CN210731664U - Accurate alignment frock of square body hydro-cylinder clamping - Google Patents
Accurate alignment frock of square body hydro-cylinder clamping Download PDFInfo
- Publication number
- CN210731664U CN210731664U CN201921425987.6U CN201921425987U CN210731664U CN 210731664 U CN210731664 U CN 210731664U CN 201921425987 U CN201921425987 U CN 201921425987U CN 210731664 U CN210731664 U CN 210731664U
- Authority
- CN
- China
- Prior art keywords
- frock
- square
- hydro
- cylinder
- clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Jigs For Machine Tools (AREA)
Abstract
The utility model discloses an accurate alignment frock of square hydro-cylinder clamping belongs to the lathe auxiliary fixtures technical field in the machining. This frock is connected as an organic wholely through standard hexagon socket head cap screw by the frock body A and the frock body B, is connected this frock through standard bolt and square body hydro-cylinder, makes it become an organic whole, utilizes the current standard screw hole of square body hydro-cylinder and the location tang in the square body hydro-cylinder, carries out indirect clamping and alignment according to inside and outside circle and the terminal surface of the accurate alignment frock of square body hydro-cylinder clamping, satisfies the machining of other side physique hydro-cylinder machined surface. The utility model discloses convenient and fast, safe and reliable has increased substantially machining efficiency.
Description
Technical Field
The utility model relates to an accurate alignment frock of square hydro-cylinder clamping belongs to the lathe auxiliary fixtures technical field in the machining.
Background
The machining and repairing of the oil cylinder of large-scale equipment are ubiquitous in the mechanical industry, and due to long-term work, the inner cavity of the square oil cylinder is severely abraded in a large area, but because the square oil cylinder is square, a four-foot chuck of a machine tool can only clamp one end of the square oil cylinder, and the other end of the square oil cylinder cannot be inserted into a supporting and clamping tripod of the machine tool, so that the clamping and alignment work on the machine tool cannot be carried out, great inconvenience is brought to the machining and repairing work, the construction period is delayed, and the economic benefit is lost. The square oil cylinder clamping accurate alignment tool does not exist in the current market after documents are looked up.
Disclosure of Invention
In order to overcome the inconvenience of prior art, the utility model provides an accurate alignment frock of square body hydro-cylinder clamping, this frock has not only satisfied the repairing of other side physique hydro-cylinder, has also solved the technical problem of its clamping, and not only convenient and practical has also created considerable economic benefits.
The utility model provides a technical scheme that its technical problem adopted is: a square oil cylinder clamping accurate alignment tool comprises a tool body A and a tool body B, wherein a through hole matched with a square oil cylinder is flatly paved on a circular ring plane of the circular ring-shaped tool body A, a threaded hole connected with the tool body B is formed in the direction vertical to the circular ring plane, a threaded hole connected with the tool body A is formed in the direction vertical to the circular ring plane of the circular ring-shaped tool body B, the tool body A and the tool body B are connected into a whole through a standard inner hexagonal bolt, the tool body A is fixedly connected to the outer end face of the square oil cylinder by screwing a standard bolt into a standard threaded hole of the square oil cylinder per se to enable the tool body A to be integrated, one end of the square oil cylinder in the hoisting process is clamped and fixed by a four-foot chuck of a machine tool, the other end of the square oil cylinder is placed into a supporting and clamping tripod of the machine tool to adjust the clamping degree of the supporting and clamping tripod, the supporting oil cylinder idler wheel in the supporting and clamping tripod is pressed on the end face of the excircle of the tool body A, the inner circle of the tool body B of the square oil cylinder clamping accurate alignment tool and the excircle and the end face of the tool body A are indirectly clamped and aligned, and the alignment universal meter is used for fine adjustment and accurate alignment to meet the requirement for repairing the machining face of the square oil cylinder.
The utility model has the advantages that: the utility model has the advantages of simple structure and reasonable design, convenient operation, it is safe practical, use in the clamping processing restoration of equipment suitable for the mill.
Drawings
The present invention will be further described with reference to the accompanying drawings and the following detailed description.
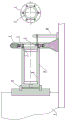
Fig. 1 is an assembly schematic of the present invention.
Fig. 2 is a schematic structural diagram of the present invention.
Fig. 3 is a schematic structural view of the tool body a of the present invention.
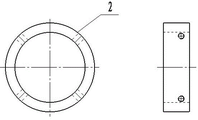
Fig. 4 is a schematic structural view of the tool body B of the present invention.
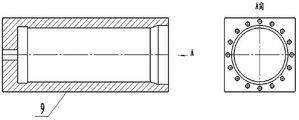
FIG. 5 is a schematic diagram of a square cylinder.
Reference numbers in the figures:
1. the tool comprises a tool body A, 2, a tool body B, 3, a machine tool, 4, a tripod for supporting and clamping, 5, a supporting oil cylinder roller, 6, a universal meter for alignment, 7, a positioning spigot, 8, a processing surface, 9, a square oil cylinder, 10 a universal meter frame, 11 and a four-pin chuck of the machine tool.
Detailed Description
As shown in FIGS. 1-5, a square oil cylinder clamping accurate alignment tool comprises a tool body A1 and a tool body B2, wherein a circular ring plane of a circular ring-shaped tool body A1 is flatly provided with a through hole matched with a connecting square oil cylinder 9, a threaded hole connected with the tool body B2 is arranged in a direction vertical to the circular ring plane, a threaded hole connected with the tool body A1 is arranged in a direction vertical to the circular ring plane of a circular ring-shaped tool body B2, the tool body A1 and the tool body B2 are connected into a whole through a standard inner hexagonal bolt, the tool body A1 is fixedly connected on the outer end face of the square oil cylinder 9 by screwing a standard threaded bolt into a standard threaded hole of the square oil cylinder 9 to form a whole, indirect clamping and alignment are carried out according to the inner circle of the tool body B2, the outer circle and the end face of the tool body A1, the square B2 is in contact with a positioning stop opening 7 of the square oil cylinder 9, the repair processing of the processing surface 8 of the square oil cylinder 9 is met, in the rotary processing process of the square oil cylinder 9, the force borne by the standard inner hexagon bolts of the tool body A1 and the square oil cylinder 9 is shared by the tool body A1 and the standard inner hexagon bolts of the tool body B2, so that the tool is stressed more uniformly in the rotary process, the accurate grinding processing of the square oil cylinder 9 is realized after the tool is adopted, the processing work of boring and honing an inner hole can be met, and the key effect on ensuring the processing quality of the inner hole is achieved.
The accurate alignment frock of square body hydro-cylinder clamping is applicable to and uses on the clamping processing equipment in the mill.
The using method comprises the following steps:
the tool body A1 and the tool body B2 are connected into a whole through a standard hexagon socket head cap screw, the tool body A1 and a threaded hole in the square body oil cylinder 9 are screwed by the standard bolt to be connected into a whole, one end of the square body oil cylinder 9 is clamped and fixed by a four-foot chuck 11 of a machine tool of the machine tool 3, the other end of the square body oil cylinder 9 is connected with the tool body A1, the tool is only required to be placed into a supporting and clamping tripod 4, a supporting oil cylinder roller 5 compresses the outer circle surface of the tool body A1, fine adjustment and accurate alignment are carried out by the universal meter 6 for alignment, the universal meter 6 for alignment can be adjusted in a telescopic mode on the universal meter frame 10, the clamping degree of the supporting and clamping tripod 4 can be adjusted to be fixed, after the fixing, the processing and repairing work can be carried out on the processing surface 8 of the square body oil cylinder 9, and after the.
Claims (1)
1. The utility model provides an accurate alignment frock of square body hydro-cylinder clamping, includes the frock body A (1) and the frock body B (2), and the frock body A (1) and the frock body B (2) are as an organic whole through standard hexagon socket head cap screw connection, its characterized in that: the tool body A (1) of the tool is fixedly connected with a standard threaded hole of the square body oil cylinder (9) through a standard bolt, the tool body A (1) and a supporting clamp are mounted in an anastomotic mode through a tripod (4), and the tool body B (2) and a positioning spigot (7) of the square body oil cylinder (9) are mounted in an anastomotic mode.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921425987.6U CN210731664U (en) | 2019-08-30 | 2019-08-30 | Accurate alignment frock of square body hydro-cylinder clamping |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921425987.6U CN210731664U (en) | 2019-08-30 | 2019-08-30 | Accurate alignment frock of square body hydro-cylinder clamping |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210731664U true CN210731664U (en) | 2020-06-12 |
Family
ID=70989480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921425987.6U Expired - Fee Related CN210731664U (en) | 2019-08-30 | 2019-08-30 | Accurate alignment frock of square body hydro-cylinder clamping |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210731664U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111644803A (en) * | 2020-07-01 | 2020-09-11 | 重庆齿轮箱有限责任公司 | Bearing hole repairing tool and repairing method |
-
2019
- 2019-08-30 CN CN201921425987.6U patent/CN210731664U/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111644803A (en) * | 2020-07-01 | 2020-09-11 | 重庆齿轮箱有限责任公司 | Bearing hole repairing tool and repairing method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210731664U (en) | Accurate alignment frock of square body hydro-cylinder clamping | |
| CN202062245U (en) | Adjustable positioning device for turning cylinder body | |
| CN211052628U (en) | Special clamp for drilling of swing arm shaft of tractor | |
| CN110170684B (en) | Tool of drilling jig for drilling circumference of water pump motor end cover | |
| CN202088012U (en) | Mechanical clamping spring collet for holes | |
| CN216575556U (en) | Positioning fixture for turning | |
| CN202317733U (en) | Finish turning tool for lower section of bottle body | |
| CN114227418A (en) | Small circular sleeve end face grinding surface grinding machine fixture | |
| CN212145529U (en) | Clutch housing milling flutes auxiliary device | |
| CN211193466U (en) | Auxiliary device for cylindrical grinding of sleeve parts | |
| CN213438427U (en) | Drilling clamp capable of improving clamping efficiency | |
| CN220216975U (en) | Clamping device of gear grinding machine | |
| CN112823984A (en) | Fixture for drilling L-shaped part and using method | |
| CN105364710A (en) | Grinding and clamping device for large hollow shaft part | |
| CN221088617U (en) | Shaft core excircle polishing tool | |
| CN106564010B (en) | Relief grinding clamp for relief angle of screw tap | |
| CN209903001U (en) | Diamond grinding wheel for finely machining flange sealing surface of tower type equipment by using boring mill | |
| CN217413626U (en) | Plane grinding fixture with internal spline part | |
| CN219131947U (en) | Inner hole grinding clamp for machining shaft sleeve holes | |
| CN111451901B (en) | Outer cylinder surface polishing repair device | |
| CN210132096U (en) | Multifunctional drill jig | |
| CN210678274U (en) | Strong honing head connector for deep hole | |
| CN208961520U (en) | A kind of axle housing processing tool that horizontal Machining centers uses | |
| CN202367467U (en) | Fixture for roughly turning lower section of bottle body | |
| CN219649753U (en) | Bidirectional ratchet wrench |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200612 Termination date: 20210830 |