CN202079777U - Pinch roller used for manufacturing wall tubing with enhanced inner ribs and outer corrugated type plastic structure - Google Patents
Pinch roller used for manufacturing wall tubing with enhanced inner ribs and outer corrugated type plastic structure Download PDFInfo
- Publication number
- CN202079777U CN202079777U CN2011201485209U CN201120148520U CN202079777U CN 202079777 U CN202079777 U CN 202079777U CN 2011201485209 U CN2011201485209 U CN 2011201485209U CN 201120148520 U CN201120148520 U CN 201120148520U CN 202079777 U CN202079777 U CN 202079777U
- Authority
- CN
- China
- Prior art keywords
- pinch roller
- type plastic
- wheel body
- utility
- model
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/56—Winding and joining, e.g. winding spirally
- B29C53/58—Winding and joining, e.g. winding spirally helically
- B29C53/78—Winding and joining, e.g. winding spirally helically using profiled sheets or strips
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L9/00—Rigid pipes
- F16L9/16—Rigid pipes wound from sheets or strips, with or without reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/18—Pleated or corrugated hoses
Abstract
The utility model discloses a pinch roller used for manufacturing a wall tubing with enhanced inner ribs and an outer corrugated type plastic structure. The pinch roller comprises a cylindrical pinch roller body; and an installation structure is arranged on the pinch roller body, and a circle of grooves with wide exteriors and narrow interiors are arranged on the surface of the pinch roller body along the circumferential direction. The pinch roller is provided with the circle of grooves with the wide exteriors and the narrow interiors, the grinding pressure applying on two tubular bulges are decomposed into extrusion pressure for leading the two tubular bulges to be fully bonded when the pinch roller is used for grinding the two corresponding tubular bulges at two sides of two close melting clearances between adjacent irregular strips, thus leading the adjacent irregular strips to closely molten into a whole, and having better melting quality.
Description
Technical field
The utility model relates to outer ripple plastic winding structure wall pipe, particularly relates to a kind of pinch roller that is used to make the outer ripple plastic winding structure wall pipe with hollow reinforcement.
Background technology
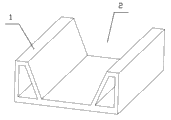
Outer ripple plastic winding structure wall pipe with hollow reinforcement is widely used in the municipal blow-off line construction owing to having good pipeclay acting in conjunction and ring stiffness.Its manufacture method generally is the irregular belt material that extruding machine is extruded to be twined in a spiral manner and form through the melten gel fusion.For the irregular belt material 2 that the both sides shown in Fig. 1 have tubular lobes 1, after it twined in a spiral manner, how effectively merging between the tubular lobes 1 adjacent to each other was a problem demanding prompt solution.
The utility model content
Technical problem to be solved in the utility model provides a kind of pinch roller, and roll at the welding position that this pinch roller can twine fusion in a spiral manner to the irregular belt material that both sides have a tubular lobes, has higher welding quality between the irregular belt material thereby make.
The technical scheme that its technical problem that solves the utility model adopts is:
A kind of pinch roller that is used to make internal rib reinforcing outer ripple type plastic twining structured wall pipe, comprise columned pinch roller wheel body, described pinch roller wheel body is provided with mounting structure, has circle groove wide outside and narrow inside on its circumferencial direction of wheel face upper edge of described pinch roller wheel body.
The technical solution of the utility model also can be done following improvement:
As further improvement in the technical proposal, described mounting structure is one to be positioned at the through hole on the wheel body axis.
As further improvement in the technical proposal, described through hole is the little shoulder hole in big centre, two ends.
The beneficial effects of the utility model are: pinch roller of the present utility model is owing to have narrow outer wide groove in the circle, when corresponding two tubular lobes in both sides, two welding gaps adjacent to each other roll between to adjacent irregular belt material, being applied to grinding pressure on it is decomposed into and makes fully bonding extruding force of two tubular lobes, thereby making closely to fuse between the adjacent irregular belt material becomes one, and has welding quality preferably.
Be described further below with reference to the technique effect of accompanying drawing, to understand the purpose of this utility model, feature and effect fully design of the present utility model, concrete structure and generation.
Description of drawings
Fig. 1 is the irregular belt material structural representation that both sides have tubular lobes;
Fig. 2 is the structural representation of a kind of embodiment of the utility model pinch roller;
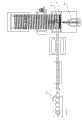
Fig. 3 is that the utility model pinch roller is installed and used schematic diagram;
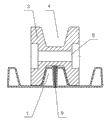
Fig. 4 is the view of the utility model pinch roller when rolling two of adjacent irregular belt materials tubular lobes adjacent to each other;
Fig. 5 rolls back gained tubing schematic diagram by the utility model pinch roller.
The specific embodiment
With reference to figure 2, a kind of pinch roller that is used to make internal rib reinforcing outer ripple type plastic twining structured wall pipe provided by the utility model, comprise columned pinch roller wheel body 3, described pinch roller wheel body 3 is provided with mounting structure, has circle groove 4 wide outside and narrow inside on its circumferencial direction of wheel face upper edge of described pinch roller wheel body 3.Particularly, described mounting structure is preferably the through hole 5 on a pinch roller wheel body 3 axis.More preferably, this through hole 5 is the little shoulder hole in big centre, two ends.
With reference to figure 3 and Fig. 4,, and free to rotate when pinch roller of the present utility model uses by the periphery of the mounting structure mounting arrangements on it at the forming cylinder 7 that is used to twine irregular belt material.After the heterotypic strip 2 that has a tubular lobes 1 when both sides is wrapped on this forming cylinder 7 continuously, to be spirally wound on side by side on the forming cylinder 7 regularly continuously with the heterotypic strip 2 that first extruding machine 6 is constantly extruded, make to form the space between two tubular lobes 1 adjacent to each other between the adjacent heterotypic strip 2.Simultaneously, clamp-on the plastics melten gel 9 of fusion with forming in the space between second extruding machine, 8 successive two tubular lobes 1 adjacent to each other between adjacent heterotypic strip 2, and use pinch roller of the present utility model that two tubular lobes 1 adjacent to each other are rolled.
In conjunction with Fig. 5, these two tubular lobes 1 weldings form the hollow reinforcement 10 of tubing, and form enhancing internal-rib 11 at fusion position, hollow reinforcement 10 middle parts.
Pinch roller of the present utility model is owing to have narrow outer wide groove 4 in the circle, when corresponding two tubular lobes 1 in both sides, two welding gaps adjacent to each other roll between to adjacent irregular belt material 2, being applied to grinding pressure on it is decomposed into and makes two tubular lobes, 1 abundant bonding extruding force, thereby making closely to fuse between the adjacent irregular belt material 2 becomes one, and has welding quality preferably.
Certainly, the invention is not limited to above-mentioned embodiment, those of ordinary skill in the art also can make equivalent variations or replacement under the prerequisite of spirit of the present invention, modification that these are equal to or replacement all are included in the application's claim institute restricted portion.
Claims (3)
1. pinch roller that is used to make internal rib reinforcing outer ripple type plastic twining structured wall pipe, it is characterized in that: comprise columned pinch roller wheel body, described pinch roller wheel body is provided with mounting structure, has circle groove wide outside and narrow inside on its circumferencial direction of wheel face upper edge of described pinch roller wheel body.
2. the pinch roller that is used to make internal rib reinforcing outer ripple type plastic twining structured wall pipe according to claim 1 is characterized in that: described mounting structure is one to be positioned at the through hole on the wheel body axis.
3. the pinch roller that is used to make internal rib reinforcing outer ripple type plastic twining structured wall pipe according to claim 2 is characterized in that: described through hole is the little shoulder hole in big centre, two ends.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011201485209U CN202079777U (en) | 2010-07-06 | 2011-05-11 | Pinch roller used for manufacturing wall tubing with enhanced inner ribs and outer corrugated type plastic structure |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010218818 CN101907207A (en) | 2010-07-06 | 2010-07-06 | Internal rib reinforcing outer ripple type plastic twining structured wall pipe and manufacturing method thereof |
| CN201010218818.2 | 2010-07-06 | ||
| CN2011201485209U CN202079777U (en) | 2010-07-06 | 2011-05-11 | Pinch roller used for manufacturing wall tubing with enhanced inner ribs and outer corrugated type plastic structure |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202079777U true CN202079777U (en) | 2011-12-21 |
Family
ID=43262742
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201010218818 Pending CN101907207A (en) | 2010-07-06 | 2010-07-06 | Internal rib reinforcing outer ripple type plastic twining structured wall pipe and manufacturing method thereof |
| CN2011201485196U Expired - Lifetime CN202125676U (en) | 2010-07-06 | 2011-05-11 | External corrugated-type plastic enwound structure-wall tube with reinforced inner fin |
| CN 201110121186 Active CN102305316B (en) | 2010-07-06 | 2011-05-11 | Internal rib-reinforced outer corrugated plastic wound structural wall pipe and manufacturing method thereof |
| CN2011201485209U Expired - Lifetime CN202079777U (en) | 2010-07-06 | 2011-05-11 | Pinch roller used for manufacturing wall tubing with enhanced inner ribs and outer corrugated type plastic structure |
| CN2011201485054U Expired - Lifetime CN202125675U (en) | 2010-07-06 | 2011-05-11 | Strip material for making pipe with inner rib reinforcing outer-corrugation-type plastic winding structure wall |
Family Applications Before (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201010218818 Pending CN101907207A (en) | 2010-07-06 | 2010-07-06 | Internal rib reinforcing outer ripple type plastic twining structured wall pipe and manufacturing method thereof |
| CN2011201485196U Expired - Lifetime CN202125676U (en) | 2010-07-06 | 2011-05-11 | External corrugated-type plastic enwound structure-wall tube with reinforced inner fin |
| CN 201110121186 Active CN102305316B (en) | 2010-07-06 | 2011-05-11 | Internal rib-reinforced outer corrugated plastic wound structural wall pipe and manufacturing method thereof |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011201485054U Expired - Lifetime CN202125675U (en) | 2010-07-06 | 2011-05-11 | Strip material for making pipe with inner rib reinforcing outer-corrugation-type plastic winding structure wall |
Country Status (2)
| Country | Link |
|---|---|
| CN (5) | CN101907207A (en) |
| WO (1) | WO2012003744A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108839330A (en) * | 2018-04-26 | 2018-11-20 | 上海英煌管业科技有限公司 | A kind of reinforcement winding pipe production equipment |
Families Citing this family (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101907207A (en) * | 2010-07-06 | 2010-12-08 | 戴爱清 | Internal rib reinforcing outer ripple type plastic twining structured wall pipe and manufacturing method thereof |
| CN102689442B (en) * | 2012-06-15 | 2015-03-18 | 广东永高塑业发展有限公司 | Wound corrugated pipe with enhanced inner fin by hollow roller forming and production process of wound corrugated pipe |
| CN103791173A (en) * | 2012-10-31 | 2014-05-14 | 安徽万安环境工程有限公司 | Polyethylene winding structure wall pipe with enhanced internal ribs and enhanced steel belts |
| CN103292063B (en) * | 2013-05-22 | 2015-04-01 | 浙江天井塑业有限公司 | HDPE (high-density polyethylene) inside-outside-reinforced winding reinforced pipe |
| CN104279379B (en) * | 2013-07-11 | 2016-12-28 | 戴爱清 | Continuous winding strengthens corrugated pipe and manufacture method thereof |
| CN103453240B (en) * | 2013-09-24 | 2015-07-15 | 黄楠伟 | Double-plastics finned wound corrugated pipe and method for manufacturing same |
| CN103557381B (en) * | 2013-11-13 | 2015-07-08 | 河北金菱管业股份有限公司 | Strengthened steel pipe with rib spirally wound as well as special equipment and method for manufacturing preparing strengthened steel pipe |
| CN107061979A (en) * | 2013-11-28 | 2017-08-18 | 苏州征之魂专利技术服务有限公司 | Differential of the arc type MULTIPLE COMPOSITE strengthens the high-intensity special-shaped material structure of resistance to deformation |
| CN103883805A (en) * | 2014-03-24 | 2014-06-25 | 浙江天井塑业有限公司 | HDPE helical bellows and manufacturing method |
| CN204664641U (en) * | 2014-05-09 | 2015-09-23 | 戴爱清 | A kind of continuous winding strengthens structure-wall pipe material |
| CN104179522B (en) * | 2014-08-20 | 2017-03-22 | 江苏苏龙环保科技有限公司 | Flexible spiral air guide barrel and method for manufacturing same |
| CN104235529A (en) * | 2014-08-26 | 2014-12-24 | 东莞市圆玄建材贸易有限公司 | Pipe with inner rib-reinforced outer corrugation type plastic winding structure wall and manufacturing method thereof |
| CN104390074B (en) * | 2014-09-25 | 2019-06-18 | 卢希然 | Reinforce carat pipe |
| CN104325649B (en) * | 2014-10-28 | 2016-10-05 | 昆山通塑挤出机械制造有限公司 | The manufacture equipment of reinforced metal helical bellows |
| CN104908348B (en) * | 2015-04-15 | 2018-04-27 | 云南森发塑胶制品有限公司 | A kind of hollow wall coils plastic cement pipe production method |
| CN105034416A (en) * | 2015-06-05 | 2015-11-11 | 湖北统塑管业有限公司 | PP high-modulus twining structural wall corrugated pipe and manufacturing method thereof |
| CN106764113A (en) * | 2015-11-20 | 2017-05-31 | 陆维嘉 | Gusseted strengthens polyethylene wound drain pipe and its processing technology |
| CN105333241A (en) * | 2015-11-25 | 2016-02-17 | 安徽华奇管业有限公司 | Steel-clamping rib-stiffened hollow plastic outer corrugated pipe and manufacturing method thereof |
| CN106129927A (en) * | 2016-07-22 | 2016-11-16 | 汉舟四川铜铝复合科技有限公司 | A kind of wave duct in copper-aluminum composite conductor in tubulose bus duct |
| CN106090464B (en) * | 2016-07-22 | 2018-06-05 | 高志宏 | A kind of plastics reinforcement winds bellows |
| CN106182679B (en) * | 2016-08-03 | 2018-08-21 | 谭军 | The preparation method of the double-deck double-colored reinforced composite pipe of ribbing |
| CN106402515A (en) * | 2016-10-13 | 2017-02-15 | 贵州省盘县益康管业有限责任公司 | Wound inner fin reinforced helical bellows and manufacturing method thereof |
| CN106870922A (en) * | 2017-04-09 | 2017-06-20 | 贵州枫叶管业有限公司 | A kind of HDPE hollow wall plastic-steel windings |
| CN106958697A (en) * | 2017-04-13 | 2017-07-18 | 广东永高塑业发展有限公司 | A kind of saddle-shape hollow wall winding flexible pipe and its manufacture method |
| CN107588317A (en) * | 2017-10-21 | 2018-01-16 | 北京华宇中天市政工程有限公司 | Ripple type winding arrangement tubing and its band |
| CN107795768A (en) * | 2017-11-18 | 2018-03-13 | 云南傲远环保科技有限公司 | A kind of steel plastic compount helical bellows with the right rib of reinforcement |
| CN107676553A (en) * | 2017-11-18 | 2018-02-09 | 云南傲远环保科技有限公司 | A kind of steel plastic compount helical bellows with ribs |
| CN107631103A (en) * | 2017-11-18 | 2018-01-26 | 云南傲远环保科技有限公司 | A kind of steel plastic compount helical bellows with the left rib of reinforcement |
| CN108019572A (en) * | 2018-01-23 | 2018-05-11 | 北京拓普天品科技有限公司 | Band and its bellows of making |
| CN108582714B (en) * | 2018-04-12 | 2024-01-09 | 顺方管业有限公司 | Steel wire vein plastic composite pipe and preparation method and equipment thereof |
| CN108396898A (en) * | 2018-04-19 | 2018-08-14 | 山东永固绿建科技有限公司 | A kind of production method of inverted trapezoidal rib laminated floor slab |
| CN108506593A (en) * | 2018-05-29 | 2018-09-07 | 凌志环保股份有限公司 | HDPE enhances ripple type plastic wall pipe |
| CN108506594A (en) * | 2018-05-29 | 2018-09-07 | 凌志环保股份有限公司 | HDPE enhances ripple type plastic wall pipe |
| CN108775452A (en) * | 2018-07-28 | 2018-11-09 | 上海瑞皇管业科技有限公司 | Double modelings enhance composite winding pipe |
| CN108679328A (en) * | 2018-08-02 | 2018-10-19 | 贺进军 | A kind of Double colour double-deck co-extrusion fiberglass reinforced resist delamination galvanized steel strip bellows |
| CN109027445A (en) * | 2018-08-21 | 2018-12-18 | 广东统塑管业有限公司 | PP cross-rib enhances PE helical bellows, profile and production method |
| CN108953784A (en) * | 2018-08-27 | 2018-12-07 | 广东永高塑业发展有限公司 | Irregular belt material and winding-type internal-rib bellows and preparation method and dedicated unit |
| CN108799642A (en) * | 2018-09-05 | 2018-11-13 | 贺进军 | A kind of rectangular double-walled stud winding pipe |
| CN109140059B (en) * | 2018-10-29 | 2024-03-19 | 康命源(贵州)科技发展有限公司 | Hollow wall pipe and manufacturing method thereof |
| CN109611622A (en) * | 2019-01-04 | 2019-04-12 | 云南联塑科技发展有限公司 | A kind of HDPE hollow spiral tube with reinforcement structure |
| CN109973721B (en) * | 2019-04-16 | 2024-03-08 | 上海英煌管业科技有限公司 | Hollow spiral winding plastic hose and production process thereof |
| CN111536326A (en) * | 2020-05-22 | 2020-08-14 | 重庆爵通塑胶科技(集团)有限公司 | Plastic concrete rib composite pipeline and manufacturing method thereof |
| CN112622247A (en) * | 2020-12-21 | 2021-04-09 | 广东建通管道制品有限公司 | Plastic winding high-rib structure wall pipe and manufacturing method thereof |
| CN112856057B (en) * | 2021-01-19 | 2022-11-01 | 上海英泰塑胶股份有限公司 | Continuous fiber glass fiber board stirrup pipe composite arc top triangular corrugated pipeline |
| CN113431961B (en) * | 2021-05-24 | 2022-09-13 | 山东中迈管业科技有限公司 | Double-wall HDPE corrugated pipe with inner support reinforced framework |
| CN113309908A (en) * | 2021-05-24 | 2021-08-27 | 张家港戴恩机械有限公司 | Compound reinforced pipe of inside and outside two pressure-bearing porous frameworks |
| CN114161744B (en) * | 2021-11-03 | 2024-02-06 | 安徽杰蓝特新材料有限公司 | Production process of high-modulus impact-resistant hollow wall winding pipe |
| CN113954329B (en) * | 2021-11-10 | 2023-12-15 | 重庆金山洋生管道有限公司 | Processing equipment for large-caliber reinforced pipe |
| CN113954328B (en) * | 2021-11-10 | 2023-12-15 | 重庆金山洋生管道有限公司 | Processing method of large-caliber reinforced pipe |
| CN114393803B (en) * | 2022-01-14 | 2024-02-09 | 四川兰晨管业有限公司 | Steel band corrugated pipe production line and production process |
| CN115139543A (en) * | 2022-05-18 | 2022-10-04 | 宁波方力科技股份有限公司 | Production line and production method for winding rib pipes outside polyolefin thin-wall inner pipes |
| WO2024060850A1 (en) * | 2022-09-21 | 2024-03-28 | 南京大得钢管有限公司 | Large-diameter thin-walled spiral welded pipe and manufacturing method therefor |
| CN116001252B (en) * | 2023-03-27 | 2023-06-27 | 河北雄安顺财塑胶制品有限公司 | Extrusion shaping auxiliary device for winding forming of inner ribbed tube |
| CN117140990B (en) * | 2023-10-30 | 2024-03-22 | 福建澳工新材料有限公司 | Production equipment for plastic reinforcing rib wound corrugated pipe |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0023242B1 (en) * | 1977-10-18 | 1983-09-07 | Rib Loc Hong Kong Limited | Profiled strips and method of forming tubular articles with these strips |
| JPS6199788A (en) * | 1984-10-22 | 1986-05-17 | 金尾 史朗 | Pressure-resistant spiral pipe for underground burying |
| JPS61244534A (en) * | 1985-04-24 | 1986-10-30 | Sekisui Chem Co Ltd | Composite tube |
| JPH04160283A (en) * | 1990-10-24 | 1992-06-03 | Shiro Kanao | Hard polyvinyl chloride pipe |
| CN1023886C (en) * | 1991-03-21 | 1994-03-02 | 沈阳市苏家屯区塑料机械研究所 | Plastic spiral pipe making method and equipment |
| US7004202B2 (en) * | 2002-04-22 | 2006-02-28 | Rib Loc Australia Pty Ltd. | Composite strip windable to form a helical pipe and method therefor |
| AU2003244171B2 (en) * | 2002-09-09 | 2007-11-15 | Fisher & Paykel Healthcare Limited | Limb for Breathing Circuit |
| CN1191441C (en) * | 2002-11-18 | 2005-03-02 | 蒯一希 | Screw type corrugated plastic pipe material and its manufacturing method |
| CN2599366Y (en) * | 2002-12-18 | 2004-01-14 | 惠州市成达胶管制品有限公司 | Water-supply and discharge dual-purpose plastic winding pipe |
| CN2632452Y (en) * | 2003-07-10 | 2004-08-11 | 刘德政 | Plastic spiral pipe sectional materials |
| CN2714647Y (en) * | 2004-08-24 | 2005-08-03 | 广东联塑科技实业有限公司 | Reinforced twisted pipe |
| CN1587774A (en) * | 2004-09-20 | 2005-03-02 | 黄伟 | Pipeline produced by screw winding plastic section bar |
| CN101907207A (en) * | 2010-07-06 | 2010-12-08 | 戴爱清 | Internal rib reinforcing outer ripple type plastic twining structured wall pipe and manufacturing method thereof |
-
2010
- 2010-07-06 CN CN 201010218818 patent/CN101907207A/en active Pending
-
2011
- 2011-05-11 CN CN2011201485196U patent/CN202125676U/en not_active Expired - Lifetime
- 2011-05-11 CN CN 201110121186 patent/CN102305316B/en active Active
- 2011-05-11 CN CN2011201485209U patent/CN202079777U/en not_active Expired - Lifetime
- 2011-05-11 CN CN2011201485054U patent/CN202125675U/en not_active Expired - Lifetime
- 2011-05-21 WO PCT/CN2011/074466 patent/WO2012003744A1/en active Application Filing
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108839330A (en) * | 2018-04-26 | 2018-11-20 | 上海英煌管业科技有限公司 | A kind of reinforcement winding pipe production equipment |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012003744A1 (en) | 2012-01-12 |
| CN102305316A (en) | 2012-01-04 |
| CN101907207A (en) | 2010-12-08 |
| CN202125675U (en) | 2012-01-25 |
| CN102305316B (en) | 2013-01-02 |
| CN202125676U (en) | 2012-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202079777U (en) | Pinch roller used for manufacturing wall tubing with enhanced inner ribs and outer corrugated type plastic structure | |
| CN102003577B (en) | Method for producing spiral reinforcing rib composite pipe | |
| CN107191693B (en) | Corrugated pipe with spiral double-peak structure and manufacturing method thereof | |
| CN202852225U (en) | All-plastic stud strengthening wound ripple tubular product | |
| CN105333241A (en) | Steel-clamping rib-stiffened hollow plastic outer corrugated pipe and manufacturing method thereof | |
| CN102689442B (en) | Wound corrugated pipe with enhanced inner fin by hollow roller forming and production process of wound corrugated pipe | |
| CN104279379A (en) | Continuously wound reinforced corrugated pipe and manufacturing method thereof | |
| CN102441997A (en) | Co-extrusion thermal winding structure wall tubular product and processing method and mould thereof | |
| CN101721912A (en) | Method for increasing membrane area of spiral wound type membrane element | |
| CN103075582B (en) | Large-caliber steel-plate net riveting plastic composite pressure pipe and production method | |
| CN103322340B (en) | Double-layer coextrusion polyethylene spirally enwound structure-wall tubular product and production method thereof and manufacturing mechanism | |
| CN203147083U (en) | High-strength inner-rib outer-corrugation type plastic pipe | |
| CN102052526A (en) | Double-wall corrugated pipe formed through winding and provided with metal framework reinforcement and manufacturing method thereof | |
| CN102563231B (en) | Double reinforced plastic composite water pipe, device and method for manufacturing water pipe, and special-shaped strip for manufacturing water pipe | |
| CN203880255U (en) | Helical bellows with inner reinforcements | |
| CN201166201Y (en) | Steel belt enhancement large caliber low pressure water feeding and draining pipe | |
| CN204004827U (en) | Screw type corrugated tubing | |
| CN202812512U (en) | Double-enhanced plastic composite water-supply-pipe and heterotype band for manufacturing double-enhanced plastic composite water-supply-pipe | |
| CN103322341A (en) | High-rigidity polyethylene metal twisted structure wall tube stock and manufacturing method and device thereof | |
| AU2015405308A1 (en) | Method and device for jet-packing moulding polymer pipeline | |
| CN215215130U (en) | Compound reinforced pipe of inside and outside two pressure-bearing porous frameworks | |
| CN205372049U (en) | Press from both sides outer effective arc strip of ripple of steel ribbing plastics | |
| CN202462887U (en) | Winding-corrugated-pipe production equipment and three-wall winding corrugated pipe | |
| CN203273060U (en) | Double-layer co-extrusion polyethylene winding structure wall tube and production equipment thereof | |
| CN103174885A (en) | Highly-strengthened inner-fin and outer-ripple type plastic pipe and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20111221 |