CN201728538U - Drilling tool for flywheel assembly - Google Patents
Drilling tool for flywheel assembly Download PDFInfo
- Publication number
- CN201728538U CN201728538U CN2010202026855U CN201020202685U CN201728538U CN 201728538 U CN201728538 U CN 201728538U CN 2010202026855 U CN2010202026855 U CN 2010202026855U CN 201020202685 U CN201020202685 U CN 201020202685U CN 201728538 U CN201728538 U CN 201728538U
- Authority
- CN
- China
- Prior art keywords
- cylinder
- mounting screw
- drilling tool
- block
- fixedly connected
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Jigs For Machine Tools (AREA)
Abstract
The utility model relates to a drilling tool for a flywheel assembly, belonging to the drilling tool for a flywheel of an automobile. A rotary clamping cylinder is fixedly connected with a sizing block by a cylinder mounting screw; a supporting block is fixedly connected with the sizing block by a supporting block mounting screw; a clamping block is fixedly connected with the cylinder by a clamping block mounting screw; a locating shaft is fixedly connected with a machine worktable; and an air channel connecting end is arranged on the cylinder. The utility model has the advantages that the drilling tool has novel and simple structure, high reliability, high location accuracy, low manufacturing cost, short manufacturing cycle and convenient maintenance and management, is easy for realizing fast die change and adopts the common material so as to be convenient for realizing manufacturing.
Description
Technical field
The utility model belongs to the Automobile flywheel drilling tool.
Background technology
Automobile uses fly wheel assembly when the processing drilling operating, for saving cost, guaranteeing quality and boost productivity, often adopt special-purpose processing tool to carry out the location and the clamping of workpiece, there is the problem that complex structure, reliability are low, safeguard inconvenience in the frock that adopts at present.
Summary of the invention
The utility model provides a kind of fly wheel assembly drilling tool, has the problem that complex structure, reliability are low, safeguard inconvenience with the frock that solves present employing.The technical scheme that the utility model is taked is: rotation clamps cylinder and fixedlys connected with parallels by the cylinder mounting screw, back-up block is fixedlyed connected with parallels by the back-up block mounting screw, clamp is fixedlyed connected with cylinder by the clamp mounting screw, locating shaft is fixedlyed connected with platen, and the gas circuit link is arranged on the cylinder.
During work, be fixed on the workbench, cylinder coupled together, carry out two-way switching by manual or automatic valve by air-channel system according to Workpiece structure and size cases cylinder with requirement; When workpiece positions by centre bore and locating shaft, and be placed on the back-up block; Rotation clamps the cylinder action, descends downwards, drives clamp and moves downward, and the back-up block of bottom and top clamp are fixedly clamped to workpiece, and when operated pneumatic valve switches to when reverse, cylinder upwards rises, and drives back-up block and moves upward, and unclamps workpiece.
Advantage of the present utility model is novel structure, simple, the reliability height, and the positioning accuracy height, low cost of manufacture, the manufacturing cycle is short, is convenient to maintenance and management; Be easy to realize quick die change, adopt common material, can realize easily making.
Description of drawings
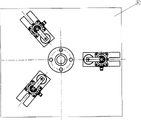
Fig. 1 is the utility model structural representation, adopts two groups of cylinders among the figure.
Fig. 2 is the utility model structural representation, adopts three groups of cylinders among the figure.
The specific embodiment
Embodiment 1
Two groups of rotations clamp cylinder 1 and fixedly connected with parallels 7 by cylinder mounting screw 4 respectively, back-up block 3 is fixedlyed connected with parallels 7 by back-up block mounting screw 8, clamp 5 is fixedlyed connected with cylinder respectively by clamp mounting screw 6, locating shaft 2 is fixedlyed connected with platen 10, and gas circuit link 9 is arranged on the cylinder.
Three groups of rotations clamp cylinder 1 and fixedly connected with parallels 7 by cylinder mounting screw 4 respectively, back-up block 3 is fixedlyed connected with parallels 7 by back-up block mounting screw 8, clamp 5 is fixedlyed connected with cylinder respectively by clamp mounting screw 6, locating shaft 2 is fixedlyed connected with platen 10, and gas circuit link 9 is arranged on the cylinder.
Claims (1)
1. fly wheel assembly drilling tool, it is characterized in that: rotation clamps cylinder and fixedlys connected with parallels by the cylinder mounting screw, back-up block is fixedlyed connected with parallels by the back-up block mounting screw, clamp is fixedlyed connected with cylinder by the clamp mounting screw, locating shaft is fixedlyed connected with platen, and the gas circuit link is arranged on the cylinder.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202026855U CN201728538U (en) | 2010-05-26 | 2010-05-26 | Drilling tool for flywheel assembly |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202026855U CN201728538U (en) | 2010-05-26 | 2010-05-26 | Drilling tool for flywheel assembly |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201728538U true CN201728538U (en) | 2011-02-02 |
Family
ID=43519697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010202026855U Expired - Fee Related CN201728538U (en) | 2010-05-26 | 2010-05-26 | Drilling tool for flywheel assembly |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201728538U (en) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102189563A (en) * | 2011-04-27 | 2011-09-21 | 长城汽车股份有限公司 | Automobile rear deck cutting and positioning tool assembly |
| CN102672500A (en) * | 2012-05-28 | 2012-09-19 | 郑伟民 | Bidirectional flexible fixture |
| CN102886764A (en) * | 2012-09-17 | 2013-01-23 | 芜湖市续元工贸有限公司 | Mounting bracket and fixing method thereof |
| CN102886692A (en) * | 2012-09-17 | 2013-01-23 | 芜湖市续元工贸有限公司 | Installing bracket |
| CN103009142A (en) * | 2012-12-25 | 2013-04-03 | 宁波星源机械有限公司 | Fixture for part processing |
| CN103056696A (en) * | 2011-10-24 | 2013-04-24 | 旭东机械(昆山)有限公司 | Wheel rim fixture |
| CN103143946A (en) * | 2013-03-07 | 2013-06-12 | 江苏汤臣汽车零部件有限公司 | Upper support side hole drilling tool for light-weight balance shaft support |
| CN103192284A (en) * | 2013-04-09 | 2013-07-10 | 浙江省平湖市顺昌金属制品厂 | Multi-angle machining fixture for bearings |
| CN104786072A (en) * | 2015-04-09 | 2015-07-22 | 重庆民发汽车配件有限责任公司 | Flywheel central flange hole double-station drilling positioning tool |
| CN105014418A (en) * | 2015-08-17 | 2015-11-04 | 重庆光昊机械有限公司 | Lathe and flywheel clamp |
| CN105149997A (en) * | 2015-10-22 | 2015-12-16 | 中航卓越锻造(无锡)有限公司 | Clamping device for annular forgings |
| CN107378673A (en) * | 2017-07-25 | 2017-11-24 | 重庆五龙洪洋机械制造有限公司 | A kind of burr of double flywheel ring gear removes frock |
| CN108177009A (en) * | 2018-03-06 | 2018-06-19 | 昆山崴乐盟自动化设备有限公司 | Cast workpiece automatic fixture and localization method |
| CN108453287A (en) * | 2018-05-07 | 2018-08-28 | 楼安翔 | A kind of Automobile flywheel drilling device |
| CN109986146A (en) * | 2017-12-29 | 2019-07-09 | 宁波方太厨具有限公司 | A kind of tapping tool for side-sucking oil smoke sucking machine lower panel |
| CN110480885A (en) * | 2019-08-27 | 2019-11-22 | 安吉天威钢塑制品有限公司 | A kind of chair production moulds of industrial equipment and its application method |
| CN111482623A (en) * | 2020-04-07 | 2020-08-04 | 厦门鸿基伟业复材科技有限公司 | Annular product numerical control drilling machine |
| CN113441970A (en) * | 2021-07-20 | 2021-09-28 | 北京新风航天装备有限公司 | General type semi-automatic quick hold-down device |
-
2010
- 2010-05-26 CN CN2010202026855U patent/CN201728538U/en not_active Expired - Fee Related
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102189563B (en) * | 2011-04-27 | 2013-02-13 | 长城汽车股份有限公司 | Automobile rear deck cutting and positioning tool assembly |
| CN102189563A (en) * | 2011-04-27 | 2011-09-21 | 长城汽车股份有限公司 | Automobile rear deck cutting and positioning tool assembly |
| CN103056696A (en) * | 2011-10-24 | 2013-04-24 | 旭东机械(昆山)有限公司 | Wheel rim fixture |
| CN103056696B (en) * | 2011-10-24 | 2016-03-30 | 旭东机械(昆山)有限公司 | A kind of clamp for wheel ring |
| CN102672500B (en) * | 2012-05-28 | 2014-06-04 | 兰溪市瑞鼎数控机械有限公司 | Bidirectional flexible fixture |
| CN102672500A (en) * | 2012-05-28 | 2012-09-19 | 郑伟民 | Bidirectional flexible fixture |
| CN102886764A (en) * | 2012-09-17 | 2013-01-23 | 芜湖市续元工贸有限公司 | Mounting bracket and fixing method thereof |
| CN102886692A (en) * | 2012-09-17 | 2013-01-23 | 芜湖市续元工贸有限公司 | Installing bracket |
| CN103009142A (en) * | 2012-12-25 | 2013-04-03 | 宁波星源机械有限公司 | Fixture for part processing |
| CN103009142B (en) * | 2012-12-25 | 2015-06-10 | 宁波星源机械有限公司 | Fixture for part processing |
| CN103143946A (en) * | 2013-03-07 | 2013-06-12 | 江苏汤臣汽车零部件有限公司 | Upper support side hole drilling tool for light-weight balance shaft support |
| CN103143946B (en) * | 2013-03-07 | 2015-04-01 | 江苏汤臣汽车零部件有限公司 | Upper support side hole drilling tool for light-weight balance shaft support |
| CN103192284A (en) * | 2013-04-09 | 2013-07-10 | 浙江省平湖市顺昌金属制品厂 | Multi-angle machining fixture for bearings |
| CN104786072A (en) * | 2015-04-09 | 2015-07-22 | 重庆民发汽车配件有限责任公司 | Flywheel central flange hole double-station drilling positioning tool |
| CN105014418A (en) * | 2015-08-17 | 2015-11-04 | 重庆光昊机械有限公司 | Lathe and flywheel clamp |
| CN105149997A (en) * | 2015-10-22 | 2015-12-16 | 中航卓越锻造(无锡)有限公司 | Clamping device for annular forgings |
| CN107378673A (en) * | 2017-07-25 | 2017-11-24 | 重庆五龙洪洋机械制造有限公司 | A kind of burr of double flywheel ring gear removes frock |
| CN109986146A (en) * | 2017-12-29 | 2019-07-09 | 宁波方太厨具有限公司 | A kind of tapping tool for side-sucking oil smoke sucking machine lower panel |
| CN108177009A (en) * | 2018-03-06 | 2018-06-19 | 昆山崴乐盟自动化设备有限公司 | Cast workpiece automatic fixture and localization method |
| CN108453287A (en) * | 2018-05-07 | 2018-08-28 | 楼安翔 | A kind of Automobile flywheel drilling device |
| CN110480885A (en) * | 2019-08-27 | 2019-11-22 | 安吉天威钢塑制品有限公司 | A kind of chair production moulds of industrial equipment and its application method |
| CN111482623A (en) * | 2020-04-07 | 2020-08-04 | 厦门鸿基伟业复材科技有限公司 | Annular product numerical control drilling machine |
| CN113441970A (en) * | 2021-07-20 | 2021-09-28 | 北京新风航天装备有限公司 | General type semi-automatic quick hold-down device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201728538U (en) | Drilling tool for flywheel assembly | |
| CN202571944U (en) | Clamp used for hydraulic horizontal type broaching machine | |
| CN205309211U (en) | Sunroof support equipment of riveting soon of colding pressing | |
| CN103231088B (en) | A kind of vertical machine special for drilling of rotating disk of multistation | |
| CN202344524U (en) | Workbench used for die finishing | |
| CN203343471U (en) | Multi-station turn plate vertical type drilling special machine | |
| CN205057484U (en) | Duplex position servo torsion machine | |
| CN202129369U (en) | Improved support annular-pressing riveter | |
| CN203495616U (en) | Clamping device for linear cutting of thin wall cylinder workpiece | |
| CN202607312U (en) | Clamp for bottom hole of boring sliding fork spline | |
| CN202290966U (en) | Device for punching side hole of air cylinder of side enclosure of automobile | |
| CN202317281U (en) | Die-casting blank deburring device | |
| CN202180355U (en) | Pneumatic clamping device for processing workpieces of numerical control machine | |
| CN202780525U (en) | Air clamper for machine tool | |
| CN204771258U (en) | Novel jig for welding | |
| CN102764994A (en) | Pneumatic clamping device for machine tool | |
| CN202021567U (en) | Compression clamp for tooling | |
| CN202240604U (en) | Device for machining and clamping wheel side | |
| CN202804735U (en) | Shell type machine tool clamp | |
| CN202779903U (en) | Processing device for brake hub | |
| CN205271519U (en) | Air jig with alarm device | |
| CN203357091U (en) | Boring pneumatic clamping mechanism | |
| CN201744666U (en) | Air clip fixture applied in cylindrical turning process | |
| CN202240464U (en) | Electrical automation control device | |
| CN202825060U (en) | Four-bar linkage clamping mechanism |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20160513 Address after: 610000, No. 18, Xingguang Road, Chengdu economic and Technological Development Zone, Longquanyi District, Sichuan, Chengdu Patentee after: Chengdu Dongguang Dahua Machinery Manufacturing Co., Ltd. Address before: 130103 No. 2555, detached street, Changchun, Jilin Patentee before: Jilin Dahua Machine Manufacturing Co., Ltd. |
|
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110202 Termination date: 20170526 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |