and affecting the quality of the pattern on the surface of the heat transfer film 101. Similarly, the edge of the steel plate preheating part 232 facing one side of the steel plate is provided with a second roller 2321.
In a further embodiment of the present invention, a heat reflection plate 2312 is disposed on one side of the first roller 2311 close to the inner side, and the heat reflection plate 2312 extends toward the thermal transfer film 101, so as to reflect the light and heat lost from the film preheating part 231 and the thermal transfer film 101 to a required heating area, thereby reducing energy waste. Similarly, the second roller 2321 is also provided with a corresponding heat-reflecting structure 2322 on one side.
Referring to fig. 4, in some embodiments of the present invention, a mounting seat 2211 and a pressing plate 240 are vertically slidably mounted on the top frame 220, and the transfer roller 221 is mounted on the mounting seat 2211, that is, the transfer roller 221 is lifted and lowered along with the lifting and lowering of the mounting seat 2211. The pressing plate 240 is positioned above the mounting seat 2211, and a pressure spring 2213 is arranged between the two; a screw 241 is connected to the top frame 220 through a screw thread, the screw 241 is located above the pressing plate 240 and can be screwed to a lifting adjusting position to adjust a distance between the pressing plate 240 and the mounting seat 2211, and a clamping force applied by the transfer roller 221 when the thermal transfer film 101 and the steel plate 102 are attached is adjusted by adjusting a compression degree of the compression spring 2213. When the clamping force needs to be increased, the screw 241 is only screwed to descend so as to push the pressing plate 240 downward, so as to further compress the compression spring 2213, and the compression spring 2213 provides a larger force to the mounting seat 2211 and the transfer roller 221, so that the clamping force for attaching the heat transfer film 101 to the steel plate 102 is increased.
In the utility model discloses a further embodiment, mount pad 2211 is extended towards pressure applying plate 240 has a plurality of posts 2212 of inserting that pass pressure applying plate 240, and pressure applying plate 240 is equipped with the perforation that supplies to insert post 2212 and pass, and the stable direction when realizing both relative lifts through inserting post 2212 and the fenestrate cooperation. The pressure spring 2213 is sleeved on the inserting column 2212, and the inserting column 2212 facilitates installation and detachment of the pressure spring 2213.
In a further embodiment of the present invention, a rocking wheel 242 is disposed on the upper end of the screw 241 for adjusting the height of the screw 241.
The utility model discloses a further embodiment, roof-rack 220 is equipped with vertical extension's guide rail 223, and mount pad 2211 and execute clamp plate 240 and all install on guide rail 223 and can follow guide rail 223 and go up and down to slide, realize mount pad 2211 and execute the lift direction of clamp plate 240 through guide rail 223, improve its activity stability.
In a further embodiment of the present invention, the pressing plate 240 is hung at the bottom of the screw 241. Specifically, the upper surface of the pressing plate 240 is provided with a connecting block 243 corresponding to the screw, the bottom of the screw 241 is provided with a disc 2411, the connecting block 243 is provided with an inverted T-shaped groove, the disc 2411 is embedded into the T-shaped groove, and the upper end of the T-shaped groove is provided with an opening for the screw 241 to penetrate out upwards. The disc 2411 can rotate in the T-shaped groove and can drive the connecting block 243 and the pressing plate 240 to move up and down. Of course, the pressing plate 240 may be hung in many ways, and in other embodiments, other hanging ways may be adopted, and only the screw 241 may rotate relative to the pressing plate 240. Of course, in other embodiments, the pressing plate 240 and the screw 241 may be separate, and the screw 241 may only contact against the pressing plate 240 to push the pressing plate 240 down.
In the description herein, references to the description of the term "one embodiment," "some embodiments," "an illustrative embodiment," "an example," "a specific example" or "some examples" or the like mean that a particular feature, structure, material, or characteristic described in connection with the embodiment or example is included in at least one embodiment or example of the invention. In this specification, the schematic representations of the terms used above do not necessarily refer to the same embodiment or example. Furthermore, the particular features, structures, materials, or characteristics described may be combined in any suitable manner in any one or more embodiments or examples.
While embodiments of the present invention have been shown and described, it will be understood by those of ordinary skill in the art that: various changes, modifications, substitutions and alterations can be made to the embodiments without departing from the principles and spirit of the invention, the scope of which is defined by the claims and their equivalents.
Claims (10)
1. A steel plate heat transfer printing production system is characterized by comprising:
the heat transfer printing film unreeling device (100) is used for unreeling the heat transfer printing film (101);
the thermal transfer printing device (200) comprises a transfer roller (221), a support roller (211) and an electrothermal radiation heating mechanism (230), wherein the transfer roller (221) is positioned above the support roller (211), and the transfer roller (221) is used for receiving the unreeled thermal transfer printing film (101) and matching with the support roller (211) to attach and clamp the thermal transfer printing film (101) and the steel plate (102); the electrothermal radiation heating mechanism (230) comprises a film preheating part (231), a steel plate preheating part (232) and a bonding heating part (233), wherein the film preheating part (231) is used for heating a heat transfer film (101) which enters between a transfer roller (221) and a support roller (211); the steel plate preheating section (232) is used for heating the steel plate (102) which is about to enter between the transfer roller (221) and the support roller (211); the bonding heating unit (233) is configured to heat a bonding position of the heat transfer film (101) and the steel plate (102);
the steel plate baking oven (300) is used for baking the steel plate (102) attached with the heat transfer film (101);
and the film separating device (400) is used for receiving the baked steel plate (102) and separating the heat transfer film (101) from the steel plate (102).
2. The steel sheet thermal transfer printing production system according to claim 1, characterized in that: the film separating device (400) comprises a separating roller (410) and a film collecting device (420), the thermal transfer film (101) and the steel plate (102) are wound on the separating roller (410) and separated, and the separated thermal transfer film (101) is wound by the film collecting device (420).
3. The steel sheet thermal transfer printing production system according to claim 2, characterized in that: the film separating device (400) further comprises a receiving roller (430), and the receiving roller (430) is used for receiving the baked steel plate (102) and the heat transfer film (101) and diverting the baked steel plate and the heat transfer film to a separating roller (410).
4. The steel sheet thermal transfer printing production system according to claim 3, characterized in that: the baking device further comprises a plurality of steering rollers (600), wherein the steering rollers (600) are used for steering the baked steel plate (102) and the heat transfer film (101) to a receiving roller (430).
5. The steel sheet thermal transfer printing production system according to claim 1, characterized in that: the coating device (500) is used for coating the other surface of the steel plate (102) opposite to the joint surface with the heat transfer film (101).
6. The steel sheet thermal transfer printing production system according to claim 1, characterized in that: the thermal transfer printing device (200) further comprises a base (210) and a top frame (220), wherein the supporting roller (211) is arranged at the upper end of the base (210); the top frame (220) is arranged above the base (210), and the transfer roller (221) is arranged at the lower end of the top frame (220).
7. The steel sheet thermal transfer printing production system according to claim 6, characterized in that: a first roller (2311) is arranged at the edge of one side of the film preheating part (231) facing the heat transfer film (101); and a heat reflecting plate (2312) is arranged at one side of the first roller (2311) close to the inside.
8. The steel sheet thermal transfer printing production system according to claim 6, characterized in that: a mounting seat (2211) and a pressing plate (240) are vertically and slidably mounted on the top frame (220), and the transfer roller (221) is mounted on the mounting seat (2211); the pressing plate (240) is positioned above the mounting seat (2211), and a pressure spring (2213) is arranged between the pressing plate and the mounting seat; the top frame (220) is in threaded connection with a screw (241), and the screw (241) is located above the pressing plate (240) and can be screwed to the lifting adjusting position to adjust the distance between the pressing plate (240) and the mounting seat (2211).
9. The steel sheet thermal transfer printing production system according to claim 8, characterized in that: the mounting seat (2211) extends towards the pressing plate (240) to form a plurality of inserting columns (2212) penetrating through the pressing plate (240), and the pressing spring (2213) is sleeved on the inserting columns (2212).
10. The steel sheet thermal transfer printing production system according to claim 8, characterized in that: the top frame (220) is provided with a guide rail (223) extending vertically, and the mounting seat (2211) and the pressing plate (240) are both mounted on the guide rail (223) and can lift and slide along the guide rail (223).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022753885.6U CN214294992U (en) | 2020-11-24 | 2020-11-24 | Steel sheet heat-transfer seal production system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022753885.6U CN214294992U (en) | 2020-11-24 | 2020-11-24 | Steel sheet heat-transfer seal production system |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214294992U true CN214294992U (en) | 2021-09-28 |
Family
ID=77843933
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022753885.6U Active CN214294992U (en) | 2020-11-24 | 2020-11-24 | Steel sheet heat-transfer seal production system |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214294992U (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112497896A (en) * | 2020-11-24 | 2021-03-16 | 佛山市高明基业冷轧钢板有限公司 | Steel sheet heat-transfer seal production system |
| CN116674287A (en) * | 2023-07-12 | 2023-09-01 | 湖南隆深氢能科技有限公司 | Sheet type roller-to-roller transfer printing and packaging integrated equipment |
| CN116749639A (en) * | 2023-07-12 | 2023-09-15 | 湖南隆深氢能科技有限公司 | Preheating device and sheet type roller-to-roller transfer printing and packaging integrated equipment |
-
2020
- 2020-11-24 CN CN202022753885.6U patent/CN214294992U/en active Active
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112497896A (en) * | 2020-11-24 | 2021-03-16 | 佛山市高明基业冷轧钢板有限公司 | Steel sheet heat-transfer seal production system |
| CN112497896B (en) * | 2020-11-24 | 2024-08-06 | 佛山市高明基业冷轧钢板有限公司 | Steel plate heat transfer printing production system |
| CN116674287A (en) * | 2023-07-12 | 2023-09-01 | 湖南隆深氢能科技有限公司 | Sheet type roller-to-roller transfer printing and packaging integrated equipment |
| CN116749639A (en) * | 2023-07-12 | 2023-09-15 | 湖南隆深氢能科技有限公司 | Preheating device and sheet type roller-to-roller transfer printing and packaging integrated equipment |
| CN116674287B (en) * | 2023-07-12 | 2024-03-19 | 湖南隆深氢能科技有限公司 | Sheet type roller-to-roller transfer printing and packaging integrated equipment |
| CN116749639B (en) * | 2023-07-12 | 2024-04-19 | 湖南隆深氢能科技有限公司 | Preheating device and sheet type roller-to-roller transfer printing and packaging integrated equipment |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN214294992U (en) | Steel sheet heat-transfer seal production system | |
| CN210876884U (en) | Multi-angle industrial steel plate bending machine tool | |
| KR20030041124A (en) | Continuous manufacturing system for aluminum honeycomb panel | |
| CN215554470U (en) | Novel hardening film pad pasting device | |
| CN114311940A (en) | Antibacterial anti-soil surface fabric processing is with hot pressing combined mechanism | |
| CN113829728A (en) | Sandwich dermatoglyph paper compounding machine | |
| CN112497896B (en) | Steel plate heat transfer printing production system | |
| CN214294991U (en) | Steel plate heat transfer printing heating device | |
| CN215512791U (en) | Improvement gilding press | |
| CN216832775U (en) | Thermoprinting equipment for plastic pipe processing | |
| CN115771256A (en) | Two-sided synchronous laminating equipment of anticorrosive steel-plastic panel | |
| CN216610503U (en) | Plate pattern printing device | |
| CN211165828U (en) | Heat-transfer machine of cloth production usefulness | |
| CN214983970U (en) | Multistage laminating equipment | |
| CN210190820U (en) | Ultra-wide film sticking machine | |
| CN210100743U (en) | Preheating mechanism of film coating machine | |
| CN210257300U (en) | Automatic pasting and covering device for building heat insulation film for house building board | |
| CN211591672U (en) | Laminating device of curved surface glass and OLED display screen | |
| CN2366263Y (en) | Equipment for producing layered aluminium-plastic plate with honeycomb sandwich core | |
| CN221250112U (en) | Sandwich color steel plate pressing device | |
| CN221457121U (en) | Multi-station integrated digital printer | |
| CN215660785U (en) | Compression fittings that plywood processing was used | |
| CN220496837U (en) | Drying end infrared heating equipment | |
| CN212732765U (en) | A roll coating machine for composite sheet | |
| CN214984167U (en) | Printing device integrating indentation and film covering |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |