CN203390081U - Split die - Google Patents
Split die Download PDFInfo
- Publication number
- CN203390081U CN203390081U CN201320468660.3U CN201320468660U CN203390081U CN 203390081 U CN203390081 U CN 203390081U CN 201320468660 U CN201320468660 U CN 201320468660U CN 203390081 U CN203390081 U CN 203390081U
- Authority
- CN
- China
- Prior art keywords
- die sleeve
- workpiece
- die
- split mold
- sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
The utility model discloses a split die. The split die aims to solve the problem that a workpiece cannot be formed by means of one-step pressing in the prior art. The split die comprises a die sleeve, a limiting ring, a fastening device and a back pressure pad. The limiting ring is fixed to the upper end of the die sleeve, the fastening device is sleeved on the outer side wall of the die sleeve, the back pressure pad is positioned at the lower end of the die sleeve, the die sleeve is a circular tube, two semicircular tubes or three one-third circular tubes are spliced to form the circular tube, a core which is coaxial with the die sleeve is arranged in a center hole of the die sleeve, an upper punch and a lower punch are sequentially sleeved on the core from top to bottom, an inner cavity is formed between the upper punch and the lower punch, the shape of the inner cavity is identical to that of a workpiece, and a convex ring which is matched with a groove of the workpiece is arranged on the inner side wall of the die sleeve. The split die has the advantages that the die sleeve is the circular tube, the two semicircular tubes or the three one-third circular tubes are spliced to form the circular tube, accordingly, the workpiece can be formed by means of one-step pressing, and the split die is high in machining efficiency; the workpiece can be machined easily, raw materials can be saved, the split die is low in machining cost and few in errors, and the machined workpiece is high in precision.
Description
Technical field
The utility model relates to a kind of mould, relates in particular to a kind of Split mold.
Background technology
At present, because the mould of integral type can not take off the workpiece processing, add man-hour requirement and divide a plurality of steps to process, the processing of workpiece, need compressing several times, working (machining) efficiency is low, and processed complex, and wastage of material is serious, processing cost is higher, through repeatedly processing, error is larger, and the workpiece accuracy processing also reduces accordingly.
Utility model content
The utility model provides a kind of Split mold, is intended to solve the problem that in prior art, workpiece can not be once compressing.
In order to solve above technical problem, the utility model is achieved through the following technical solutions: a kind of Split mold, comprise die sleeve, be fixed on the spacing collar of die sleeve upper end, be enclosed within the fastener on die sleeve lateral wall, be positioned at the counter-pressure cushion of die sleeve lower end, described die sleeve is by two semi-circular tubes or three pipes that 1/3rd pipes are spliced, in the centre bore of described die sleeve, be provided with the core coaxial with die sleeve, described core is socketed with upper punch and undershoot from the top down successively, between described upper punch and undershoot, form the inner chamber that shape is identical with workpiece, described die sleeve madial wall is provided with the bulge loop that the groove with workpiece matches.
Further, described fastener is comprised of two semi-circle tubular anchor ears, is equipped with two ears on each anchor ear, for the splicing part of die sleeve is fixed together.
Further, described two anchor ears are fixed on die sleeve by bolt and nut, are convenient to the fastening of semi-circular tube anchor ear.
Further, the lateral wall of described die sleeve is provided with certain gradient, described fastener is the fastening annulus that a madial wall gradient is identical with die sleeve lateral wall gradient, and described fastener madial wall and die sleeve lateral wall middle part match, for the splicing part of die sleeve is fixed together.
Further, described die sleeve is spliced by the pipe of three 1/3rd, is convenient to the dismounting of die sleeve.
Further, described spacing collar is fixed together by magnetic force and die sleeve, is convenient to spacing collar and die sleeve is fixed together.
Compared with prior art the utility model has the advantages that: the utility model die sleeve is by two semi-circular tubes or three pipes that 1/3rd pipes are spliced, the processing of workpiece, only need once suppress just plastic, working (machining) efficiency is high, and processing is simple, conservation, processing cost is low, error is less, and the workpiece accuracy processing is high.
Accompanying drawing explanation
Below in conjunction with accompanying drawing, the utility model is described in further detail:
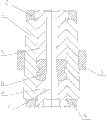
Fig. 1 is the structural representation of the utility model embodiment mono-;
Fig. 2 is the structural representation of the utility model embodiment bis-;
Fig. 3 is the structural representation of 1/3rd pipes in the utility model embodiment mono-.
The specific embodiment
Embodiment mono-:
Consult Fig. 1 and Fig. 3, a kind of Split mold, comprise die sleeve 1, be fixed on die sleeve 1 upper end spacing collar 2, be enclosed within fastener on die sleeve 1 lateral wall, be positioned at the counter-pressure cushion 6 of die sleeve 1 lower end, the pipe of described die sleeve 1 for being spliced by three 1/3rd pipes, in the centre bore of described die sleeve 1, be provided with the core 7 coaxial with die sleeve 1, described core 7 is socketed with upper punch 5 and undershoot 4 from the top down successively, between described upper punch 5 and undershoot 4, form the inner chamber that shape is identical with workpiece 8, described die sleeve 1 madial wall is provided with the bulge loop 11 that the groove with workpiece 8 matches; Described fastener is comprised of two semi-circle tubular anchor ears 9, is equipped with two ears on each anchor ear 9; Described two anchor ears 9 are fixed on die sleeve 1 by bolt and nut; Described spacing collar 2 is fixed together by magnetic force and die sleeve 1.
While installing and using, core 7 is passed to workpiece 8, three 1/3rd cylinders are stitched together and form die sleeve 1, undershoot 4 is socketed in to the lower end of core 7, core 7 is inserted in the centre bore of die sleeve 1, the raw material that adds workpiece, upper punch 5 is socketed on core 7,, two anchor ears, 9 use bolt and nuts are fixed with two anchor ears 9 by 1 armful of the die sleeve being stitched together together, made the logical magnetic of spacing collar 2, be adsorbed on die sleeve 1, counter-pressure cushion 6 is arranged on to the lower end of die sleeve 1, workpiece 8, under Split mold effect, processes required form; Make spacing collar 2 demagnetizations, spacing collar 2 is taken off, then take off bolt and nut, anchor ear 9 is taken off, open die sleeve 1, take off workpiece 8.
Embodiment bis-:
Consult Fig. 2, be with the difference of embodiment mono-: the lateral wall of described die sleeve 1 is provided with certain gradient, described fastener is the fastening annulus 3 that a madial wall gradient is identical with die sleeve 1 lateral wall gradient, and described fastening annulus 3 madial walls and die sleeve 1 lateral wall middle part match; During installation, fastening annulus 3 is enclosed within to the die sleeve 1 having spliced, fastening annulus 3 is pressed down under the effect on , slope, die sleeve 1 is fastening.
Die sleeve of the present utility model is spliced by three 1/3rd pipes, easy accessibility, when processing work, only need once suppress just plastic, working (machining) efficiency is high, and processing is simple, conservation, processing cost is low, error is less, the workpiece accuracy processing is high, and spacing collar adopts magnetic force and die sleeve to be fixed together, easy accessibility.
The foregoing is only specific embodiment of the utility model, but technical characterictic of the present utility model is not limited to this, any those skilled in the art is in field of the present utility model, and the variation of doing or modification are all encompassed among the scope of the claims of the present utility model.
Claims (6)
1. a Split mold, it is characterized in that, comprise die sleeve (1), be fixed on the spacing collar (2) of die sleeve (1) upper end, be enclosed within the fastener on die sleeve (1) lateral wall, be positioned at the counter-pressure cushion (6) of die sleeve (1) lower end, described die sleeve (1) is by two semi-circular tubes or three pipes that 1/3rd pipes are spliced, in the centre bore of described die sleeve (1), be provided with the core (7) coaxial with die sleeve (1), described core (7) is socketed with upper punch (5) and undershoot (4) from the top down successively, between described upper punch (5) and undershoot (4), form the inner chamber that shape is identical with workpiece (8), described die sleeve (1) madial wall is provided with the bulge loop (11) that the groove with workpiece (8) matches.
2. a kind of Split mold according to claim 1, is characterized in that, described fastener is comprised of two semi-circle tubular anchor ears (9), is equipped with two ears on each anchor ear (9).
3. a kind of Split mold according to claim 2, is characterized in that, described two anchor ears (9) are fixed on die sleeve (1) by bolt and nut.
4. a kind of Split mold according to claim 1, it is characterized in that, the lateral wall of described die sleeve (1) is provided with certain gradient, described fastener is the fastening annulus (3) that a madial wall gradient is identical with die sleeve (1) lateral wall gradient, and described fastening annulus (3) madial wall and die sleeve (1) lateral wall middle part match.
5. a kind of Split mold according to claim 1, is characterized in that, described die sleeve (1) is spliced by the pipe of three 1/3rd.
6. a kind of Split mold according to claim 1, is characterized in that, described spacing collar (2) is fixed together by magnetic force and die sleeve (1).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320468660.3U CN203390081U (en) | 2013-08-01 | 2013-08-01 | Split die |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320468660.3U CN203390081U (en) | 2013-08-01 | 2013-08-01 | Split die |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203390081U true CN203390081U (en) | 2014-01-15 |
Family
ID=49901643
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320468660.3U Expired - Lifetime CN203390081U (en) | 2013-08-01 | 2013-08-01 | Split die |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203390081U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103464616A (en) * | 2013-08-01 | 2013-12-25 | 浙江恒成硬质合金有限公司 | Split mould |
-
2013
- 2013-08-01 CN CN201320468660.3U patent/CN203390081U/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103464616A (en) * | 2013-08-01 | 2013-12-25 | 浙江恒成硬质合金有限公司 | Split mould |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201483274U (en) | Die for turning half flange bottom surfaces | |
| CN105081121A (en) | Pipe end contraction device | |
| CN203390081U (en) | Split die | |
| CN103072018B (en) | Special main valve body of special ball valve truning fixture | |
| CN103464616A (en) | Split mould | |
| CN202461335U (en) | Contraction reducing device for tube end | |
| CN202344279U (en) | Mold for drilling wheel core support of excavator | |
| CN203610938U (en) | Connecting tube multi-dimensional pressure point mechanism | |
| CN203765865U (en) | Movable seal head pipe mold device | |
| CN206677011U (en) | A kind of not reciprocity caliber shaped device of stainless steel | |
| CN205110577U (en) | Pipe end throat device | |
| CN204470428U (en) | Automobile ball head ball welding bell tool | |
| CN203778561U (en) | Motorcycle clutch driven gear side hole chamfering device | |
| CN202655848U (en) | Mould for assembling pipe and sleeve | |
| CN201361679Y (en) | Forging mould device for stepped-type large inner bore sleeves | |
| CN202539386U (en) | Punch for three-way molds | |
| CN205732639U (en) | Manual draw die device | |
| CN202305318U (en) | Water pressure testing mold for steel pipe | |
| CN205147125U (en) | Pipe end riveting set of thin wall U -shaped pipe | |
| CN203370964U (en) | Fabricating device for hush pipe | |
| CN202348884U (en) | Positioning pin with pull ring | |
| CN203140612U (en) | Novel automatic steel pipe flaring machine | |
| CN203944886U (en) | A kind of multi-pore drilling machine bushing plate of bolt hole of drilling brake rim | |
| CN102728723B (en) | Nut hot stamping die | |
| CN202639087U (en) | Elbow die being 180 degrees |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20140115 |
|
| CX01 | Expiry of patent term |