CN202494895U - Device for controlling forward and reverse coiling in composite material tearing - Google Patents
Device for controlling forward and reverse coiling in composite material tearing Download PDFInfo
- Publication number
- CN202494895U CN202494895U CN2012200256669U CN201220025666U CN202494895U CN 202494895 U CN202494895 U CN 202494895U CN 2012200256669 U CN2012200256669 U CN 2012200256669U CN 201220025666 U CN201220025666 U CN 201220025666U CN 202494895 U CN202494895 U CN 202494895U
- Authority
- CN
- China
- Prior art keywords
- programmable logic
- logic controller
- coiling
- coilers
- remote
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002131 composite material Substances 0.000 title abstract description 10
- 238000012544 monitoring process Methods 0.000 claims abstract description 8
- 150000001875 compounds Chemical class 0.000 claims description 14
- 239000000126 substance Substances 0.000 claims description 14
- 238000004891 communication Methods 0.000 abstract description 6
- 230000002159 abnormal effect Effects 0.000 abstract 1
- 230000001360 synchronised effect Effects 0.000 abstract 1
- 229910001220 stainless steel Inorganic materials 0.000 description 6
- 239000010935 stainless steel Substances 0.000 description 6
- 239000011157 advanced composite material Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000013065 commercial product Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images

Landscapes
- Programmable Controllers (AREA)
Abstract
The utility model provides a device for controlling forward and reverse coiling in composite material tearing, comprising actuators, remote I/O controllers, operators, a programmable logic controller, a switch and a monitoring management device. The device for controlling forward and reverse coiling in composite material tearing is characterized in that: the actuators which are connected with a coiler driving motor is connected with the programmable logic controller through a bus and inverters, and the operators are connected with the programmable logic controller through the bus and the remote I/O controllers. The device provided by the utility model simplifies the field control circuit and has strong network communication ability, and data exchange among various stations can be accomplished with just one network communication line. Upper and lower coilers can run according to their corresponding operation state during normal threading and abnormal rewinding; and whether the coilers work in forward or reverse coiling state, the line speed at which the upper and lower coilers run can be kept consistent so as to ensure synchronous coiling of the upper and lower coilers.
Description
Technical field
The utility model relates to a kind of control device, and is especially a kind of on the advanced composite material (ACM) production line, multilayer materials torn branch batch in the process, and the forward and reverse device that batches of control compound substance belongs to the Electrical Control Technology field.
Technical background
Tear branch at advanced composite material (ACM), batch on the production line; Forward and reverse batching to compound substance has specific (special) requirements; Forward and reverse forward and backward of batching the finger coiling machine that is not simple wherein, and be meant two coiling machines that dislocation places when forward batches, the surface stainless steel that makes the composite panel after batching is outwardly; When oppositely batching, make the surface stainless steel of the composite panel after batching inside.Because compound substance is made up of four laminate materials, the two-layer of the outside is general steel plate, and the two-layer of inboard is corrosion resistant plate; Therefore; Need to carry out above-mentioned batching according to customer requirements, this not only will control the sense of rotation of two coiling machines, and the rotating speed that also will control two coiling machines is consistent.And existing control device is difficult to satisfy above-mentioned requirements.
Summary of the invention
The purpose of the utility model is to provide a kind of and can controls two coiling machines and rotate synchronously, and the forward and reverse control device that batches that does not rotate in the same way batches to carry out different composite materials according to customer requirements.
The utility model is accomplished through following technical proposal: a kind of compound substance tears the forward and reverse control device that batches of branch; Comprise actuator, remote I/O controller, manipulater; Programmable logic controller (PLC); Switch and Monitoring Manager is characterized in that the actuator that links to each other with the coiling machine drive motor links to each other with programmable logic controller (PLC) through bus and inverter, and manipulater links to each other with programmable logic controller (PLC) through bus and remote I/O controller; So that according to user's needs; After the forward and backward operation of selecting two coiling machines on the manipulater, after through the remote I/O controller forward and backward signal being sent to programmable logic controller (PLC) and carries out computing, handles, send the control corresponding data to inverter through bus; Inverter requires respectively the actuator of two coiling machines to be controlled according to control, tears batching with speed forward or backwards behind the branch to realize compound substance.
Said programmable logic controller (PLC) links to each other with switch, with composition data communication and processing unit.
Said switch links to each other with Monitoring Manager through EPA.
Said actuator, remote I/O controller, manipulater are made as and corresponding two covers of coiling machine, and a cover is used to control coiling machine, another set ofly are used to control down coiling machine.
Said actuator, the remote I/O controller, manipulater, programmable logic controller (PLC) and switch, Monitoring Manager are commercial product.
The utlity model has advantage and effect: adopt such scheme, can be easily according to user's needs, through shirtsleeve operation; Actuator to two coiling machines is controlled, thereby realizes that the forward that compound substance tears behind the branch batches with speed, and the surface stainless steel that makes the composite panel after batching outwardly; Realize that perhaps compound substance tears oppositely batching with speed behind the branch, make the surface stainless steel of the composite panel after batching inside, need not to do the change of hardware facility; The utility model has been simplified the field control circuit, has powerful network communication ability, and each station data exchange only needs a network communication line just can accomplish; When normal threading and unusual rewinding; Levels is batched function according to corresponding operating condition operation separately, though levels coiling machine sense of rotation is different, the angle between strip and coiling machine, the tensioner is also inequality; Required tension force is also different; But no matter coiling machine is operated in just roll up or the warp state, the linear velocity of upper and lower coiling machine operation is consistent, guaranteed the synchronism of batching up and down.
Description of drawings
Fig. 1 is the block diagram of the utility model;
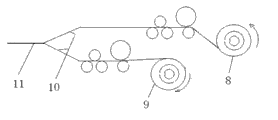
Fig. 2 is that upper and lower coiling machine forward batches synoptic diagram;
Fig. 3 is that upper and lower coiling machine oppositely batches synoptic diagram.
Embodiment
Below in conjunction with accompanying drawing the utility model is done and to be further described.
The compound substance that the utility model provides tears the forward and reverse control device that batches of branch; Comprise the actuator 1 that links to each other with upper and lower coiling machine drive motor respectively, remote I/O controller 6, manipulater 7; Programmable logic controller (PLC) 3; Switch 4 and Monitoring Manager 5, wherein each actuator 1 links to each other with programmable logic controller (PLC) 3 through bus and inverter 2, and each manipulater 7 links to each other with programmable logic controller (PLC) 3 through bus and remote I/O controller 6; Said programmable logic controller (PLC) 3 links to each other with switch 4, with composition data communication and processing unit; Said switch 4 links to each other with Monitoring Manager 5 through EPA; Like Fig. 1; So that according to user's needs; Respectively after the forward and backward operation of selecting upper and lower two coiling machines on the manipulater 7, after through remote I/O controller 6 the forward and backward signal being sent to programmable logic controller (PLC) 3 and carries out computing, data processing respectively, send the control corresponding data to each inverter 2 through bus respectively; Each inverter 2 requires respectively the actuator 1 of upper and lower two coiling machines to be controlled according to control, tears batching with speed forward or backwards behind the branch to realize compound substance.
When upper and lower two coiling machines, 8,9 forwards batch with speed, the surface stainless steel 11 that tears the composite panel 10 behind the branch is outwards batched, like Fig. 2; Otherwise when upper and lower two coiling machines 8,9 oppositely batch with speed, the surface stainless steel 11 that tears the composite panel 10 behind the branch is inwardly batched, like Fig. 3.
Claims (4)
1. a compound substance tears the forward and reverse control device that batches of branch; Comprise actuator, remote I/O controller, manipulater; Programmable logic controller (PLC); Switch and Monitoring Manager is characterized in that the actuator that links to each other with the coiling machine drive motor links to each other with programmable logic controller (PLC) through bus and inverter, and manipulater links to each other with programmable logic controller (PLC) through bus and remote I/O controller.
2. compound substance according to claim 1 tears the forward and reverse control device that batches of branch, it is characterized in that said programmable logic controller (PLC) links to each other with switch.
3. compound substance according to claim 1 tears the forward and reverse control device that batches of branch, it is characterized in that said switch links to each other with Monitoring Manager through EPA.
4. compound substance according to claim 1 tears the forward and reverse control device that batches of branch, it is characterized in that said actuator, and remote I/O controller, manipulater are made as and corresponding two covers of coiling machine.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012200256669U CN202494895U (en) | 2012-01-19 | 2012-01-19 | Device for controlling forward and reverse coiling in composite material tearing |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012200256669U CN202494895U (en) | 2012-01-19 | 2012-01-19 | Device for controlling forward and reverse coiling in composite material tearing |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202494895U true CN202494895U (en) | 2012-10-17 |
Family
ID=47001115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012200256669U Expired - Lifetime CN202494895U (en) | 2012-01-19 | 2012-01-19 | Device for controlling forward and reverse coiling in composite material tearing |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202494895U (en) |
-
2012
- 2012-01-19 CN CN2012200256669U patent/CN202494895U/en not_active Expired - Lifetime
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104070412A (en) | Motor controller for synchronously controlling multiple motors | |
| CN104354067B (en) | Control circuit for gear milling mechanism and control method thereof | |
| CN202398905U (en) | Tapping machine | |
| CN107053005A (en) | A kind of control system and control method of the two axial plane grinding machines based on PLC | |
| CN104690647B (en) | Grinding control system and control method for blade milling machine | |
| CN202913857U (en) | Revolving door control system | |
| CN202494895U (en) | Device for controlling forward and reverse coiling in composite material tearing | |
| CN104526458B (en) | Tapping machining control method and system | |
| CN110231799A (en) | The automatic control system of metal sheet forming servo-hydraulic machine production line | |
| CN103372772A (en) | Goods shelf layer board production line | |
| CN202494896U (en) | Device for controlling asynchronous tension building and synchronous coiling in composite material tearing | |
| CN205519889U (en) | A electrical control device that is arranged in steel rolling production line flying shear | |
| CN202895315U (en) | Sheet shearing control system in thermoplastic sheet laminating equipment | |
| CN216629871U (en) | Single-side discharging system of vertical filter press | |
| CN206270737U (en) | Electric control device with shared touch screen for bellows extruder and forming machine | |
| CN108021101A (en) | A kind of auger friction welding formation system of large caliber aluminium alloy | |
| CN101648218B (en) | Tube blank propelling and core bar rotating control system of tube mill | |
| CN209486505U (en) | Control systems for sheet metal cutting lines | |
| CN205008522U (en) | Energy -conserving ring rolls | |
| CN203282801U (en) | High safety full-automatic metal sheet laminating machine | |
| CN203573148U (en) | Multi-machine on-line communication control system of edge-sealing machine | |
| CN217428026U (en) | Control system of side type scraper reclaimer | |
| CN2687946Y (en) | Synchronous operation control device for one-master-multi-slave-motor | |
| CN108858393B (en) | Cutting machine control system | |
| CN207473390U (en) | The electric-control system of double-deck paper cutter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20121017 |
|
| CX01 | Expiry of patent term |