CN1911735A - Charging sealing machine of powder-liquid in two cavity flexible bag - Google Patents
Charging sealing machine of powder-liquid in two cavity flexible bag Download PDFInfo
- Publication number
- CN1911735A CN1911735A CN 200610069852 CN200610069852A CN1911735A CN 1911735 A CN1911735 A CN 1911735A CN 200610069852 CN200610069852 CN 200610069852 CN 200610069852 A CN200610069852 A CN 200610069852A CN 1911735 A CN1911735 A CN 1911735A
- Authority
- CN
- China
- Prior art keywords
- powder
- bag
- cylinder
- liquid
- hanging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Basic Packing Technique (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
The powder packing and sealing machine for powder-liquid double cavity soft bag includes ring synchronous conveying belt, power apparatus and controlling device. On the synchronous conveying belt, there are a bag hanging device, an opening device, a film opening device, a powder filling device and a sealing device corresponding to different work stations, and there may be an opening pre-treating device before the opening device and a bag shifting device following the opening device. The present invention has compact structure, stable and reliable performance, capacity of completing automatic powder packing and high production efficiency.
Description
Technical field
The present invention relates to a kind of charging sealing machine of powder-liquid in two cavity flexible bag, be used for the pulvis packing of dual cavities of soft bag filled in powder and liquid, belong to pharmaceutical equipment.
Background technology
Transfusion flexible bag packing mostly is a packing liquid preparation only, is single chamber container.When clinical transfusion, need manually with therapeutic type pulvis medicine and transfusion mixed configuration.The pulvis medicine also is to be contained in separately in the autonomous container, and during clinical transfusion, the soup that extracts in the infusion bag with syringe injects in the powder medicine container earlier, after pulvis fully dissolves, solution is turned back in the infusion solutions bag again.Troublesome poeration is time-consuming, and the dispensing operation environment is difficult to guarantee aseptic, causes medicine pollution easily, also occurs the mistake of making up a prescription easily.
Dual cavities of soft bag filled in powder and liquid has solved the problems referred to above well, two chambers---fluid chamber and pulvis chamber, and packing liquid preparation and powder preparation are separated by the rosin joint seam between two chambeies simultaneously.Pat liquid preparation during clinical use, the rosin joint seam is squeezed open, two chamber medicines can fully mix, and directly use need not to make up a prescription separately, and is convenient and swift, guarantees aseptic result, fundamentally avoided the mistake of making up a prescription.
Dual cavities of soft bag filled in powder and liquid is by polyene co-extrusion film or claim non-PVC film heat seal compacting to form, and at first implements rosin joint two-chamber at interval, and bag-making loading liquid adds seal cover cap then and seals again, and last packing pulvis seals.
For the packing of powder-liquid in two cavity flexible bag with seal, also there is not special equipment at present.
Summary of the invention
The object of the present invention is to provide a kind of charging sealing machine of powder-liquid in two cavity flexible bag, can finish the packing of powder-liquid in two cavity flexible bag automatically and seal, simple and compact for structure, stable and reliable for performance.
Charging sealing machine of powder-liquid in two cavity flexible bag of the present invention, annular is set transmits band, equipped engine installation and control setup synchronously, be with synchronously and be provided with cooresponding station manipulation device for hanging bag, distribution is provided with notching device along being with successively synchronously, open film device, adorn powder device and closing device, wherein:
Device for hanging bag comprises two relative cramp bars that are connected on the bearing pin of hanging the bag base, and the upper end of cramp bar is provided with and hangs pin, is provided with the tension spring between the lower end of two cramp bars, and the lower end correspondence of hanging the bag base is provided with a mouthful pipe clamp.
Pressing plate and cutting knife before and after notching device comprises, front and back pressing plate are connected on separately the pressing plate cylinder, and cutting knife is arranged on the tool rest slide block, and the tool rest slide block is assemblied on the tool rest slide bar, and the tool rest slide bar is fixed on the tool rest pedestal, and the tool rest slide block is connected on the slide block cylinder.
Open film device comprise before and after briquetting, be respectively equipped with on the opposite working of front and back briquetting and be fitted with sucker, sucker is communicated with vacuum line, the front and back briquetting is connected on separately the briquetting cylinder.
Dress powder device comprises out film device and screw powder filling device, is fitted with powder transition tube head on the powder funnel that falls of screw powder filling device, and the powder transition tube head that falls connects on the lift cylinder; The screw powder filling device is the fexible unit of the quantitative packing of pharmaceutical industry medicinal powder, directly continues to use to get final product.
Heating mould before and after closing device comprises is equipped with heating rod in the heating mould of front and back, and the front and back heating mould is connected on separately the mould cylinder.
Dual cavities of soft bag filled in powder and liquid is pressed into bag by the bag liquid-filling machine with polyene co-extrusion film or the heat seal of title non-PVC film in preceding working procedure, and rosin joint is isolated between two-chamber, adds seal cover cap again behind the filling liquid and seal in fluid chamber.The dual cavities of soft bag filled in powder and liquid of this moment, its pulvis chamber is a sealed hollow, waits for the pulvis packing.Utilize the hanging hole on the dual cavities of soft bag filled, the upper end of dual cavities of soft bag filled is hung on the extension pin of device for hanging bag cramp bar, the mouth pipe clamp of dual cavities of soft bag filled is gone into device for hanging bag to be hung in the mouth pipe clamp of bag base, band takes dual cavities of soft bag filled to each operation position of postorder synchronously, through notching device the pulvis chamber is cut opening, opened, pulvis is encased in the pulvis chamber of soft bag by dress powder device by opening the bag film that film device will close successively, at last by closing device with pulvis chamber involution, finish the pulvis packing.The compounding practice station, band is driven by the dynamical axis in the engine installation and does intermittently-driving synchronously, equipped as requested engine installation and automatic control device, whole-process automatic is finished.Dual cavities of soft bag filled in powder and liquid can be formed an operating unit by 2-6, correspondingly, device for hanging bag, notching device, opening in film device, dress powder device and the closing device action component to dual cavities of soft bag filled in powder and liquid, also to be provided with 2-6 one group respectively accordingly be a motor unit, be implemented in a station and can realize the operation of 2-6 dual cavities of soft bag filled in powder and liquid simultaneously, enhance productivity.
Among the present invention:
In the dress powder device, open the mould piece above open a bag pawl before and after being provided with, front and back are opened bag pawl and are connected on the lift cylinder and are connected to opening on bag cylinder separately.After sucker is opened sack, open bag pawl and just insert in the sack, sack further to be opened, the powder transition tube head that falls in the dress powder device is inserted in the sack, implements the pulvis packing.
The otch pretreatment unit is set before notching device, cutting part is cleared up, eliminate static, pollutantss such as dust on the removing bag and moisture, ion tuyere before and after the otch pretreatment unit comprises, front and back ion tuyere is connected on the lift cylinder, and the top of ion tuyere is covered with the gas sampling cover, and the gas sampling cover is provided with suction opeing.Handling with the ion wind cleaning is pharmaceutical industry mode commonly used, and convenient feasible, effect is better.
The bag moving-out device is set behind closing device, and the bag moving-out device comprises the gas pawl of hanging the pin place and the block of mouthful pipe clamp bottom, and gas pawl and block are connected on separately the mobile cylinder.By mobile cylinder, bag can be transplanted on the position of setting, comprise on the postorder load-transfer device.The gas pawl is the clamping manipulator of ripe typing, is widely used in automation of industry is produced.
Among the present invention, frame, bearing support and other accessory etc. are set as required, improve operating needs.
Charging sealing machine of powder-liquid in two cavity flexible bag of the present invention, simple and compact for structure, stable and reliable for performance, can finish the packing of powder-liquid in two cavity flexible bag automatically and seal, the pulvis that satisfies dual cavities of soft bag filled in powder and liquid divides reload request, the production efficiency height.
Description of drawings
Fig. 1, one embodiment of the invention structural representation.
The plane figure of Fig. 2, Fig. 1.
Fig. 3, device for hanging bag structural representation.
The left view of Fig. 4, Fig. 3.
Fig. 5, otch pretreatment unit structural representation.
Fig. 6, ion wind mouth structure scheme drawing.
Fig. 7, notching device structural representation.
Fig. 8, open the film device structural representation.
Fig. 9, dress powder apparatus structure scheme drawing.
Figure 10, screw powder filling device structural representation.
Figure 11, closing device structural representation.
Figure 12, bag moving-out device structural representation.
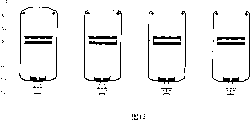
Bag alteration of form scheme drawing before and after Figure 13, the dress powder.
Among the figure: 1, otch pretreatment unit 2, notching device 3, open film device 4, dress powder device 5, closing device 6, bag moving-out device 7, load-transfer device 8,9, hang bag operation position 10, be with 11 synchronously, 14, cramp bar 12,13, hang pin 15,16, bearing pin 17, hang bag base 18, mouth pipe clamp 19, tension spring 20,22, ion tuyere 21, gas sampling cover 23, bag 24, insulation sleeve 25, shell 26, tuyere 27, tungsten electrode pin 28, induction opening 29, high-voltage conducting wires 30, cutting knife 31,32, pressing plate 33,36, briquetting 34,35, sucker 37,43, briquetting 38,44, sucker 39,42, open bag pawl 40, screw powder filling device 41, powder transition tube head 45 falls, dress powder container 46, advance powder screw rod 47, powder storehouse 48, mixer 49, powder screw rod 50 falls, powder funnel 51 falls, 54, heating mould 52,53, electrically heated rod 55, gas pawl 56, block 57, seal cover cap 58, mouth pipe 59, bag 60, fluid chamber 61, isolate rosin joint seam 62, pulvis chamber 63, hanging hole 64, outstanding base.
The specific embodiment
The invention will be further described in conjunction with the foregoing description accompanying drawing.
As shown in Figure 1, 2, charging sealing machine of powder-liquid in two cavity flexible bag of the present invention, supporting, connecting frame are set, the annular transmission is set to be with 10 synchronously, to be equipped with engine installation and control setup, be with 10 to be provided with cooresponding station manipulation device for hanging bag synchronously, distribution is provided with notching device 2, open film device 3, adorn powder device 4 and closing device 5 along being with successively synchronously, and otch pretreatment unit 1 is set before notching device 2, and bag moving-out device 6 is set behind closing device 5.
Shown in Fig. 3,4, device for hanging bag comprises two the relative cramp bars 11,14 that are connected on the bearing pin 16,15 of hanging bag base 17, the upper end of cramp bar 11,14 is provided with and hangs pin 12,13, be provided with tension spring 19 between the lower end of two cramp bars 11,14, the lower end correspondence of hanging bag base 17 is provided with mouthful pipe clamp 18.Manually two hanging holes of bag by the bag bottom are suspended on the pin 12,13, and in the mouth pipe clamp inlet pipe clamp 18 with bag, under synchronously with 10 transmission, bag is shifted into each operation position.In the diagram, the operating unit of each station can be operated 4 dual cavities of soft bag filled in powder and liquid simultaneously.
Shown in Fig. 5,6, ion tuyere before and after the otch pretreatment unit comprises, front and back ion tuyere 20,22 is connected on the lift cylinder, and the top of ion tuyere 20,22 is covered with gas sampling cover 21, and the top of gas sampling cover 21 is provided with suction opeing.Wherein the ion tuyere is made of shell 25, insulation sleeve 24, tungsten electrode pin 27 and tuyere 26, and the front end of shell 25 connects tuyere 26, and there is the high-voltage conducting wires that connects tungsten electrode pin 27 rear end, and insulation sleeve 24 and shell 25 are provided with induction opening 28.When bag is transported to this station device place, under the driving of lift cylinder, ion tuyere 20,22 falls to incision, the 5000V voltage difference that produces between tungsten electrode pin 27 and the shell 25, form high voltage electric field, the air of electric field of flowing through is ionized, be with a large amount of negative charges, the air that is ionized blows on the bag, positive charge neutralization on its electric charge and the bag, thereby elimination static is removed pollutantss such as the dust that exists on the bag, moisture simultaneously, and the waste gas after the cleaning is taken away from the suction opeing at gas sampling cover 21 tops.
As shown in Figure 7, pressing plate 31,32 and cutting knife 30 before and after notching device comprises, before and after pressing plate 31,32 be connected on separately the pressing plate cylinder, cutting knife 30 is arranged on the tool rest slide block, the tool rest slide block is assemblied on the tool rest slide bar, the tool rest slide bar is fixed on the tool rest pedestal, and the tool rest slide block is connected on the slide block cylinder.When bag is transported to this station device place, front and back pressing plate 31,32 moves under the pressing plate air cylinder driven in opposite directions, bag is clamped, at this moment, under the driving of slide block cylinder, the tool rest slide block moves along the tool rest slide bar, and the cutting knife on the tool rest slide block makes the pulvis chamber form opening the outstanding base excision of bag bottom.The equipped slitter edge folder that moves back and forth can be removed centralized collection with the slitter edge that cuts away above notching device.
As shown in Figure 8, open film device comprise before and after briquetting 33,36, the relative work of front and back briquetting 33,36 draws to be respectively equipped with and is fitted with sucker 34,35, sucker 34,35 is communicated with vacuum lines, front and back briquetting 33,36 is connected on separately the briquetting cylinder.When bag is transported to this station device place, front and back briquetting 33,36 move under the driving of separately briquetting cylinder in opposite directions, shift to bag, sucker 34,35 are expressed on the bag, under pull of vacuum, sucker 34,35 hold bag, then, the briquetting cylinder resets, briquetting 33 before and after driving, 36 distinguish side shifting forwards, backwards, sucker 34 again, 35 draw back the two membranes of bag respectively, make things convenient for the packing of postorder pulvis, simultaneously under the tension spring 19 of device for hanging bag is regulated, two cramp bars 11 in the device for hanging bag, 14 respectively to the centre certain angle that freely swings, and adapts to the needs of opening film voluntarily.
Shown in Fig. 9,10, dress powder device comprises out film device and screw powder filling device, is fitted with powder transition tube head 41 on the powder funnel 50 that falls of screw powder filling device 40, and the powder transition tube head 41 that falls connects on the lift cylinder; Screw powder filling device 40 by dress powder container 45, advance powder screw rod 46, powder storehouse 47, mixer 48, fall powder screw rod 49 and the powder funnel 50 that falls constitute, under the power that advances powder screw rod 46, mixer 48 and the powder screw rod 49 that falls drives, pulvis in the dress powder container 45 is through powder storehouse 47, and powder funnel 50 falls from falling; Open film device with the above-mentioned film device of opening, open the mould piece above open bag pawl 39,42 before and after establishing, front and back are opened bag pawl 39,42 and are connected on the lift cylinder and are connected to opening on bag cylinder separately.When bag is transported to this station device place, after sucker 38,44 is opened sack, open bag pawl 39,42 at lift cylinder with open and just insert in the sack under the driving of bag cylinder, sack is further opened, the powder transition tube head 41 that falls is inserted in the sack under the driving of its lift cylinder, implements the pulvis packing.
As shown in figure 11, heating mould 54,51 before and after closing device comprises is equipped with electrically heated rod 53,52 respectively in the front and back heating mould 54,51, and front and back heating mould 54,51 is connected on separately the mould cylinder.When bag was transported to this station device place, front and back heating mould 54,51 moved in opposite directions with the bag pressing under the driving of mould cylinder, by the electrically heated rod heated mold bag is implemented to add heatsealing.At the equipped cooling of side tuyere, behind the mould separating sack, to but air of sack weld blast-cold, accelerate the cooling of weld seam by the cooling tuyere.
As shown in figure 12, the bag moving-out device comprises the gas pawl 55 of hanging the pin place and the block 56 of mouthful pipe clamp bottom, and gas pawl 55 and block 56 are connected on separately the mobile cylinder.When bag is transported to this station device place,,, bag can be transplanted on the position of setting, on the postorder load-transfer device by mobile cylinder by 55 clampings of gas pawl.
As shown in figure 13, on the bag of bag, liquid-filling machine, finished bag, bag 59 forms two chambers---fluid chamber 60 and pulvis chamber 62 under the isolation of isolating rosin joint seam 61, and in the fluid chamber 60 can soup.
Working process:
Hang bag operation position 8,9, manually bag is suspended to synchronously with on 10 the device for hanging bag, under synchronously with 10 drive, bag is transplanted on each operation position successively, clean through otch pretreatment unit 1, outstanding base 64 by notching device 2 excision bags, opening is opened in pulvis chamber 62, by opening film device 3 two membranes of bag is drawn back, implement the pulvis packing by dress powder device 4 subsequently, by the opening heat seal welding of closing device 5, finished the pulvis packing, sealed then pulvis chamber 62.By bag moving-out device 6 bag is transplanted on the load-transfer device 7 at last, transports next procedure to.
Claims (4)
1, a kind of charging sealing machine of powder-liquid in two cavity flexible bag, it is characterized in that being provided with annular and transmit band, equipped engine installation and control setup synchronously, be with synchronously and be provided with cooresponding station manipulation device for hanging bag, distribution is provided with notching device along being with successively synchronously, open film device, adorn powder device and closing device, wherein:
Device for hanging bag comprises two relative cramp bars that are connected on the bearing pin of hanging the bag base, and the upper end of cramp bar is provided with and hangs pin, is provided with the tension spring between the lower end of two cramp bars, and the lower end correspondence of hanging the bag base is provided with a mouthful pipe clamp;
Pressing plate and cutting knife before and after notching device comprises, front and back pressing plate are connected on separately the pressing plate cylinder, and cutting knife is arranged on the tool rest slide block, and the tool rest slide block is assemblied on the tool rest slide bar, and the tool rest slide bar is fixed on the tool rest pedestal, and the tool rest slide block is connected on the slide block cylinder;
Open film device comprise before and after briquetting, be respectively equipped with on the opposite working of front and back briquetting and be fitted with sucker, sucker is communicated with vacuum line, the front and back briquetting is connected on separately the briquetting cylinder.
Dress powder device comprises out film device and screw powder filling device, is fitted with powder transition tube head on the powder funnel that falls of screw powder filling device, and the powder transition tube head that falls connects on the lift cylinder;
Heating mould before and after closing device comprises is equipped with heating rod in the heating mould of front and back, and the front and back heating mould is connected on separately the mould cylinder.
2, charging sealing machine of powder-liquid in two cavity flexible bag according to claim 1 is characterized in that adorning in the powder device, opens a bag pawl before and after the top of opening the mould piece is provided with, and front and back are opened bag pawl and are connected on the lift cylinder and are connected to opening on bag cylinder separately.
3, charging sealing machine of powder-liquid in two cavity flexible bag according to claim 1 and 2, it is characterized in that before notching device, being provided with the otch pretreatment unit, ion tuyere before and after the otch pretreatment unit comprises, front and back ion tuyere is connected on the lift cylinder, the top of ion tuyere is covered with the gas sampling cover, and the gas sampling cover is provided with suction opeing.
4, charging sealing machine of powder-liquid in two cavity flexible bag according to claim 3, it is characterized in that behind closing device, being provided with the bag moving-out device, the bag moving-out device comprises the gas pawl of hanging the pin place and the block of mouthful pipe clamp bottom, and gas pawl and block are connected on separately the mobile cylinder.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB2006100698521A CN100422047C (en) | 2006-08-15 | 2006-08-15 | Charging sealing machine of powder-liquid in two cavity flexible bag |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB2006100698521A CN100422047C (en) | 2006-08-15 | 2006-08-15 | Charging sealing machine of powder-liquid in two cavity flexible bag |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1911735A true CN1911735A (en) | 2007-02-14 |
| CN100422047C CN100422047C (en) | 2008-10-01 |
Family
ID=37720841
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2006100698521A Active CN100422047C (en) | 2006-08-15 | 2006-08-15 | Charging sealing machine of powder-liquid in two cavity flexible bag |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN100422047C (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101879951A (en) * | 2010-06-18 | 2010-11-10 | 山东新华医疗器械股份有限公司 | Powder and liquid double-chamber bag powder racking machine |
| CN101934870A (en) * | 2009-12-10 | 2011-01-05 | 哈尔滨联科自动化技术开发有限公司 | Double station flour packing machine and packing method thereof |
| CN102431171A (en) * | 2011-10-25 | 2012-05-02 | 深圳市金钒能源科技有限公司 | Electric carbon felt hot press |
| CN102464111A (en) * | 2010-11-15 | 2012-05-23 | 财团法人工业技术研究院 | Material packaging machine |
| CN102874421A (en) * | 2012-09-14 | 2013-01-16 | 山东新华医疗器械股份有限公司 | Fully-automatic bag making, filling and sealing machine filling non-polyvinyl chloride (PVC) membrane transfusion soft bag from shoulder |
| CN103448951A (en) * | 2013-06-28 | 2013-12-18 | 上海御流包装机械有限公司 | Bagging system and bagging method thereof |
| CN106005501A (en) * | 2015-03-27 | 2016-10-12 | 东洋自动机株式会社 | 2-Bagging packaging method and device |
| CN108688862A (en) * | 2018-07-03 | 2018-10-23 | 湖南科伦制药有限公司 | A kind of powder and liquid double-chamber bag powder packing powder chamber air charging system |
| CN109140981A (en) * | 2018-08-27 | 2019-01-04 | 湖南正中制药机械有限公司 | A kind of soft bag direct hanging type cold-hot wind continuous drying equipment |
| CN110254818A (en) * | 2019-06-20 | 2019-09-20 | 北京锐业制药有限公司 | One kind dispensing blanking auxiliary device for powder and liquid double-chamber bag sterile raw material |
| CN114313449A (en) * | 2020-09-29 | 2022-04-12 | 安徽山里仁智能装备有限公司 | Nut filling device and method thereof |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005008282A (en) * | 2003-04-25 | 2005-01-13 | Nippon Seiki Co Ltd | Feeder of powder |
| CN100491205C (en) * | 2005-08-25 | 2009-05-27 | 湖南千山制药机械股份有限公司 | Intermittent rotary non-PVC large infusion soft-bag solid drug filling machine |
| CN100415611C (en) * | 2005-08-26 | 2008-09-03 | 湖南千山制药机械股份有限公司 | Single-mouth pipe liquid-solid type two-chamber non-PVC film soft-bag large-infusion automatic production line |
| CN2936927Y (en) * | 2006-08-15 | 2007-08-22 | 山东新华医疗器械股份有限公司 | Powder filling sealing machine of powder liquid two-cavity soft bag |
-
2006
- 2006-08-15 CN CNB2006100698521A patent/CN100422047C/en active Active
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101934870A (en) * | 2009-12-10 | 2011-01-05 | 哈尔滨联科自动化技术开发有限公司 | Double station flour packing machine and packing method thereof |
| CN101934870B (en) * | 2009-12-10 | 2012-11-14 | 哈尔滨联科自动化技术开发有限公司 | Double station flour packing machine and packing method thereof |
| CN101879951A (en) * | 2010-06-18 | 2010-11-10 | 山东新华医疗器械股份有限公司 | Powder and liquid double-chamber bag powder racking machine |
| CN102464111A (en) * | 2010-11-15 | 2012-05-23 | 财团法人工业技术研究院 | Material packaging machine |
| CN102464111B (en) * | 2010-11-15 | 2013-08-07 | 财团法人工业技术研究院 | Material packaging machine |
| CN102431171A (en) * | 2011-10-25 | 2012-05-02 | 深圳市金钒能源科技有限公司 | Electric carbon felt hot press |
| CN102874421A (en) * | 2012-09-14 | 2013-01-16 | 山东新华医疗器械股份有限公司 | Fully-automatic bag making, filling and sealing machine filling non-polyvinyl chloride (PVC) membrane transfusion soft bag from shoulder |
| CN103448951A (en) * | 2013-06-28 | 2013-12-18 | 上海御流包装机械有限公司 | Bagging system and bagging method thereof |
| CN106005501A (en) * | 2015-03-27 | 2016-10-12 | 东洋自动机株式会社 | 2-Bagging packaging method and device |
| CN106005501B (en) * | 2015-03-27 | 2019-01-18 | 东洋自动机株式会社 | The pack packing method and device for connecting bag using two |
| CN108688862A (en) * | 2018-07-03 | 2018-10-23 | 湖南科伦制药有限公司 | A kind of powder and liquid double-chamber bag powder packing powder chamber air charging system |
| CN109140981A (en) * | 2018-08-27 | 2019-01-04 | 湖南正中制药机械有限公司 | A kind of soft bag direct hanging type cold-hot wind continuous drying equipment |
| CN109140981B (en) * | 2018-08-27 | 2024-03-26 | 湖南正中制药机械有限公司 | Soft bag direct-hanging type cold and hot air continuous drying equipment |
| CN110254818A (en) * | 2019-06-20 | 2019-09-20 | 北京锐业制药有限公司 | One kind dispensing blanking auxiliary device for powder and liquid double-chamber bag sterile raw material |
| CN110254818B (en) * | 2019-06-20 | 2021-09-14 | 北京锐业制药有限公司 | Be used for aseptic raw materials partial shipment unloading auxiliary device of two rooms bag of powder liquid |
| CN114313449A (en) * | 2020-09-29 | 2022-04-12 | 安徽山里仁智能装备有限公司 | Nut filling device and method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| CN100422047C (en) | 2008-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100422047C (en) | Charging sealing machine of powder-liquid in two cavity flexible bag | |
| CN100513154C (en) | Production equipment of polyolefin coextrusion film powder liquid bicavity transfusion soft bag | |
| CN102642630B (en) | Full-automatic bag making and filling and sealing machine of bag tail filling non-PVC membrane transfusion soft bag | |
| CN100491205C (en) | Intermittent rotary non-PVC large infusion soft-bag solid drug filling machine | |
| CN202717057U (en) | Vacuum package machine | |
| CN202712277U (en) | Sealing machine for cylindrical batteries | |
| CN200939712Y (en) | Complete set for producing molyolefine coextruded film powder/liquid dual-chamber soft transfusion bags | |
| CN109159956A (en) | A kind of full-automatic facial tissue packer | |
| CN2856921Y (en) | Explosive packer | |
| CN209209098U (en) | Three bandings vacuumize online packing machine for powder | |
| CN105058501A (en) | Plastic ampoule blanking slitting transfer all-in-one machine | |
| CN108274808B (en) | Pop can flattening equipment | |
| CN2936927Y (en) | Powder filling sealing machine of powder liquid two-cavity soft bag | |
| CN220098545U (en) | Filling aluminium foil capper | |
| CN213044500U (en) | Solid-state edible mushroom perforating and inoculating device | |
| CN2823112Y (en) | Intermittent rotating type solid medicine filling machine for soft non-PVC transfussion bag | |
| CN214524931U (en) | Full-automatic equipment for removing outer bag of material | |
| CN203652152U (en) | Automatic double-chamber vacuum thermal sealing packaging machine | |
| CN202557807U (en) | Full-automatic bag making and filling-sealing machine for bag tail filling of non polyvinyl chloride (PVC) film infusion soft bags | |
| CN204976843U (en) | Transfer all -in -one is cut to plastics ampoule blanking | |
| CN109229637A (en) | A kind of novel three joint bag automatic packaging machine | |
| CN111038754B (en) | Full-automatic medical instrument filling machine | |
| CN202828170U (en) | Cotton swab suction bagging mechanism | |
| CN207985269U (en) | A kind of bag-making organization for medical device package equipment | |
| CN210338469U (en) | Bagging machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |