CN203621430U - Cooling crystallizer for up-drawing casting machine - Google Patents
Cooling crystallizer for up-drawing casting machine Download PDFInfo
- Publication number
- CN203621430U CN203621430U CN201420020770.8U CN201420020770U CN203621430U CN 203621430 U CN203621430 U CN 203621430U CN 201420020770 U CN201420020770 U CN 201420020770U CN 203621430 U CN203621430 U CN 203621430U
- Authority
- CN
- China
- Prior art keywords
- cooling tube
- cooling pipe
- graphite
- interior
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Continuous Casting (AREA)
Abstract
The utility model relates to a cooling crystallizer for an up-drawing casting machine. The crystallizer comprises a die square head, an outer cooling pipe arranged on the die square head, an inner cooling pipe arranged in the outer cooling pipe and a middle cooling pipe arranged between the outer cooling pipe and the inner cooling pipe. The axes of the outer cooling pipe, the middle cooling pipe and the inner cooling pipe are coincided. The inner cooling pipe comprises a first inner cooling pipe with one end arranged on the die square head and a second inner cooling pipe with one end connected with the other end of the first inner cooling pipe. A graphite cooling pipe is fixedly arranged in the first inner cooling pipe, the inner diameter of the graphite cooling pipe is equal to that of the second inner cooling pipe, and the axes of the graphite cooling pipe and the second inner cooling pipe are coincided. The cooling crystallizer is simple in structure, the graphite cooling pipe is arranged in the first inner cooling pipe, a copper bar is not easy to break when being produced, production efficiency is improved, and the production cost is reduced.
Description
Technical field
The utility model relates to a kind of cooler crystallizer, particularly a kind of cooler crystallizer for up casting machine.
Background technology
The existing cooler crystallizer for up casting machine, its structure is mainly interior cooling tube, middle cooling tube and outer cooling tube, one end of interior cooling tube is connected with mould square toes and graphite mo(u)ld successively, the copper liquid of 1100 ~ 1200 DEG C flows into from graphite mo(u)ld in the pipeline of mould square toes, be towed to again that in interior cooling tube, to be cooled to In Crystal Solid Copper shaft-like, mobile with by cooling copper bar in the gap that cooling water forms at interior cooling tube and middle cooling tube and in the gap that forms of middle cooling tube and outer cooling tube, but this cooler crystallizer is cooled in copper bar process being pulled because of copper liquid, cooldown rate is too fast, directly be down to below 100 DEG C from the high temperature of 1100 ~ 1200 DEG C, can make copper bar easily be pulled off, and then affect production efficiency, increase production cost.
Summary of the invention
Technical problem to be solved in the utility model is to overcome the deficiencies in the prior art, and a kind of novel cooler crystallizer for up casting machine is provided.
For solving the problems of the technologies described above, the utility model adopts following technical scheme:
A kind of cooler crystallizer for up casting machine, comprise that mould square toes and one end are arranged on the outer cooling tube on described mould square toes, be positioned at the cooling tube of described outer cooling tube, be arranged on the middle cooling tube between described outer cooling tube and described interior cooling tube, described outer cooling tube, middle cooling tube and interior cooling tube three's axial line overlaps, between described middle cooling tube and described interior cooling tube, form the first cooling bath, between described middle cooling tube and described outer cooling tube, form the second cooling bath, one end of described the first cooling bath is provided with water inlet, described water inlet is communicated with described the first cooling bath, one end of described the second cooling bath is provided with delivery port, described delivery port is communicated with described the second cooling bath, the other end of the other end of described the first cooling bath and described the second cooling bath is communicated with, described interior cooling tube comprises that one end is arranged on the second interior cooling tube that the first interior cooling tube on described mould square toes is connected with the other end of described the first interior cooling tube with one end, in described the first interior cooling tube, be fixed with graphite cooling tube, described graphite cooling tube equates with described the second interior cooling tube internal diameter and axial line overlaps.
Described mould square toes are provided with graphite mo(u)ld, and described graphite mo(u)ld is all connected with one end of described the first interior cooling tube, one end of described graphite cooling tube, the pipeline of described graphite mo(u)ld and the pipeline communication of described graphite cooling tube.
The internal diameter of described graphite mo(u)ld equals the internal diameter of described graphite cooling tube.
Due to the enforcement of above technical scheme, the utility model compared with prior art has following advantages:
In the interior cooling tube of the utility model cooler crystallizer, be provided with graphite cooling tube, and graphite cooling tube arranges near mould square toes, be arranged so that can the slow down cooldown rate of copper bar of copper bar due to graphite cooling tube in cooling procedure, increase the tensile strength of copper bar, avoid copper bar to be pulled off, enhance productivity, reduce production costs.
Brief description of the drawings
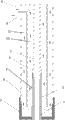
Fig. 1 is the cross-sectional schematic of cooler crystallizer of the present utility model;
Wherein: 1, graphite mo(u)ld; 2, graphite cooling tube; 3, mould square toes; 4, outer cooling tube; 5, middle cooling tube; 6, the first interior cooling tube; 7, the second interior cooling tube; 8, water inlet; 9, delivery port; 10, the first cooling bath; 11, the second cooling bath.
Detailed description of the invention
Below in conjunction with Figure of description, the utility model is described further:
As shown in Figure 1, a kind of cooler crystallizer for up casting machine, comprise that mould square toes 3 and one end are arranged on the outer cooling tube 4 on mould square toes 3, be positioned at the cooling tube of outer cooling tube 4, be arranged on the middle cooling tube 5 between outer cooling tube 4 and interior cooling tube, outer cooling tube 4, middle cooling tube 5 and interior cooling tube three's axial line overlaps, between middle cooling tube 5 and interior cooling tube, form the first cooling bath 10, between middle cooling tube 5 and outer cooling tube 4, form the second cooling bath 11, one end of the first cooling bath 10 is provided with water inlet 8, water inlet 8 and the first cooling bath 10 are communicated with, one end of the second cooling bath 11 is provided with delivery port 9, delivery port 9 and the second cooling bath 11 are communicated with, the other end of the other end of the first cooling bath 10 and the second cooling bath 11 is communicated with, interior cooling tube comprises that one end is arranged on the second interior cooling tube 7 that the first interior cooling tube 6 on mould square toes 3 is connected with the other end of the first interior cooling tube 6 with one end, in the first interior cooling tube 6, be fixed with graphite cooling tube 2.Graphite cooling tube 2 equates with the second interior cooling tube 7 internal diameters and axial line overlaps.
On mould square toes 3, be also provided with graphite mo(u)ld 1, graphite mo(u)ld 1 is all connected with one end of the first interior cooling tube 6, one end of graphite cooling tube 2, the pipeline communication of the pipeline of graphite mo(u)ld 1 and graphite cooling tube 2, and the internal diameter of graphite mo(u)ld 1 equals the internal diameter of graphite cooling tube 2.Carrying out copper bar while producing, high-temperature copper liquid flows into from graphite mo(u)ld 1, then is pulled through graphite cooling tube 2 and the second interior cooling tube 7 and is cooled to In Crystal Solid Copper bar.In the first interior cooling tube 6, add can the slow down cooldown rate of copper bar of a graphite cooling tube 2, increase the tensile strength of copper bar, avoid copper bar to be pulled off, enhance productivity, reduce production costs.
Above the utility model is described in detail; its object is to allow the personage who is familiar with this art can understand content of the present utility model and be implemented; can not limit protection domain of the present utility model with this; all equivalences of doing according to Spirit Essence of the present utility model change or modify, and all should be encompassed in protection domain of the present utility model.
Claims (3)
1. the cooler crystallizer for up casting machine, comprise that mould square toes and one end are arranged on the outer cooling tube on described mould square toes, be positioned at the cooling tube of described outer cooling tube, be arranged on the middle cooling tube between described outer cooling tube and described interior cooling tube, described outer cooling tube, middle cooling tube and interior cooling tube three's axial line overlaps, between described middle cooling tube and described interior cooling tube, form the first cooling bath, between described middle cooling tube and described outer cooling tube, form the second cooling bath, one end of described the first cooling bath is provided with water inlet, described water inlet is communicated with described the first cooling bath, one end of described the second cooling bath is provided with delivery port, described delivery port is communicated with described the second cooling bath, the other end of the other end of described the first cooling bath and described the second cooling bath is communicated with, it is characterized in that, described interior cooling tube comprises that one end is arranged on the second interior cooling tube that the first interior cooling tube on described mould square toes is connected with the other end of described the first interior cooling tube with one end, in described the first interior cooling tube, be fixed with graphite cooling tube, described graphite cooling tube equates with described the second interior cooling tube internal diameter and axial line overlaps.
2. cooler crystallizer according to claim 1, it is characterized in that, described mould square toes are provided with graphite mo(u)ld, and described graphite mo(u)ld is all connected with one end of described the first interior cooling tube, one end of described graphite cooling tube, the pipeline of described graphite mo(u)ld and the pipeline communication of described graphite cooling tube.
3. cooler crystallizer according to claim 2, is characterized in that, the internal diameter of described graphite mo(u)ld equals the internal diameter of described graphite cooling tube.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201420020770.8U CN203621430U (en) | 2014-01-14 | 2014-01-14 | Cooling crystallizer for up-drawing casting machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201420020770.8U CN203621430U (en) | 2014-01-14 | 2014-01-14 | Cooling crystallizer for up-drawing casting machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203621430U true CN203621430U (en) | 2014-06-04 |
Family
ID=50807950
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201420020770.8U Expired - Fee Related CN203621430U (en) | 2014-01-14 | 2014-01-14 | Cooling crystallizer for up-drawing casting machine |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203621430U (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105478690A (en) * | 2015-11-29 | 2016-04-13 | 无锡超洲科技有限公司 | Graphite die used for up-leading-method crystallizer |
| CN107252881A (en) * | 2017-06-28 | 2017-10-17 | 无锡超洲科技有限公司 | The crystallizer of copper is produced for up-drawing method |
| CN113061742A (en) * | 2021-03-23 | 2021-07-02 | 攀枝花学院 | Equipment and method for casting thick-wall titanium metal and titanium alloy pipe by electron beam |
-
2014
- 2014-01-14 CN CN201420020770.8U patent/CN203621430U/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105478690A (en) * | 2015-11-29 | 2016-04-13 | 无锡超洲科技有限公司 | Graphite die used for up-leading-method crystallizer |
| CN107252881A (en) * | 2017-06-28 | 2017-10-17 | 无锡超洲科技有限公司 | The crystallizer of copper is produced for up-drawing method |
| CN113061742A (en) * | 2021-03-23 | 2021-07-02 | 攀枝花学院 | Equipment and method for casting thick-wall titanium metal and titanium alloy pipe by electron beam |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202804107U (en) | Novel mold device with cooling system | |
| CN202028680U (en) | Seamless steel tube rounding die | |
| CN203621430U (en) | Cooling crystallizer for up-drawing casting machine | |
| CN205289643U (en) | Warm forging water cooling mold | |
| CN202943214U (en) | Ar and N2 combination protected casting mold for alloy steel casting | |
| CN206065359U (en) | A kind of aluminium bar cooler crystallizer for up casting machine | |
| CN205217958U (en) | Crystallizer of production cast iron thick -walled pipe | |
| CN203202468U (en) | Reducing connecting flange | |
| CN201693143U (en) | Novel phosphor copper crystallizer structure | |
| CN203426418U (en) | Water-cooled aluminum alloy wheel low-pressure casting mold | |
| CN201399572Y (en) | Horizontal continuous casting mould | |
| CN202701320U (en) | Upward drawing continuous casting crystallizer for large diameter copper pipe | |
| CN203426416U (en) | Low-temperature casting device of aluminum alloy wheel | |
| CN202963415U (en) | Die casting mold | |
| CN202224614U (en) | Connector for communication between continuous metal casting mould and metal melting furnace | |
| CN203489668U (en) | Vacuum induction cold crucible casting device | |
| CN201456377U (en) | Moulding device of water seal ring plate of water ring | |
| CN204643804U (en) | Culture bottle placer | |
| CN201735737U (en) | Copper-processing graphite crystallizer | |
| CN204222127U (en) | A kind of ultrahigh molecular weight polyethylene tubing mould internal diameter shaping cover | |
| CN202671416U (en) | Cooling device of glass fiber wiredrawing bushing | |
| CN202336495U (en) | Water cooling device of wiredrawing machine | |
| CN202701339U (en) | Adjustable stroke mold draw bar | |
| CN202668962U (en) | Sizing sleeve | |
| CN201997556U (en) | Auxiliary-and-main-pipe cooling sleeve |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140604 Termination date: 20170114 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |