CN202498800U - Continuous fiber reinforced polypropylene foamed board - Google Patents
Continuous fiber reinforced polypropylene foamed board Download PDFInfo
- Publication number
- CN202498800U CN202498800U CN2012201093442U CN201220109344U CN202498800U CN 202498800 U CN202498800 U CN 202498800U CN 2012201093442 U CN2012201093442 U CN 2012201093442U CN 201220109344 U CN201220109344 U CN 201220109344U CN 202498800 U CN202498800 U CN 202498800U
- Authority
- CN
- China
- Prior art keywords
- continuous fiber
- foaming plate
- rpp
- foaming
- based composites
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000835 fiber Substances 0.000 title claims abstract description 45
- 239000004743 Polypropylene Substances 0.000 title claims abstract description 26
- -1 polypropylene Polymers 0.000 title claims abstract description 9
- 229920001155 polypropylene Polymers 0.000 title claims abstract description 9
- 239000002131 composite material Substances 0.000 claims abstract description 19
- 238000007731 hot pressing Methods 0.000 claims abstract description 9
- 238000005187 foaming Methods 0.000 claims description 40
- 239000003365 glass fiber Substances 0.000 claims description 11
- 229920005992 thermoplastic resin Polymers 0.000 claims description 7
- 229920000914 Metallic fiber Polymers 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 8
- 230000036314 physical performance Effects 0.000 abstract 1
- 229920005989 resin Polymers 0.000 description 7
- 239000011347 resin Substances 0.000 description 7
- 238000007598 dipping method Methods 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 239000011152 fibreglass Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 239000004088 foaming agent Substances 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000005337 ground glass Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images
Landscapes
- Laminated Bodies (AREA)
Abstract
The utility model discloses a continuous fiber reinforced polypropylene foamed board which comprises a continuous fiber-based composite material layer and PP (polypropylene) foamed boards formed by means of vacuum hot-pressing. The continuous fiber reinforced polypropylene foamed board can solve the technical problem of methods for enabling foamed boards to have good physical performances.
Description
Technical field
The utility model relates to a kind of foaming plate, a kind of specifically continuous fiber RPP foaming plate.
Background technology
Foaming plate since its relatively other sheet material such as solid wood board have lot of advantages such as in light weight etc.; Make and be widely used in the daily life; Traditional foam process such as screw rod extrude or injection foaming owing to when implementing process, touch air constantly, thereby make temperature can not pass to the polypropylene of even mixed foaming agent uniformly, thereby make that the thickness of the second-rate of foaming and foaming is also thinner; Like 5mm, thicker thickness can't foam.In addition, present foaming plate is owing to be one deck structure, and it does not have very strong physical property, and like bending strength, hot strength and impact strength etc., this has brought certain restriction to use.
The utility model content
The purpose of the utility model provides a kind of continuous fiber RPP foaming plate, solves how to make foaming plate have the technical problem of good physical property.
The utility model solves the technical scheme that its technical problem adopted:
Continuous fiber RPP foaming plate comprises continuous fiber based composites layer and the PP foaming plate that adopts vacuum hotpressing to form.
Said continuous fiber based composites layer is two-layer, and PP foaming plate is located at this and forms three-decker between two-layer.
Said continuous fiber based composites is flooded in the molten thermoplastic resin by continuous fiber and obtains.
Said in the continuous fiber based composites, by weight, continuous fiber is 10-70%, thermoplastic resin is 30-90%.
Said thermoplastic resin is a polypropylene.
Said continuous fiber is inorfil or organic fiber or metallic fiber.
Said inorfil is a glass fibre.
The thickness of said PP foaming plate is 0-40mm.
The thickness of said PP foaming plate is 20 mm.
Continuous fiber based composites layer is 10-50 mm.
The beneficial effect of the utility model is: clamp such three-decker that PP foaming plate forms because foaming plate has become two-layer continuous fiber based composites by original one deck structure; And PP foaming plate is because through vacuum hotpressing; Its thickness can reach 40mm; This makes the sheet material that processes at last have very strong physical property, like bending strength, hot strength and impact strength etc., thereby improves its application performance.
Description of drawings
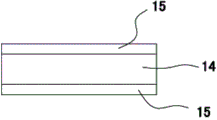
Fig. 1 is the structural representation of foaming plate;
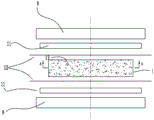
Fig. 2 is the sketch map of plates forming equipment;
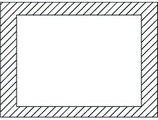
Fig. 3 is the sketch map of A-A middle plateform mould among Fig. 2;
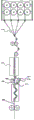
Fig. 4 is the sketch map with continuous fiber based composites process;
1. glass fibres among the figure, 2. polypropylene, 3. preheating oven, 4. first dipping tank, 5. extrusion die, the 6. first molten resin passage, the 7. second road molten resin passage, 8. fiberglass-based composite material sheet, 9. hot press, 10. flat plate mold, 11. mold fixed plates, 12. permeation-proof air films, 13. PP GRANULESs, 14. PP foaming plate, 15. continuous fiber based composites layers.
The specific embodiment
Please refer to Fig. 1; This foaming plate has three-decker, outmost two-layer be continuous fiber based composites layer 15, the inside be PP foaming plate 14; The PP foaming plate that shows among Fig. 1 is for block; Because adopt vacuum hot pressing technique, it can reach 40mm, traditional foaming technique can only reach 5mm.Certainly can change the dull and stereotyped die cavity in the flat plate mold among Fig. 3 10 into other xenotype mold as required, so just can make Different products, like the helmet, seat, furniture etc.
Please refer to Fig. 2 and Fig. 3, continuous fiber RPP foaming plate former comprises hot press 9, flat plate mold 10, mold fixed plate 11, makes the PP GRANULES 13 in the mould be in permeation-proof air film 12 or vavuum pump under the vacuum environment; Permeation-proof air film 12 or vavuum pump are fixed on the flat plate mold 10, and flat plate mold 10 is fixed in the hot press 9 through mold fixed plate 11.During making above-mentioned fiberglass-based composite material sheet 8 is arranged in the upper and lower surface of flat plate mold 10, fills the PP GRANULES 13 of even mixed foaming agent in the middle of the sheet material; Flat plate mold 10 is put into hot press 9 uses high temperature permeation-proof air film 12 or vavuum pump to carry out vacuum hotpressing; Do not contact with air; The heating-up temperature of hot press 9 is the 180-350 degree; Be 5-30 minute heat time heating time, temperature is delivered in polypropylene 2 particles uniformly makes its foaming, and 9 carry out cooling processing with mould and get final product after the hot pressing.
Please refer to Fig. 4; The preparation method of fiberglass-based composite material sheet is: at first both direction is drawn from creel respectively like the glass fibre 1 of the both direction that becomes parallel or angle of inclination; Behind godet, branch silk paper tinsel; Through the tension force of pulling roll control glass fibre, guarantee when it is drawn stability be arranged in parallel.After drawing the glass fibre 1 of second direction is caused on the surface of glass fibre 1 of first direction; The above-mentioned ground glass fibre 1 that mixes is sent into preheating oven 3 preheatings; Glass fibre 1 is through after the preheating; Extrusion die 5 on the first dipping tank 4 is extruded the glass fibre 1 of one molten resin after to preheating through the first molten resin passage 6 and is tentatively flooded, and another extrusion die 5 with last die head relative direction carries out flooding the second time to the glass fibre 1 through preliminary dipping through second road molten resin passage 7 resin melt extrusions degree of impregnation is reached more than 90% then; The fiberglass-based composite material sheet that forms after the 1 process hot pressing roller hot pressing of dipping back glass fibre carries out cooling processing, realizes the cooled and solidified of molten resin, forms multiaxis to strengthening the thermoplasticity stator.In practical application, can select the different successive fiber for use according to different needs, continuous fiber can be selected arbitrarily from inorfil, organic fiber, metallic fiber, and thermoplastic resin raw materials also can be selected other material for use, like PA etc.
Claims (10)
1. continuous fiber RPP foaming plate is characterized in that: comprise continuous fiber based composites layer and the PP foaming plate that adopts vacuum hotpressing to form.
2. according to the described continuous fiber RPP of claim 1 foaming plate, it is characterized in that: said continuous fiber based composites layer is two-layer, and PP foaming plate is located at this and forms three-decker between two-layer.
3. according to the described continuous fiber RPP of claim 1 foaming plate, it is characterized in that: said continuous fiber based composites is flooded in the molten thermoplastic resin by continuous fiber and obtains.
4. according to the described continuous fiber RPP of claim 1 foaming plate, it is characterized in that: said in the continuous fiber based composites, by weight, continuous fiber is 10-70%, thermoplastic resin is 30-90%.
5. according to the described continuous fiber RPP of claim 4 foaming plate, it is characterized in that: said thermoplastic resin is a polypropylene.
6. according to the described continuous fiber RPP of claim 4 foaming plate, it is characterized in that: said continuous fiber is inorfil or organic fiber or metallic fiber.
7. according to the described continuous fiber RPP of claim 5 foaming plate, it is characterized in that: said inorfil is a glass fibre.
8. according to the described continuous fiber RPP of claim 1 foaming plate, it is characterized in that: the thickness of said PP foaming plate is 0-40mm.
9. according to the described continuous fiber RPP of claim 1 foaming plate, it is characterized in that: the thickness of said PP foaming plate is 20 mm.
10. according to the described continuous fiber RPP of claim 1 foaming plate, it is characterized in that: continuous fiber based composites layer is 10-50 mm.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012201093442U CN202498800U (en) | 2012-03-22 | 2012-03-22 | Continuous fiber reinforced polypropylene foamed board |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012201093442U CN202498800U (en) | 2012-03-22 | 2012-03-22 | Continuous fiber reinforced polypropylene foamed board |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202498800U true CN202498800U (en) | 2012-10-24 |
Family
ID=47035426
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012201093442U Expired - Fee Related CN202498800U (en) | 2012-03-22 | 2012-03-22 | Continuous fiber reinforced polypropylene foamed board |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202498800U (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102848560A (en) * | 2012-03-22 | 2013-01-02 | 台州市家得宝日用品有限公司 | PP foaming plate, forming method, polypropylene foaming plate material and forming method |
| CN102991403A (en) * | 2012-12-19 | 2013-03-27 | 杭州华聚复合材料有限公司 | Compartment body plate for refrigerated truck and preparation method of compartment body plate |
| CN106183266A (en) * | 2016-07-04 | 2016-12-07 | 江苏科悦新材料有限公司 | A kind of foaming sandwich material and manufacture method thereof and application |
| CN106608445A (en) * | 2016-11-17 | 2017-05-03 | 河南冰熊专用车辆制造有限公司 | New material cold closet for medicine and processing process thereof |
-
2012
- 2012-03-22 CN CN2012201093442U patent/CN202498800U/en not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102848560A (en) * | 2012-03-22 | 2013-01-02 | 台州市家得宝日用品有限公司 | PP foaming plate, forming method, polypropylene foaming plate material and forming method |
| CN102991403A (en) * | 2012-12-19 | 2013-03-27 | 杭州华聚复合材料有限公司 | Compartment body plate for refrigerated truck and preparation method of compartment body plate |
| CN106183266A (en) * | 2016-07-04 | 2016-12-07 | 江苏科悦新材料有限公司 | A kind of foaming sandwich material and manufacture method thereof and application |
| CN106608445A (en) * | 2016-11-17 | 2017-05-03 | 河南冰熊专用车辆制造有限公司 | New material cold closet for medicine and processing process thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101845232B (en) | Thermoplastic resin-based carbon fiber composite and preparation method thereof | |
| KR101684821B1 (en) | Manufacturing method for fibre-reinforced resin substrate or resin molded article, and plasticizing exhauster used in manufacturing method | |
| WO2009152682A1 (en) | Plastics panel having fiber grid and preparation method thereof | |
| CN104669636B (en) | A kind of preparation method of assorted fibre RPP high strength composite | |
| CN102294830B (en) | Method for manufacturing thermoplastic fibre reinforced building template | |
| CN106239937B (en) | A kind of device preparing continuous fiber reinforced thermoplastic prepreg tape | |
| CN1925977A (en) | Method for processing cyclic oligomers to thermoplastic PBT plastics | |
| CN106273989A (en) | The shaped device of a kind of fiber reinforced thermolplastic composite material plate and forming method thereof | |
| CN202498800U (en) | Continuous fiber reinforced polypropylene foamed board | |
| CN105269833A (en) | Two-time compression molding technology for thermoplastic composite material | |
| CN101293413A (en) | High-strength reduction polyester film and production method thereof | |
| CN102555232A (en) | Process and device for multilayer bag pressing production of fibrous composite plates | |
| CN102296805A (en) | Recyclable composite material building template and manufacturing method thereof | |
| CN217553378U (en) | Bio-based polyamide composite board | |
| CN106113811A (en) | Thermoplastic continuous fibers's composite and preparation method thereof and process units | |
| CN102848560A (en) | PP foaming plate, forming method, polypropylene foaming plate material and forming method | |
| CN202498676U (en) | Continuous fiber reinforced polypropylene foamed plate forming device | |
| CN104910615A (en) | High-strength nylon/glass fiber composite as well as preparation device and preparation method thereof | |
| CN104057622A (en) | Two-stage forming process for carbon fiber composite | |
| CN201235994Y (en) | High-strength quantification-reducing polyester packaging film | |
| CN105837929A (en) | Glass fiber reinforced thermoplastic sheet, preparation method and application thereof | |
| CN101596787A (en) | Method for continuously preparing high-molecular composite material multilayer plate | |
| CN114103340B (en) | Continuous fiber reinforced thermoplastic helmet shell material and preparation method thereof | |
| CN204076625U (en) | A kind of heating and melting multilayer film pressure device of thermoplastic composite | |
| CN216506320U (en) | Automatic production line for heat-conducting silica gel gaskets |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee | ||
| CP03 | Change of name, title or address |
Address after: 318000 No. 2579, Haifeng Road, Taizhou, Zhejiang Patentee after: Taizhou Jiadebao Technology Co., Ltd. Address before: 318000 block A, Binhai Industrial Zone, Taizhou Economic Development Zone, Zhejiang Patentee before: Taizhou Jiadebao Commodity Co.,Ltd. |
|
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20121024 Termination date: 20190322 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |