CN210126262U - Injection molding mold capable of realizing rapid molding - Google Patents
Injection molding mold capable of realizing rapid molding Download PDFInfo
- Publication number
- CN210126262U CN210126262U CN201920844241.2U CN201920844241U CN210126262U CN 210126262 U CN210126262 U CN 210126262U CN 201920844241 U CN201920844241 U CN 201920844241U CN 210126262 U CN210126262 U CN 210126262U
- Authority
- CN
- China
- Prior art keywords
- injection tube
- injection
- inner chamber
- mould
- check valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
The utility model discloses a but rapid prototyping's injection moulding mould, including mould main part and stand, the spliced pole is installed on the left side top of stand, the injection tube is installed in the left side of spliced pole, the hot plate is all installed at both ends around the outer wall right side of injection tube, the heating injection structure is installed to the inner chamber of injection tube, the discharge gate has been seted up in the bottom left side of injection tube. This but rapid prototyping's injection moulding mould, through telescopic cylinder work, drive piston downstream, upwards inhale gas, make first check valve open, liquid stock can move to the left side of injection tube inner chamber simultaneously, telescopic cylinder work, drive piston downstream, push out gas downwards, make the second check valve open, first check valve is closed, make liquid stock through in the quick inflow mould main part of high-pressure gas, the speed is very fast when guaranteeing the mould to inject, it is shorter to mould the membrane cycle, improve the shaping speed of product, thereby production speed has been accelerated.
Description
Technical Field
The utility model relates to a mould membrane equipment technical field, specifically be a but rapid prototyping's injection mold.
Background
The mould, the industrial production uses injection moulding, blow moulding, extrusion, die-casting or forging and pressing forming, smelting, various moulds and tools of the punching press, etc. to get the desired products, in short, the mould is the tool used for making the shaping article, this kind of tool is formed by various parts, different moulds are formed by different parts, it mainly realizes the processing of the appearance of the article through the change of the physical state of the shaping material, make the blank become the tool with particular shape and dimensional finished piece under the external force, it is used in blanking, die forging, cold heading, extrusion, powder metallurgy pressing, pressure casting, and the shaping processing of plastic or injection moulding of the products such as engineering plastics, rubber, ceramic, etc., the existing mould is slower in the injection, the cycle time of plastic film is long, lead to the whole shaping speed of the products to reduce, thus reduce the production speed.
SUMMERY OF THE UTILITY MODEL
An object of the utility model is to provide a but injection moulding mould of rapid prototyping to solve the problem that proposes among the above-mentioned background art.
In order to achieve the above object, the utility model provides a following technical scheme: the utility model provides a but rapid prototyping's injection moulding mould, includes mould main part and stand, the spliced pole is installed on the left side top of stand, the injection tube is installed in the left side of spliced pole, and the injection tube is located the top of mould main part, the hot plate is all installed at both ends around the outer wall right side of injection tube, the top left side of injection tube is provided with the feed inlet, the baffle is installed along controlling the direction in the inner chamber top left side of injection tube, the heating injection structure is installed to the inner chamber of injection tube, the discharge gate has been seted up on the bottom left side of injection tube, and the bottom and the.
Preferably, the heating injection structure comprises a telescopic cylinder, a piston, a motor, a spiral conveying rod, a first one-way valve and a second one-way valve;
the injection tube comprises an injection tube, and is characterized in that a telescopic cylinder is installed at the top end of the left side of the inner cavity of the injection tube, a piston matched with the inner wall of the injection tube is installed at the bottom end of the telescopic cylinder, a motor is installed on the right side of the top end of the injection tube, a spiral conveying rod matched with the inner wall of the injection tube is connected to the output end of the bottom end of the motor through a coupler, a first one-way valve is installed at the bottom end of the inner cavity of the.
Preferably, the height of the heating plate is the same as the height of the screw conveyor bar.
Preferably, the shape of the syringe barrel is a Chinese character 'hui'.
Preferably, the partition board is obliquely arranged in a left-high and right-low manner.
Compared with the prior art, the beneficial effects of the utility model are that: this but injection moulding mould of rapid prototyping can process into liquid stock to solid-state stock through screw conveying pole and hot plate, and can carry the stock downwards, work through telescopic cylinder, drive piston downstream, upwards inhale gas, make first check valve open, liquid stock can remove to the left side of injection tube inner chamber simultaneously, telescopic cylinder work, drive piston downstream, push gas downwards, make the second check valve open, first check valve closes, make liquid stock through the quick inflow mould main part of high-pressure gas in, guarantee that the mould speed is very fast when injecting, mould the membrane cycle shorter, improve the shaping speed of product, thereby production speed has been accelerated.
Drawings
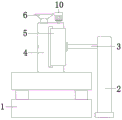
FIG. 1 is a schematic structural view of the present invention;
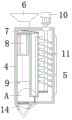
FIG. 2 is a schematic structural view of a front sectional view of the injection tube of the present invention;
fig. 3 is an enlarged schematic structural diagram of a position a of the present invention.
In the figure: 1. the mould comprises a mould main body, 2, a stand column, 3, a connecting column, 4, an injection tube, 5, a heating plate, 6, a feeding hole, 7, a partition plate, 8, a telescopic cylinder, 9, a piston, 10, a motor, 11, a spiral conveying rod, 12, a first check valve, 13, a second check valve, 14 and a discharging hole.
Detailed Description
The technical solutions in the embodiments of the present invention will be described clearly and completely with reference to the accompanying drawings in the embodiments of the present invention, and it is obvious that the described embodiments are only some embodiments of the present invention, not all embodiments. Based on the embodiments in the present invention, all other embodiments obtained by a person skilled in the art without creative work belong to the protection scope of the present invention.
Referring to fig. 1-3, the present invention provides a technical solution: an injection molding mold capable of being rapidly molded comprises a mold main body 1 and a stand column 2, a connecting column 3 is installed at the top end of the left side of the stand column 2, an injection tube 4 is installed at the left side of the connecting column 3, the injection tube 4 is positioned at the top end of the mold main body 1, heating plates 5 are installed at the front end and the rear end of the right side of the outer wall of the injection tube 4, a solid blank in the right space of an inner cavity of the injection tube 4 can be heated through the heating plates 5, a feed inlet 6 is formed in the left side of the top end of the injection tube 4, the solid blank can be poured into the inner cavity of the injection tube 4 through the feed inlet 6, a partition plate 7 is installed on the left side of the top end of the inner cavity of the injection tube 4 along the left-right direction, the solid blank can be moved to the top end of a spiral conveying rod 11 through the partition plate 7, a, the discharge port 14 is opened on the left side of the bottom end of the injection tube 4, the bottom end of the discharge port 14 is connected with the mold main body 1, and the liquid blank can be injected into the inner cavity of the mold main body 1 through the discharge port 14.
Preferably, the heating injection structure further comprises a telescopic cylinder 8, a piston 9, a motor 10, a spiral conveying rod 11, a first check valve 12 and a second check valve 13;
Preferably, the height of the heating plate 5 is the same as the height of the screw rod 11, so that the heating effect of the heating plate 5 on the right side of the syringe 4 can be increased, and the time required for heating can be reduced.
Preferably, the syringe 4 has a shape of a "return" and the space of the inner cavity of the syringe 4 can be easily divided by the structure of the "return" shape.
Preferably, the partition 7 is disposed to be inclined from left to right, and the solid blank is moved to the top end of the screw conveyor 11 through the partition 7.
The following electric devices have the following types and functions:
heating plate 5: the model is SRJF-X-10, can also be customized according to the actual conditions, is controlled by an external system, can heat the right side of the injection cylinder 4, and can heat the fixed blank into a liquid blank.
The motor 10: the speed reducing motor with the model number of R107R77 is controlled by an external system and can drive the spiral conveying rod 11 to rotate slowly.
The telescopic cylinder 8: model SC160, controlled by the external system, can drive the piston 9 to move up and down.
The detailed connection means is a technique known in the art, and the following mainly describes the working principle and process, and the specific operation is as follows.
When the device is used, an external power supply connected with a heating plate 5 and a motor 10 is started, the power supply starts to work, the heating plate 5 can heat the space on the right side of the inner cavity of the injection tube 4, the spiral conveying rod 11 rotates at the same time, solid blanks are poured into the inner cavity of the feeding hole 6, the solid blanks fall to the top end of the spiral conveying rod 11 through the partition plate 7, the solid blanks can be stirred through the spiral conveying rod 11, the solid blanks are heated more uniformly, the melting speed of the solid blanks is higher, the melted liquid blanks can fall to the right side of the inner cavity of the injection tube 4, the telescopic cylinder 8 is controlled to work, the piston 9 is driven to move upwards, air on the left side of the inner cavity of the injection tube 4 is driven to move upwards, the first check valve 12 is driven to be opened, the liquid blanks can move to the left side of the inner cavity of the injection tube 4, the telescopic cylinder 8 is controlled to, impel first check valve 12 to close, second check valve 13 opens, and the inner chamber of mould main part 1 is gone into to the liquid stock that high-pressure gas can be quick, and the device can be quick injects the inner chamber of mould main part 1 with the liquid stock to can accelerate fashioned speed, improve work efficiency, be favorable to the popularization and the use of device.
In the description of the present invention, it is to be understood that the terms "coaxial", "bottom", "one end", "top", "middle", "other end", "upper", "one side", "top", "inner", "front", "center", "both ends", and the like, indicate orientations or positional relationships based on the orientations or positional relationships illustrated in the drawings, and are only for convenience of description and simplicity of description, and do not indicate or imply that the device or element being referred to must have a particular orientation, be constructed and operated in a particular orientation; also, unless expressly stated or limited otherwise, the terms "snap" or "coupling" or "snap" or "set" or "mount" are to be construed broadly, e.g., as a fixed connection, a removable connection, or an integral part; can be mechanically or electrically connected; they may be directly connected or indirectly connected through an intermediate medium, and may be connected through the inside of two elements or in an interaction relationship between two elements, unless otherwise specifically defined, and the specific meaning of the above terms in the present invention will be understood by those skilled in the art according to specific situations.
Although embodiments of the present invention have been shown and described, it will be appreciated by those skilled in the art that changes, modifications, substitutions and alterations can be made in these embodiments without departing from the principles and spirit of the invention, the scope of which is defined in the appended claims and their equivalents.
Claims (5)
1. An injection molding mold capable of rapid molding, comprising a mold main body (1) and a pillar (2), characterized in that: spliced pole (3) are installed on the left side top of stand (2), injection tube (4) are installed in the left side of spliced pole (3), and injection tube (4) are located the top of mould main part (1), hot plate (5) are all installed at both ends around the outer wall right side of injection tube (4), the top left side of injection tube (4) is provided with feed inlet (6), baffle (7) are installed along controlling the direction in the inner chamber top left side of injection tube (4), the heating injection structure is installed to the inner chamber of injection tube (4), discharge gate (14) have been seted up in the bottom left side of injection tube (4), and the bottom of discharge gate (14) is connected with mould main part (1).
2. A rapid prototyping injection molding tool as set forth in claim 1 wherein: the heating injection structure comprises a telescopic cylinder (8), a piston (9), a motor (10), a spiral conveying rod (11), a first one-way valve (12) and a second one-way valve (13);
telescopic cylinder (8) are installed on the inner chamber left side top of injection tube (4), telescopic cylinder (8) the bottom install with injection tube (4) inner wall assorted piston (9), motor (10) are installed on the top right side of injection tube (4), the bottom output of motor (10) have through the coupling joint with injection tube (4) inner wall assorted auger delivery pole (11), first check valve (12) are installed to the inner chamber bottom of injection tube (4), second check valve (13) are installed in the inner chamber bottom left side of injection tube (4).
3. A rapid prototyping injection molding tool as set forth in claim 1 or 2 wherein: the height of the heating plate (5) is the same as that of the spiral conveying rod (11).
4. A rapid prototyping injection molding tool as set forth in claim 1 wherein: the shape of the injection cylinder (4) is in a shape of a Chinese character 'hui'.
5. A rapid prototyping injection molding tool as set forth in claim 1 wherein: the baffle (7) is obliquely arranged in a left-high and right-low manner.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920844241.2U CN210126262U (en) | 2019-06-06 | 2019-06-06 | Injection molding mold capable of realizing rapid molding |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920844241.2U CN210126262U (en) | 2019-06-06 | 2019-06-06 | Injection molding mold capable of realizing rapid molding |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210126262U true CN210126262U (en) | 2020-03-06 |
Family
ID=69663821
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920844241.2U Expired - Fee Related CN210126262U (en) | 2019-06-06 | 2019-06-06 | Injection molding mold capable of realizing rapid molding |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210126262U (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111571981A (en) * | 2020-05-29 | 2020-08-25 | 成都儒商天网络科技有限公司 | Blending extrusion equipment for polypropylene production |
| CN111993655A (en) * | 2020-08-14 | 2020-11-27 | 浙江鼎运生物科技有限公司 | Production process of polylactic acid (PLA) cup cover |
| CN113681679A (en) * | 2021-09-09 | 2021-11-23 | 盐城工学院 | Colloidal injection molding device for ceramics |
-
2019
- 2019-06-06 CN CN201920844241.2U patent/CN210126262U/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111571981A (en) * | 2020-05-29 | 2020-08-25 | 成都儒商天网络科技有限公司 | Blending extrusion equipment for polypropylene production |
| CN111993655A (en) * | 2020-08-14 | 2020-11-27 | 浙江鼎运生物科技有限公司 | Production process of polylactic acid (PLA) cup cover |
| CN113681679A (en) * | 2021-09-09 | 2021-11-23 | 盐城工学院 | Colloidal injection molding device for ceramics |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210126262U (en) | Injection molding mold capable of realizing rapid molding | |
| CN109605682B (en) | Injection mould | |
| CN206748981U (en) | A kind of quick injection molding mould | |
| CN102275274B (en) | The injection mechanism of super large injection volume and the extruding technique of super-large size plastic goods | |
| CN102490309A (en) | All-electric micro precise injection moulding machine | |
| CN103950144A (en) | Electro-hydraulic injection molding machine and its control method | |
| CN109605693B (en) | Servo energy-saving hydraulic injection molding machine and hydraulic control system thereof | |
| CN211251082U (en) | Quick forming device of injection molding machine | |
| CN207156365U (en) | A kind of injection molding apparatus for processing thermoplastic plastic products | |
| CN210415240U (en) | Injection molding equipment | |
| CN206703406U (en) | A kind of energy-saving type plastic bottle base Coinjection molding apparatus | |
| CN204431617U (en) | Connecting rod complex pattern foam plastics injection forming machine device | |
| CN212948826U (en) | Multi-station temperature control injection molding machine | |
| CN209869277U (en) | Injection mold of interface unit charges | |
| CN217252683U (en) | Magnesium alloy semi-solid production device | |
| CN101264653A (en) | High speed injection molding method and injection molding machine implementing the method | |
| CN216329455U (en) | High-capacity medical polyethylene mold | |
| CN203246051U (en) | Horizontal type injection molding machine | |
| CN214188165U (en) | Feeding extrusion device of automatic injection molding machine | |
| CN202097897U (en) | Fully-automatic double-station injection molding machine | |
| CN202344750U (en) | All-electric miniature precise injection molding machine | |
| CN213006418U (en) | Automatic change injection mold forming device | |
| CN212888656U (en) | Double-station vertical injection molding machine | |
| CN211334457U (en) | High-molecular plastic injection molding machine | |
| CN216683046U (en) | High-efficiency injection molding machine with double injection molding openings |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200306 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |