CN202661016U - Measure gauge for detecting distance from oil accommodating groove to large end face of needle valve body - Google Patents
Measure gauge for detecting distance from oil accommodating groove to large end face of needle valve body Download PDFInfo
- Publication number
- CN202661016U CN202661016U CN 201220252525 CN201220252525U CN202661016U CN 202661016 U CN202661016 U CN 202661016U CN 201220252525 CN201220252525 CN 201220252525 CN 201220252525 U CN201220252525 U CN 201220252525U CN 202661016 U CN202661016 U CN 202661016U
- Authority
- CN
- China
- Prior art keywords
- gauge
- face
- axle
- valve body
- stepped hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005259 measurement Methods 0.000 claims description 11
- 238000000034 method Methods 0.000 description 4
- 238000001514 detection method Methods 0.000 description 3
- 239000000446 fuel Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 1
- 229910001651 emery Inorganic materials 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
Images


Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
The utility model relates to a measure gauge for detecting a needle valve body of an oil injector. The measure gauge for detecting distance from an oil accommodating groove to a large end face of the needle valve body comprises a measure gauge body (1), a measuring shaft (2), a spring (3) and a pull rod (4), wherein a stepped hole (5) is formed in an end face of the measure gauge body (1); the measuring shaft (2) is arranged in the stepped hole (5); the spring (3) is sleeved on the measuring shaft (2); a mounting groove (8) communicated with the stepped hole (5) is formed in a side face of the measure gauge body; the pull rod (4) penetrates through the mounting groove (8) and is fixedly arranged on the measuring shaft (2); a dialgage (9) or a dial indicator is fixedly arranged on the measure gauge body (1); the end of a measuring rod (10) of the dialgage (9) is pressed on a large end face of the measuring shaft (2); and a hook (11) is fixedly arranged on a small end face of the measuring shaft (2). By the device, the measuring precision can be improved, so that subsequent processing quality of the needle valve body is guaranteed.
Description
Technical field
The utility model relates to a kind of measurer that uses the mechanical means measuring distance, particularly relates to a kind of detection gauge of the needle-valve body for measuring fuel injector.
Background technology
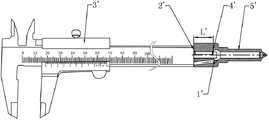
Fuel injector is the very important parts that affect engine property indices and functional reliability.The development of China's fuel injector mainly is to follow the development of engine, China's automobile industry rapid growth in recent years, automobile pollution increases sharply, the fast development of automobile industry has promoted economic fast development, spurred social economy's each side progress, also improved the people's quality of life, existing needle-valve body oil holding slot is mainly measured by vernier caliper to the large end face distance, as shown in Figure 1, vernier caliper 3 ' pit gauge 4 ' end is hooked the oil holding slot 1 ' edge of needle-valve body 5 ', determine that by reading slide calliper rule numerical value oil holding slot 1 ' is to large end face 2 ' distance, L ' is oil holding slot 1 ' to large end face 2 ' distance among the figure, but it is cumbersome that this mensuration often operates, vernier caliper numerical value is accurate to 0.02mm, error ratio is larger, oil holding slot 1 ' is to large end face 2 ' range observation out of true, hole length is inaccurate namely, emery wheel oscillating quantity in needle-valve body is different during following process correct grinding mesopore, affect needle-valve body mesopore tapering, thereby affect the couple sliding, sliding is bad, on the assembly after the machine, being heated easily causes stuckly afterwards, not only affects the normal operation of diesel engine, more can cause the performance index of engine not reach requirement.
The utility model content
The technical problems to be solved in the utility model provides a kind of needle-valve body oil holding slot simple in structure, easy and simple to handle and detects gauge to the distance of large end face, can improve measuring accuracy, thereby guarantee needle-valve body following process quality.
The utility model needle-valve body oil holding slot detects gauge to the distance of large end face, comprise the gauge body, measure axle, spring, pull bar, offer stepped hole on the end face of gauge body, measuring axle is installed in the stepped hole, measuring axle is the multidiameter that is comprised of macro-axis and little axle, the hole wall of the outer circumference surface of the macro-axis of measurement axle and the macropore of stepped hole is clearance fit, little axle passes the aperture of stepped hole, spring housing is contained on the little axle, the bracing ring of one end of spring is pressed on the step surface of stepped hole, the bracing ring of the other end of spring is pressed on the step surface of measuring axle, offer a mounting groove that is communicated with stepped hole on the side of gauge body, pull bar is fixedly mounted on the macro-axis of measuring axle after passing mounting groove, also be installed with dial gauge or clock gauge on the gauge body, the axis of the sounding rod of dial gauge or clock gauge is parallel with the axis of measuring axle, and the termination of sounding rod is pressed on the large end face of measuring axle, measures on the small end face of axle and is installed with hook.
The utility model needle-valve body oil holding slot detects gauge to the distance of large end face, and wherein said hook is installed in by extension rod on the small end face of measuring axle, and an end of extension rod is fixedly connected with the small end of measuring axle, and the other end of extension rod is fixedly connected with hook.
The utility model needle-valve body oil holding slot detects gauge to the distance of large end face, wherein said dial gauge or clock gauge are fixedly mounted on by opening sleeve in the macropore of stepped hole of gauge body, after opening sleeve is packed in the macropore of stepped hole, fastening by jackscrew, the mounting rod of dial gauge or clock gauge is inserted in the opening sleeve.
The utility model needle-valve body oil holding slot detects gauge to the distance of large end face, is installed with back-up block on the wherein said gauge body, is installed with support at back-up block.
The utility model needle-valve body oil holding slot detects gauge to the distance of large end face, and wherein said hook is round platform, and the whole end face of extension rod is fitted on the part end face of round platform, and extension rod is fixedly connected with round platform.
The utility model needle-valve body oil holding slot is that to the distance detection gauge difference from prior art of large end face the utility model is fixedly mounted on dial gauge on the gauge body, the termination of the sounding rod of dial gauge is pressed on the large end face of measuring axle, when measuring distance, can pass through the direct reading of dial gauge, measuring method is easy, and reading is accurate to 0.01mm, has improved measuring accuracy, reduce error, thereby guarantee needle-valve body following process quality.
The utility model is described in further detail below in conjunction with accompanying drawing.
Description of drawings
Fig. 1 is the schematic diagram that prior art is used the vernier caliper measurement needle-valve body;
Fig. 2 master that to be the utility model needle-valve body oil holding slot detect gauge to the distance of large end face looks cut-open view;
The master of Fig. 3 when to be the utility model needle-valve body oil holding slot to the distance of large end face detect gauge and measure looks cut-open view;
Fig. 4 is along the cut-open view of A-A direction among Fig. 2.
Embodiment
As shown in Figure 2, the utility model needle-valve body oil holding slot comprises gauge body 1, measures axle 2, spring 3, pull bar 4 to the distance detection gauge of large end face.
Gauge body 1 is cylindrical, offers stepped hole 5, the dead in line of the axis of stepped hole 5 and gauge body 1 at the end face of gauge body 1.Measuring axle 2 is the multidiameter that is comprised of macro-axis 6 and little axle 7, measuring axle 2 is installed in the stepped hole 5, the hole wall of the outer circumference surface of the macro-axis 6 of measurement axle 2 and the macropore of stepped hole 5 is clearance fit, little axle 7 passes the aperture of stepped hole 5, spring 3 is sleeved on the little axle 7, the bracing ring of one end of spring 3 is pressed on the step surface of stepped hole 5, and the bracing ring of the other end of spring 3 is pressed on the step surface of measuring axle 2.
Offer a mounting groove 8 that is communicated with stepped hole 5 on the side periphery of gauge body 1, mounting groove 8 is Long Circle.Pull bar 4 is fixedly mounted on the macro-axis 6 of measuring axle 2 by screw thread after passing mounting groove 8, and the axis of pull bar 4 is perpendicular to the axis of measuring axle 2, and the arc surface of the outer circumference surface of pull bar 4 and mounting groove 8 is fitted.Dial gauge 9 also is installed on the gauge body 1, can certainly be clock gauge.Dial gauge 9 is fixedly mounted on by opening sleeve 13 in the macropore of stepped hole 5 of gauge body 1, opening sleeve 13 is packed in the macropore of stepped hole 5, it is clearance fit between the hole wall of the macropore of the outer circumference surface of opening sleeve 13 and stepped hole 5, opening sleeve 13 is also fastening by jackscrew 14, loosening to prevent opening sleeve 13, the mounting rod 15 of dial gauge 9 is inserted in the opening sleeve 13.The axis of the sounding rod 10 of dial gauge 9 and the dead in line of measuring axle 2, and the termination of sounding rod 10 is pressed on the large end face of measuring axle 2.
Be welded with extension rod 12 on the small end face of measurement axle 2, the other end of extension rod 12 is installed with hook 11.As shown in Figure 4, hook 11 is round platform in the present embodiment, and the whole end face of extension rod 12 is fitted on the part end face of round platform, and extension rod 12 is welded to connect with round platform.By extension rod 12 is set, can increase the diameter of the little axle 7 of measuring axle 2, guarantee to measure the intensity of axle 2.Be installed with back-up block 16 at gauge body 1, be welded with support 17 at back-up block 16, this device can be installed on the worktable by support 17.
When the utility model needle-valve body oil holding slot detects gauge and uses to the distance of large end face, at first use the table block control gauge, as shown in Figure 3, then pull pull bar 4, pull bar 4 overcomes spring 3 elastic force, drives measurement axle 2 and moves right, be installed in the right-hand member of measuring the extension rod 12 on the axle 2 moves to right thereupon, then needle-valve body mesopore 20 is aimed at extension rod 12, slotting leaning against on the extension rod 12 makes hook 11 tangle needle-valve body oil holding slot 19 edges simultaneously gently; Releasing lever 4 makes needle-valve body large end face 18 and gauge body 1 right side good contact, reads dial gauge numerical value this moment, and namely L as shown in Figure 3 namely can measure oil holding slot 19 to large end face 18 distances; After measurement is finished, again pull pull bar 4 drive extension rods 12 and move to right, take off needle-valve body 21 and get final product.
By repeatedly measuring, the utility model oil holding slot is more accurate apart from the gauge measurement result to large end face, middle hole length is accurate, guarantee needle-valve body mesopore tapering, make the couple sliding good, avoid on the assembly machine rear stuck phenomenon that easily causes of being heated later on, not only be conducive to the normal operation of diesel engine, can guarantee that more the performance index of engine satisfy to requiring.Adopt simultaneously this Novel gauge, be easy to employee's operation, shortened working time, greatly improved efficiency.
Above-described embodiment is described preferred implementation of the present utility model; be not that scope of the present utility model is limited; under the prerequisite that does not break away from the utility model design spirit; various distortion and improvement that those of ordinary skills make the technical solution of the utility model all should fall in the definite protection domain of the utility model claims.
Claims (5)
1. a needle-valve body oil holding slot detects gauge to the distance of large end face, it is characterized in that: comprise gauge body (1), measure axle (2), spring (3), pull bar (4), offer stepped hole (5) on the end face of described gauge body (1), described measurement axle (2) is installed in the stepped hole (5), described measurement axle (2) is the multidiameter that is comprised of macro-axis (6) and little axle (7), the hole wall of the outer circumference surface of the macro-axis (6) of measurement axle (2) and the macropore of stepped hole (5) is clearance fit, little axle (7) passes the aperture of stepped hole (5), described spring (3) is sleeved on the little axle (7), the bracing ring of one end of spring (3) is pressed on the step surface of stepped hole (5), the bracing ring of the other end of spring (3) is pressed on the step surface of measuring axle (2), offer a mounting groove (8) that is communicated with stepped hole (5) on the side of described gauge body (1), described pull bar (4) is fixedly mounted on the macro-axis (6) of measuring axle (2) after passing mounting groove (8), also be installed with dial gauge (9) or clock gauge on the described gauge body (1), the axis of the sounding rod (10) of described dial gauge (9) or clock gauge is parallel with the axis of measuring axle (2), and the termination of sounding rod (10) is pressed on the large end face of measuring axle (2), is installed with hook (11) on the small end face of described measurement axle (2).
2. needle-valve body oil holding slot according to claim 1 detects gauge to the distance of large end face, it is characterized in that: described hook (11) is installed on the small end face of measuring axle (2) by extension rod (12), one end of extension rod (12) is fixedly connected with the small end of measuring axle (2), and the other end of extension rod (12) is fixedly connected with hook (11).
3. needle-valve body oil holding slot according to claim 2 detects gauge to the distance of large end face, it is characterized in that: described dial gauge (9) or clock gauge are fixedly mounted on by opening sleeve (13) in the macropore of stepped hole (5) of gauge body (1), after described opening sleeve (13) is packed in the macropore of stepped hole (5), fastening by jackscrew (14), the mounting rod (15) of described dial gauge (9) or clock gauge is inserted in the opening sleeve (13).
4. needle-valve body oil holding slot according to claim 3 detects gauge to the distance of large end face, it is characterized in that: be installed with back-up block (16) on the described gauge body (1), be installed with support (17) at back-up block (16).
5. needle-valve body oil holding slot according to claim 4 detects gauge to the distance of large end face, it is characterized in that: described hook (11) is round platform, the whole end face of extension rod (12) is fitted on the part end face of round platform, and extension rod (12) is fixedly connected with round platform.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220252525 CN202661016U (en) | 2012-05-31 | 2012-05-31 | Measure gauge for detecting distance from oil accommodating groove to large end face of needle valve body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220252525 CN202661016U (en) | 2012-05-31 | 2012-05-31 | Measure gauge for detecting distance from oil accommodating groove to large end face of needle valve body |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202661016U true CN202661016U (en) | 2013-01-09 |
Family
ID=47455919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220252525 Expired - Fee Related CN202661016U (en) | 2012-05-31 | 2012-05-31 | Measure gauge for detecting distance from oil accommodating groove to large end face of needle valve body |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202661016U (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104034229A (en) * | 2013-03-08 | 2014-09-10 | 大进合紧固件(昆山)有限公司 | Rapid and precise testing fixture of floating piston of steering power-assisted pump |
| CN105115395A (en) * | 2015-09-07 | 2015-12-02 | 苏州莱测检测科技有限公司 | Basket type plunger bushing oil hole measuring device |
| CN106767317A (en) * | 2017-03-17 | 2017-05-31 | 江苏太平洋精锻科技股份有限公司 | Bore ring groove and outer face air line distance cubing |
| CN110375619A (en) * | 2019-08-30 | 2019-10-25 | 核工业理化工程研究院 | A kind of small shaft clearance measuring device |
| CN112762796A (en) * | 2021-02-04 | 2021-05-07 | 菏泽广信船配油嘴油泵有限公司 | Special device for precisely measuring lengths of various needle valves |
-
2012
- 2012-05-31 CN CN 201220252525 patent/CN202661016U/en not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104034229A (en) * | 2013-03-08 | 2014-09-10 | 大进合紧固件(昆山)有限公司 | Rapid and precise testing fixture of floating piston of steering power-assisted pump |
| CN105115395A (en) * | 2015-09-07 | 2015-12-02 | 苏州莱测检测科技有限公司 | Basket type plunger bushing oil hole measuring device |
| CN106767317A (en) * | 2017-03-17 | 2017-05-31 | 江苏太平洋精锻科技股份有限公司 | Bore ring groove and outer face air line distance cubing |
| CN110375619A (en) * | 2019-08-30 | 2019-10-25 | 核工业理化工程研究院 | A kind of small shaft clearance measuring device |
| CN112762796A (en) * | 2021-02-04 | 2021-05-07 | 菏泽广信船配油嘴油泵有限公司 | Special device for precisely measuring lengths of various needle valves |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202661016U (en) | Measure gauge for detecting distance from oil accommodating groove to large end face of needle valve body | |
| CN201392162Y (en) | A tool for detecting the position degree of teeth or tooth grooves on a gear shaft | |
| CN204154240U (en) | Large diameter appliance special for detecting on circular hole class workpiece | |
| CN202041156U (en) | Sliding sleeve type thread depth gauge with scale marks | |
| CN202013168U (en) | Detection device for measuring depth of oil injector mounting hole | |
| CN203100654U (en) | Testing fixture for center holes | |
| CN202869399U (en) | Testing fixture specially applied for detecting run-out quantity of internal combustion engine valve tappet end face | |
| CN203274647U (en) | Comprehensive detection tool for threaded holes | |
| CN105157522A (en) | Measuring device for measuring height of conical surface of countersunk screw | |
| CN203298679U (en) | Gauge for measuring the axial length of central hole | |
| CN203011322U (en) | Measurement table for cylindricity of piston axis relative to ring slot excircle | |
| CN202361916U (en) | Measuring tool for rapid distance measurement | |
| CN204329835U (en) | Train wheel web thickness test measuring device | |
| CN202938749U (en) | Gauge for measuring lift of coupling part of common-rail oil injector | |
| CN202853538U (en) | Adjustable comparison measuring tool for quickly measuring outer diameter | |
| CN202092552U (en) | Measuring device for overall length of axle | |
| CN202204430U (en) | Gasoline engine crankshaft taper height gauge | |
| CN202092566U (en) | Comparison gauge for measuring shaft diameter | |
| CN202204459U (en) | Flexibility detection ruler | |
| CN201903312U (en) | Stepped hole screw thread verticality detection device | |
| CN203534465U (en) | A detecting gauge for measuring the distance between the filter core surface and the oil inlet end face of a fuel injector | |
| CN203132491U (en) | Flatness detection tool for spigot surface of cylinder hole | |
| CN202195789U (en) | One-way go/no go gauge | |
| CN203534448U (en) | A detecting gauge suitable for measuring the distance from a large end face to a shoulder of a fuel injector | |
| CN202709926U (en) | Detection pin structure for testing fixture |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130109 Termination date: 20150531 |
|
| EXPY | Termination of patent right or utility model |