CN1318668C - Air-bag-use non-coat base cloth and air-bag-use fiber - Google Patents
Air-bag-use non-coat base cloth and air-bag-use fiber Download PDFInfo
- Publication number
- CN1318668C CN1318668C CNB018024483A CN01802448A CN1318668C CN 1318668 C CN1318668 C CN 1318668C CN B018024483 A CNB018024483 A CN B018024483A CN 01802448 A CN01802448 A CN 01802448A CN 1318668 C CN1318668 C CN 1318668C
- Authority
- CN
- China
- Prior art keywords
- base cloth
- fiber
- monofilament
- long
- air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/02—Inflatable articles
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/44—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with specific cross-section or surface shape
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/253—Formation of filaments, threads, or the like with a non-circular cross section; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/44—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with specific cross-section or surface shape
- D03D15/46—Flat yarns, e.g. tapes or films
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/12—Vehicles
- D10B2505/124—Air bags
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2973—Particular cross section
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2973—Particular cross section
- Y10T428/2978—Surface characteristic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/298—Physical dimension
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3065—Including strand which is of specific structural definition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3065—Including strand which is of specific structural definition
- Y10T442/3089—Cross-sectional configuration of strand material is specified
- Y10T442/3114—Cross-sectional configuration of the strand material is other than circular
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Woven Fabrics (AREA)
- Air Bags (AREA)
Abstract
A base fabric for non-coated air bags, in which both the warp and the weft or either of them comprise synthetic fiber multifilaments of flattened cross-section monofilaments having a degree of flatness of from 1.5 to 8.0 and having a monofilament fineness of at moat 10 dtex and a total fineness of from 200 to 1000 dtex, and which satisfies all the following (1) to (3): (1) its cover factor falls between 1700 and 2200; (2) its air permeability under low pressure, PL, is at most 0.1 cc/cm2/sec; and (3) its air permeability under high pressure, PH, is at most 20 cc/cm2/sec, has high tenacity and low air permeability necessary for air bags and is compactly foldable to save the housing space for it.
Description
Technical field
The present invention relates to uncoated airbags with base cloth and air bag fiber.In more detail, relate to and both keep necessary high strength of air bag and low-permeable, the uncoated airbags that the high pressure that has good folding and unfolding again launches usefulness with base cloth with offer the air bag fiber of this air bag with base cloth.
Background technology
In recent years, air bag is indispensable as guaranteeing to take the device that the crew member's safety on vehicle uses, and the installation rate that air bag is installed on the vehicle improves day by day.
The project that requires to air bag has: the low gas gas permeability that can successfully launch during collision, and high strength in order to prevent that air bag self from damaging, breaking, and for the flexibility that prevents to abrade crew member face upon deployment etc.In addition, in recent years in folding property and folding and unfolding about raising airbag base fabric self, and the aspect that further reduces cost, also become the important project that requires gradually.
About the form of air bag, can be divided at the so-called coated base fabric of the base cloth surface applied resin after the system of knitting substantially and the no coated base fabric of the base cloth after directly system is knitted in use.In order to keep the above-mentioned low-permeable of air bag, in general, coated base fabric is comparatively favourable.
In the past,, disclosed some and made not only to have suitable high strength but also do not damage low-permeable about air bag, and the technology that is achieved of the air bag that folding property is good, the folding and unfolding volume is little.For example, the spy opens in the flat 1-41438 communique and to propose with intensity is more than the 8.5g/d, and monofilament fineness is the airbag base fabric of the strand formation that constitutes of the following fiber of 3 Denier, just can achieve the above object.Though do not mention the difference of coated base fabric and no coated base fabric in this communique, but come down to about intending the elastomeric so-called coated base fabric of coating neoprene and so on the surface of base cloth, be used to not have this technology under the situation of coated base fabric, though can satisfy the requirement of high strength and folding and unfolding really, can not fully satisfy the requirement of low-permeable.
In addition, open in the flat 4-201650 communique the spy, disclosed by using the polyamide multifilament, can obtain the technology of the good air bag of high strength and folding property with base cloth, this polyamide multifilament is to be made of several monofilament with section, this monofilament fineness is 1.0~12 Denier, and the monofilament degree of deformation is 1.5~7.0.But this technology just is being used for satisfying the require characteristic of air bag with base cloth under the situation of coated base fabric, yet under the situation of no coated base fabric, the gas permeability that gas permeability is especially made portion exists problem.
About the technology of no coated base fabric, there is the spy to open the method that flat 7-252740 communique is put down in writing.In this communique,, can obtain the good uncoated airbags base cloth of low-permeable, folding property and folding and unfolding by being the flat section silk more than 1.5 with flat ratio.But this technology under low pressure air permeability of (124Pa) is 3cc/cm
2More than/the sec, can not fully satisfy desired in recent years lower gas permeability.
In addition, for corresponding, inquired into the secondary problem of inflator with the Code of Federal Regulations FM VSS 208 of modification in 2000.Because this inflator is the two-stage expansion mode, so the output of the gas of second stage is bigger than the output of existing inflator.For this reason, under high pressure the gas permeability than present is lower in requirement, and will reduce to constitute the pinprick skew of making sewing line partly and base cloth (call in the following text and make portion's pinprick skew) of air bag.
From this point, for example, specially permit and disclosed in No. 2950954 communique that to use total fineness be the no coated base fabric of the silk of 300~400dtex, the portion of the making pinprick skew in this patent is enough little hardly.In addition, open the spy and to have disclosed a kind of like this airbag base fabric in the flat 8-2359 communique, the cover factor of the longitude and latitude of this base cloth is 900~1400, and the residual finish adhesion amount and the slip resistance of this base cloth have been stipulated, even in the open communique of this special permission, also can fully satisfy the requirement of making portion's pinprick skew hardly.
Summary of the invention
The present invention is that handle solves prior art problems as problem, and has realized the result of investigation.
That is to say, the object of the present invention is to provide a kind of uncoated airbags with base cloth and air bag fiber, this base cloth and fiber are with good high strength, low-permeable and the folding and unfolding used as air bag, and, launch with air bag also the low-permeable high pressure under, make the low-permeable of portion and make portion's pinprick and be offset and improve as high pressure.
For this reason, the invention provides a kind of uncoated airbags base cloth, the section of described base cloth is from having rounded ends and certain thickness section, have the recessed and rounded ends of side and certain thickness section is arranged substantially and mixing the section configuration and select, in the organizine of described base cloth and tram two sides or wherein used the synthetic fiber multifilament among the side, described synthetic fiber multifilament is meeting the following conditions 1)-5) in, also meet the following conditions 6)-8)
1) in the section configuration of monofilament, the flat ratio of representing with the ratio a/b of long a of maximum major axis and the long b of maximum minor axis is 1.5~8.0,
2) in the section configuration of monofilament, the surface planarity of the long axis direction of representing with the ratio c/b of the long b of maximum minor axis and the long c of minimum minor axis is more than 0.8,
3) the long b of described maximum minor axis is below the 15 μ m,
4) monofilament fineness is below the 10dtex,
5) total fineness is 200~1000dtex,
6) the cloth cover covering system is several 1700~2200,
7) the air permeability P under the low pressure
LBe 0.1cc/cm
2Below/the sec,
8) the air permeability P under the high pressure
HBe 20cc/cm
2Below/the sec.
In addition, with in the base cloth, the air permeability under the described high pressure after the elongation is 50cc/cm at uncoated airbags of the present invention
2Below/the sec.
With in the base cloth, the levelness index HI that the angle that the long axis direction of the monofilament of synthetic fiber multifilament and base cloth horizontal direction constitute is represented with cosine is more than 0.75 at uncoated airbags of the present invention.
In addition, at uncoated airbags of the present invention with in the base cloth, the organizine of extracting out from base cloth residual interweave must 10/below the m.
In addition, with in the base cloth, the oil residues of base cloth is divided into below the 0.1 weight % at uncoated airbags of the present invention.
In addition, with in the base cloth, the synthetic fiber multifilament is that polyamide more than 3.0 constitutes by the sulfuric acid relative viscosity at uncoated airbags of the present invention.
In addition, at uncoated airbags of the present invention with in the base cloth, the interweave number of synthetic fiber multifilament after tension is handled be 15/below the m.
Description of drawings
Fig. 1 is that expression constitutes the sketch of uncoated airbags of the present invention with the monofilament section configuration of the synthetic fiber multifilament of base cloth;
Fig. 2 is that the sketch of air bag of the present invention with the method for polyamide fiber made in expression;
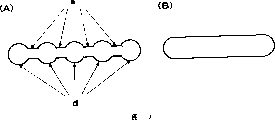
Fig. 3 has been expressed as to obtain the spue sketch of hole shape of spinning head that flat cross-section fiber uses.
The specific embodiment
Below, the present invention is elaborated.
Constitute uncoated airbags of the present invention and be necessary for 200~1000dtex, be preferably 200~700dtex with the total fineness of the synthetic fiber multifilament of base cloth.Under the situation of total fineness less than 200dtex, though the air bag that the synthetic fiber multifilament constitutes can meet the demands aspect the folding and unfolding with base cloth, insufficient strength, air bag has the danger of breaking during expansion and when launching back impact crew member, this is undesirable.On the contrary, when total fineness surpassed 1000dtex, air bag can obtain sufficiently high intensity, though can meet the demands aspect security, can not keep the good folding and unfolding of one of purpose of the present invention.
Here, air bag is different according to different its designs at car type of being carried and position, and the formation air bag also will suit to select with the total fineness of the synthetic fiber multifilament of base cloth.For example, under the situation of stock car, the air bag of driver's seat and used for assistant person is that the synthetic fiber multifilament of 300~500dtex constitutes by total fineness preferably.This total fineness scope, make air bag have the high strength that the high inflator of ability is exerted oneself, it is in order rapidly the crew member to be fettered when colliding that high inflator is exerted oneself, also make air bag with good folding and unfolding performance, but this is in the small space of driver's seat folding and unfolding at control wheel, but in the small space in codriver's seat folding and unfolding instrument board in front.
In addition, be located at driver's seat and codriver's seat side faces at both ends air bag, requirement has the high strength that the high inflator output of ability is set, it is can rapidly the crew member be fettered when impacting for side collision that the output of high inflator is set, and constitutes air bag and is preferably 450~700dtex with the total fineness of the synthetic fiber multifilament of base cloth.
In addition, inflation curtain base cloth is owing to requirement can be contained in the narrow space, so total fineness is preferably 200~500dtex.
Constitute uncoated airbags and use the monofilament fineness of the synthetic fiber multifilament of base cloth to be preferably below the 7dtex below 10dtex, 5dtex is with next better.Usually, use the thin more fiber of monofilament fineness, then resulting base cloth is good with regard to softness and folding property, has good folding and unfolding performance.And along with the covering property raising that attenuates of the fineness of monofilament, the result can suppress the gas permeability of base cloth.When monofilament fineness surpassed 10dtex, the folding property and the folding and unfolding of base cloth were poor, and are accompanied by the increase of gas permeability, can not give full play to its function as airbag base fabric, were unfavorable therefore.
The section configuration of monofilament, the flat ratio of representing with the ratio a/b of the long a of maximum major axis and the long b of maximum minor axis is necessary for 1.5~8.0, is preferably 2.0~6.0.Use has the synthetic fiber multifilament of the flat section configuration of this scope and knits the system base cloth, and the general pulling force that acts on the fabric integer when knitting system makes the major axis assortment of each monofilament on the horizontal direction of base cloth.As a result, the gap of the unit are of base cloth reduces, and compares with the situation of the circular cross section fiber that uses identical fineness, the gas permeability of base cloth can be suppressed lower.And under the situation of wanting to guarantee with the same gas permeability of circular cross section fiber, the requirement of flat fiber reduces.That is to say, use the flat cross-section fiber of this scope, can obtain to have concurrently low-permeable and the good air bag base cloth of folding and unfolding.If flat ratio is lower than 1.5, then the difference with general circular cross section fiber is little, can not give full play to the effect of using flat cross-section fiber.When flat ratio surpasses 8.0, not only effect is saturated as flat cross-section fiber, and be difficult to obtain air bag with fiber needed high strength fibre, specifically, be difficult to obtain the fiber with the above intensity of 6.5cN/dtex of good grade, but also making the remarkable variation of operation trafficability characteristic of knitting the system operation, this is unfavorable.
As mentioned above, uncoated airbags of the present invention is characterised in that with base cloth the monofilament that constitutes the synthetic fiber multifilament of base cloth has flat section configuration, and its major axis assortment is on the horizontal direction of base cloth.
In order to show this point quantitatively, the levelness index has been carried out defining (HI: horizontal index).Levelness index HI, the mean value of string (hi) is represented after the angle (θ) that constitutes with the major axis of the flat section of each monofilament that constitutes base cloth with the horizontal direction of base cloth.That is, available following formula calculates.
HI=(∑hi)/f
Hi=COSθ
θ: the angle that the major axis of flat section and the horizontal direction of base cloth constitute
F: the monofilament number of mensuration
It is comparatively desirable more than 0.75 that the present invention uses the levelness index HI of the base cloth of flat cross-section fiber, 0.85 it is below then better, more preferably more than 0.90. HI is located at this scope with the levelness index, have good folding property and folding and unfolding as mentioned above, but also can suppress the gas permeability of base cloth, can reach purpose of the present invention.
Uncoated airbags base cloth of the present invention, cover factor is necessary for 1700~2200, is preferably 1800~2100.
Here, so-called above-mentioned cover factor, the total fineness that means hypothesis organizine (yarn) are that D1 (dtex), Density are that (total fineness of root/2.54cm), tram (yarn) is that D2 (dtex), Density are that N2 is (during root/2.54cm), with (D1 * 0.9) to N1
1/2* N1+ (D
2* 0.9)
1/2The value that * N2 represents.
Cover factor was less than 1700 o'clock, and uncoated airbags reduces with the mechanical property of base cloth, especially air permeability (the P under the high pressure
H) increase.And, easily produce and make portion's pinprick shift phenomenon, can not keep the sufficient function of safety device, be unfavorable therefore.On the contrary, if cover factor surpasses 2200, i.e. Density height, therefore the folding and unfolding variation does not wish to occur this situation.Use amount because of fiber increases again, so be disadvantageous aspect cost.
Like this, the gas permeability of cover factor and base cloth, folding and unfolding performance are closely related, and in suitable scope, this is very important to uncoated airbags of the present invention with base cloth to this characteristic as mentioned above.
Uncoated airbags is with base cloth air permeability (P under low pressure
L) must be at 0.1cc/cm
2Below/the sec, be preferably in 0.08cc/cm
2Below/the sec.Air permeability (P under the high pressure
H) must be at 20cc/cm
2Below/the sec, be preferably in 15cc/cm
2Below/the sec.
P
LBe the air permeability of measuring with the method for JIS L109 6 (6.27.1A methods) regulation, P
HBe to use laminar flow tubular type air permeability to measure machine, flow to the air permeability that the air mass flow passed through when diameter is the circular portion of 10cm is represented with the air that is adjusted into 19.6KPa pressure.
P
LAnd P
HBe the direct representation air bag desired characteristic of base cloth, that is to say the value of the extensibility that is the direct representation air bag, P
LAnd P
HBe set in this scope, can bring into play its sufficient function, can reach purpose of the present invention as safety device.If P
LAnd P
HSurpass 0.1cc/cm respectively
2/ sec, 20cc/cm
2/ sec, air bag can not launch swimmingly during collision, does not play safety device, so do not wish to occur this situation.
In addition, under high pressure air permeability (P after the base cloth elongation
s) be preferably 50cc/cm
2Below/the sec.P
sBe set in this scope, behind the airbag deployment, can keep the gas intracapsular pressure when occupant enters air bag, can guarantee security.
P
sBe on the base cloth sample of vertical 20cm, horizontal 15cm, vertically with the draw speed of 200mm/min, apply the pulling force of 1764N after, the air permeability that the air mass flow of being passed through when using laminar flow tubular type air permeability to measure diameter that air that machine, usefulness be adjusted into 19.6Kpa pressure flows to centre portion wherein as the circular portion of 10cm is represented.
Organizine residual that constitutes base cloth interweave be preferably 10/below the m.Residual interweaving is set in this scope, is expected to obtain the effect of the portion of the making pinprick skew that suppresses base cloth.Residual interweave closely related with above-mentioned levelness index HI, with organizine residual interweave be set in 10/below the m, HI has the tendency of increase, therefore, in the result that can obtain to satisfy aspect the gas permeability of base cloth.
Constituting the organizine of base cloth and the residual oil content of tram is preferably below the 0.1 weight %.The oil residues branch is set in this scope, and the friction between the monofilament increases, can be with the gas permeability of base cloth itself, and the gas permeability of especially making portion suppresses lowlyer.
Below air bag of the present invention is illustrated with fiber.
The monofilament section configuration of air bag fiber of the present invention is and so-called elliptic jet, the different flat section shown in Figure 1 of rhombus section that the flat ratio of representing with the ratio a/b of the long a of maximum major axis and the long b of maximum minor axis is 1.5~8.0.This section configuration is with minor axis several round shapes that form a line as diameter.
About the section configuration of monofilament, the surface planarity of the long axis direction of representing with the ratio c/b of the long b of maximum minor axis and the long c of minimum minor axis must be preferably in more than 0.85 more than 0.8.Surface planarity is set in this scope, and the friction between the monofilament can increase, and uses the airbag base fabric of this fiber can guarantee air permeability and good.Use the airbag base fabric of surface planarity less than 0.8 fiber, the gas permeability that its gas permeability is especially made portion can not be inhibited, and is inappropriate as air bag fiber of the present invention.
The long b of maximum minor axis is necessary for below the 15 μ m, and monofilament fineness is necessary for below the 10dtex.Long b of maximum minor axis and monofilament fineness are set in this scope, are suitable for being used as in order to obtain the air bag fiber of uncoated airbags of the present invention with base cloth.
Though air bag of the present invention is not subjected to special qualification with the composition of fiber, be suitable for suitable high strength and the flexibility of air bag in order to reach with fiber, the sulfuric acid relative viscosity is preferably the polyamide more than 3.0.This composition can be homopolymers, also can be the material that contains the combined polymerization composition, in order to improve tone, atmospheric corrosion resistance, oxidative resistance etc., also can contain inorganic matter and medicaments such as atmospheric corrosion resistance agent, antioxidant such as titanium oxide, silica, calcium carbonate in the polymer.
Then, the manufacture method of air bag of the present invention with fiber is illustrated.
Air bag of the present invention can be made with common melt spinning method with fiber.Figure 2 shows that the example of air bag with the manufacture method of polyamide fiber.
From being located at the spun strand of spinneret assembly (0) (Y) on the melt spinning machine, pass through from the heating region of being located under the spinning head (1).Here, the length of heating region (1) is preferably 100~200mm, is set at the length of this scope, obtains easily fiber with proper strength and flat ratio as air bag of the present invention with fiber.Then, strand (Y) carries out cooling curing by the cooling air of 20~50m/min that cooling end (2) is supplied with, by spinning pipeline (3) afterwards, by oil supply portion (4) oil supply, is pulled by spinning traction roller (5), (6).
Then, group (7), (8) are rolled in filament length (Y) heating that is wound onto at a high speed rotation successively, (9) are gone up and stretched.In order to obtain more high-intensity fiber, preferably carry out the multistage stretching more than 2 grades.Then, strand is wound onto the pulling force adjustment and rolls delaying on (10) and relax to handle, give through restricted guidance device (12,12 ') and interlaced device (11) interweave after, batched by coiling machine (13).Delaying relaxes handles, and is being very important aspect the shrinkage character of the resulting fiber of decision, obtains suitable shrinkage factor in order to make the air bag fiber, generally will carry out 3~15% slow relaxation processing.In addition, for the fiber after the stretch processing being applied following the interweaving of 15/m, preferably to the compressed air of interlaced device for 0.05~0.4MPa.
Shown in Fig. 3 (A) be, for the spue shape in hole of the spinning head that obtains the flat cross-section fiber of the present invention.The hole that spues is set as the structure that connects two ends and inner circular hole part (d) with slot part (e).For the flat cross-section fiber of the surface planarity that obtains monofilament fineness according to the invention, flat ratio, long axis direction effectively, maximum minor axis length, the width that preferably number of circular hole (d) is more than 2, diameter is 0.15~0.25mm, slot (e) is 0.10~0.20mm, length 0.10~0.20mm.In addition, the hole shape that spues of Fig. 3 (B) has the tendency of the surface planarity variation of long axis direction, and the gas permeability of the airbag base fabric made from resulting fiber easily goes wrong.
The uncoated airbags of the present invention manufacture method of base cloth, promptly the weaving method of base cloth can be used water jet looms, Rapier looms, air-jet loom etc.In order to obtain uncoated airbags base cloth of the present invention, the residual oil content of base cloth is preferably below the 0.1 weight %, so consider that the most handy water jet looms is knitted system attached to the deciduous of the finish on the fiber.Organizine pulling force when in addition, knitting system is preferably 0.2~0.6cN/dtex.Pulling force condition with this scope is knitted system, and flat cross-section fiber is arranged in rows on the base cloth plane easily, promptly be expected to obtain levelness index HI improve, the gas permeability of base cloth can be suppressed lower effect.After knitting system, preferably carry out refining processing and (or) 160 ℃~190 ℃ heat-set treatment.
More than, form of the present invention various detailed descriptions have been carried out, use the base cloth of flat cross-section fiber of the present invention, being well suited for air bag uses, be particularly suitable for the uncoated airbags base cloth, that is, kept the low-permeable of base cloth itself and made the low-permeable of portion, and folding property and folding and unfolding are good, and this feature is to find by the distinctive effect of the base cloth that uses following flat cross-section fiber.
As mentioned above, (1) flat fiber base cloth of the present invention is when knitting system, because the major axis assortment of each monofilament section of formation fiber is on the horizontal direction of base cloth, so spreadability is good, can knit make have low-permeable, folding and unfolding is good, thin thickness and soft base cloth, (2) section of each monofilament of flat fiber of the present invention is the rectangle section,, several circles that with the minor axis are diameter is arranged in order the flat section that row obtain that is.The length of this minor axis is below the 15 μ m, and for example, promptly under the situation of 10 μ m, its fineness is equivalent to below 1 Denier (1.1dtex), the fiber in so-called microfiber field at the example of ideal range of the present invention.Flat fiber of the present invention can be regarded as the fiber that this microfiber is transversely arranged.As a result, it is good that discovery can obtain folding and unfolding, thin thickness and soft base cloth has common feature with the base cloth that is made of microfiber.Subsidiary, the air bag base cloth about being made into microfiber also disclosed in the past, but was the comparison difficulty with the throwing of tow direct spinning.In addition, utilize the macromolecule assortment body method that is made of the island to make then cost height, practical application is had any problem.
The present invention makes the base cloth that thinner fiber makes by monofilament and compares with existing, have that low-permeable, folding and unfolding are good, thin thickness and soft preeminent airbag base fabric characteristic, it is made with existing melt spinning method, direct spinning stretching method is that the basis also can easily be made, extremely practical.
Embodiment
Below enumerate embodiment and comparative example, more specifically be illustrated of the present invention.
In this case specification and the physical property measurement method described in the following embodiment as follows.
[fineness]
Measure according to JISL-1013.
[intensity, percentage elongation]
According to JISL-1013, measure with the condition that specimen length 25cm, draw speed 30cm/ divide.
[sulfuric acid relative viscosity]
Test portion 2.5 g are dissolved among 96% the concentrated sulfuric acid 25cc, under the uniform temperature of 25 ℃ of thermostats, measure with Ostwald viscometer.
[flat ratio]
To photographing with the monofilament section of 200 times of light microscope amplifications, the long a of maximum major axis of long axis direction and the long b of maximum minor axis of short-axis direction are measured, be calculated as follows out with each mean value of 10.
Flat ratio=a/b
[levelness index (HI)]
The same with the mensuration of flat ratio, to photographing with the monofilament section of 200 times of light microscope amplifications, the angle θ that the horizontal direction of the major axis of the flat cross-section fiber of mensuration and base cloth constitutes on photo calculates the cosine mean value shown in the following formula.Suppose to measure monofilament and count f=100.
HI=(∑hi)/f
hi=COSθ
θ: the angle that the major axis of the rectangle section of monofilament and the horizontal direction of base cloth constitute
F: the monofilament number of mensuration
[surface planarity]
To photographing with the monofilament section of 200 times of light microscope amplifications, measure the long b of maximum minor axis and the long c of minimum minor axis of short-axis direction, calculate according to following formula with each mean value of 10.
Surface planarity=c/b
[number that interweaves after residual interweave number, the stretch processing]
In order to measure the residual number that interweaves of base cloth, organizine is caught on a ground, with respect to the angle of 20 °-45 ° in organizine direction, reel off raw silk from cocoons from base cloth with the speed about 40~60 seconds/m.About reeling off raw silk from cocoons, be the above portion that the interweaves number of 1mm with the water seaoning measured length, be scaled the number that interweaves of every m with 10 mean values.The water logging groove is long 70cm, wide 15cm, dark 5cm, is used in the groove that is provided with dividing plate apart from 10cm place, length direction two ends, adorns pure water in groove, is filled to about dark 3cm.In order to get rid of the influence of impurity such as finish, each mensuration is all changed pure water and is measured.
The number that interweaves after the stretch processing is to apply the load that is equivalent to 2cN/dtex on the fiber of 1.0m in length, through removing load after 5 seconds, with water seaoning and above-mentioned the same mensuration.
[residual oil content]
With with measure the above-mentioned residual same method that interweaves, test portion measured according to JISL-1096 (6361A method) (alcohol benzene extraction), this test portion reels off raw silk from cocoons to organizine and tram and obtains.Its detailed assay method is, get the sample of about 5g, exactly it is measured, pack in the soxhlet's extractor lightly without cylindrical filter paper after, to pack into by alcohol, the benzene mixed liquor 120ml that solution was adjusted than 1: 2 in the flask, after 3 hours, the solution that stays in test portion portion is returned in the flask extract heating in the water-bath.Move in the measuring cup after flask contents is concentrated into 3ml, in water-soluble, make solvent evaporates, measure the absolute dry weight of this remainder.Test number (TN) carries out 2 times.
In addition, take resulting residue, measure the monomer of polyamide contained in this residue with gas chromatography and high-speed liquid chromatography instrument with JISL-1096 (3361A method).Oligomer amount (weight %).The quantitative standard items of usefulness adopt Tokyo to change into the polyamide fiber 66 ring-types 3 aggressiveness standard items of the adipic acid of special grade chemical and hexamethylene adipamide, our company's modulation.
With the mean value of 2 times that obtain as stated above measured values, calculate the oil content amount according to following formula.
Oil content=alcohol benzene extraction measured value-monomer oligomer measures definite value.
[base cloth TENSILE STRENGTH]
Measure according to JISL-1096 (61 21A method).
[base cloth drawing crack intensity]
Measure according to JISL-1096 (6152A-2 method).
[cover factor]
The total fineness of supposing organizine is that D1 (dtex), Density are that (total fineness of root/2.54cm), tram is that D2 (dtex), Density are that (root/2.54cm) is according to formula (D1 * 0.9) for N2 to N1
1/2* N1+ (D2 * 0.9)
1/2* N2 calculates.
[air permeability (the P under the low pressure
L)]
Measure according to JISL-1096 (6271A method).
Its detailed assay method is, to the base cloth sample of vertical 20cm, horizontal 15cm, makes the air that is adjusted into 124Pa pressure flow to diameter when being the circular portion of 10cm, the air mass flow (cc/cm that is passed through with laminar flow formula air permeability mensuration machine mensuration
2/ sec).
[air permeability (the P under the high pressure
H)]
To the base cloth sample of vertical 20cm, horizontal 15cm, make the air that is adjusted into 19.6Kpa pressure flow to diameter when being the circular portion of 10cm, the air mass flow (cc/cm that passes through with laminar flow tubular type air permeability mensuration machine mensuration
2/ sec).
[air permeability (the P after the elongation
s)]
Base cloth sample to vertical 20cm, horizontal 15cm, after applying the pulling force of 1764N with draw speed 200mm/min in the vertical, when making the air that is adjusted into 19.6KPa pressure flow to the circular portion of diameter 10cm, measure the air mass flow of passing through with laminar flow tubular type air permeability mensuration machine.
[making portion's air permeability]
If make surplus and be 2cm, with the sewing line of 1400dtex and with TV * 7#19 pin, the base cloth sample of 2 vertical 20cm, horizontal 20cm is carried out double-deck annular to be made, making spacing is 3mm, 2 the distance of making is 2mm, MH-380 Sewing machines with Juki Corporation's system is made, middle body at base cloth sample with the portion of making, when the diameter that makes the air that is adjusted into 19.6Kpa pressure flow to this middle body is the circular portion of 10cm, measure the air mass flow (cc/cm that is passed through with laminar flow tubular type air permeability mensuration machine
2/ sec).
[making portion's pinprick skew]
Take 2 vertical 7cm, the base cloth sample of horizontal 7cm, overlap between making laterally and vertically, if make surplus is 2.5cm, with reaching the standard grade, the sewing line that rolls off the production line and constitute by the 1400dtex/1 of nylon 6.6 fibers, with TV * 7#19 pin, and carrying out double-deck annular with the MH-380 Sewing machines of Juki Corporation's system makes, 1cm is reserved at the sample two ends of making that are sewn into like this, chuck with wide 5cm is clamped, and be fixed on the cupping machine, the gap length that produces between sewing line and base cloth when reading the pulling force that applies 1274N by measurement uses the mean value that 5 bigger places of gap are measured to represent the pinprick skew of the portion of making.
[base cloth thickness]
Knit the air bag of system 60 liter capacity, in the mode that constitutes 150mm * 150mm area respectively behind folding 4 wrinkle of left and right directions, and then respectively from folding 4 wrinkle of above-below direction.This folding air bag is applied the load of 4000g, measure the balloon thickness of this moment.
[embodiment 1~13]
Using the extruder type spinning machine, is that 3.7 nylon 66 bits carry out melt spinning under 295 ℃ temperature with 98% sulfuric acid relative viscosity under 25 ℃.
Spin strand from filament spinning component with spinning head, this spinning head has the hole shape that spues shown in the table 1, making strand is that 230 ℃ the zone of being heated to of 150mm is passed through from the length that is located at spinning head below, to the cold wind of cooling end for 30m/min, strand is carried out cooled and solidified, after rolling oil supply with oil supply, be wound on traction roller successively, feed silk roll, the 1st stretch roll, the 2nd stretch roll, the pulling force adjustment rolls on, carry out total multiplying power and be 2 grades of stretchings of 4.1 times, carry out 7% slow relaxation processing, batch with the speed of 3800m/min with coiling machine.In addition, after the slow processing that relaxes, to the compressed air of the set applicator confession 0.3MPa that interweaves, will interweave gives strand.The air bag that obtains with said method is shown in table 1 with the rerum natura of synthetic fiber multifilament.
Table 1
| Embodiment 1 | Embodiment 2 | Embodiment 3 | Embodiment 4 | Embodiment 5 | Embodiment 6 | Embodiment 7 | Embodiment 8 | ||
| The spinning head hole shape that spues | Circularhole diameter (mm) number (individual) slot width (mm) length (mm) | 0.20 5 0.10 0.10 | 0.20 3 0.10 0.10 | 0.15 5 0.10 0.20 | 0.20 5 0.10 0.10 | 0.15 5 0.10 0.10 | 0.20 5 0.10 0.10 | 0.20 5 0.10 0.10 | 0.20 5 0.10 0.10 |
| Fibrous physical property | Interweave after the maximum minor axis length of total fineness (dtex) fiber number (root) monofilament fineness (dtex) flat ratio (-) surface planarity (-) (μ m) intensity (cN/dtex) elongation (%) boiled water shrinkage factor (%) stretch processing number (individual/m) | 467 96 4.86 3.60 0.97 10 7.92 22.1 6.2 10 | 467 96 4.86 2.21 0.97 13 7.86 23.0 6.2 10 | 467 96 4.86 5.51 0.93 8 7.68 20.4 6.1 12 | 467 72 6.49 3.42 0.96 13 7.95 23.9 6.3 9 | 467 144 3.24 3.49 0.97 9 7.72 21.1 6.2 13 | 467 96 4.86 3.60 0.97 10 7.92 22.1 6.2 10 | 467 96 4.86 3.60 0.97 10 7.92 22.1 6.2 10 | 467 96 4.86 3.60 0.97 10 7.92 22.1 6.2 10 |
Table 1 (continuing)
| Embodiment 9 | Embodiment 10 | Embodiment 11 | Embodiment 12 | Embodiment 13 | Embodiment 14 | ||
| The spinning head hole shape that spues | Circularhole diameter (mm) number (individual) slot width (mm) length (mm) | 0.20 5 0.10 0.18 | 0.20 4 0.10 8.20 | 0.20 5 0.10 0.10 | 0.20 5 0.10 0.10 | 0.20 5 0.10 0.10 | 0.20 5 0.10 0.10 |
| Fibrous physical property | Interweave after the maximum minor axis length of total fineness (dtex) fiber number (root) monofilament fineness (dtex) flat ratio (-) surface planarity (-) (μ m) intensity (cN/dtex) elongation (%) boiled water shrinkage factor (%) stretch processing number (individual/m) | 467 96 4.86 3.58 0.96 10 7.67 20.5 6.2 14 | 467 96 4.86 3.54 0.92 10 7.88 23.4 6.3 10 | 467 96 4.86 3.51 0.96 10 7.68 24.6 9.0 10 | 350 72 4.86 3.58 0.94 10 7.96 23.5 6.2 10 | 700 144 4.86 3.39 0.95 11 8.08 23.4 6.1 8 | 467 96 4.86 3.60 0.97 10 7.92 22.1 6.2 10 |
Then, making resulting synthetic fiber multifilament under the tension force effect of 0.3cN/dtex, carry out warping with the speed of 200m/min, use the water jet looms (ZW303) of field, Tianjin coltfoal manufacturing, is that the speed of 800rpm is knitted system with the speed of gyration.Then, resulting weave cotton cloth in 80 ℃ of hot baths that contain sodium alkyl benzene sulfonate 0.5g/1 and soda ash 0.5g/1 soaked 3 minutes under 130 ℃ atmosphere dry 3 minutes and carry out refining processing then.At last, under 180 ℃ temperature, carry out 1 minute heat setting and obtain the air bag base cloth.
The uncoated airbags that obtains with said method the results are shown in table 2 with Density of base cloth (warp/tram enter radical) and evaluating characteristics.
Table 2
| Embodiment 1 | Embodiment 2 | Embodiment 3 | Embodiment 4 | Embodiment 5 | Embodiment 6 | Embodiment 7 | Embodiment 8 | ||
| The base cloth characteristic | Density, (vertically/laterally), (the cover factor of root/2.54cm), (-) air permeability, (cc/cm2/sec) low pressure, (124Pa) high pressure, (19.6KPa) after the elongation, (19.6KPa) make section, (19.6KPa) make section's pinprick skew, (mm) base cloth thickness, (mm) hot strength, (N/cm) drawing crack intensity, (N) the residual number that interweaves, (individual/m) levelness index, the residual oil content of (-) base cloth, (%) | 48/48 1967 0.02 11 23 21 1.2 0.27 620 197 4 0.95 0.02 | 48/48 1967 0.04 15 37 26 1.5 0.27 624 201 3 0.94 0.03 | 48/48 1967 0.02 8 21 19 1.1 0.27 618 167 4 0.96 0.03 | 48/48 1967 0.05 14 31 28 1.3 0.27 624 210 4 0.94 0.83 | 48/48 1967 0.02 9 19 15 1.1 0.26 626 187 5 0.92 0.04 | 45/45 1844 0.08 19 42 29 1.7 0.24 580 168 3 0.95 0.03 | 51/51 2090 0.01 6 15 11 1.1 0.29 6 39 211 4 0.95 0.04 | 53/53 2172 0.01 6 12 9 0.9 0.32 668 219 4 0.94 0.06 |
Table 2 (continuing)
| Embodiment 9 | Embodiment 10 | Embodiment 11 | Embodiment 12 | Embodiment 13 | Embodiment 14 concise nothings | ||
| The base cloth characteristic | Density, (vertically/laterally), (the cover factor of root/2.54cm), (-) air permeability, (cc/cm2/sec) low pressure, (124Pa) high pressure, (19.6KPa) after the elongation, (19.6KPa) make section, (19.6KPa) make section's pinprick skew, (mm) base cloth thickness, (mm) hot strength, (N/cm) drawing crack intensity, (N) the residual number that interweaves, (individual/m) levelness index, the residual oil content of (-) base cloth, (%) | 48/48 1967 0.02 11 34 30 1.7 0.27 613 217 6 0.93 0.08 | 48/48 1967 0.02 12 25 23 1.7 0.27 620 200 4 0.95 0.03 | 48/48 1967 0.04 14 17 15 0.9 0.27 611 187 4 0.95 0.04 | 48/48 1967 0.01 8 18 23 1.1 0.24 533 168 3 0.95 0.05 | 48/48 1967 0.02 10 26 20 1.4 0.36 772 288 4 0.94 0.05 | 45/45 184 0.03 12 29 27 1.5 0.27 621 211 5 0.94 0.10 |
[embodiment 14]
Except concise (flushing) operation that omission is weaved cotton cloth, with and the same method acquisition air bag fiber of embodiment 1, knit system, heat setting and make the uncoated airbags base cloth.Table 1 is depicted as spinning head shape, fibrous physical property, and table 2 is depicted as the base cloth characteristic.
[comparative example 1~5]
Obtain the air bag fiber with the spinning head with the hole shape that spues shown in the table 3, usefulness and embodiment 1 same method.Resulting air bag is shown in table 3 with the rerum natura of synthetic fiber.
Table 3
| Comparative example 1 | Comparative example 2 | Comparative example 3 | Comparative example 4 | Comparative example 5 | Comparative example 6 | Comparative example 7 | Comparative example 8 | ||
| The spinning head hole shape that spues | Circularhole diameter (mm) number (individual) slot width (mm) length (mm) | 0.30 1 - - | 0.20 5 0.10 0.10 | - - 0.28 1.40 | 0.30 3 0.10 0.20 | 0.30 2 0.10 0.80 | 0.20 5 0.10 0.10 | 0.20 5 0.10 0.10 | 0.20 5 0.10 0.10 |
| Fibrous physical property | Interweave after the maximum minor axis length of total fineness (dtex) fiber number (root) monofilament fineness (dtex) flat ratio (-) surface planarity (-) (μ m) intensity (cN/dtex) elongation (%) boiled water shrinkage factor (%) stretch processing number (individual/m) | 467 96 4.86 1.00 (circular cross section) (23) 8.03 24.3 6.2 10 | 467 96 4.86 3.61 0.97 10 7.92 22.1 6.2 10 | 467 96 4.86 3.33 (elliptic jet) (11) 8.02 22.2 6.1 10 | 467 96 4.85 3.41 0.71 10 7.91 23.2 6.2 10 | 467 96 4.86 3.46 0.74 10 7.89 21.2 6.2 10 | 467 96 4.86 3.61 0.97 10 7.92 22.1 6.2 10 | 467 96 4.86 3.56 0.97 10 7.81 22.0 6.2 20 | 467 96 4.86 3.60 0.97 10 7.92 22.1 6.2 10 |
Then, usefulness and the embodiment 1 same method system of knitting, concise, heat setting, thus produce the uncoated airbags base cloth.The characteristic of resulting base cloth is shown in table 4.
Table 4
| Comparative example 1 | Comparative example 2 | Comparative example 3 | Comparative example 4 | Comparative example 5 | Comparative example 6 | Comparative example 7 is no concise | Comparative example 8 no concise no heat settings | ||
| The base cloth characteristic | Density, (vertically/laterally), (the cover factor of root/2.54cm), (-) air permeability, (cc/cm2/sec) low pressure, (124Pz) high pressure, (19.6KPa) after the elongation, (19.6KPa) make section, (19.6KPa) make section's pinprick skew, (mm) base cloth thickness, (mm) hot strength, (N/cm) drawing crack intensity, (N) the residual number that interweaves, (individual/m) levelness index, the residual oil content of (-) base cloth, (%) | 48/48 1967 0.23 65 96 81 2.5 0.29 623 210 2 - 0.04 | 55/55 2255 0.03 11 24 20 1.9 0.37 745 250 1 0.94 0.06 | 48/48 1967 0.16 30 72 62 2.1 0.28 614 192 4 0.87 0.84 | 48/48 1967 0.02 12 55 33 1.9 0.27 623 193 4 0.96 0.04 | 48/48 1967 8.02 11 59 35 2.1 0.27 616 199 4 0.95 0.03 | 48/48 1967 0.15 32 47 33 2.3 0.28 612 192 9 0.72 0.05 | 48/48 1967 0.12 22 57 38 1.8 0.27 613 191 13 0.84 0.20 | 48/48 1967 0.06 16 53 35 1.9 0.27 612 189 3 0.93 0.15 |
[comparative example 6]
Except establishing the warp tension of knitting when system is that 0.1cN/dtex has carried out the warping, with and the same method manufacturing air bag of embodiment 1 with fiber and uncoated airbags base cloth.Spinning head shape, fibrous physical property are shown in table 3, and the base cloth characteristic is shown in table 4.
[comparative example 7,8]
Comparative example 7 has omitted concise operation, and comparative example 8 has omitted concise operation and heat setting operation, in addition all with obtaining the air bag fiber with embodiment 1 same method, knits system, produces the uncoated airbags base cloth.Spinning head shape, fibrous physical property are shown in table 3, and the base cloth characteristic is shown in table 4.
From the result of table 1~table 4 as can be known, uncoated airbags of the present invention is compared with existing base cloth with base cloth, have suitable high strength, and gas permeability, the portion's of making gas permeability under high pressure after gas permeability under low pressure, the gas permeability under the high pressure, the elongation are all good.In addition, the thin thickness of base cloth makes that folded property of institute and folding and unfolding are functional.Therefore, uncoated airbags of the present invention can satisfy air bag all characteristics with the base cloth requirement simultaneously with base cloth.
The possibility of utilizing on the industry
As mentioned above, uncoated airbags base cloth of the present invention with high strength, low-permeable, good characteristics such as folding and unfolding, is very suitable for launching as high pressure the air bag of usefulness. And, consisting of the synthetic fibers multifilament of base cloth for air bag of the present invention, can make as the basis take general melt spinning method, direct spinning stretching method, base cloth also available general loom is knitted system, and is very practical.
Claims (7)
1. uncoated airbags base cloth, the section of described base cloth is from having rounded ends and certain thickness section, have the recessed and rounded ends of side and certain thickness section is arranged substantially and mixing the section configuration and select, in the organizine of described base cloth and tram two sides or wherein used the synthetic fiber multifilament among the side, described synthetic fiber multifilament is meeting the following conditions 1)-5) in, also meet the following conditions 6)-8)
1) in the section configuration of monofilament, the flat ratio of representing with the ratio a/b of long a of maximum major axis and the long b of maximum minor axis is 1.5~8.0,
2) in the section configuration of monofilament, the surface planarity of the long axis direction of representing with the ratio c/b of the long b of maximum minor axis and the long c of minimum minor axis is more than 0.8,
3) the long b of described maximum minor axis is below the 15 μ m,
4) monofilament fineness is below the 10dtex,
5) total fineness is 200~1000dtex,
6) the cloth cover covering system is several 1700~2200,
7) the air permeability P under the low pressure
LBe 0.1cc/cm
2Below/the sec,
8) the air permeability P under the high pressure
HBe 20cc/cm
2Below/the sec.
2. uncoated airbags base cloth as claimed in claim 1 is characterized in that, the air permeability P under the described high pressure after the elongation
sBe 50cc/cm
2Below/the sec.
3. uncoated airbags base cloth as claimed in claim 1 or 2 is characterized in that, the levelness index HI that the long axis direction of the monofilament of described synthetic fiber multifilament and the angle that horizontal direction constituted of described base cloth are represented with cosine is more than 0.75.
4. uncoated airbags base cloth as claimed in claim 1 or 2 is characterized in that, the organizine that extracts from described base cloth residual interweave be 10/below the m.
5. uncoated airbags base cloth as claimed in claim 1 or 2 is characterized in that, the oil residues of described base cloth is divided into below the 0.1 weight %.
6. uncoated airbags base cloth as claimed in claim 1 or 2 is characterized in that, described synthetic fiber multifilament is to be that polyamide more than 3.0 is made by the sulfuric acid relative viscosity.
7. uncoated airbags base cloth as claimed in claim 1 or 2 is characterized in that, the number that interweaves after tension is handled of described synthetic fiber multifilament be 15/below the m.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP248028/00 | 2000-08-17 | ||
| JP2000248028 | 2000-08-17 | ||
| JP2001028886A JP4538967B2 (en) | 2000-08-17 | 2001-02-05 | Airbag fabric |
| JP28886/01 | 2001-02-05 | ||
| JP2001102354A JP2002293209A (en) | 2001-03-30 | 2001-03-30 | Fiber for airbag, method for manufacturing the same and base cloth for non-coated airbag |
| JP102354/01 | 2001-03-30 | ||
| PCT/JP2001/007064 WO2002014590A1 (en) | 2000-08-17 | 2001-08-16 | Air-bag-use non-coat base cloth and air-bag-use fiber |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1388842A CN1388842A (en) | 2003-01-01 |
| CN1318668C true CN1318668C (en) | 2007-05-30 |
Family
ID=27344374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB018024483A Expired - Lifetime CN1318668C (en) | 2000-08-17 | 2001-08-16 | Air-bag-use non-coat base cloth and air-bag-use fiber |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20030008582A1 (en) |
| EP (1) | EP1316633B1 (en) |
| KR (1) | KR100792177B1 (en) |
| CN (1) | CN1318668C (en) |
| CA (1) | CA2384790A1 (en) |
| DE (1) | DE60138761D1 (en) |
| TW (1) | TWI230213B (en) |
| WO (1) | WO2002014590A1 (en) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7413214B2 (en) * | 2002-01-08 | 2008-08-19 | Milliken & Company | Airbag made from low tenacity yarns |
| JP3855775B2 (en) * | 2002-01-16 | 2006-12-13 | 東レ株式会社 | Coat airbag base fabric |
| EP1357207B1 (en) * | 2002-04-24 | 2009-11-18 | Polyamide High Performance GmbH | High tenacity yarn with profiled filaments |
| JP2004052167A (en) * | 2002-07-22 | 2004-02-19 | Teijin Fibers Ltd | Bulky knit having sweat-absorbing property and drape |
| US20050176323A1 (en) * | 2002-07-24 | 2005-08-11 | Shuji Minato | Flat multifilament-yarn textile |
| JP3895227B2 (en) * | 2002-07-24 | 2007-03-22 | 帝人ファイバー株式会社 | Apparel-related products |
| WO2005095690A1 (en) * | 2004-03-31 | 2005-10-13 | Kb Seiren, Ltd. | Polyester woven fabric |
| CN101633349B (en) * | 2005-10-20 | 2012-03-21 | 财团法人工业技术研究院 | Quadrilateral cross-section fiber, fabric and manufacturing method thereof |
| DE102006017274A1 (en) * | 2006-04-12 | 2007-10-18 | Bst Safety Textiles Gmbh | tissue |
| WO2007148791A1 (en) * | 2006-06-23 | 2007-12-27 | Toray Industries, Inc. | Woven fabric for air bags, air bags and process for production of the woven fabric |
| CN101168881B (en) * | 2006-10-24 | 2011-06-15 | 东丽纤维研究所(中国)有限公司 | Non-coat fabric for safety gasbag and producing method thereof |
| CN101363154B (en) * | 2007-08-09 | 2011-05-18 | 东丽纤维研究所(中国)有限公司 | Fabric for air bag |
| CN101440529B (en) * | 2007-11-23 | 2011-05-11 | 新光合成纤维股份有限公司 | Method for producing square cross-section polyamide fibre and use thereof |
| EP3524718B1 (en) * | 2008-03-10 | 2023-07-12 | Toray Industries, Inc. | Raw yarn for air bag, and method for produce of the raw yarn |
| CN102220685B (en) * | 2010-04-14 | 2014-07-23 | 东丽纤维研究所(中国)有限公司 | Uncoated fabric for airbag and production method thereof |
| JP5093374B2 (en) * | 2011-03-10 | 2012-12-12 | 東洋紡株式会社 | Airbag |
| CN104271822B (en) * | 2012-05-11 | 2016-07-27 | 东洋纺株式会社 | A kind of without coating fabric for safety air bag |
| EP2689975B1 (en) * | 2012-07-25 | 2018-07-11 | Autoliv Development AB | A fabric for an air-bag |
| TWI613338B (en) * | 2012-08-02 | 2018-02-01 | 東麗股份有限公司 | Fabrics using a flat multi-lobar cross-section fiber and sewn product using the same |
| US10385482B2 (en) * | 2013-08-13 | 2019-08-20 | Asahi Kasei Kabushiki Kaisha | Woven fabric |
| US10633767B2 (en) * | 2015-04-22 | 2020-04-28 | Teijin Aramid B.V. | Cord comprising multifilament para-aramid yarn comprising non-round filaments |
| CN106149137A (en) * | 2016-08-26 | 2016-11-23 | 山东合信科技股份有限公司 | A kind of RING SPINNING high drawing elastic force weft yarn and production technology thereof |
| CN106149138A (en) * | 2016-08-26 | 2016-11-23 | 山东合信科技股份有限公司 | A kind of heat-resist RING SPINNING elastic force weft yarn and production technology thereof |
| CN106119999A (en) * | 2016-08-26 | 2016-11-16 | 山东合信科技股份有限公司 | A kind of PA66 undrawn yarn and production technology thereof propping up elastic force weft yarn yarn core for height |
| CN106120061A (en) * | 2016-08-26 | 2016-11-16 | 山东合信科技股份有限公司 | A kind of RING SPINNING high-tenacity elastic force weft yarn and production technology thereof |
| EP3530787B1 (en) * | 2016-10-21 | 2021-12-01 | Jiaxing Deyong Textiles Co., Ltd. | Loom, method for producing textile, and textile produced therewith |
| US11390241B2 (en) | 2017-09-28 | 2022-07-19 | Seiren Co., Ltd. | Non-coated airbag fabric and airbag |
| CN108977952A (en) * | 2018-08-01 | 2018-12-11 | 浙江竟成特种单丝有限公司 | A kind of six disjunctor flat filaments |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07252740A (en) * | 1994-03-10 | 1995-10-03 | Toray Ind Inc | Base fabric for air bag |
| JPH0811660A (en) * | 1994-06-29 | 1996-01-16 | Teijin Ltd | Fabrics for noncoated side air bag |
| JPH0860425A (en) * | 1994-08-23 | 1996-03-05 | Unitika Ltd | Fiber for air bag |
| JPH08199449A (en) * | 1995-01-12 | 1996-08-06 | Toray Ind Inc | Fabric base for non-coated air bag and air bag |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04262938A (en) * | 1991-02-19 | 1992-09-18 | Teijin Ltd | Air bag |
| CA2044378A1 (en) * | 1990-10-02 | 1992-04-03 | Mitsuo Matsumoto | Shock-absorbing air bag |
| JP2949842B2 (en) * | 1990-11-29 | 1999-09-20 | 東レ株式会社 | Airbag fabric |
| DE69419729T2 (en) * | 1993-10-13 | 1999-12-30 | Teijin Ltd., Osaka | FABRIC FOR HIGH-PERFORMANCE AIR BAG AND METHOD FOR THE PRODUCTION THEREOF |
| US5626961A (en) * | 1995-06-30 | 1997-05-06 | E. I. Du Pont De Nemours And Company | Polyester filaments and tows |
| US6037047A (en) * | 1997-02-26 | 2000-03-14 | E. I. Du Pont De Nemours And Company | Industrial fibers with diamond cross sections and products made therefrom |
| US6147017A (en) * | 1997-02-26 | 2000-11-14 | E. I. Du Pont De Nemours And Company | Industrial fibers with sinusoidal cross sections and products made therefrom |
| US6010789A (en) * | 1997-05-05 | 2000-01-04 | E. I. Du Pont De Nemours And Company | Polyester staple fiber |
| US6022817A (en) | 1997-06-06 | 2000-02-08 | E. I. Du Pont De Nemours And Company | Fabric for airbag |
-
2001
- 2001-08-08 TW TW90119353A patent/TWI230213B/en not_active IP Right Cessation
- 2001-08-16 CN CNB018024483A patent/CN1318668C/en not_active Expired - Lifetime
- 2001-08-16 CA CA 2384790 patent/CA2384790A1/en not_active Abandoned
- 2001-08-16 EP EP01956923A patent/EP1316633B1/en not_active Expired - Lifetime
- 2001-08-16 DE DE60138761T patent/DE60138761D1/en not_active Expired - Lifetime
- 2001-08-16 US US10/070,260 patent/US20030008582A1/en not_active Abandoned
- 2001-08-16 KR KR1020027004205A patent/KR100792177B1/en not_active IP Right Cessation
- 2001-08-16 WO PCT/JP2001/007064 patent/WO2002014590A1/en active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07252740A (en) * | 1994-03-10 | 1995-10-03 | Toray Ind Inc | Base fabric for air bag |
| JPH0811660A (en) * | 1994-06-29 | 1996-01-16 | Teijin Ltd | Fabrics for noncoated side air bag |
| JPH0860425A (en) * | 1994-08-23 | 1996-03-05 | Unitika Ltd | Fiber for air bag |
| JPH08199449A (en) * | 1995-01-12 | 1996-08-06 | Toray Ind Inc | Fabric base for non-coated air bag and air bag |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1388842A (en) | 2003-01-01 |
| WO2002014590A1 (en) | 2002-02-21 |
| DE60138761D1 (en) | 2009-07-02 |
| EP1316633B1 (en) | 2009-05-20 |
| KR100792177B1 (en) | 2008-01-07 |
| EP1316633A1 (en) | 2003-06-04 |
| CA2384790A1 (en) | 2002-02-21 |
| EP1316633A4 (en) | 2006-07-26 |
| US20030008582A1 (en) | 2003-01-09 |
| KR20020041450A (en) | 2002-06-01 |
| TWI230213B (en) | 2005-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1318668C (en) | Air-bag-use non-coat base cloth and air-bag-use fiber | |
| US10259421B2 (en) | Method of producing fabric for airbag | |
| EP3524718B1 (en) | Raw yarn for air bag, and method for produce of the raw yarn | |
| CN103597131B (en) | Synthetic fiber | |
| CN101479414B (en) | Woven fabric for air bags, air bags and process for production of the woven fabric for air bags | |
| CN100567619C (en) | Fabric for restraint device and manufacture method thereof | |
| CA2141768A1 (en) | High-strength ultra-fine fiber construction, method for producing the same and high-strength conjugate fiber | |
| WO2023037982A1 (en) | Airbag fabric and airbag | |
| JP4872174B2 (en) | Non-coated airbag fabric and airbag fabric | |
| EP3279378B1 (en) | Airbag-use woven fabric and airbag | |
| JP2007138356A (en) | Method for producing base cloth for airbag | |
| JP2010174390A (en) | Woven fabric for airbag, and method for producing the same | |
| JP5564780B2 (en) | Non-coated airbag fabric | |
| JP2011058132A (en) | Base cloth for air bag and method for producing the same | |
| JP4306391B2 (en) | Airbag base fabric and manufacturing method thereof | |
| JP3353540B2 (en) | Non-coated airbag fabric and airbag | |
| JP2009209497A (en) | Base fabric for air bag | |
| JPH06128836A (en) | Ground fabric for air bags and air bags | |
| JPH1178747A (en) | Foundation cloth for airbag and airbag | |
| JP4265522B2 (en) | Manufacturing method of airbag fabric and airbag fabric manufactured by the manufacturing method | |
| KR100575380B1 (en) | Polyamide fabrics for noncoated airbag | |
| JP2017137587A (en) | Artificial leather that is wide and has elongation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20070530 |