CN203127158U - Separating and stopper adding machine - Google Patents
Separating and stopper adding machine Download PDFInfo
- Publication number
- CN203127158U CN203127158U CN 201320143544 CN201320143544U CN203127158U CN 203127158 U CN203127158 U CN 203127158U CN 201320143544 CN201320143544 CN 201320143544 CN 201320143544 U CN201320143544 U CN 201320143544U CN 203127158 U CN203127158 U CN 203127158U
- Authority
- CN
- China
- Prior art keywords
- bottle
- bottle member
- defeated
- adding machine
- plunger
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Landscapes
- Sealing Of Jars (AREA)
Abstract
The utility model discloses a separating and stopper adding machine, which comprises a bottle conveying part, a powder feeding part, a stopper arranging part, a stopper adding part and a bottle outlet part, wherein the powder feeding part and the bottle outlet part are respectively positioned at both sides of the bottle conveying part. The separating and stopper adding machine has the advantages that the structure is compact, the layout is reasonable, the pollution risk of products is reduced, and the like.
Description
Technical field
The utility model relates generally to package packing machine fields such as food, medicine, refers in particular to a kind of packing stopper-adding machine.
Background technology
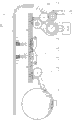
As shown in Figure 1, existing packing stopper-adding machine mainly by reason bottle member 1, advance bottle member 2, defeated bottle member 3, powder material loading parts 5, packing parts 4, reason plunger member 6, add plunger member 9, divide bottle member 8, go out bottle member 10 and inspection rejects sampled part 7 is formed.During work, give into bottle member 2 by reason bottle member 1 with rambling bottle, advance bottle member 2 and again bottle is flowed to bottle member 3; Powder material loading parts 5 are delivered to packing parts 4 with powder, by packing parts 4 powder are packed in the bottle on the defeated bottle member 3; Finish bottle after the packing and deliver to from defeated bottle member 3 and add plunger member 9, manage plunger member 6 simultaneously and plug is delivered to added plunger member 9 and jump a queue; The bottle of finishing after jumping a queue enters branch bottle member 8, and final qualified bottle is by going out bottle member 10 outputs, and the nonconformity bottle is by 7 outputs of inspection rejects sampled part.Existing this packing stopper-adding machine, its powder material loading parts 5 and reason plunger member 6 lay respectively at the both sides of defeated bottle member 3, go out bottle member 10 and be located at the outside of powder material loading parts 5, bottle namely goes out the same side that bottle member 10 and powder material loading parts 5 are positioned at defeated bottle member 3, so can pass through powder material loading zone during bottle outlet.Because the staff need carry out repeatedly the material loading operation in powder material loading zone in the production process, and the powder that personnel's activity and the operation of powder material loading cause flies to spill, all might be to polluting through this regional bottle.
The utility model content
The technical problems to be solved in the utility model is: at the deficiency that prior art exists, provide a kind of compact conformation, rationally distributed, the packing stopper-adding machine that can reduce the contamination of products risk.
For solving the problems of the technologies described above, the utility model by the following technical solutions:
A kind of packing stopper-adding machine comprises defeated bottle member, powder material loading parts, manages plunger member, adds plunger member and go out bottle member, described powder material loading parts and go out the both sides that bottle member lays respectively at defeated bottle member.
As further improvement of the utility model:
The top plug operating side of described reason plunger member and describedly go out the both sides that bottle member lays respectively at defeated bottle member.
Along the bottle outlet direction that goes out bottle member, the top plug operating side of described reason plunger member is positioned at the rear of bottle member.
Also comprise connecting the branch bottle member add plunger member and to go out bottle member, describedly go out the both sides that bottle member and reason plunger member lay respectively at the branch bottle member.
Describedly go out bottle member and comprise the bottle outlet track, the bottle outlet direction of described bottle outlet track is opposite with the defeated bottle direction of defeated bottle member.
Compared with prior art, advantage of the present utility model is:
1, packing stopper-adding machine compact conformation of the present utility model, rationally distributed, its powder material loading parts and go out the both sides that bottle member lays respectively at defeated bottle member, the staff carries out powder material loading when operation, can the bottle that go out on the bottle member not polluted, thereby can reduce the pollution risk of product;
2, packing stopper-adding machine of the present utility model, manage the top plug operating side of plunger member and go out the both sides that bottle member lays respectively at defeated bottle member, the staff carries out top plug when operation, also can the bottle that go out on the bottle member not polluted, thereby further reduces the pollution risk of product.
Description of drawings
Fig. 1 is the plan structure scheme drawing of prior art.
Fig. 2 is plan structure scheme drawing of the present utility model.
Marginal data: 1, reason bottle member; 2, advance bottle member; 3, defeated bottle member; 4, packing parts; 5, powder material loading parts; 6, reason plunger member; 61, top plug operating side; 7, inspection rejects sampled part; 8, divide bottle member; 9, add plunger member; 10, go out bottle member.
The specific embodiment
Below in conjunction with the drawings and specific embodiments the utility model is described in further detail.
As shown in Figure 2, packing stopper-adding machine of the present utility model comprises reason bottle member 1, advances bottle member 2, defeated bottle member 3, powder material loading parts 5, packing parts 4, reason plunger member 6, adds plunger member 9, divides bottle member 8, goes out bottle member 10 and inspection rejects sampled part 7.Wherein, reason bottle member 1 with advance bottle member 2 and link to each other, powder material loading parts 5 link to each other with packing parts 4, manage plunger member 6 and add plunger member 9 and link to each other; Advance bottle member 2, packing parts 4 and add plunger member 9 and arrange successively along the defeated bottle direction of defeated bottle member 3; Divide bottle member 8 and add plunger member 9 and link to each other, separate with off-grade for the acceptable product after will jumping a queue; Go out bottle member 10 and all link to each other with minute bottle member 8 with inspection rejects sampled part 7, acceptable product are from going out bottle member 10 outputs, and off-grade is from 7 outputs of inspection rejects sampled part; Powder material loading parts 5 and go out the both sides that bottle member 10 lays respectively at defeated bottle member 3.The staff carries out powder material loading when operation, can the bottle that go out on the bottle member 10 not polluted, thereby can reduce the pollution risk of product.
In the present embodiment, the top plug operating side 61 of reason plunger member 6 and go out the both sides that bottle member 10 laying respectively at defeated bottle member 3 when the staff carries out the top plug operation, can not pollute the bottle that goes out on the bottle member 10, thereby further reduces the pollution risk of product.Simultaneously, along the bottle outlet direction that goes out bottle member 10, the top plug operating side 61 of reason plunger member 6 is positioned at the rear of bottle member 10.Certainly, in other embodiments, if satisfy " along the bottle outlet direction that goes out bottle member 10; the top plug operating side 61 of reason plunger member 6 is positioned at the rear of bottle member 10 " this condition separately, because the staff can carry out top plug at the rear that goes out bottle member 10, do not need from going out bottle member 10 processes, so can reach the purpose that reduces pollution risk equally.
In the present embodiment, divide bottle member 8 to connect and add plunger member 9 and go out bottle member 10, go out the both sides that bottle member 10 and reason plunger member 6 lay respectively at branch bottle member 8.
In this enforcement, go out bottle member 10 and comprise the bottle outlet track, the bottle outlet direction of bottle outlet track is opposite with the defeated bottle direction of defeated bottle member 3.
During work, give into bottle member 2 by reason bottle member 1 with rambling bottle, advance bottle member 2 and again bottle is flowed to bottle member 3; Powder material loading parts 5 are delivered to packing parts 4 with powder, by packing parts 4 powder are packed in the bottle on the defeated bottle member 3; Finish bottle after the packing and deliver to from defeated bottle member 3 and add plunger member 9, manage plunger member 6 simultaneously and plug is delivered to added plunger member 9 and jump a queue; The bottle of finishing after jumping a queue enters branch bottle member 8, and final qualified bottle is by going out bottle member 10 outputs, and the nonconformity bottle is by 7 outputs of inspection rejects sampled part.
Below only be preferred implementation of the present utility model, protection domain of the present utility model also not only is confined to above-described embodiment, and all technical schemes that belongs under the utility model thinking all belong to protection domain of the present utility model.Should be pointed out that for those skilled in the art the some improvements and modifications not breaking away under the utility model principle prerequisite should be considered as protection domain of the present utility model.
Claims (5)
1. packing stopper-adding machine, comprise defeated bottle member (3), powder material loading parts (5), reason plunger member (6), add plunger member (9) and go out bottle member (10), it is characterized in that: described powder material loading parts (5) and go out the both sides that bottle member (10) lays respectively at defeated bottle member (3).
2. packing stopper-adding machine according to claim 1 is characterized in that: the top plug operating side (61) of described reason plunger member (6) and describedly go out the both sides that bottle member (10) lays respectively at defeated bottle member (3).
3. packing stopper-adding machine according to claim 1 and 2, it is characterized in that: along the bottle outlet direction that goes out bottle member (10), the top plug operating side (61) of described reason plunger member (6) is positioned at the rear of bottle member (10).
4. packing stopper-adding machine according to claim 3, it is characterized in that: also comprise connecting the branch bottle member (8) add plunger member (9) and to go out bottle member (10), describedly go out bottle member (10) and manage the both sides that plunger member (6) lays respectively at branch bottle member (8).
5. packing stopper-adding machine according to claim 1 and 2 is characterized in that: describedly go out bottle member (10) and comprise the bottle outlet track, the bottle outlet direction of described bottle outlet track is opposite with the defeated bottle direction of defeated bottle member (3).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320143544 CN203127158U (en) | 2013-03-27 | 2013-03-27 | Separating and stopper adding machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320143544 CN203127158U (en) | 2013-03-27 | 2013-03-27 | Separating and stopper adding machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203127158U true CN203127158U (en) | 2013-08-14 |
Family
ID=48935161
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201320143544 Expired - Lifetime CN203127158U (en) | 2013-03-27 | 2013-03-27 | Separating and stopper adding machine |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203127158U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104760909A (en) * | 2014-10-31 | 2015-07-08 | 合肥平光制药有限公司 | Medicine bottle plug adding equipment |
-
2013
- 2013-03-27 CN CN 201320143544 patent/CN203127158U/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104760909A (en) * | 2014-10-31 | 2015-07-08 | 合肥平光制药有限公司 | Medicine bottle plug adding equipment |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104108594A (en) | Device And Method For Forming A Predefined Formation On A Conveyor Belt | |
| CN203497271U (en) | Conveying device for machine labeling | |
| CN203127158U (en) | Separating and stopper adding machine | |
| CN204223309U (en) | A kind of pop can manufacturing line | |
| CN203567953U (en) | Traditional Chinese medicine pellet internal packaging and external packaging automatic production line | |
| CN202829557U (en) | Infusion filling machine | |
| CN214610102U (en) | One-to-two quick lane output device | |
| CN205854620U (en) | A kind of automatic boxing machine | |
| CN201784120U (en) | Automatic production line | |
| CN204297201U (en) | Quick-speed packaging machine | |
| CN106395354A (en) | Bottle loading system of transfusion bottle detector | |
| CN203047545U (en) | Screw-type racking machine | |
| CN203172122U (en) | Wrapping paper adhesion heating device | |
| CN208119520U (en) | A kind of plastics package molding equipment | |
| CN203032950U (en) | Feed quantitative packing machine | |
| CN202272495U (en) | Automatic feeding device for capping machine | |
| CN207417733U (en) | A kind of autosteerer of conveyer belt | |
| CN202492118U (en) | Automatic medicinal lump conveying device for Chinese medicinal pill production line | |
| CN206202797U (en) | A kind of sequence screening area of syringe intelligence automatic packaging machine | |
| CN201276214Y (en) | Double-sided boxing operation table with bottle separating mechanism | |
| CN203410863U (en) | Guide hopper for belt-type conveyor | |
| CN204896732U (en) | A a defeated bottle track branch bottle mechanism for infusing production line | |
| CN205133103U (en) | A machine of pluging for bacterin filling | |
| CN104044766A (en) | Conveying and arranging mechanism of welding rod package machine | |
| CN202063292U (en) | Medicine discharge system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20130814 |