CN202964406U - Clamp for grinding hole on shaft - Google Patents
Clamp for grinding hole on shaft Download PDFInfo
- Publication number
- CN202964406U CN202964406U CN 201220732357 CN201220732357U CN202964406U CN 202964406 U CN202964406 U CN 202964406U CN 201220732357 CN201220732357 CN 201220732357 CN 201220732357 U CN201220732357 U CN 201220732357U CN 202964406 U CN202964406 U CN 202964406U
- Authority
- CN
- China
- Prior art keywords
- chuck
- spring chuck
- central hole
- fixture
- spring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Gripping On Spindles (AREA)
Abstract
The utility model provides a clamp for grinding a hole on a shaft. The clamp comprises a jacket seat and a spring jacket, wherein a central through hole is positioned in the jacket seat, a conical opening is positioned at one end of the central through hole, the spring jacket comprises a tail section and a throat section, the outer wall of the end of the throat section is in a conical shape, the spring jacket is sleeved in the central through hole of the jacket seat and can axially move in the central through hole, and the outer wall of the end of the throat section of the spring jacket is matched with the conical opening of the central through hole. The outer wall of the end of the throat section of the spring jacket is matched with the conical opening of the central through hole, so that when a corrected part is inserted into the spring jacket, the spring jacket is in a clamp state to clamp a standard part. Thus, a three-claw chunk is substituted, work efficiency for replacing parts is improved, and product accuracy and product quality are also improved.
Description
Technical field
The utility model relates to fixture, relates in particular to a kind of fixture for axle spare grinding out.
Background technology
The endoporus of machining shaft spare all will be used the three-jaw fluid-pressure chuck basically at present, directly directly begin to grind endoporus with scroll chuck clamp shaft series products benchmark place, because axis products itself is long, bare terminal end is longly not outstanding when the length that adds scroll chuck just makes grinding out, thereby can not guarantee the axiality of the endoporus of processing and axle cylindrical, cause the precision of interior hole dimension and quality all not to reach requirement.A machine tool needs often to change dissimilar product, not only can not repair the assurance clamp precision when repairing scroll chuck, has also reduced production efficiency.
The utility model content
The technical problem that the utility model solves is: a kind of fixture for axle spare grinding out is provided, need not repaiies scroll chuck in the replacing product on lathe, can improve production efficiency.
The technical solution of the utility model is: a kind of fixture for axle spare grinding out, comprise chuck seat and spring chuck, described chuck seat is provided with central hole, one end of this central hole has conical uncovered, described spring chuck comprises rear and reducing section, it is conical that the end outer wall of described reducing section is, and described spring chuck can axially movablely be set in the central hole of described chuck seat, and conical uncovered the matching of the end outer wall of the reducing section of spring chuck and described central hole.
The rear of spring chuck extends the central hole of described chuck seat, and the end face of described rear is fixed with pull bar.
Pull bar is fixed on the end face of described rear by a terminal pad.
The bottom of spring chuck is fixed with top.
Top top body, dead head and the top conical points body of comprising.
The outer surface of spring chuck is provided with and extends axially groove, and described chuck seat is provided with radial screw, and described screw screws in described groove and and described groove gapped space.
The beneficial effects of the utility model are: a kind of fixture for axle spare grinding out, comprise chuck seat and spring chuck, the chuck seat is provided with central hole, described spring chuck comprises rear and reducing section, the spring chuck can axially movablely be set in the central hole of described chuck seat, because an end of this central hole has conical uncovered, it is conical that the end outer wall of described reducing section is, and the end outer wall of the reducing section of spring chuck and conical uncovered the matching of described central hole, thereby be clamped condition at the process medi-spring chuck that uses.
The rear of spring chuck extends the central hole of described chuck seat, the end face of described rear is fixed with pull bar, pull bar is fixed on the end face of described rear by a terminal pad, the bottom of spring chuck is fixed with top, top top body, dead head and the top conical points body of comprising.The described top rear that is fixed on described spring chuck.
Extend axially groove because the outer surface of spring chuck is provided with, described chuck seat is provided with radial screw, described screw screw in described groove and and described groove gapped space, thereby make chuck seat and spring chuck can only move left and right and can not rotate.
When using the utility model, spring chuck and toply backward move together, due to and conical uncovered the matching of the end outer wall of the reducing section of spring chuck and described central hole, when the check and correction part inserts the spring chuck, the spring chuck is in clamped condition, clamp the check and correction part, then the top centre bore the inside that withstands on the check and correction part, after the check and correction part is proofreaied and correct fixture, just can process product, thereby substituted scroll chuck, not only improved the operating efficiency of changing part when changing product, and in precision with also be improved qualitatively.
Description of drawings
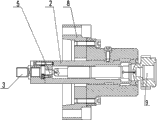
Fig. 1 is structural representation of the present utility model;
Fig. 2 is the top structural representation in the utility model;
Fig. 3 is use state diagram of the present utility model.
The specific embodiment
The utility model is described in further detail below in conjunction with drawings and Examples:
Referring to Fig. 1, Fig. 2, a kind of fixture for axle spare grinding out, comprise chuck seat 1 and spring chuck 2, chuck seat 1 is provided with central hole, described spring chuck 2 comprises rear and reducing section, spring chuck 2 can axially movablely be set in the central hole of described chuck seat 1, because an end of this central hole has conical uncovered, it is conical that the end outer wall of described reducing section is, and the end outer wall of the reducing section of spring chuck 2 and conical uncovered the matching of described central hole, thereby be clamped condition at the process medi-spring chuck 2 that uses.
The rear of spring chuck 2 extends the central hole of described chuck seat 1, the end face of described rear is fixed with pull bar 3, pull bar 3 is fixed on the end face of described rear by a terminal pad 4, the bottom of spring chuck 2 is fixed with top 5, top 5 and comprises top body 5b, dead head 5a and top conical points body 5c.Described top 5 are fixed on the rear of described spring chuck 2.
Extend axially groove because the outer surface of spring chuck 2 is provided with, described chuck seat 1 is provided with radial screw 7, described screw 7 screw in described grooves and and described groove gapped space, thereby make chuck seat 1 and spring chuck 2 can only move left and right and can not rotate.
to use like this referring to Fig. 3 the utility model, first ring flange 8 directly is connected on the main shaft of lathe, the debugging lathe, then pack into and proofread part 9, due to and conical uncovered the matching of the end outer wall of the reducing section of spring chuck 2 and described central hole, when top 5 withstand on the centre bore of check and correction part 9, top 5 and spring chuck 2 move backward, spring chuck 2 will be proofreaded part 9 and clamp, then begin fixture is proofreaded, check and correction just can be processed product later, when changing product, only need replacing pull bar 3 and spring chuck 2 just can process, thereby not at the needs scroll chuck.
Claims (6)
1. fixture that is used for axle spare grinding out, it is characterized in that: comprise chuck seat (1) and spring chuck (2), described chuck seat (1) is provided with central hole, one end of this central hole has conical uncovered, described spring chuck (2) comprises rear and reducing section, it is conical that the end outer wall of described reducing section is, described spring chuck (2) can axially movablely be set in the central hole of described chuck seat (1), and conical uncovered the matching of the end outer wall of the reducing section of spring chuck (2) and described central hole.
2. according to the fixture for axle spare grinding out claimed in claim 1, it is characterized in that: the rear of described spring chuck (2) extends the central hole of described chuck seat (1), and the end face of described rear is fixed with pull bar (3).
3. according to the fixture for axle spare grinding out claimed in claim 2, it is characterized in that: described pull bar (3) is fixed on the end face of described rear by a terminal pad (4).
4. according to the fixture for axle spare grinding out claimed in claim 1, it is characterized in that: the bottom of described spring chuck (2) is fixed with top (5).
5. according to the fixture for axle spare grinding out claimed in claim 5, it is characterized in that: described top (5) comprise top body (5b), dead head (5a) and top conical points body (5c).
6. according to the fixture for axle spare grinding out claimed in claim 1, it is characterized in that: the outer surface of described spring chuck (2) is provided with and extends axially groove (6), described chuck seat (1) is provided with radial screw (7), and described screw (7) screws in described groove (6) and and described groove (6) gapped space.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220732357 CN202964406U (en) | 2012-12-27 | 2012-12-27 | Clamp for grinding hole on shaft |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220732357 CN202964406U (en) | 2012-12-27 | 2012-12-27 | Clamp for grinding hole on shaft |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202964406U true CN202964406U (en) | 2013-06-05 |
Family
ID=48505535
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220732357 Expired - Fee Related CN202964406U (en) | 2012-12-27 | 2012-12-27 | Clamp for grinding hole on shaft |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202964406U (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103394724A (en) * | 2013-08-05 | 2013-11-20 | 苏州信能精密机械有限公司 | High-precision automatic clamp |
| CN103433303A (en) * | 2013-08-06 | 2013-12-11 | 中国一拖集团有限公司 | Built-in hydraulic clamping chuck used for spline cold rolling machine tool and assembly machine |
| CN103639891A (en) * | 2013-11-19 | 2014-03-19 | 重庆市星极齿轮有限责任公司 | Cone grinding tool of output shaft of gearbox |
| CN104044027A (en) * | 2014-07-02 | 2014-09-17 | 镇江市丹徒区甬润工具有限公司 | Hole grinding device for internal scrap discharging type rose reamer |
| CN105234814A (en) * | 2015-10-14 | 2016-01-13 | 鹤山市精工制版有限公司 | Anti-eccentricity clamping device for grinding printing roller |
| CN105751066A (en) * | 2016-04-29 | 2016-07-13 | 无锡市昌亿机床制造有限公司 | Self-centering end face chuck |
-
2012
- 2012-12-27 CN CN 201220732357 patent/CN202964406U/en not_active Expired - Fee Related
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103394724A (en) * | 2013-08-05 | 2013-11-20 | 苏州信能精密机械有限公司 | High-precision automatic clamp |
| CN103433303A (en) * | 2013-08-06 | 2013-12-11 | 中国一拖集团有限公司 | Built-in hydraulic clamping chuck used for spline cold rolling machine tool and assembly machine |
| CN103433303B (en) * | 2013-08-06 | 2015-08-19 | 中国一拖集团有限公司 | For built-in hydraulic expansion chuck and the assemble method of spline cold roll forming machine |
| CN103639891A (en) * | 2013-11-19 | 2014-03-19 | 重庆市星极齿轮有限责任公司 | Cone grinding tool of output shaft of gearbox |
| CN103639891B (en) * | 2013-11-19 | 2015-12-02 | 重庆市星极齿轮有限责任公司 | A kind of output shaft of gear-box grinding core frock |
| CN104044027A (en) * | 2014-07-02 | 2014-09-17 | 镇江市丹徒区甬润工具有限公司 | Hole grinding device for internal scrap discharging type rose reamer |
| CN105234814A (en) * | 2015-10-14 | 2016-01-13 | 鹤山市精工制版有限公司 | Anti-eccentricity clamping device for grinding printing roller |
| CN105751066A (en) * | 2016-04-29 | 2016-07-13 | 无锡市昌亿机床制造有限公司 | Self-centering end face chuck |
| CN105751066B (en) * | 2016-04-29 | 2017-11-24 | 无锡市昌亿机床制造有限公司 | Self-centering end face chuck |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202964406U (en) | Clamp for grinding hole on shaft | |
| CN103419051A (en) | Thin-wall sleeve inner hole finish machining clamp and inner hole machining method | |
| CN203664731U (en) | Elastic expansion force core shaft for lathe | |
| CN202097409U (en) | No-stop self-centering clamping chunk used for processing slender shaft part | |
| CN205021244U (en) | A milling fixture that is used for centering clamping part axis of reference on lathe | |
| CN205342010U (en) | Rocking arm subassembly boring grab | |
| CN105798772A (en) | High-precision bar clamping device | |
| CN108673209A (en) | A kind of quick positioning and clamping device of thin-wall rotation-type part internal cylindrical turning | |
| CN201295851Y (en) | Clamping device for turning rotor | |
| CN203751800U (en) | Machining device directly clamping threaded surface without damaging thread | |
| CN203380442U (en) | Gear shaping clamp of internal spline of shaft sleeve | |
| CN103769638A (en) | Inward contracting type spring sleeve clamp | |
| CN203426757U (en) | Clamp for finish machining of inner hole of thin-walled sleeve | |
| CN202726586U (en) | Self aligning elastic clamping mechanism | |
| CN202356656U (en) | Elastic clamp for clamping cup-shaped thin-wall parts | |
| CN204262795U (en) | For the clamping device of cylindrical work | |
| CN203817470U (en) | Inserting-in type drill chuck | |
| CN202240615U (en) | Friction-type self-locking clamping mechanism for cutting conical hole piece | |
| CN204603912U (en) | A kind of lathe spindle afterbody positioner | |
| CN204725318U (en) | high precision grinding inner hole clamp | |
| CN109590499B (en) | Machining method for inner hole of machine shell | |
| CN203778898U (en) | Gear grinding clamp for gear shaft | |
| CN210615898U (en) | Clamping tool for turning thin-wall conical cylindrical workpiece on numerical control lathe | |
| CN204603320U (en) | A kind of lathe spindle tapering positioner | |
| CN203019097U (en) | Three-jaw axial tensioning-type tool jig |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130605 Termination date: 20211227 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |