CN213858945U - Hot-metal bottle trunnion hole cutting positioner - Google Patents
Hot-metal bottle trunnion hole cutting positioner Download PDFInfo
- Publication number
- CN213858945U CN213858945U CN202023047604.1U CN202023047604U CN213858945U CN 213858945 U CN213858945 U CN 213858945U CN 202023047604 U CN202023047604 U CN 202023047604U CN 213858945 U CN213858945 U CN 213858945U
- Authority
- CN
- China
- Prior art keywords
- hot metal
- metal bottle
- positioning
- locating lever
- connecting plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Abstract
The utility model relates to an appurtenance is used in hot metal bottle production, concretely relates to hot metal bottle ear shaft hole cutting positioner, including support and positioner, positioner include locating lever, swivel sleeve and connecting plate, the locating lever is vertical to be connected on the support, the swivel sleeve is connected on the locating lever slidably, connecting plate one end fixed connection is on the swivel sleeve outer wall, the locating lever upper end and the laminating of hot metal bottle surface, simple structure, easily manufacturing, saving economic cost; the utility model is convenient to use, the utility model is placed below the hot metal ladle, the upper end of the positioning rod of the positioning device is contacted with the side wall of the hot metal ladle, and the marking and cutting work can be completed by the rotation of the connecting plate; the positioning is accurate, the relative position of the positioning device and the hot metal ladle can be adjusted, and the position of the utility model can be moved according to the actual situation to ensure the accuracy of the tapping position; high efficiency is stable, and this work can be operated to accomplish alone to practice thrift work such as a large amount of manual works marking off, cutting.
Description
Technical Field
The utility model relates to an appurtenance is used in the hot metal bottle production, concretely relates to hot metal bottle otic placode hole cutting positioner.
Background
The hot metal bottle is the collection and the transportation equipment of blast furnace ironmaking product molten iron, also call the iron ladle, the flourishing iron ladle, specially for the supporting design of steelmaking stove, play the effect of lifting the weight and wanting the equipment in metallurgical industry, there are two main gudgeons on the hot metal bottle jar body, four counter shafts, all weights all need the gudgeon to come the support, these are the key spare part of hot metal bottle, the gudgeon all is on a parallel with jar body central line with the center connection of back shaft, the deviation can not appear in the position in these six shaft holes, will influence the equipment of gudgeon, gudgeon mounted position produces the deviation, the hot metal bottle is when using, can cause the molten iron to incline at jar internal, the molten iron flows and causes great potential safety hazard, influence the normal use of hot metal bottle. When the six shafts are installed, holes need to be formed in the tank body, the tank body is an arc-shaped surface, and the positions of the trunnion holes are not easy to determine. However, in actual production, because the tank body is in a circular arc shape, the accurate positioning and manufacturing of the trunnion holes are difficult, a large amount of manpower and time are often spent, and the two main trunnions cannot be accurately ensured, and the four fulcrum shafts, namely the triangular area formed by one main trunnion at one side and 2 supporting shafts, are accurately positioned, so that a device for accurately positioning, conveniently and quickly forming the trunnion holes in the tank body of the hot metal tank is urgently needed in actual production.
SUMMERY OF THE UTILITY MODEL
For overcoming the problem that exists among the above-mentioned prior art, the utility model aims at providing a hot metal bottle otic placode hole cutting positioner, simple structure, use convenient, location accuracy, high-efficient stable, solved the problem that exists among the prior art.
The utility model adopts the technical proposal that:
the utility model provides a hot metal bottle trunnion hole cutting positioner, includes support and positioner, positioner include locating lever, rotary sleeve and connecting plate, the vertical connection of locating lever is on the support, rotary sleeve sliding connection is on the locating lever, connecting plate one end fixed connection is on the rotary sleeve outer wall, the laminating of locating lever upper end and hot metal bottle surface.
And further, a positioning conical head is arranged at the upper end of the positioning rod, and the top end of the positioning conical head is attached to the outer surface of the molten iron tank.
And further, the other end of the connecting plate is provided with a fixed connecting hole which penetrates through the connecting plate along the vertical direction.
The positioning devices are three, and the connecting positions of the three positioning devices are at three vertexes of an isosceles triangle.
Furthermore, the lower end of the positioning rod is provided with a threaded part, and the positioning rod is in threaded connection with the support.
And the two locking nuts are respectively arranged at the upper end and the lower end of the bracket.
The utility model has the advantages that:
1. the structure is simple, the production and the manufacture are easy, and the economic cost is saved;
2. the utility model is convenient to use, the utility model is placed below the hot metal ladle, the upper end of the positioning rod of the positioning device is contacted with the side wall of the hot metal ladle, and the marking and cutting work can be completed by the rotation of the connecting plate;
3. the positioning is accurate, the relative position of the positioning device and the hot metal ladle can be adjusted, and the position of the utility model can be moved according to the actual situation to ensure the accuracy of the tapping position;
4. high efficiency is stable, and this work can be operated to accomplish alone to practice thrift work such as a large amount of manual works marking off, cutting.
Drawings
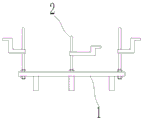
Fig. 1 is a schematic view of the structure of the present invention;
fig. 2 is a schematic top view of the present invention;
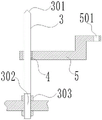
FIG. 3 is a schematic view of a half-section structure of the positioning device of the present invention;
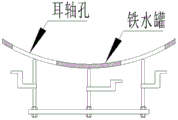
fig. 4 is a schematic view of the usage state of the present invention.
In the figure: 1. the device comprises a support, 2, a positioning device, 3, a positioning rod, 301, a positioning conical head, 302, a threaded portion, 303, a locking nut, 4, a rotating sleeve, 5, a connecting plate and 501, and a fixed connecting hole.
Detailed Description
The present invention will be described in detail with reference to the accompanying drawings and specific embodiments:
a hot metal bottle ear shaft hole cutting and positioning device comprises a support 1 and a positioning device 2, wherein the positioning device 2 comprises a positioning rod 3, a rotary sleeve 4 and a connecting plate 5, the positioning rod 3 is vertically connected on the support 1, the rotary sleeve 4 is slidably connected on the positioning rod 3, one end of the connecting plate 5 is fixedly connected on the outer wall of the rotary sleeve 4, the upper end of the positioning rod 3 is attached to the outer surface of a hot metal bottle, the opening center of the ear shaft hole is determined by the positioning rod 3 on the positioning device 2, then a marking tool or a cutting tool is connected at the other end of the connecting plate 5, the marking and cutting work can be completed by rotating the rotary sleeve 4 by one circle of the connecting plate 5, because the side wall of the hot metal bottle is an arc surface, the rotary sleeve 4 can slide on the positioning rod 3, the rotary sleeve 4 can slide up and down in the rotating process, and further can enable the marking tool or the cutting tool to be attached to the side wall of the hot metal bottle all the time, thereby guarantee that the earmuff hole after the cutting accords with the designing requirement, set up the cooperation that 4 inner walls of swivel mount and locating lever 3 can also be guaranteed to swivel mount 4 simultaneously, reduce the error, also be convenient for change if 4 wearing and tearing of swivel mount.
Further 3 upper ends of locating lever be equipped with location conical head 301, location conical head 301 top and hot metal bottle surface laminating set up 3 upper ends of locating lever into location conical head 301, utilize the sharp point at location conical head 301 top can better complete positioning work, reduce the error.
Further connecting plate 5 the other end be equipped with fixed connection hole 501, fixed connection hole 501 extends vertical direction and runs through connecting plate 5, can directly be fixed marking tool or cutting tool through fixed connection hole 501 to the horizontal distance between fixed connection hole 501 axis to 3 axis of locating lever is the cutting radius in ear axle hole promptly, has stabilized the machining precision more like this.
Further 3 lower extreme of locating lever be equipped with screw thread portion 302, locating lever 3 and 1 threaded connection of support utilize the height position of the adjustable locating lever 3 of screw thread portion 302 of 3 lower extremes of locating lever, because the arc degree of hot metal bottle outer wall can not guarantee unanimously in process of production, has a little difference, consequently when three point location, the condition that three points can not contact simultaneously can appear, consequently the locating lever 3 can guarantee through the slight adjustment of upper and lower position the utility model discloses a normal use.
Further be connected with lock nut 303 on the screw thread portion 302 two, two lock nut 303 set up respectively in support 1 upper and lower both ends, lock the locating lever after adjusting through two lock nut 303, guarantee the machining precision.
During the use, place the molten iron jar level, will again the utility model discloses the level is placed in molten iron jar lateral wall below, then alignment earhole hole cutting position, closely laminates 3 upper ends of locating lever and molten iron jar lateral wall, and locating lever 3, support 1 and molten iron jar are fixed to become a whole this moment, then connect marking tool or cutting means in fixed connection hole 501, through rotating 5 a week of connecting plate, can accomplish and rule or cutting work.
Claims (6)
1. The utility model provides a hot metal bottle trunnion hole cutting positioner which characterized in that: including support (1) and positioner (2), positioner (2) including locating lever (3), swivel sleeve (4) and connecting plate (5), locating lever (3) vertical connection is on support (1), swivel sleeve (4) sliding connection is on locating lever (3), connecting plate (5) one end fixed connection is on swivel sleeve (4) outer wall, laminating of locating lever (3) upper end and hot metal bottle surface.
2. The hot-metal bottle trunnion hole cutting and positioning device of claim 1, which is characterized in that: the upper end of the positioning rod (3) is provided with a positioning conical head (301), and the top end of the positioning conical head (301) is attached to the outer surface of the molten iron tank.
3. The hot-metal bottle trunnion hole cutting and positioning device of claim 1, which is characterized in that: the other end of the connecting plate (5) is provided with a fixed connecting hole (501), and the fixed connecting hole (501) penetrates through the connecting plate (5) along the vertical direction.
4. The hot-metal bottle trunnion hole cutting and positioning device of claim 2, which is characterized in that: the number of the positioning devices (2) is three, and the connecting positions of the three positioning devices (2) are arranged at three vertexes of an isosceles triangle.
5. The molten iron tank trunnion hole cutting and positioning device of any one of claims 1-4, which is characterized in that: the lower end of the positioning rod (3) is provided with a threaded part (302), and the positioning rod (3) is in threaded connection with the bracket (1).
6. The hot-metal bottle trunnion hole cutting and positioning device of claim 5, which is characterized in that: the two locking nuts (303) are connected to the threaded portion (302), and the two locking nuts (303) are respectively arranged at the upper end and the lower end of the support (1).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023047604.1U CN213858945U (en) | 2020-12-16 | 2020-12-16 | Hot-metal bottle trunnion hole cutting positioner |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023047604.1U CN213858945U (en) | 2020-12-16 | 2020-12-16 | Hot-metal bottle trunnion hole cutting positioner |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213858945U true CN213858945U (en) | 2021-08-03 |
Family
ID=77068882
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202023047604.1U Active CN213858945U (en) | 2020-12-16 | 2020-12-16 | Hot-metal bottle trunnion hole cutting positioner |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213858945U (en) |
-
2020
- 2020-12-16 CN CN202023047604.1U patent/CN213858945U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN205932926U (en) | Horizontal gird hoist with adjustable | |
| CN206811393U (en) | A kind of flange welding positioning tooling | |
| CN106834611B (en) | A kind of spring buffer formula automatic argon-blowing connector | |
| CN213858945U (en) | Hot-metal bottle trunnion hole cutting positioner | |
| CN215402585U (en) | Traveling crane lifting hook for turning over steel ladle and iron ladle | |
| CN208087077U (en) | A kind of precise positioning gantry crane | |
| CN210996476U (en) | Tundish nozzle centering device | |
| CN201183183Y (en) | Flange welding locater | |
| CN217121727U (en) | Stopper rod centering calibrating device suitable for middle package | |
| CN202786304U (en) | Guide positioning device for rapidly mounting converter shell | |
| CN202804129U (en) | Multidirectional adjustable support | |
| CN213053549U (en) | Convenient installation frock structure of mouth of pipe | |
| CN209394589U (en) | Blast-furnace tuyere flange mounting and adjusting tool | |
| CN216711364U (en) | Multi-angle adjustable positioning lifting hook of crane | |
| CN221313895U (en) | Hot metal bottle trunnion concentricity adjusting device | |
| CN220240047U (en) | Integral mouth of a river centering device of pouring basket in middle of continuous casting | |
| CN220377658U (en) | Protection device suitable for steel bar connecting sleeve of high-speed railway box girder bridge deck | |
| CN209550590U (en) | A kind of positioning of continuous casting production vehicle weighing frame and high-speed adjustment device | |
| CN221049922U (en) | Sealing plate mounting device | |
| CN205342329U (en) | Center location governing system | |
| CN221027104U (en) | Hoisting tool for separating and combining rings of threaded locking ring heat exchanger | |
| CN218134947U (en) | Positioning device for accurately installing steel ladle upper nozzle | |
| CN219694496U (en) | Device for evaluating stirring strength of argon in ladle of VD furnace | |
| CN213559291U (en) | Round steel reducing bending device | |
| CN104625039B (en) | Placing method of integrally cast steel ladle core die |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |