CN211939638U - Sleeper wing plate assembly welding tool - Google Patents
Sleeper wing plate assembly welding tool Download PDFInfo
- Publication number
- CN211939638U CN211939638U CN202020260809.9U CN202020260809U CN211939638U CN 211939638 U CN211939638 U CN 211939638U CN 202020260809 U CN202020260809 U CN 202020260809U CN 211939638 U CN211939638 U CN 211939638U
- Authority
- CN
- China
- Prior art keywords
- backing plate
- plate
- welding
- square pipe
- sleeper beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
The utility model discloses a sleeper beam pterygoid lamina assembly welding frock, including the main frame device, the upper surface of main frame device is provided with first welding backing plate device and second welding backing plate device, and the upper surface of main frame device is provided with pterygoid lamina closing device, and pterygoid lamina closing device sets up the outside at first welding backing plate device and second welding backing plate device simultaneously. This sleeper beam pterygoid lamina assembly welding frock, first welding backing plate device is through adjusting first screw jack with the quick jack-up of second backing plate, closely laminate first red copper welding backing plate with sleeper beam section bar and pterygoid lamina panel, reduce sleeper beam section bar and pterygoid lamina panel misalignment, second welding backing plate device is through adjusting second screw jack with the quick jack-up of third backing plate, with second red copper welding backing plate and sleeper beam section bar, pterygoid lamina panel and stiffening plate panel closely laminate, reduce sleeper beam section bar and pterygoid lamina panel misalignment, pterygoid lamina closing device compresses tightly the effect and the effect of prefabricated anti-deformation to the pterygoid lamina through adjusting the screw.
Description
Technical Field
The utility model relates to a sleeper beam correlation technique field specifically is a sleeper beam pterygoid lamina assembly welding frock.
Background
The sleeper beam is an important component of a traction and bolster buffer in the underframe module of the railway vehicle and bears the alternating load of the vehicle. Due to rapid unbalanced heating and cooling in the aluminum alloy welding process, the deformation caused by welding residual stress influences the later use of the structure, the product size is difficult to control due to the influence of welding deformation, and the product can not meet the use requirement in the welding process.
At present, each light rail component manufacturer mostly adopts a free welding and post-welding shaping method to control welding deformation of a sleeper beam wing plate, has the defects of large workload, unstable welding quality and high cost, and has the defects of a limiting and pressing device with an unadjustable position, wherein the end part of a cutting and pressing head is mostly carbon steel, electrochemical corrosion is possibly generated when the cutting and pressing head is in contact with an aluminum alloy product, and the product quality is influenced, so that the deformation of the sleeper beam wing plate during welding is controlled by designing a welding tool for the sleeper beam wing plate.
SUMMERY OF THE UTILITY MODEL
An object of the utility model is to provide a sleeper beam pterygoid lamina assembly welding frock to spacing and closing device who proposes in solving above-mentioned background art, the position is not adjustable, and the head portion that surely compresses tightly is mostly carbon steel, probably takes place electrochemical corrosion when contacting with the aluminum alloy product, influences product quality's problem.
In order to achieve the above object, the utility model provides a following technical scheme: the utility model provides a sleeper beam pterygoid lamina assembly welding frock, includes the main frame device, the upper surface of main frame device is provided with first welding backing plate device and second welding backing plate device, and the upper surface of main frame device is provided with pterygoid lamina closing device, and pterygoid lamina closing device sets up the outside at first welding backing plate device and second welding backing plate device simultaneously.
Preferably, the main frame device comprises a first square pipe, a first base plate, a second square pipe, a third square pipe, a panel and a limiting block, the lower end of the first square pipe is provided with the first base plate, the second square pipe and the third square pipe are arranged on the first square pipe, the second square pipe and the third square pipe are connected with each other, the panel is arranged on the second square pipe and the third square pipe, and the limiting block is arranged on the panel.
Preferably, the first welding backing plate device comprises a first red copper welding backing plate, a second backing plate and a first screw jack, the second backing plate is arranged at the lower end of the first red copper welding backing plate, and the first screw jack is arranged at the lower end of the second backing plate.
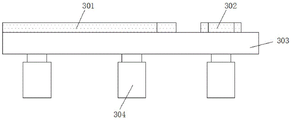
Preferably, the second welding backing plate device comprises a second red copper welding backing plate, a third backing plate and a second screw jack, wherein the second red copper welding backing plate is arranged on the third backing plate, the third red copper welding backing plate is arranged on the inner side of the second red copper welding backing plate, and the second screw jack is arranged at the lower end of the third backing plate.
Preferably, pterygoid lamina closing device is including first pipe, the spacing ring, the second pipe, the crossbeam, first nut, the screw rod, the second nut, the steel ball, the foot cup, carbon steel plate and aluminum alloy plate, and be provided with spacing ring and second pipe on the first pipe, the spacing ring sets up in second pipe below simultaneously, second pipe lateral surface is connected with the crossbeam, and the crossbeam keeps away from the one end of second pipe and is provided with first nut, be provided with the screw rod on the first nut, and the lower extreme of screw rod runs through first nut and is provided with the second nut, the second nut is connected with the foot cup through the steel ball, and the foot cup lower extreme is provided with the carbon steel plate, simultaneously the lower extreme of carbon steel plate is provided with aluminum alloy plate.
Preferably, the second nut is rotatably connected with the foot cup through a steel ball.
Compared with the prior art, the beneficial effects of the utility model are that: the sleeper beam wing plate assembly welding tool is provided with a welding tool,
(1) the main frame device consists of a first square pipe, a second square pipe, a third square pipe, a first base plate, a panel and a limiting block, and mainly plays roles of supporting a sleeper beam section and quickly positioning;
(2) second welding backing plate device closely laminates second red copper welding backing plate and sleeper beam section bar, pterygoid lamina panel and stiffening plate panel through adjusting the quick jack-up of second screw jack with the third backing plate, reduces sleeper beam section bar and pterygoid lamina panel misalignment, and pterygoid lamina closing device compresses tightly the effect and the prefabricated anti-deformation's of pterygoid lamina through adjusting the screw, cooperates above-mentioned 2 kinds of red copper welding backing plates, and the free welding deformation of restriction sleeper beam pterygoid lamina has avoided electrochemical corrosion, effectively guarantees product quality.
Drawings
FIG. 1 is a schematic front view of the present invention;
FIG. 2 is a schematic top view of the main frame assembly of the present invention;
FIG. 3 is a schematic structural view of a first welding backing plate device of the present invention;
FIG. 4 is a schematic structural view of a second welding backing plate device of the present invention;
fig. 5 is a schematic structural view of the wing plate pressing device of the present invention.
In the figure: 1. the device comprises a main frame device, 101, a first square pipe, 102, a first cushion plate, 103, a second square pipe, 104, a third square pipe, 105, a panel, 106, a limiting block, 2, a first welding cushion plate device, 201, a first red copper welding cushion plate, 202, a second cushion plate, 203, a first screw jack, 3, a second welding cushion plate device, 301, a second red copper welding cushion plate, 302, a third red copper welding cushion plate, 303, a third cushion plate, 304, a second screw jack, 4, a wing plate pressing device, 401, a first round pipe, 402, a limiting ring, 403, a second round pipe, 404, a cross beam, 405, a first nut, 406, a screw rod, 407, a second nut, 408, a steel ball, 409, a foot cup, 410, a carbon steel plate, 411 and an aluminum alloy plate.
Detailed Description
The technical solutions in the embodiments of the present invention will be described clearly and completely with reference to the accompanying drawings in the embodiments of the present invention, and it is obvious that the described embodiments are only some embodiments of the present invention, not all embodiments. Based on the embodiments in the present invention, all other embodiments obtained by a person skilled in the art without creative work belong to the protection scope of the present invention.
Referring to fig. 1-5, the present invention provides a technical solution: a sleeper beam pterygoid lamina assembly welding frock, as shown in figure 1, figure 2, figure 3, figure 4 and figure 5, the upper surface of main frame device 1 is provided with first welding backing plate device 2 and second welding backing plate device 3, and the upper surface of main frame device 1 is provided with pterygoid lamina closing device 4, and pterygoid lamina closing device 4 sets up the outside at first welding backing plate device 2 and second welding backing plate device 3 simultaneously, main frame device 1 includes first side pipe 101, first backing plate 102, second side pipe 103, third side pipe 104, panel 105 and stopper 106, and the lower extreme of first side pipe 101 is provided with first backing plate 102, and first side pipe 101 is provided with second side pipe 103 and third side pipe 104, and interconnect between second side pipe 103 and third side pipe 104, second side pipe 103 and third side pipe 104 are provided with panel 105, and panel 105 is provided with stopper 106, by first side pipe 101, second side pipe 103, second side pipe 104, and third side pipe 104 are provided with stopper 106, The main frame device 1 is composed of a second square pipe 103, a third square pipe 104, a first base plate 102, a panel 105, a limiting block 106 and the like, and mainly has the functions of supporting a sleeper beam section and quickly positioning, the first welding base plate device 2 comprises a first red copper welding base plate 201, a second base plate 202 and a first screw jack 203, the lower end of the first red copper welding base plate 201 is provided with the second base plate 202, the lower end of the second base plate 202 is provided with the first screw jack 203, the second base plate 202 is quickly jacked up by adjusting the first screw jack 203, the first red copper welding base plate 201 is tightly jointed with the sleeper beam section and a wing plate, the misalignment of the sleeper beam section and the wing plate is reduced, the first screw jack 203 is arranged on the panel 105, the second welding base plate device 3 comprises a second red copper welding base plate 301, a third red copper welding base plate 302, a third base plate 303 and a second screw jack 304, the second red copper welding backing plate 301 is arranged on the third backing plate 303, the third red copper welding backing plate 302 is arranged on the inner side of the second red copper welding backing plate 301, meanwhile, the lower end of the third backing plate 303 is provided with a second screw jack 304, the third backing plate 303 is quickly jacked up by adjusting the second screw jack 304, the second red copper welding backing plate 301 is tightly attached to the sleeper beam profile, the wing plate and the reinforcing plate, the misalignment of the sleeper beam profile and the wing plate is reduced, the wing plate pressing device 4 comprises a first round pipe 401, a limiting ring 402, a second round pipe 403, a cross beam 404, a first nut 405, a screw 406, a second nut 407, a steel ball 408, a foot cup 409, a carbon steel plate 410 and an aluminum alloy plate 411, the first round pipe 401 is provided with the limiting ring 402 and the second round pipe 403, and the limiting ring 402 is arranged below the second round pipe 403, the outer side surface of the second circular pipe 403 is connected with a cross beam 404, one end of the cross beam 404, which is far away from the second circular pipe 403, is provided with a first nut 405, the first nut 405 is provided with a screw rod 406, the lower end of the screw rod 406 penetrates through the first nut 405 and is provided with a second nut 407, the second nut 407 is connected with a foot cup 409 through a steel ball 408, the lower end of the foot cup 409 is provided with a carbon steel plate 410, the lower end of the carbon steel plate 410 is provided with an aluminum alloy plate 411, the aluminum alloy plate 411 performs compression action and prefabricated reversible deformation action on a wing plate through an adjusting screw rod 406 and prevents electrochemical corrosion, the second nut 407 is rotatably connected with the foot cup 409 through the steel ball 408, and when the adjusting screw rod 406 is compressed and fixed, friction damage between the aluminum alloy plate.
The working principle is as follows: when the sleeper beam and wing plate assembly welding tool is used, a foot cup 409 is installed on a screw 406 through a second nut 407, the sleeper beam profile is supported and quickly positioned under the action of a first square pipe 101, a second square pipe 103, a third square pipe 104, a first base plate 102, a panel 105 and a limiting block 106, a second base plate 202 is quickly jacked up by adjusting a first screw jack 203, a first red copper welding base plate 201 is tightly attached to the sleeper beam profile and wing plate, the misalignment of the sleeper beam profile and wing plate is reduced, a third base plate 303 is quickly jacked up by adjusting a second screw jack 304, a second red copper welding base plate 301 is tightly attached to the sleeper beam profile, the wing plate and a reinforcing plate, the misalignment of the sleeper beam profile and the wing plate is reduced, a second circular pipe 403 is driven by a cross beam 404 to rotate on the first circular pipe 401 in a proper direction, the screw 406 is screwed, and the screw 406 pushes the second nut 407 downwards under the action of the first nut 405, so that the aluminum alloy plate 411 performs the compressing action and the prefabricating reversible deformation action on the wing plate, when the aluminum alloy plate 411 is in contact with the wing plate for compressing, under the rotating action of the steel balls 408, the friction damage between the aluminum alloy plate 411 and the wing plate caused by the compression and fixation of the adjusting screw 406 is avoided, and the content which is not described in detail in the specification belongs to the prior art which is known by technicians in the field.
The terms "central," "longitudinal," "lateral," "front," "rear," "left," "right," "vertical," "horizontal," "top," "bottom," "inner," "outer," and the like are used in the orientation or positional relationship indicated in the drawings for ease of description, but are not intended to indicate or imply that the device or element so referred to must have a particular orientation, be constructed and operated in a particular orientation, and are not to be considered limiting of the scope of the invention.
Although the present invention has been described in detail with reference to the foregoing embodiments, it will be apparent to those skilled in the art that modifications may be made to the embodiments or portions thereof without departing from the spirit and scope of the invention.
Claims (6)
1. The utility model provides a sleeper beam pterygoid lamina assembly welding frock, includes main frame device (1), its characterized in that: the upper surface of the main frame device (1) is provided with a first welding backing plate device (2) and a second welding backing plate device (3), the upper surface of the main frame device (1) is provided with a wing plate pressing device (4), and the wing plate pressing device (4) is arranged on the outer sides of the first welding backing plate device (2) and the second welding backing plate device (3).
2. The assembly welding tool for the wing plate of the sleeper beam as claimed in claim 1, is characterized in that: the main frame device (1) comprises a first square pipe (101), a first base plate (102), a second square pipe (103), a third square pipe (104), a panel (105) and a limiting block (106), wherein the first base plate (102) is arranged at the lower end of the first square pipe (101), the second square pipe (103) and the third square pipe (104) are arranged on the first square pipe (101), the second square pipe (103) and the third square pipe (104) are connected with each other, the panel (105) is arranged on the second square pipe (103) and the third square pipe (104), and the limiting block (106) is arranged on the panel (105).
3. The assembly welding tool for the wing plate of the sleeper beam as claimed in claim 1, is characterized in that: the first welding backing plate device (2) comprises a first red copper welding backing plate (201), a second backing plate (202) and a first screw jack (203), wherein the second backing plate (202) is arranged at the lower end of the first red copper welding backing plate (201), and the first screw jack (203) is arranged at the lower end of the second backing plate (202).
4. The assembly welding tool for the wing plate of the sleeper beam as claimed in claim 1, is characterized in that: second welding backing plate device (3) is including second red copper welding backing plate (301), third red copper welding backing plate (302), third backing plate (303) and second screw jack (304), and second red copper welding backing plate (301) set up on third backing plate (303), be provided with third red copper welding backing plate (302) on third backing plate (303), and third red copper welding backing plate (302) set up the inboard at second red copper welding backing plate (301), and the lower extreme of third backing plate (303) is provided with second screw jack (304) simultaneously.
5. The assembly welding tool for the wing plate of the sleeper beam as claimed in claim 1, is characterized in that: the wing plate pressing device (4) comprises a first circular tube (401), a limiting ring (402), a second circular tube (403), a cross beam (404), a first nut (405), a screw rod (406), a second nut (407), a steel ball (408), a foot cup (409), a carbon steel plate (410) and an aluminum alloy plate (411), wherein the limiting ring (402) and the second circular tube (403) are arranged on the first circular tube (401), the limiting ring (402) is arranged below the second circular tube (403), the outer side surface of the second circular tube (403) is connected with the cross beam (404), a first nut (405) is arranged at one end, far away from the second circular tube (403), of the cross beam (404), the screw rod (406) is arranged on the first nut (405), a second nut (407) is arranged at the lower end of the screw rod (406) penetrating through the first nut (405), and the second nut (407) is connected with the foot cup (409) through the steel ball (408), and the lower end of the foot cup (409) is provided with a carbon steel plate (410), and the lower end of the carbon steel plate (410) is provided with an aluminum alloy plate (411).
6. The assembly welding tool for the wing plate of the sleeper beam as claimed in claim 5, wherein: the second nut (407) is rotatably connected with the foot cup (409) through a steel ball (408).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020260809.9U CN211939638U (en) | 2020-03-05 | 2020-03-05 | Sleeper wing plate assembly welding tool |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020260809.9U CN211939638U (en) | 2020-03-05 | 2020-03-05 | Sleeper wing plate assembly welding tool |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211939638U true CN211939638U (en) | 2020-11-17 |
Family
ID=73188935
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020260809.9U Active CN211939638U (en) | 2020-03-05 | 2020-03-05 | Sleeper wing plate assembly welding tool |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211939638U (en) |
-
2020
- 2020-03-05 CN CN202020260809.9U patent/CN211939638U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN207013924U (en) | For welding the fixture of front longitudinal assembly | |
| CN111360477B (en) | Traction and buffering composition welding tool | |
| CN201519850U (en) | Clamping device for assembly welding of orbit vehicle side wall top side beams | |
| CN111872868A (en) | Engine end cover special fixture | |
| CN211939638U (en) | Sleeper wing plate assembly welding tool | |
| CN209006917U (en) | A kind of sleeper beam welder | |
| CN209578577U (en) | A kind of plate weld fixture apparatus | |
| CN210281410U (en) | A upset processing agency for generating fan part | |
| CN208644490U (en) | Locomotive rear end draw beam group mounted welder | |
| CN207447121U (en) | Mounting bracket stamping die before a kind of fuel tank of vehicle | |
| CN213856618U (en) | Optimized aluminum profile punching device for aluminum frame wood-plastic template production | |
| CN211446412U (en) | Subway bed expansion joint construction centre gripping frock | |
| CN207807003U (en) | A kind of welding tooling of track tablet body frame central sill | |
| CN210232891U (en) | Rail transit suspension spring dismouting device | |
| CN209792658U (en) | Special positioning device for boring front fork hole of front fork assembly of excavator | |
| CN211939641U (en) | Sleeper beam section bar assembly welding frock | |
| CN112743413A (en) | High-precision intelligent toughened glass edge grinding equipment and working method thereof | |
| CN216226609U (en) | Spherical tank shell plate profiling mechanism | |
| CN218109835U (en) | Auxiliary device for welding mechanical arm of crusher | |
| CN221735244U (en) | Tool clamp for welding locomotive bogie beam | |
| CN220838629U (en) | Auxiliary welding tool for automobile steering fixing support | |
| CN214519708U (en) | Composite pressing device for metal plate | |
| CN217317618U (en) | Driving wheel support machining tool | |
| CN111375794A (en) | A equipment for fixing a position dress front fork subassembly admittedly | |
| CN215393336U (en) | Shaoxing line railway passenger car draw beam welding tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |