CN202639906U - Fixture for brake drum or front hub drilling - Google Patents
Fixture for brake drum or front hub drilling Download PDFInfo
- Publication number
- CN202639906U CN202639906U CN 201220249754 CN201220249754U CN202639906U CN 202639906 U CN202639906 U CN 202639906U CN 201220249754 CN201220249754 CN 201220249754 CN 201220249754 U CN201220249754 U CN 201220249754U CN 202639906 U CN202639906 U CN 202639906U
- Authority
- CN
- China
- Prior art keywords
- plate
- face
- brake drum
- location
- front hub
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images




Landscapes
- Braking Arrangements (AREA)
Abstract
The utility model relates to a fixture for brake drum or front hub drilling. The fixture comprises a cylindrical fixture body, the top face of the fixture body is provided with a positioning plate, the top face of the positioning plate is a positioning face, a positioning ring is arranged at the inner circumference of the positioning plate and upwards protrudes, the inner circumferential face of the positioning plate is an inner round positioning face, the outer circumferential face of the positioning plate is an outer round positioning face, eight U-shaped grooves are uniformly formed at the outer circumference of the positioning plate along a radial direction, openings of the U-shaped grooves face outwards, four rectangular positioning blocks are also uniformly arranged on the positioning plate, and one of the positioning blocks is provided with a second limitation pin. The fixture can be respectively used for brake drum drilling or front hub drilling, the switching of two parts only requires a switching processing procedure, the original point position of a processing coordinate system is unnecessary to adjust, the whole switching time is reduced to 5-10 minutes from 1-2 hours, and meanwhile, the processing quality of two products can be stably guaranteed.
Description
Technical field
The utility model belongs to the mechanical processing technique technical field, is specifically related to the manual for front hub or brake drum boring.
Background technology
The existing boring grab that is used for processing front hub and brake drum is two sleeve clamps, when product switches, needs the integral replacing anchor clamps.When using original anchor clamps, each lathe is adjusted into the processing front hub by used for processing brake drum all needs the integral replacing anchor clamps, the time of changing anchor clamps generally needs 1-2 hour, not only time-consuming but also require great effort, and also to readjust and confirm anchor clamps size at zero point after changing, not only affect the rate of starting of equipment, and the very difficult uniformity that guarantees converted products that is in course of adjustment.
The utility model content
In order to solve a sub-folder tool by the drilling operation of the bolt through-hole of simple and easy adjustment realization front hub or brake drum, the utility model proposes a kind of anchor clamps for brake drum or front hub boring.
The technical solution of the utility model is as follows:
A kind of anchor clamps for brake drum or front hub boring comprise the clamp body 1 of cylindrical tube shape, clamp body 1 crown center offers through hole, the bottom is the installing plate of rectangle, the clamp body 1 interior coaxial axle 12 that is provided with, the upper end of axle 12 extends outside the through hole of clamp body 1, and the upper end of axle 12 is the screw rod of Step Shaft shape, cooperate with screw rod and to be provided with locking nut 6, be arranged with pressing plate 5 on the screw rod, improvement is: described clamp body 1 end face is fixed with the location-plate of ring-type, and the end face of location-plate is locating surface 15, and the inner periphery place of location-plate is provided with the locating ring that raises up, the inner peripheral surface of locating ring is inner circle locating surface 13, and the outer circumference surface of locating ring is excircle orientation face 14; Radially uniform eight U-lags, the outward opening of described U-lag of offering of the excircle of location-plate; Be laid with the locating piece of four rectangles on the location-plate by soket head cap screw, wherein a locating piece is provided with the second spacer pin 8.
Described pressing plate 5 is the strip pressing plate, and the two ends of length direction are Y-shaped respectively, and the both sides of width are respectively equipped with handle 4.
Described pressing plate 5 is the pressing plate of circular open, namely directly upwards offers the groove that connects circumference in a side.
Described locating piece is box-shaped, and corresponding top, the left and right sides offers respectively inner groovy, and the bottom in the inner groovy of both sides offers respectively installing hole, cooperates in the installing hole to be provided with the soket head cap screw that is connected with location-plate.
Useful technique effect of the present utility model is: transfer processing to during front hub at lathe by used for processing brake drum, simultaneously pressing plate is replaced by open washer and namely can be used as boring grab into front hub as long as by soket head cap screw four locating pieces are installed on locating ring.And two kinds of parts switch and only need to switch procedure, and not needing to adjust machining coordinate is origin position, and the whole handoff procedure time was reduced to 5-10 minute by original 1-2 hour, can stablize the crudy that guarantees two products simultaneously.The utility model is a kind of anchor clamps for brake drum or front hub boring, becomes more simple, efficient when two kinds of product processing are switched.
Description of drawings
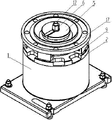
When being the utility model as brake drum boring anchor clamps, Fig. 1 waits axis side view.
Fig. 2 is that the utility model waits axis side view during as the front hub boring grab.
Structure cutaway view when Fig. 3 is the utility model as brake drum boring anchor clamps.
Fig. 4 is the structure cutaway view of the utility model during as the front hub boring grab.
Work schematic diagram when Fig. 5 is the utility model as brake drum boring anchor clamps.
Fig. 6 is the work schematic diagram of the utility model during as the front hub boring grab.
Sequence number among the upper figure: clamp body 1, location-plate 2, the first spacer pin 3, handle 4, pressing plate 5, locking nut 6, the second spacer pin 8, locating piece 9, axle 12, inner circle locating surface 13, excircle orientation face 14, locating surface 15, brake drum 16, front hub 17.
The specific embodiment
Below in conjunction with accompanying drawing, by embodiment the utility model is done to describe further.
Embodiment 1:
Referring to Fig. 1 and Fig. 3, a kind of anchor clamps for brake drum or front hub boring comprise the clamp body 1 of cylindrical tube shape, clamp body 1 crown center offers through hole, the bottom is the installing plate of rectangle, the clamp body 1 interior coaxial axle 12 that is installed with, the upper end of axle 12 extends outside the through hole of clamp body 1, and the upper end of axle 12 is the screw rod of Step Shaft shape, cooperate with screw rod locking nut 6 is housed, be set with pressing plate 5 on the screw rod, pressing plate 5 is the pressing plate of strip, and the two ends of length direction are Y-shaped respectively, and the both sides of width are respectively equipped with handle 4.Clamp body 1 end face is installed with the location-plate 2 of ring-type by screw and the first spacer pin 3, the end face of location-plate 2 is locating surface 15, the inner periphery place of location-plate 2 is provided with the locating ring that raises up, the inner peripheral surface of locating ring is inner circle locating surface 13, and the outer circumference surface of locating ring is excircle orientation face 14; The excircle of location-plate 2 is radially uniform to offer eight U-lags, and the outward opening of U-lag; By the uniform locating piece that four rectangles are installed of soket head cap screw, wherein on a locating piece the second spacer pin 8 is housed on the location-plate.
When being used as the boring grab of brake drum, see Fig. 5, remove four locating pieces on the location-plate.Brake drum 16 is buckled on the location-plate, as seen from Figure 3, the locating surface 15 of location-plate and the outer circumference surface of locating ring are that excircle orientation face 14 cooperates the location with brake drum 16 respectively, press the pressing plate 5 of strip, and locking nut 6 lockings of axle 12 can be carried out drilling operation.
Embodiment 2:
Referring to Fig. 2, Fig. 4 and Fig. 6, when being used as the boring grab of front hub, four locating pieces 9 are installed on the location-plate by soket head cap screw respectively.Every locating piece 9 is box-shaped, corresponding top, the left and right sides offers respectively inner groovy, bottom in the inner groovy of both sides offers respectively installing hole, front hub 17 is placed on the anchor clamps, wherein the locating hole corresponding matching on the second spacer pin 8 on locating piece 9 and the front hub 17.By inner circle locating surface 13 location on the location-plate 2, see Fig. 4, be loaded on the pressing plate 5 of circular open, the groove on the pressing plate 5 is stuck on the axle 12, again locking nut 6 lockings of axle 12 can be carried out drilling operation.
Claims (4)
1. anchor clamps that are used for brake drum or front hub boring, the clamp body (1) that comprises cylindrical tube shape, clamp body (1) crown center offers through hole, the bottom is the installing plate of rectangle, the coaxial axle (12) that is provided with in the clamp body (1), the upper end of axle (12) extends outside the through hole of clamp body (1), and the upper end of axle (12) is the screw rod of Step Shaft shape, cooperate with screw rod and to be provided with locking nut (6), be arranged with pressing plate (5) on the screw rod, it is characterized in that: described clamp body (1) end face is fixed with the location-plate of ring-type, the end face of location-plate is locating surface (15), the inner periphery place of location-plate is provided with the locating ring that raises up, and the inner peripheral surface of locating ring is inner circle locating surface (13), and the outer circumference surface of locating ring is excircle orientation face (14); Radially uniform eight U-lags, the outward opening of described U-lag of offering of the excircle of location-plate; Be laid with the locating piece of four rectangles on the location-plate by soket head cap screw, wherein a locating piece is provided with the second spacer pin (8).
2. a kind of anchor clamps for the boring of brake drum or front hub according to claim 1, it is characterized in that: described pressing plate (5) be the strip pressing plate, and the two ends of length direction are distinguished Y-shaped, and the both sides of width are respectively equipped with handle (4).
3. a kind of anchor clamps for the boring of brake drum or front hub according to claim 1, it is characterized in that: described pressing plate (5) be the pressing plate of circular open, namely directly upwards offers the groove of perforation circumference in a side.
4. a kind of anchor clamps for the boring of brake drum or front hub according to claim 1, it is characterized in that: described locating piece is box-shaped, corresponding top, the left and right sides offers respectively inner groovy, bottom in the inner groovy of both sides offers respectively installing hole, cooperates in the installing hole to be provided with the soket head cap screw that is connected with location-plate.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220249754 CN202639906U (en) | 2012-05-31 | 2012-05-31 | Fixture for brake drum or front hub drilling |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220249754 CN202639906U (en) | 2012-05-31 | 2012-05-31 | Fixture for brake drum or front hub drilling |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202639906U true CN202639906U (en) | 2013-01-02 |
Family
ID=47409076
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220249754 Withdrawn - After Issue CN202639906U (en) | 2012-05-31 | 2012-05-31 | Fixture for brake drum or front hub drilling |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202639906U (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102689197A (en) * | 2012-05-31 | 2012-09-26 | 安徽江淮汽车股份有限公司 | Fixture for drilling hole on brake drum or front hub |
| CN104588724A (en) * | 2014-12-30 | 2015-05-06 | 青特集团有限公司 | Device capable of simultaneously processing drum brakes of different models |
| CN107322332A (en) * | 2017-06-28 | 2017-11-07 | 安徽江淮车轮有限公司 | A kind of multi-faceted automatic adjustable anti-interference fixing device for wheel hub |
| CN108817435A (en) * | 2018-08-23 | 2018-11-16 | 张强 | A kind of brake-shoe jig for complex milling machine tool |
-
2012
- 2012-05-31 CN CN 201220249754 patent/CN202639906U/en not_active Withdrawn - After Issue
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102689197A (en) * | 2012-05-31 | 2012-09-26 | 安徽江淮汽车股份有限公司 | Fixture for drilling hole on brake drum or front hub |
| CN104588724A (en) * | 2014-12-30 | 2015-05-06 | 青特集团有限公司 | Device capable of simultaneously processing drum brakes of different models |
| CN107322332A (en) * | 2017-06-28 | 2017-11-07 | 安徽江淮车轮有限公司 | A kind of multi-faceted automatic adjustable anti-interference fixing device for wheel hub |
| CN107322332B (en) * | 2017-06-28 | 2019-03-12 | 安徽江淮车轮有限公司 | A kind of multi-faceted automatic adjustable anti-interference fixing device for wheel hub |
| CN108817435A (en) * | 2018-08-23 | 2018-11-16 | 张强 | A kind of brake-shoe jig for complex milling machine tool |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102689197B (en) | Fixture for drilling hole on brake drum or front hub | |
| CN202639906U (en) | Fixture for brake drum or front hub drilling | |
| CN204122781U (en) | A kind of electric machine stand milling machine frock | |
| CN205237116U (en) | Axle type part internal stay clamping frock | |
| CN103909436B (en) | A kind of turning tension and compression fixture | |
| CN202571938U (en) | Miller processing clamp base | |
| CN203610988U (en) | Turning and grinding clamp | |
| CN204148891U (en) | The short cover automobile clamper of a kind of thin-walled | |
| CN204235151U (en) | Lathe one presss from both sides a top fixture | |
| CN204524831U (en) | A kind of cylinder thin wall component turning attachment | |
| CN203484919U (en) | Positioning device for push rod machining | |
| CN201988979U (en) | Stern tube processing central point locator | |
| CN203696455U (en) | Convenient and quick disc clamping tool | |
| CN102909575A (en) | Processing tool for outer cylinder of stainless steel pump | |
| CN208645121U (en) | Automobile outer door panel flange places downwards detection auxiliary clamp | |
| CN103802049B (en) | A kind of ten thousand power folders | |
| CN203993198U (en) | The protruding semicircle groove face of job key vehicle clamper | |
| CN103071872B (en) | Rotating shaft device for discharging processing machine | |
| CN203665108U (en) | Clamp for eccentric slender shaft turning and grinding | |
| CN203253960U (en) | Stator inner hole expansion clamp | |
| CN201632977U (en) | Bearing adaptor sleeve disassembly and assembly tool | |
| CN209754394U (en) | manual coupler pin cylinder structure of manual welding fixture | |
| CN206343935U (en) | A kind of circular cylindrical shell class part positioning device | |
| CN203602682U (en) | Carbon sleeve fixation device | |
| CN203804636U (en) | Flange plate clamping device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20130102 Effective date of abandoning: 20140528 |
|
| RGAV | Abandon patent right to avoid regrant |