CN202877974U - 组合式轴承座夹具 - Google Patents
组合式轴承座夹具 Download PDFInfo
- Publication number
- CN202877974U CN202877974U CN 201220451361 CN201220451361U CN202877974U CN 202877974 U CN202877974 U CN 202877974U CN 201220451361 CN201220451361 CN 201220451361 CN 201220451361 U CN201220451361 U CN 201220451361U CN 202877974 U CN202877974 U CN 202877974U
- Authority
- CN
- China
- Prior art keywords
- bolt
- hole
- pin
- riser
- loaded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Abstract
本实用新型所述的组合式轴承座夹具,涉及一种夹具,具体为可以加工不同轴承座的组合式夹具。是由卡盘与T型块所组成,T型块装于卡盘的T型槽内;其特征在于垫块通过螺栓Ⅲ装于底板的凹槽内;底板通过螺栓Ⅴ与销钉Ⅱ装于立板的下部;立板通过螺栓Ⅰ装于T型块上;配重块通过螺栓Ⅱ装于立板的上部;通过螺栓Ⅳ、垫圈Ⅰ及销钉Ⅰ将待加工件Ⅰ型轴承座装于垫块上。本实用新型具有结构新颖、加工简便、组装快捷、使用方便、加工精度高等特点,故属于一种集经济性与实用性为一体的新型组合式轴承座夹具。
Description
技术领域
本实用新型所述的组合式轴承座夹具,涉及一种夹具,具体为可以加工不同轴承座的组合式夹具。
背景技术
目前轴承座的加工,需要保证轴承座 和两孔的同轴度、两孔轴线与端面的垂直度都在0.01mm以内。原来使用加工中心机床加工,由于两个轴承孔其位置特殊,一里一外,一个孔距基准端面远,为了避免干涉,需采用细长的镗刀杆进行镗削加工。在实际加工中,由于图纸要求的位置精度都很高,细长的镗刀杆在镗孔过程中极易产生振动,导致孔的表面粗糙度和孔径尺寸精度、位置精度超差。
和两孔的同轴度、两孔轴线与端面的垂直度都在0.01mm以内。原来使用加工中心机床加工,由于两个轴承孔其位置特殊,一里一外,一个孔距基准端面远,为了避免干涉,需采用细长的镗刀杆进行镗削加工。在实际加工中,由于图纸要求的位置精度都很高,细长的镗刀杆在镗孔过程中极易产生振动,导致孔的表面粗糙度和孔径尺寸精度、位置精度超差。
通过加工和零件本身结构分析,轴承座为薄壁箱体结构,导致表面粗糙度和孔径尺寸超差的主要原因是镗削过程中,细长的镗刀杆偶然扰动产生的自激振动,位置精度超差则是由箱体零件在压紧和放松过程中的变形和轴承孔径的超差而产生的综合叠加的结果。
针对上述现有技术中所存在的问题,研究设计一种新型的组合式轴承座夹具,从而克服现有技术中所存在的问题是十分必要的。
发明内容
鉴于上述现有技术中所存在的问题,本实用新型的目的是研究设计一种新型的组合式轴承座夹具。用以解决现有技术中存在的:由于轴承座两孔位置的特殊性使细长镗刀在镗孔过程中产生振动,导致孔的表面尺寸精度及位置精度超差等问题。
本实用新型的技术解决方案是这样实现的:
本实用新型所述的组合式轴承座夹具,是由卡盘与T型块所组成,T型块装于卡盘的T型槽内;其特征在于垫块通过螺栓Ⅲ装于底板的凹槽内;底板通过螺栓Ⅴ与销钉Ⅱ装于立板的下部;立板通过螺栓Ⅰ装于T型块上;配重块通过螺栓Ⅱ装于立板的上部;通过螺栓Ⅳ、垫圈Ⅰ及销钉Ⅰ将待加工件Ⅰ型轴承座装于垫块上。
本实用新型所述的组合式轴承座夹具,是由卡盘与T型块所组成,T型块装于卡盘的T型槽内;其特征在于立板通过螺栓Ⅰ装于T型块上;将待加工件Ⅱ型轴承座通过螺栓Ⅵ、垫圈Ⅱ及销钉Ⅲ装于立板上。
本实用新型所述的T型块上加工有与螺栓Ⅰ孔相对应的螺栓Ⅰ螺纹孔;螺栓Ⅰ穿过螺栓Ⅰ孔旋于螺栓Ⅰ螺纹孔上,将立板装于T型块上。
本实用新型所述的立板为长方体,在立板上以中心为圆心120度等分加工有3个螺栓Ⅰ孔;在立板上部由上至下依次对称加工有螺栓Ⅱ螺纹孔、螺栓Ⅵ孔、销钉孔Ⅲ,下部加工有螺栓Ⅴ孔及销钉Ⅱ孔;螺栓Ⅰ穿过螺栓Ⅰ孔旋于螺栓Ⅰ螺纹孔上,将立板装于T型块上。
本实用新型所述的配重块上加工有与螺栓Ⅱ螺纹孔相对应的螺栓Ⅱ螺纹孔;螺栓Ⅱ穿过螺栓Ⅱ螺纹孔旋于螺栓Ⅱ螺纹孔上,将配重块固定在立板上。
本实用新型所述的底板上加工有两个凹槽;在凹槽上加工有螺栓Ⅳ螺纹孔、螺栓Ⅲ孔及销钉孔Ⅰ;在底板的侧面加工有与螺栓Ⅴ孔相对应的螺栓Ⅴ螺纹孔及与销钉Ⅱ孔相对应的销钉孔Ⅱ;螺栓Ⅴ穿过螺栓Ⅴ孔旋于螺栓Ⅴ螺纹孔上;销钉Ⅱ穿过销钉Ⅱ孔插入到销钉孔Ⅱ将底板装于立板上。
本实用新型所述的垫块上加工有与螺栓Ⅳ螺纹孔相对应的螺栓Ⅳ孔,与螺栓Ⅲ孔相对应的螺栓Ⅲ螺纹孔及与销钉孔Ⅰ相对应的销钉Ⅰ孔;螺栓Ⅲ穿过螺栓Ⅲ孔旋于螺栓Ⅲ螺纹孔上,将垫块装于底板的凹槽内;垫块上加工有0.5~2mm的垫块凹槽;垫块的厚度大于凹槽的深度1mm。
本实用新型的优点是显而易见的,主要表现在:
1、本实用新型解决了加工中心加工轴承座,由于细长的镗刀杆在镗孔过程中极易产生振动,导致孔的表面粗糙度和孔径尺寸精度、位置精度超差的问题。
2、本实用新型针对有孔类的箱体零件实现了在数控车床上进行加工,具有推广意义。
本实用新型具有结构新颖、加工简便、组装快捷、使用方便、加工精度高等优点,其大批量投入市场必将产生积极的社会效益和显著的经济效益。
附图说明
本实用新型共有10幅附图,其中:
附图1本实用新型实施例1的结构示意图;
附图2本实用新型实施例2的结构示意图;
附图3T型块的结构示意图;
附图4立板的结构示意图;
附图5配重块的结构示意图;
附图6底板的结构示意图;
附图7附图6的俯视图;
附图8垫块的结构示意图;
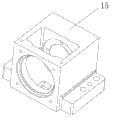
附图9为Ⅰ型轴承座的立体图;
附图10为Ⅱ型轴承座的立体图。
在图中:1、T型块 2、螺栓Ⅰ 3、立板 4、配重块 5、螺栓Ⅱ 6、垫块 6.1、垫块凹槽 7、底板 7.1、凹槽 8、螺栓Ⅲ 9、销钉 Ⅰ10、垫圈Ⅰ 11、螺栓Ⅳ 12、螺栓Ⅴ 13、销钉Ⅱ 14、卡盘 15、Ⅰ型轴承座 16、螺栓Ⅵ 17、销钉Ⅲ 18、垫圈Ⅱ 19、Ⅱ型轴承座 A1、螺栓Ⅱ螺纹孔 A2、螺栓Ⅴ螺纹孔 A3、螺栓Ⅳ螺纹孔 A4、螺栓Ⅲ孔 A5、螺栓Ⅰ螺纹孔A’1、螺栓Ⅱ螺纹孔 A’2、螺栓Ⅴ孔 A’3、螺栓Ⅳ孔 A’4、螺栓Ⅲ螺纹孔 A’5、螺栓Ⅰ孔 C1、销钉孔Ⅱ C2、销钉孔Ⅰ C’1、销钉Ⅱ孔C’2、销钉Ⅰ孔 a1、螺栓Ⅵ孔 c1、销钉孔Ⅲ。
具体实施方式1
本实用新型的具体实施例如附图所示,是由卡盘14与T型块1所组成,T型块1装于卡盘14的T型槽内;其特征在于垫块6通过螺栓Ⅲ8装于底板7的凹槽7.1内;底板7通过螺栓Ⅴ12与销钉Ⅱ13装于立板3的下部;立板3通过螺栓Ⅰ2装于T型块1上;配重块4通过螺栓Ⅱ5装于立板3的上部;通过螺栓Ⅳ11、垫圈Ⅰ10及销钉Ⅰ9将待加工件Ⅰ型轴承座15装于垫块6上。
T型块1上加工有与螺栓Ⅰ孔A’5相对应的螺栓Ⅰ螺纹孔A5;螺栓Ⅰ2穿过螺栓Ⅰ孔A’5旋于螺栓Ⅰ螺纹孔A5上,将立板3装于T型块1上。
立板3为长方体,在立板3上以中心为圆心120度等分加工有3个螺栓Ⅰ孔A’5;在立板3上部由上至下依次对称加工有螺栓Ⅱ螺纹孔A’1、螺栓Ⅵ孔a1、销钉孔Ⅲc1,下部加工有螺栓Ⅴ孔A’2及销钉Ⅱ孔C’1;螺栓Ⅰ2穿过螺栓Ⅰ孔A’5旋于螺栓Ⅰ螺纹孔A5上,将立板3装于T型块1上。
配重块4上加工有与螺栓Ⅱ螺纹孔A’1相对应的螺栓Ⅱ螺纹孔A1;螺栓Ⅱ5穿过螺栓Ⅱ螺纹孔A1旋于螺栓Ⅱ螺纹孔A’1上,将配重块4固定在立板3上。
底板7上加工有两个凹槽7.1;在凹槽7.1上加工有螺栓Ⅳ螺纹孔A3、螺栓Ⅲ孔A4及销钉孔ⅠC2;在底板7的侧面加工有与螺栓Ⅴ孔A’2相对应的螺栓Ⅴ螺纹孔A2及与销钉Ⅱ孔C’1相对应的销钉孔ⅡC1;螺栓Ⅴ穿过螺栓Ⅴ孔A’2旋于螺栓Ⅴ螺纹孔A2上;销钉Ⅱ穿过销钉Ⅱ孔C’1插入到销钉孔ⅡC1将底板7装于立板3上。
垫块6上加工有与螺栓Ⅳ螺纹孔A3相对应的螺栓Ⅳ孔A’3,与螺栓Ⅲ孔A4相对应的螺栓Ⅲ螺纹孔A’4及与销钉孔ⅠC2相对应的销钉Ⅰ孔C’2;螺栓Ⅲ8穿过螺栓Ⅲ孔A4旋于螺栓Ⅲ螺纹孔A’4上,将垫块6装于底板7的凹槽7.1内;垫块6上加工有1mm的垫块凹槽6.1;垫块6的厚度大于凹槽7.1的深度1mm。
将待加工的Ⅰ型轴承座15的固定台置于垫块6上,销钉螺栓Ⅰ9穿过固定台上的销钉孔、销钉Ⅰ孔C’2及销钉孔ⅠC2将Ⅰ型轴承座15、垫块6及底板7穿在一起;螺栓Ⅳ11备上垫圈Ⅰ10穿过固定台上的光孔、螺栓Ⅳ孔A’3旋于螺栓Ⅳ螺纹孔A3上,将Ⅰ型轴承座15装于底板7及垫块6上。
具体实施方式2
本实用新型的具体实施例如附图所示,是由卡盘14与T型块1所组成,T型块1装于卡盘14的T型槽内;其特征在于立板3通过螺栓Ⅰ2装于T型块1上;将待加工件Ⅱ型轴承座19通过螺栓Ⅵ16、垫圈Ⅱ18及销钉Ⅲ17装于立板3上。
T型块1上加工有与螺栓Ⅰ孔A’5相对应的螺栓Ⅰ螺纹孔A5;螺栓Ⅰ2穿过螺栓Ⅰ孔A’5旋于螺栓Ⅰ螺纹孔A5上,将立板3装于T型块1上。
立板3为长方体,在立板3上一中心为圆心120度等分加工有螺栓Ⅰ孔A’5;在立板3上部由上至下依次对称加工有螺栓Ⅱ螺纹孔A’1、螺栓Ⅵ孔a1、销钉孔Ⅲc1,下部加工有螺栓Ⅴ孔A’2及销钉Ⅱ孔C’1;螺栓Ⅰ2穿过螺栓Ⅰ孔A’5旋于螺栓Ⅰ螺纹孔A5上,将立板3装于T型块1上。
将待加工件Ⅱ型轴承座19的固定台置于立板3上销钉Ⅲ17穿过固定台上的销孔及销钉孔Ⅲc1将Ⅱ型轴承座19与立板3连接在一起;螺栓Ⅵ16备上垫圈Ⅱ18穿过固定台上的光孔旋于立板3的螺栓Ⅵ孔a1上,将Ⅱ型轴承座19装于立板3上。
以上所述,仅为本实用新型的较佳的具体实施方式,但本实用新型的保护范围并不局限于此,所有熟悉本技术领域的技术人员在本实用新型公开的技术范围内,根据本实用新型的技术方案及其本实用新型的构思加以等同替换或改变均应涵盖在本实用新型的保护范围之内。
Claims (7)
1.一种组合式轴承座夹具,是由卡盘(14)与T型块(1)所组成,T型块(1)装于卡盘(14)的T型槽内;其特征在于垫块(6)通过螺栓Ⅲ(8)装于底板(7)的凹槽(7.1)内;底板(7)通过螺栓Ⅴ(12)与销钉Ⅱ(13)装于立板(3)的下部;立板(3)通过螺栓Ⅰ(2)装于T型块(1)上;配重块(4)通过螺栓Ⅱ(5)装于立板(3)的上部;通过螺栓Ⅳ(11)、垫圈Ⅰ(10)及销钉Ⅰ(9)将待加工件Ⅰ型轴承座(15)装于垫块(6)上。
2.一种组合式轴承座夹具,是由卡盘(14)与T型块(1)所组成,T型块(1)装于卡盘(14)的T型槽内;其特征在于立板(3)通过螺栓Ⅰ(2)装于T型块(1)上;将待加工件Ⅱ型轴承座(19)通过螺栓Ⅵ(16)、垫圈Ⅱ(18)及销钉Ⅲ(17)装于立板(3)上。
3.根据权利要求1或2所述的组合式轴承座夹具,其特征在于所述的T型块(1)上加工有与螺栓Ⅰ孔(A’5)相对应的螺栓Ⅰ螺纹孔(A5);螺栓Ⅰ(2)穿过螺栓Ⅰ孔(A’5)旋于螺栓Ⅰ螺纹孔(A5)上,将立板(3)装于T型块(1)上。
4.根据权利要求1或2所述的组合式轴承座夹具,其特征在于所述的立板(3)为长方体,在立板(3)上一中心为圆心120度等分加工有螺栓Ⅰ孔(A’5);在立板(3)上部由上至下依次对称加工有螺栓Ⅱ螺纹孔(A’1)、螺栓Ⅵ孔(a1)、销钉孔Ⅲ(c1),下部加工有螺栓Ⅴ孔(A’2)及销钉Ⅱ孔(C’1);螺栓Ⅰ(2)穿过螺栓Ⅰ孔(A’5)旋于螺栓Ⅰ螺纹孔(A5)上,将立板(3)装于T型块(1)上。
5.根据权利要求1所述的组合式轴承座夹具,其特征在于所述的配重块(4)上加工有与螺栓Ⅱ螺纹孔(A’1)相对应的螺栓Ⅱ螺纹孔(A1);螺栓Ⅱ(5)穿过螺栓Ⅱ螺纹孔(A1)旋于螺栓Ⅱ螺纹孔(A’1)上,将配重块(4)固定在立板(3)上。
6.根据权利要求1所述的组合式轴承座夹具,其特征在于所述的底板(7)上加工有两个凹槽(7.1);在凹槽(7.1)上加工有螺栓Ⅳ螺纹孔(A3)、螺栓Ⅲ孔(A4)及销钉孔Ⅰ(C2);在底板(7)的侧面加工有与螺栓Ⅴ孔(A’2)相对应的螺栓Ⅴ螺纹孔(A2)及与销钉Ⅱ孔(C’1)相对应的销钉孔Ⅱ(C1);螺栓Ⅴ穿过螺栓Ⅴ孔(A’2)旋于螺栓Ⅴ螺纹孔(A2)上;销钉Ⅱ穿过销钉Ⅱ孔(C’1)插入到销钉孔Ⅱ(C1)将底板(7)装于立板(3)上。
7.根据权利要求1所述的组合式轴承座夹具,其特征在于所述的垫块(6)上加工有与螺栓Ⅳ螺纹孔(A3)相对应的螺栓Ⅳ孔(A’3),与螺栓Ⅲ孔(A4)相对应的螺栓Ⅲ螺纹孔(A’4)及与销钉孔Ⅰ(C2)相对应的销钉Ⅰ孔(C’2);螺栓Ⅲ(8)穿过螺栓Ⅲ孔(A4)旋于螺栓Ⅲ螺纹孔(A’4)上,将垫块(6)装于底板(7)的凹槽(7.1)内;垫块(6)上加工有0.5~2mm的垫块凹槽(6.1);垫块(6)的厚度大于凹槽(7.1)的深度1mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220451361 CN202877974U (zh) | 2012-09-05 | 2012-09-05 | 组合式轴承座夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220451361 CN202877974U (zh) | 2012-09-05 | 2012-09-05 | 组合式轴承座夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202877974U true CN202877974U (zh) | 2013-04-17 |
Family
ID=48069439
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220451361 Expired - Fee Related CN202877974U (zh) | 2012-09-05 | 2012-09-05 | 组合式轴承座夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202877974U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105415050A (zh) * | 2015-12-11 | 2016-03-23 | 江西昌河航空工业有限公司 | 一种盘环类零件车削装夹装置 |
| CN111215645A (zh) * | 2019-12-06 | 2020-06-02 | 西安航天发动机有限公司 | 一种不锈钢轴承座车加工工艺装备 |
-
2012
- 2012-09-05 CN CN 201220451361 patent/CN202877974U/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105415050A (zh) * | 2015-12-11 | 2016-03-23 | 江西昌河航空工业有限公司 | 一种盘环类零件车削装夹装置 |
| CN105415050B (zh) * | 2015-12-11 | 2017-11-17 | 江西昌河航空工业有限公司 | 一种盘环类零件车削装夹装置 |
| CN111215645A (zh) * | 2019-12-06 | 2020-06-02 | 西安航天发动机有限公司 | 一种不锈钢轴承座车加工工艺装备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102601424B (zh) | 一种销轴钻孔工装模具 | |
| CN101659017A (zh) | 一种下舵支承轴加工工装 | |
| CN203062361U (zh) | 新型壳体液压工装 | |
| CN103128578A (zh) | 转杯轴承外壳铣用夹具 | |
| CN202877974U (zh) | 组合式轴承座夹具 | |
| CN202780581U (zh) | 柴油机的连杆盖专用夹具 | |
| CN203156401U (zh) | 十字销弹簧支撑浮动夹具 | |
| CN202964033U (zh) | 钻孔用高精度定位夹具 | |
| CN203509647U (zh) | 一种数控铣床铣底板倒角夹具 | |
| CN202137601U (zh) | 主轴箱体工装 | |
| CN202964067U (zh) | 螺栓精孔加工定位装置 | |
| CN202964088U (zh) | 盘体工件钻孔加工定位工装 | |
| CN203459947U (zh) | 一种瓦片坡口加工工装 | |
| CN202427998U (zh) | 一种同步齿座通用钻模 | |
| CN206105083U (zh) | 精定位磁性转换工作台 | |
| CN202964172U (zh) | 高精度铣槽打孔定位工装 | |
| CN203566022U (zh) | 线切割定位夹具 | |
| CN203185007U (zh) | 一种模具角度加工工装 | |
| CN202825240U (zh) | 旋转式机床工作台 | |
| CN202763505U (zh) | 一种法兰型二通定位工装装置 | |
| CN102632414B (zh) | 一种导向基座表面加工的专用夹具 | |
| CN202571912U (zh) | 转杯轴承外壳铣用夹具 | |
| CN204565694U (zh) | 毛坯孔定位加工工装 | |
| CN204771700U (zh) | 加工大型刀轴箱体零件的专用夹具 | |
| CN102990445A (zh) | 螺栓精孔加工定位装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130417 Termination date: 20150905 |
|
| EXPY | Termination of patent right or utility model |