CN210254861U - Corrugated plate welding equipment - Google Patents
Corrugated plate welding equipment Download PDFInfo
- Publication number
- CN210254861U CN210254861U CN201921084352.4U CN201921084352U CN210254861U CN 210254861 U CN210254861 U CN 210254861U CN 201921084352 U CN201921084352 U CN 201921084352U CN 210254861 U CN210254861 U CN 210254861U
- Authority
- CN
- China
- Prior art keywords
- welding
- feeding
- workpiece
- discharging
- positioning fixture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
The utility model relates to a corrugated sheet welding equipment. The corrugated plate welding equipment comprises a movable welding device, a feeding and discharging device and a welding positioning clamp; the movable welding device is used for welding a workpiece, and the feeding and discharging device is used for feeding and discharging the workpiece; the movable welding device and the feeding and discharging device are arranged on the same running track in a guiding mode; the welding positioning fixture is used for positioning and clamping a workpiece to be welded and is positioned on a guide running path of the movable welding device and the loading and unloading device; the feeding and discharging device is provided with a feeding and discharging position and a material taking position and can be respectively used for feeding and discharging the welding positioning fixture and grabbing workpieces in the feeding cache region; the movable welding device is provided with a welding position and an avoiding position and is used for welding and avoiding the feeding and discharging device for the workpiece on the welding positioning fixture respectively. Above-mentioned corrugated sheet welding equipment can solve current welding equipment place and occupy big, with high costs, debug inconvenient problem.
Description
Technical Field
The utility model relates to a corrugated sheet welding equipment.
Background
The trailer door plate is used for enclosing a carriage or a hopper of a vehicle and consists of corrugated plates and rectangular frames. The cross section of the corrugated plate is of a trapezoidal corrugated structure, a long welding line needs to be welded when the corrugated plate is welded with a rectangular frame, and the requirement on welding quality is high. Therefore, at present, more and more corrugated plates are automatically welded by adopting corrugated plate welding equipment so as to solve the problems of low manual welding efficiency, difficult quality guarantee and high labor intensity.
The corrugated board welding equipment in the prior art is divided into vertical welding and horizontal welding. The vertical welding is a welding mode adopted by automatic corrugated board welding equipment disclosed in the utility model patent with the publication number of CN207858107U and publication date of 2018.09.14, and the corresponding automatic corrugated board welding equipment comprises an automatic feeding device, a front movable welding device, a back movable welding device and an automatic discharging device which are sequentially arranged along a straight line; automatic feeding device and automatic discharge device are including promoting cylinder, die clamping cylinder and conveying cylinder, and die clamping cylinder and promotion cylinder are used for realizing the clamp tightly and promoting to the corrugated sheet respectively, and conveying cylinder is used for transporting the corrugated sheet to the gyro wheel conveyer belt on, realizes the transfer of corrugated sheet between different stations. The movable welding device comprises an automatic welding machine, and a welding case of the automatic welding machine is arranged along the linear guide rail in a guiding manner; and a welding gun and a laser tracker are arranged on the welding case, so that automatic welding can be realized. The face level that the plain welding is about to corrugated sheet is placed and is welded, be the welding mode that the utility model discloses a planer-type corrugated sheet welding machine adopted for CN207824242U, 2018.09.07 on the date of the bulletin if the bulletin number, corresponding corrugated sheet welding machine trails through laser scanner to the welding seam, and welder passes through welder guide rail system and removes, can realize automatic weld equally.
However, the automatic welding equipment and the feeding and discharging equipment in the prior art are all divided into different modules to be independently arranged, so that the occupied field is large and the cost is high. In addition, the arrangement mode needs to ensure accurate butt joint of different modules, and debugging is inconvenient.
SUMMERY OF THE UTILITY MODEL
The utility model aims at providing a corrugated sheet welding equipment solves current welding equipment place and occupies big, with high costs, the inconvenient problem of debugging.
The technical proposal adopted in the utility model is as follows.
The corrugated plate welding equipment comprises a movable welding device, a feeding and discharging device and a welding positioning clamp;
the mobile welding device is provided with a welding gun and is used for welding the workpiece; the feeding and discharging device is provided with a workpiece clamp and a lifting device for driving the workpiece clamp to lift, and is used for feeding and discharging workpieces;
the movable welding device and the feeding and discharging device are arranged on the same running track in a guiding mode;
the welding positioning fixture is used for positioning and clamping a workpiece to be welded and is positioned on a guide running path of the movable welding device and the loading and unloading device;
the feeding and discharging device is provided with a feeding and discharging position and a material taking position on a guide running path; the upper and lower material levels correspond to the welding positioning fixture along the direction vertical to the running track and are used for feeding and discharging the welding positioning fixture; the material taking position and the welding positioning fixture are staggered along the length direction of the operation track and used for grabbing workpieces in the feeding cache region;
the mobile welding device is provided with a welding position and an avoiding position on a guide running path; the welding position corresponds to the welding positioning fixture along the direction vertical to the running track and is used for welding the workpiece on the welding positioning fixture; the avoidance position and the welding positioning fixture are staggered along the length direction of the running track and used for avoiding the feeding and discharging device.
Has the advantages that: the above technical scheme is adopted in the utility model, remove welding set and go up unloader direction setting on same orbit, go up unloader and have about the material level and get the material level on direction moving path, remove welding set and have the welding position and dodge the position on direction moving path to can cooperate with welding position anchor clamps, realize getting of work piece and put and weld, and only set up a moving path can, be favorable to reducing the place and occupy, reduce cost, the accurate butt joint problem of separately arranging different modules among the prior art need not be considered simultaneously, the debugging of being convenient for.
As a preferred technical scheme, the mobile welding device and the feeding and discharging device both comprise a mainframe box and a suspension beam arranged on the mainframe box in a suspension manner, and the welding gun and the workpiece clamp are respectively assembled on the corresponding suspension beam;
the operation track is a unilateral track for guiding and supporting the movable welding device and a mainframe box of the feeding and discharging device, and the welding positioning clamp is positioned on one side of the unilateral track corresponding to the overhanging side of the overhanging beam.
Has the advantages that: adopt mainframe box and overhang roof beam can adopt the unilateral track to satisfy the operation demand that removes welding set and unloader on, more be favorable to reducing the place and occupy, also be convenient for go up unloading.
As a preferred technical scheme, the corrugated board welding equipment further comprises a loading cache tool, wherein a workpiece limiting structure used for limiting a workpiece to be welded along the horizontal direction is arranged on the loading cache tool, and the workpiece limiting structure is used for enabling the workpiece to be welded to be arranged in an up-and-down stacked mode so as to be grabbed by a loading and unloading device;
the feeding caching tool and the welding positioning fixture are arranged along the length direction of the operation track.
Has the advantages that: the feeding cache tool is arranged, so that cache placement of workpieces to be welded can be achieved, batch feeding can be achieved, and the production rhythm can be controlled conveniently.
As a preferred technical scheme, the corrugated board welding equipment further comprises a finished product caching tool, wherein a finished product limiting structure for limiting the welded workpiece in the horizontal direction is arranged on the finished product caching tool, and the finished product limiting structure is used for enabling the welded workpiece to be placed in an up-and-down stacked manner;
the finished product caching tool and the welding positioning fixture are arranged along the length direction of the operation track.
Has the advantages that: the finished product caching tool is arranged to realize caching placement of the welded workpiece, and production takt is convenient to control.
As an optimal technical scheme, the feeding caching tool is arranged at one end of the operation track, and the finished product caching tool is arranged between the feeding caching tool and the welding positioning fixture.
Has the advantages that: the material loading buffer memory frock sets up can reserve more sufficient space for the material loading in orbit's one end, and the material loading operation of being convenient for is favorable to guaranteeing to treat the accurate positioning of welded workpiece.
As a preferred technical scheme, the feeding cache tool comprises a transverse limiting column and a longitudinal limiting column, wherein the transverse limiting column is used for being arranged on one side of the transverse direction of a workpiece, and the longitudinal limiting column is used for being arranged on one side of the longitudinal direction of the workpiece; the longitudinal limiting column is provided with a feeding limiting side facing the workpiece to be welded and a finished product limiting side facing the welded workpiece.
Has the advantages that: the feeding cache tool is simple in structure, can share the longitudinal limiting column with the finished product cache tool, is convenient to manufacture, is compact in structure, and can effectively save the field area.
The above-described preferred embodiments may be adopted alone, or two or more embodiments may be arbitrarily combined when they can be combined, and the embodiments formed by the combination are not specifically described here and are included in the description of the present patent.
Drawings
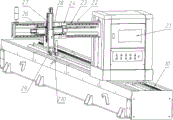
Fig. 1 is a schematic structural diagram of an embodiment of a middle corrugated board welding device according to the present invention;
FIG. 2 is a schematic view of the mobile welding apparatus of FIG. 1;
FIG. 3 is a schematic view of the blanking apparatus of FIG. 1;
FIG. 4 is a schematic structural view of a welding positioning fixture;
fig. 5 is a schematic structural diagram of a feeding caching tool and a finished product caching tool.
The names of the components corresponding to the corresponding reference numerals in the drawings are: 10-running track, 20-moving welding device, 21-welding mainframe box, 22-welding overhanging beam, 23-main transverse guide rail, 24-transverse sliding seat, 26-transverse sliding seat, 27-vertical sliding seat, 28-welding gun mounting seat, 29-stepping motor, 210-welding gun, 30-charging and discharging device, 31-charging and discharging mainframe box, 32-clamp overhanging beam, 33-linear bearing, 34-optical axis, 35-workpiece clamp, 36-clamping jaw, 37-clamping jaw driving cylinder, 40-charging buffer tool, 41-bottom support beam, 42-transverse limit column, 43-longitudinal limit column, 50-finished product buffer tool, 60-welding positioning clamp, 61-clamp base, 62-longitudinal top support module, 63-a transverse clamping module, 64-a jacking cylinder, 65-positioning angle steel, 66-a positioning roller, 67-a clamping roller, 68-a corner cylinder and 70-a workpiece.
Detailed Description
The present invention will be further explained with reference to the accompanying drawings.
The utility model discloses an embodiment of well corrugated sheet welding equipment is shown in figure 1, including orbit 10, removal welding set 20 and last unloader 30. The moving track 10 is used for guiding and moving the moving welding device 20 and the loading and unloading device 30, and a loading buffer tool 40, a finished product buffer tool 50 and a welding positioning fixture 60 which are sequentially arranged along the length direction of the moving track 10 are arranged on one side of the width of the moving track 10. The movable welding device 20 and the loading and unloading device 30 both comprise a mainframe box and a suspension beam arranged on the mainframe box in a suspension manner, and are supported on the operation track 10 through the guidance of the mainframe box. A welding suspension beam 22 is arranged on a welding mainframe box 21 of the mobile welding device 20 in a suspension mode, and a clamp suspension beam 32 is arranged on a feeding and discharging mainframe box 31 of the feeding and discharging device 30 in a suspension mode.
The running rail 10 includes two parallel guide rails, but the running rail 10 is a single-side rail, which is different from a gantry type structure, and the two guide rails of the single-side rail are used to provide stable guiding support for the main chassis of the mobile welding device 20 and the loading and unloading device 30. The operation track 10 is further provided with a rack, and the main chassis of the movable welding device 20 and the loading and unloading device 30 are both provided with gears matched with the rack, so that the guide movement along the operation track 10 is realized in a gear and rack mechanism manner. During operation, the gears are driven by the servo motor, so that the walking smoothness during welding and the repeatability precision of the zero point returning of the welding gun 210 are ensured.
As shown in fig. 2, a welding suspension beam 22 is suspended from a welding main cabinet 21 of the mobile welding apparatus 20, and a main cross rail 23 is provided on the welding suspension beam 22, and the length of the main cross rail 23 is equivalent to the entire length of the welding suspension beam 22, and a cross slide 24 is horizontally guided and assembled thereon. The transverse slide 24 is actuated transversely by means of a rack and pinion mechanism for large-scale movement. The transverse sliding base 26 is fixed on the transverse sliding base 24, and the vertical sliding base 27 is assembled on the transverse sliding base 26 in a guiding and moving mode along the horizontal direction. The vertical sliding base 27 is provided with a welding gun mounting seat 28 along the vertical direction in a guiding manner, and the bottom of the welding gun mounting seat 28 is fixed with a stepping motor 29 for realizing the rotation of a welding gun 210 so as to adapt to the isosceles trapezoid welding line of the corrugated plate. The vertical sliding base 27 and the welding gun mounting seat 28 are driven by a lead screw, so that the movement is stable and the precision is high. The structure can realize the three-dimensional motion of the welding gun 210 and meet the requirement of welding complex welding seams of corrugated plates.
As shown in fig. 3, a clamp suspension beam 32 is suspended from the loading and unloading main box 31 of the loading and unloading device 30, and a work clamp 35 is connected to the clamp suspension beam 32 through a lifting device. The lifting device comprises a linear bearing 33 arranged on the clamp suspension beam 32, the linear bearing 33 is respectively matched with four optical shafts 34 in a guiding manner, the lower ends of the optical shafts 34 are connected to a workpiece clamp 35 to guide the lifting of the workpiece clamp 35, and the workpiece clamp 35 is driven by a lifting driving device in the lifting device to lift when in use. The workpiece clamp 35 comprises a clamp body, clamping jaws 36 and clamping jaw driving cylinders 37, wherein two pairs of clamping jaws 36 are arranged, each pair of clamping jaws 36 is arranged at intervals along the direction vertical to the running rail 10, and can horizontally stretch and contract under the action of the corresponding clamping jaw driving cylinders 37 to clamp and release a workpiece 70, and the workpiece 70 is loaded and unloaded by matching with a lifting driving device.
The welding positioning jig 60 is used for positioning and clamping a workpiece 70 to be welded, and is located on a guide running path of the mobile welding device 20 and the loading and unloading device 30. The welding positioning fixture 60 is structurally shown in fig. 4 and comprises a fixture base 61, wherein the fixture base 61 is provided with a longitudinal jacking module 62 and two transverse clamping modules 63. The longitudinal top support module 62 is adjustably fixed on the clamp base 61 along the longitudinal position through top support module connecting seats at the two transverse ends, and a top tight cylinder 64 is arranged on the longitudinal top support module; and a positioning angle steel 65 which is opposite to the longitudinal top bracing module 62 is also arranged on the clamp base 61. The transverse clamping module 63 is adjustably fixed to the clamp base 61 along a longitudinal direction by transverse module connecting seats at both transverse ends, and a top surface of the transverse module connecting seat forms a workpiece supporting surface for positioning and placing the workpiece 70 along a vertical direction. The transverse clamping module 63 is provided with a positioning roller 66 and a clamping roller 67 on two sides perpendicular to the direction of the running track 10, and the rotation axes of the positioning roller 66 and the clamping roller 67 are vertical axes. The positioning roller 66 is fixedly arranged on the transverse module and used for transversely positioning the workpiece 70; the clamping roller 67 is guided in a direction perpendicular to the running rail 10 on the transverse module and is connected to a telescopic drive which is arranged on the underside of the transverse clamping module 63 for transverse clamping of the workpiece 70. The transverse clamping module 63 is also provided with an angle cylinder 68 for clamping a workpiece 70 in a vertical direction.
After a workpiece 70 is placed on the welding positioning fixture 60 by means of the feeding and discharging device 30, the clamping roller 67 tightly pushes the workpiece 70 onto the positioning roller 66 under the action of the telescopic driving device, then the pushing cylinder 64 on the longitudinal pushing module 62 acts to enable the workpiece 70 to longitudinally move and tightly push the positioning angle steel 65 under the positioning clamping of the positioning roller 66 and the clamping roller 67, and finally, the corner cylinder 68 acts to tightly press the workpiece 70 in the vertical direction, so that the positioning and clamping of the workpiece 70 are realized.
The feeding buffer tool 40 is used for stacking the workpieces 70 to be welded up and down so that the feeding and discharging device 30 can grab the workpieces 70, and the finished product buffer tool 50 is used for stacking the workpieces 70 welded by the welding positioning fixture 60 up and down. As shown in fig. 5, each of the feeding buffer tool 40 and the finished product buffer tool 50 includes a bottom support beam 41, a horizontal limiting column 42 and a longitudinal limiting column 43, the horizontal limiting column 42 is used to be disposed on one side of the workpiece 70 close to the operation track 10, and the longitudinal limiting column 43 is used to be disposed on one side of the workpiece 70 in the longitudinal direction; the longitudinal limiting column 43 has a feeding limiting side facing the workpiece 70 to be welded and a finished product limiting side facing the welded workpiece 70, that is, the feeding caching tool 40 and the finished product caching tool 50 share the same longitudinal limiting column 43, so that the structure is more compact. A fixing lug plate is fixed on the side surface of the bottom support beam 41, and a bolt perforation hole is formed in the fixing lug plate, so that the feeding cache tool 40 and the finished product cache tool 50 can be firmly fixed to the ground.
During the use, the car door plant that the manual work will be well spot welded is range upon range of and is put into material loading buffering frock 40 on, realizes the coarse positioning of work piece 70. When the corrugated board welding equipment starts to operate, the movable welding device 20 is located at an avoiding position, is staggered with the welding positioning fixture 60 along the length direction of the operation track 10 and is used for avoiding the feeding and discharging device 30; the loading and unloading device 30 moves to a material taking position along the operation track 10, namely, a position corresponding to the loading buffer tool 40 along a direction perpendicular to the operation track 10, and clamps up the workpiece 70. Then, the loading and unloading device 30 drives the workpiece 70 to move to an upper and lower position, i.e., a position corresponding to the welding position jig 60 in a direction perpendicular to the running rail 10, and places the workpiece 70 on the welding position jig 60. The welding position jig 60 is operated to position and clamp the workpiece 70, and then the welding device 20 is moved to a welding position, that is, a position corresponding to the welding position jig 60 in the direction perpendicular to the travel rail 10, to weld the workpiece 70. After welding, the welding device 20 is moved to the avoidance position, and the feeding and discharging device 30 takes the welded workpiece 70 off the welding positioning fixture 60 and transfers the workpiece to the finished product caching tool 50; then, the loading and unloading device 30 moves to the loading buffer tool 40, and the welding process of the next workpiece 70 is started.
In the above embodiment, the mobile welding device 20 and the loading and unloading device 30 both include a mainframe box and a cantilever beam that is arranged on the mainframe box in a cantilever manner, in other embodiments, the mobile welding device 20 and the loading and unloading device 30 may also adopt a gantry type structure, and the welding positioning fixture 60 may be arranged between two gantry rails.
In the above embodiment, the corrugated board welding equipment includes the feeding buffer tool 40 and the finished product buffer tool 50, and in other embodiments, only the finished product buffer tool 50 may be provided, and at this time, the feeding position may be determined manually; the finished workpiece 70 can be placed by setting the unloading position of the loading and unloading device 30 only in the loading buffer tool 40, or the unloaded finished workpiece 70 can be directly conveyed to a subsequent station by a conveying device/manual work. Of course, in other embodiments, the feeding buffer tool 40 and the finished product buffer tool 50 may be omitted at the same time. In addition, in other embodiments, the feeding buffer tool 40 and the finished product buffer tool 50 may also be arranged independently.
In the above embodiment, the feeding buffer tool 40 is disposed at one end of the operation track 10, and the finished product buffer tool 50 is disposed between the feeding buffer tool 40 and the welding positioning fixture 60, so that feeding is facilitated, and better operation conditions can be created for workers. In other embodiments, the material loading buffer tool 40 may be disposed between the finished product buffer tool 50 and the welding positioning fixture 60, or the welding positioning fixture 60 may be disposed between the material loading buffer tool 40 and the finished product buffer tool 50.
In the above embodiments, the moving welding device 20 and the loading and unloading device 30 both adopt a guide rail to realize movement, and in other embodiments, a mechanical arm with multiple degrees of freedom may also be adopted to realize movement of the welding gun 210 and loading and unloading of the workpiece 70, and the mechanical arm is a conventional technical means in the art, and the detailed structure is not described here. In addition, in other embodiments, the clamping jaws of the loading and unloading device 30 may also adopt other forms to clamp the workpiece, for example, the clamping jaw on one side is fixed, and the clamping jaw on the other side is movable. Furthermore, in other embodiments, the clamping device in the welding positioning fixture 60 may be replaced by other forms, such as manual feeding and transverse positioning and longitudinal positioning of the workpiece, and then clamping by means of the transverse pressing cylinder and the longitudinal pressing cylinder.
Finally, it should be noted that the above mentioned embodiments are only preferred embodiments of the present invention, and not intended to limit the present invention, and although the present invention has been described in detail with reference to the foregoing embodiments, it will be apparent to those skilled in the art that modifications may be made without inventive effort to the technical solutions described in the foregoing embodiments, or equivalents may be substituted for some of the technical features. Any modification, equivalent replacement, or improvement made within the spirit and principle of the present invention should be included in the protection scope of the present invention.
Claims (6)
1. Corrugated sheet welding equipment, its characterized in that: the device comprises a movable welding device, a feeding and discharging device and a welding positioning clamp;
the mobile welding device is provided with a welding gun and is used for welding the workpiece; the feeding and discharging device is provided with a workpiece clamp and a lifting device for driving the workpiece clamp to lift, and is used for feeding and discharging workpieces;
the movable welding device and the feeding and discharging device are arranged on the same running track in a guiding mode; the welding positioning fixture is used for positioning and clamping a workpiece to be welded and is positioned on a guide running path of the movable welding device and the loading and unloading device;
the feeding and discharging device is provided with a feeding and discharging position and a material taking position on a guide running path; the upper and lower material levels correspond to the welding positioning fixture along the direction vertical to the running track and are used for feeding and discharging the welding positioning fixture; the material taking position and the welding positioning fixture are staggered along the length direction of the operation track and used for grabbing workpieces in the feeding cache region;
the mobile welding device is provided with a welding position and an avoiding position on a guide running path; the welding position corresponds to the welding positioning fixture along the direction vertical to the running track and is used for welding the workpiece on the welding positioning fixture; the avoidance position and the welding positioning fixture are staggered along the length direction of the running track and used for avoiding the feeding and discharging device.
2. Corrugated board welding apparatus according to claim 1, characterized in that: the movable welding device and the feeding and discharging device respectively comprise a mainframe box and a suspension beam arranged on the mainframe box in a suspension manner, and the welding gun and the workpiece clamp are respectively assembled on the corresponding suspension beam; the operation track is a unilateral track for guiding and supporting the movable welding device and a mainframe box of the feeding and discharging device, and the welding positioning clamp is positioned on one side of the unilateral track corresponding to the overhanging side of the overhanging beam.
3. Corrugated board welding apparatus according to claim 1 or 2, characterized in that: the corrugated board welding equipment further comprises a loading cache tool, wherein a workpiece limiting structure used for limiting the workpiece to be welded along the horizontal direction is arranged on the loading cache tool, and the workpiece limiting structure is used for enabling the workpiece to be welded to be arranged in an up-and-down stacked mode so as to be grabbed by a loading and unloading device; the feeding caching tool and the welding positioning fixture are arranged along the length direction of the operation track.
4. Corrugated board welding apparatus according to claim 3, wherein: the corrugated board welding equipment further comprises a finished product caching tool, wherein a finished product limiting structure for limiting the welded workpiece in the horizontal direction is arranged on the finished product caching tool, and the welded workpiece is placed in a vertically stacked mode through the finished product limiting structure;
the finished product caching tool and the welding positioning fixture are arranged along the length direction of the operation track.
5. Corrugated board welding apparatus according to claim 4, wherein: the feeding cache tool is arranged at one end of the operation track, and the finished product cache tool is arranged between the feeding cache tool and the welding positioning fixture.
6. Corrugated board welding apparatus according to claim 5, wherein: the feeding cache tool comprises a transverse limiting column and a longitudinal limiting column, wherein the transverse limiting column is used for being arranged on one side of the workpiece in the transverse direction, and the longitudinal limiting column is used for being arranged on one side of the workpiece in the longitudinal direction; the longitudinal limiting column is provided with a feeding limiting side facing the workpiece to be welded and a finished product limiting side facing the welded workpiece.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921084352.4U CN210254861U (en) | 2019-07-11 | 2019-07-11 | Corrugated plate welding equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921084352.4U CN210254861U (en) | 2019-07-11 | 2019-07-11 | Corrugated plate welding equipment |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210254861U true CN210254861U (en) | 2020-04-07 |
Family
ID=70048859
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921084352.4U Active CN210254861U (en) | 2019-07-11 | 2019-07-11 | Corrugated plate welding equipment |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210254861U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115156678A (en) * | 2022-07-07 | 2022-10-11 | 广东铸伟实业有限公司 | Screen frame butt-welding production line |
-
2019
- 2019-07-11 CN CN201921084352.4U patent/CN210254861U/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115156678A (en) * | 2022-07-07 | 2022-10-11 | 广东铸伟实业有限公司 | Screen frame butt-welding production line |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110587319A (en) | Automatic production line for machining forklift gantry channel steel | |
| CN211638829U (en) | Straight seam welding machine for welding angle steel and flat steel on civil air defense door frame | |
| CN114654114A (en) | Side-hanging type three-chuck pipe cutting machine and working method | |
| CN113681303A (en) | Welding production line for cabin short rib | |
| CN210908956U (en) | Automatic production line for machining forklift gantry channel steel | |
| CN210254861U (en) | Corrugated plate welding equipment | |
| CN116511835A (en) | Barrel automatic processing system, barrel processing method and barrel automatic processing technology | |
| CN117506246A (en) | End plate welding device | |
| CN217832422U (en) | Automatic welding device for automobile support piece | |
| CN108213793B (en) | Automobile rear side wall assembly welding production line and rear side wall assembly welding method | |
| CN112122838A (en) | Full-automatic welding device for box type house | |
| CN217596328U (en) | Welding production line system for arm body of climbing vehicle crank arm | |
| CN208005611U (en) | End carriage assembly equipment | |
| CN214978702U (en) | Plate unit welding machine | |
| CN115635214A (en) | Box type component inner partition plate assembling device | |
| CN212239715U (en) | Welding workstation at bottom of elevator sedan-chair | |
| CN220498365U (en) | Welding production line for gooseneck groove of container | |
| CN211100896U (en) | Workpiece correcting mechanism of box beam U-shaped assembling equipment | |
| CN210359927U (en) | Flexible sliding table for vehicle body welding production line | |
| CN220217269U (en) | Welding device for container door lintel structure | |
| CN215356883U (en) | Box type component inner partition plate assembling device | |
| CN221270088U (en) | Chemical industry storage tank outer wall welding set | |
| CN212071054U (en) | Intelligent barrel long seam welding device and roller flexible production line | |
| CN219746725U (en) | Automatic welding spin-on workstation for rear section of longitudinal beam of automobile chassis | |
| CN221658361U (en) | End plate welding equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |