CN1293424C - Machine consisted of multiple units and manufacturing system of the same thereof - Google Patents
Machine consisted of multiple units and manufacturing system of the same thereof Download PDFInfo
- Publication number
- CN1293424C CN1293424C CNB011418877A CN01141887A CN1293424C CN 1293424 C CN1293424 C CN 1293424C CN B011418877 A CNB011418877 A CN B011418877A CN 01141887 A CN01141887 A CN 01141887A CN 1293424 C CN1293424 C CN 1293424C
- Authority
- CN
- China
- Prior art keywords
- unit
- camera
- mentioned
- value
- adjusted value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Landscapes
- Studio Devices (AREA)
- Exposure Control For Cameras (AREA)
- Cameras In General (AREA)
- Camera Bodies And Camera Details Or Accessories (AREA)
Abstract
Provided are a machine and a machine-manufacturing system with which adjustment can be completed in unit, reliability can be guaranteed in unit, and an adjustment process in a main line can be dispensed with. The machine is provided with a unit o the machine (for example, a mirror frame unit 50), and an electrically writable non-volatile memory (for example, a mirror frame unit EEPROM 66) which is arranged in the unit. In the non-volatile memory (the frame unit EEPROM 66), the adjustment value for adjusting the variations occurring in each unit, and the identification number for identifying each unit are stored.
Description
Technical field
The invention relates to the camera that a plurality of unit are constituted and the manufacturing system of this camera.
Background technology
For example open disclosed technology in the clear 63-256931 communique the spy, it is fuselage assembled state at camera, with the fc error using photoelectric collimator to measure to depart from by the part dimension error of picture frame, amasthenic lens focal position that alignment error causes, and, be stored in the nonvolatile memory that can electricly write of being installed camera body inside the adjusted value (fc adjusted value) that this error is revised.
The adjusted value that is stored in the nonvolatile memory must detect error by making portion of the mechanism action that need adjust, decides this value.But because nonvolatile memory is in a position existence of camera body, so problem is if not camera being carried out assembled state, just can not determining to be stored in the adjusted value in the nonvolatile memory.
The present invention is conceived to such problem, its purpose is to provide the manufacturing system of a kind of camera and this camera, can finish adjustment at the state of unit, on the unit manufacturing process, guarantee reliability, and need be in the adjustment operation in making the main flow operation to this unit.
In addition, another object of the present invention is to provide the manufacturing system of a kind of camera and this camera, data when adjusting by making are carried out data base system, early detection when unusual takes place in the unit failure that can use in each unit and each the unit manufacturing process, and can feed back to the preceding operation of making when in the machine finished product substandard product taking place.
The content of invention
In order to achieve the above object, the present invention takes following technical scheme:
A kind of camera that a plurality of unit are constituted is characterized in that:
In above-mentioned a plurality of unit, the nonvolatile memory that setting can electricly write, in this storer the promising adjusted value that the error that takes place in each unit is adjusted of storage, and be the identification serial number of each unit of identification.
The described camera that a plurality of unit are constituted is characterized in that:
Above-mentioned camera is a camera
The described camera that a plurality of unit are constituted is characterized in that:
Said units has the picture frame unit of phtographic lens in being;
Above-mentioned adjusted value is at the fc adjusted value of the zoom adjusted value of adjusting the zoom lens group action, the action of adjustment amasthenic lens group, reaches selected at least one value in the shutter adjusted value of adjusting shutter action.
The described camera that a plurality of unit are constituted is characterized in that:
Said units is to detect the automatic focus unit of subject distance;
Above-mentioned adjusted value is in order to revise the value of range error.
The described camera that a plurality of unit are constituted is characterized in that:
Said units has the case unit of power-supply battery in being;
Above-mentioned adjusted value is the value of checking for the voltage that carries out above-mentioned power-supply battery.
The described camera that a plurality of unit are constituted is characterized in that:
Said units has the case unit of flashlamp in being;
Above-mentioned adjusted value is for detecting the value of flashlight charging voltage.
The described camera that a plurality of unit are constituted is characterized in that:
Said units has the case unit of the sensor that detects subject brightness in being;
Above-mentioned adjusted value is for adjusting the value of the sensor output.
The described camera that a plurality of unit are constituted is characterized in that:
Above-mentioned camera by case unit, be installed in picture frame unit on this case unit, automatic focus unit, and strobe light unit constitute.
The described camera that a plurality of unit are constituted is characterized in that:
Above-mentioned identification serial number is included as the unit kind sequence number of specific this Elementary Function.
A kind of camera manufacturing system is used to make the camera that a plurality of unit are constituted, and its characteristic is to comprise:
Testing fixture is used for checking the characteristic of this unit to constituting at least one unit, a plurality of unit of camera; And
Control device is used for the inspection data that will be checked by above-mentioned testing fixture and corresponding unit identification serial number, is stored in the storer set in the said units.
Described camera manufacturing system is characterized in that:
Said units has the picture frame unit of phtographic lens in being;
Above-mentioned inspection data are at the fc adjusted value of the zoom adjusted value of adjusting the zoom lens group action, the action of adjustment amasthenic lens group, reach selected at least one value in the shutter adjusted value of adjusting shutter action.
Described camera manufacturing system is characterized in that:
Said units is to detect the automatic focus unit of subject distance;
Above-mentioned inspection data are in order to revise the value of range error.
Described camera manufacturing system is characterized in that:
Said units has the case unit of power-supply battery in being;
Above-mentioned inspection data are the values for the voltage detecting of carrying out above-mentioned power-supply battery.
Described camera manufacturing system is characterized in that:
Said units has the case unit of flashlamp in being;
Above-mentioned inspection data are for detecting the value of flashlight charging voltage.
Described camera manufacturing system is characterized in that:
Said units has the case unit of the sensor that detects subject brightness in being;
Above-mentioned inspection data are for adjusting the value of the sensor output.
Described camera manufacturing system is characterized in that:
Above-mentioned camera by case unit, be installed in picture frame unit on this case unit, automatic focus unit, and strobe light unit constitute.
Described camera manufacturing system is characterized in that:
Above-mentioned identification serial number is included as the unit kind sequence number of specific this Elementary Function.
A kind of camera manufacturing system, it is used to make the camera that a plurality of unit combination are constituted, and it is characterized in that comprising:
A plurality of adjustment testing fixtures are used for the unit that constitutes a camera part is adjusted or checked;
Server is used to manage the manufacturing process of camera;
Communication line is used for being connected between above-mentioned a plurality of adjustment testing fixtures and the above-mentioned server; And
Storage arrangement is connected on the above-mentioned server, to respectively adjusting the adjustment data of testing fixture output or check data from above-mentioned, stores in couples with the identification serial number of corresponding unit.
Described camera manufacturing system is characterized in that:
Said units has the picture frame unit of phtographic lens in being;
Above-mentioned adjusted value is at the fc adjusted value of the zoom adjusted value of adjusting the zoom lens group action, the action of adjustment amasthenic lens group, reaches selected at least one value in the shutter adjusted value of adjusting shutter action.
Described camera manufacturing system is characterized in that:
Said units is to detect the automatic focus unit of subject distance;
Above-mentioned adjusted value is in order to revise the value of range error.
Described camera manufacturing system is characterized in that:
Said units has the case unit of power-supply battery in being;
Above-mentioned adjusted value is the value for the voltage detecting of carrying out above-mentioned power-supply battery.
Described camera manufacturing system is characterized in that:
Said units has the case unit of flashlamp in being;
Above-mentioned adjusted value is for detecting the value of flashlight charging voltage.
Described camera manufacturing system is characterized in that:
Said units has the case unit of the sensor that detects subject brightness in being;
Above-mentioned adjusted value is for adjusting the value of the sensor output.
Described camera manufacturing system is characterized in that:
Above-mentioned camera by case unit, be installed in picture frame unit on this case unit, automatic focus unit, and strobe light unit constitute.
Described camera manufacturing system is characterized in that:
Above-mentioned identification serial number is included as the unit kind sequence number of specific this Elementary Function.
Described camera manufacturing system is characterized in that:
Above-mentioned communication line is a Internet wire.
A kind of camera, it is characterized in that: its inside has the nonvolatile memory that can electricly write, in above-mentioned nonvolatile memory, store adjusted value that the error that takes place at each camera is adjusted, and be the identification serial number of each camera of identification.
Described camera manufacturing system is characterized in that:
Above-mentioned adjusted value is a zoom adjusted value of adjusting the zoom lens group action.
Described camera manufacturing system is characterized in that:
Above-mentioned adjusted value is a fc adjusted value of adjusting the action of amasthenic lens group.
Described camera manufacturing system is characterized in that:
Above-mentioned adjusted value is a shutter adjusted value of adjusting shutter action.
Described camera manufacturing system is characterized in that:
Above-mentioned adjusted value is for revising the value of automatic focus unit range error.
Described camera manufacturing system is characterized in that:
Above-mentioned adjusted value is the value that is used for the power-supply battery voltage detecting.
Described camera manufacturing system is characterized in that:
Above-mentioned adjusted value is for detecting the value of flashlight charging voltage.
Described camera manufacturing system is characterized in that:
Above-mentioned adjusted value is for adjusting the value of the sensor output that detects subject brightness.
The machine of the 1st invention, comprise: the unit of machine and be arranged on the nonvolatile memory that can electricly write in the said units stores in above-mentioned nonvolatile memory the error that takes place in each unit is adjusted adjusted value, and is the identification serial number of each unit of identification.
The machine manufacturing system of the 2nd invention comprises: testing fixture is used for checking the characteristic of this unit to constituting at least one unit, a plurality of unit of machine; And control device, be used for the inspection data that will check by above-mentioned testing fixture and corresponding unit identification serial number, be stored in the storer that is provided with in the said units.
The machine manufacturing system of the 3rd invention comprises: a plurality of adjustment testing fixtures are used for the unit of machine is adjusted or checked; Server is used for the manufacturing process of handle machine; Communication line is used for being connected between above-mentioned a plurality of adjustment testing fixtures and the above-mentioned server; And memory storage, be connected on the above-mentioned server; In above-mentioned memory storage,, store in pairs with the identification serial number of corresponding unit to respectively adjusting the adjustment data of testing fixture output or check data from above-mentioned.
The present invention has following effect.
According to the manufacturing system of a kind of machine provided by the invention and this machine, can finish adjustment at the state of unit, and in unit manufacturing process, guarantee reliability, and need be in the adjustment operation in the main flow operation of making to this unit.
Manufacturing system according to a kind of machine provided by the invention and this machine, data when adjusting by making are carried out data base system, early detection when unusual takes place in the unit failure that can use in each unit and each the unit manufacturing process, and can feed back to the preceding operation of making when in the machine finished product substandard product taking place.
Brief description of drawings
The camera skeleton view that Fig. 1 one embodiment of the invention are used.
Fig. 2 represents the camera internal structure figure of present embodiment.
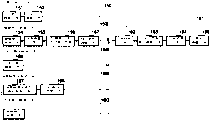
Process chart when Fig. 3 makes the camera of present embodiment.
Fig. 4 represents the hold concurrently pie graph of shutter of aperture.
Fig. 5 represents the figure of amasthenic lens driving mechanism.
Fig. 6 represents the details drawing of BC circuit 46 inside.
Fig. 7 describes the figure that zoom is adjusted machine in detail.
Fig. 8 represents the figure of zoom adjustment operation.
Fig. 9 adjusts the figure of machine for explanation fc.
Figure 10 adjusts the figure of machine for explanation fc.
Figure 11 represents that shutter adjusts the figure of machine during second.
Figure 12 represents that shutter adjusts the detail flowchart of operation during second.
The figure of opening waveform one example when Figure 13 represents that shutter made shutter action with 1/250 second during second.
Figure 14 represents that AF adjusts the figure of machine.
Figure 15 represents that AF adjusts the figure of process.
Figure 16 represents the figure of flashlight charging voltage adjuster.
Figure 17 represents the figure of flashlight charging voltage adjustment operation.
Figure 18 represents the figure of photometry adjustment machine in detail
The figure of Figure 19 for γ adjusted value and compensation adjustment value are described.
Figure 20 represents the figure of photometry adjustment operation in detail.
The control flow of the CPU79 of Figure 21 camera inside.
Figure 22 represents the figure of BC voltage adjustment machine in detail.
Figure 23 represents the figure of BC voltage adjustment process.
Figure 24 is the figure that the method for the part MTF that obtains picture core 1000 and 4 jiaos of 1001-1004 of picture is described.
The figure of the operation network system when Figure 25 is illustrated in the camera of making present embodiment.
Figure 26 represents the catalog data that should adjust.
Figure 27 represents the figure of AF data, zoom data, fc data, fast gated data in detail.
Figure 28 represents the figure of BC data, flashlamp data, photometric data in detail.
Be example with the camera below, embodiments of the present invention will be described in detail with reference to the accompanying drawings.Fig. 1 is to use the camera skeleton view of one embodiment of the invention.To understand in order being easy in the figure, to represent with the pellucidity of simulation adorning member outward.1 is the picture frame portion of interior dress phtographic lens.2 is the header board of fixed picture frame portion 1.Picture frame portion 1 and header board 2 connect with assembled state, lump together to constitute picture frame unit 3.
4 are mounted in the header board electric base of header board 2 fronts.This header board electric base 4 and the picture frame flexible printing substrate of drawing from picture frame portion 1 inside, and the fuselage flexible printing substrate of drawing from following fuselage be electrically connected (not drawing the figure).The 5th, the picture frame unit EEPROM (K-EEPROM) of set nonvolatile memory on header board electric base 4.
The 6th, when in unit manufacturing process, adjusting picture frame unit 3, lay the connector portion that is electrically connected with pin from the adjustment machine.The 7th, main body section.8 are mounted in AF (automatic focus) unit of the detection subject distance on fuselage 7 tops.The 9th, strobe light unit.The 10th, the flashlamp illuminating part that on strobe light unit 9, is provided with.The 11st, the main capacitor of savings flashlamp luminous energy.
The 12nd, the object lens of view finder.The 13rd, the window of photometry sensor.The 14th, the main substrate unit that is provided with on the top of main body section 7.The 15th, the CPU of the sequential control that on main substrate unit 14, is provided with.The 16th, the case unit EEPROM (H-EEEPROM) that on main substrate unit 14, is provided with as nonvolatile memory.
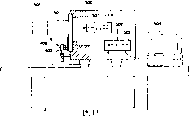
Fig. 2 is the inner figure that constitutes of expression present embodiment camera.This camera is that picture frame unit 50, case unit 70, AF unit 90, strobe light unit 40 etc. are constituted.Be included in the main substrate unit of putting down in writing among Fig. 1 14 in the above-mentioned case unit 70, its explanation will be carried out below.
The 50th, the picture frame unit.The 51st, the lens of a phtographic lens part.The 52nd, the zoom lens group of focal length for a change.The 53rd, for driving the zoom drive mechanism of zoom lens group 52.The 54th, the motor of driving zoom.The 55th, the driving circuit of zoom driving motor 54.The 56th, action produces the zoom pulse generation circuit of pulse according to zoom.
The 57th, the aperture shutter (sector shutter) of holding concurrently.The 58th, drive the hold concurrently fan sheet driving mechanism of internal fan sheet of shutter of aperture.The 59th, drive the solenoid of fanning sheet driving mechanism 58.The 60th, the solenoid-activated mechanism of driving solenoid 59.
The 61st, carry out the amasthenic lens group of focusing.The 62nd, the amasthenic lens driving mechanism of driving amasthenic lens group 61.The 63rd, the lens driving motor of driving amasthenic lens driving mechanism 62.The 64th, the lens driving motor driving circuit that lens driving motor 63 is driven.
The 65th, for the drive amount of monitoring amasthenic lens driving mechanism 62 produces the circuit of lens driving (LD) pulse.The 66th, the picture frame unit EEPROM (K-EEPROM) of 50 inside, picture frame unit.The 67th, when in unit manufacturing process, adjusting picture frame unit 50, the connecting portion that is electrically connected with pin is installed from the adjustment machine.The 68th, with the electric component of picture frame unit 50, and the connecting portion that is electrically connected of the electric component of case unit 70.
Above-mentioned picture frame unit 50, picture frame unit EEPROM66 and connector portion 68 are equivalent to picture frame unit 3, EEPROM5 and the connecting portion 6 of Fig. 1 record.
The 71st, be contained in the spool box of camera inside.The 72nd, spool portion during volume film 50.The film that 73 expressions are pulled out from the photography peristome of camera inside.The 74th, the film feed mechanism of the film that fixes the film down.The 75th, film is presented motor.The 76th, film is presented motor drive circuit.
The 77th, the switch of looking in the distance (TELE SW) that amasthenic lens group 52 is operated when the telescope end zoom.The 78th, the wide angle switch (WIDE SW) that zoom lens group 52 is operated when the wide-angle side zoom.The 79th, the CPU that carries out the camera sequential control.The 80th, the interface circuit of connection external control device 81 and CPU79.
The 82nd, the connecting portion that interface circuit 80 and external control device 81 are electrically connected.The 83rd, the photometry sensor that subject brightness is carried out photometry.The 84th, the photometry photocurrent from photometry sensor 83 output is carried out the log compression circuit of log-compressed.
The 85th, for setting the power switch (PWSW) of power source ON/OFF.The 86th, the 1RSW of the 1st section ON of shutter release button (connection).The 87th, the 2RSW of the 2nd section ON of shutter release button.The 88th, the case unit EEPROM (H-EEPROM) that on case unit 70, is provided with as nonvolatile memory.
This case unit EEPROM88 is equivalent to work as the EFPROM 16 that puts down in writing among Fig. 1.
The 45th, be housed in the power-supply battery of camera inside.The 46th, carry out BC (battery inspection) circuit that battery is checked.The 90th, the AF unit uses the distance measuring method of known infrared active formula herein.The 91st, be the infrarede emitting diode (IRED) of range finding.The 92nd, effectively be incident upon light projector mirror on the subject 95 for making the luminous energy that sends from IRED91.
The 93rd, semiconductor position sensor (PSD).The 94th, receive from the catoptrical sensitive lens of IRED of subject 95 outputs for efficient.The 96th, the driving circuit of driving IRED91 is that the AFIC to the treatment circuit of handling from the PSD93 output current is equipped with in inside.The 97th, the AF-EEPROM of set nonvolatile memory in the AF unit 90.The 99th, to the electric component of AF unit 90, and the electric component of case unit 70 between the connecting portion that is electrically connected.
The 40th, strobe light unit.The 41st, the flashlamp illuminating circuit.The 42nd, charging circuit for flashlamp.The 43rd, the flashlamp illuminating part.The 47th, to the electric component of strobe light unit 40, and the electric component of case unit 70 between the connector portion that is electrically connected.
Fig. 3 is the process chart when making the camera of present embodiment.The 150th, the manufacturing process of AF unit 90 adjusts operation 152 by AF unit installation procedure 151 and AF and constitutes.The 153rd, the manufacturing process of picture frame unit 150, by picture frame unit installation procedure 154, zoom adjust operation 155, fc adjust operation 156, and shutter adjust operation 157 during second and constitute.
The 158th, the manufacturing process of strobe light unit 40 is made of strobe light unit installation procedure 159.
The 166th, the manufacturing process of main (M) base board unit is by the operation 167 of electric component being installed on the main substrate unit and carrying out operation 168 formations that battery inspection (BC) voltage is adjusted.The 160th, the manufacturing process of other unit.
The 161st, each unit of manufacturing is made up, the camera main flow operation that manufacturing is finished, by the main flow installation procedure 162 that each unit is made up, flashlight charging voltage adjust operation 163, outward adorn installation procedure 164, and photometry adjust operation 165 and constitute.
Fig. 6 is the inside details drawing of the above-mentioned BC circuit 46 of expression.The 30th, by the switch transistor of the BCCNT signal wire control of CPU79 output.When the BCCNT signal wire was the L level, transistor 30 was ON, and BC circuit 46 begins action.
31, the 32nd, the output voltage V CC of power-supply battery is carried out the resistance of dividing potential drop.The 33rd, the reference voltage generating circuit of generation stable reference voltage.VCC changes according to the consumption state of power-supply battery 45, but the reference voltage that reference voltage generating circuit 33 is produced but keeps certain state.
The 34th, the reference voltage of being exported with reference voltage generating circuit 33 is a benchmark, the A/D circuit that the voltage of the intermediate point of resistance 31,32 is carried out A/D conversion (A-D analog-digital conversion).The output line-group BCDATA of this A/D circuit 34 exports to CPU79.
35 expression equivalent load circuit.When battery is checked, make this equivalence load circuit 35 be the ON state, become the state that flows through the specified loads electric current from power-supply battery 45.VCC voltage with no-load condition is judged, can not correctly judge the consumption state of power-supply battery 45.
Fig. 4 represents the hold concurrently pie graph of shutter of aperture.The 250th, the opening of the exposure usefulness that is provided with on the unillustrated shutter base plate among the figure.251, the 252nd, paired fan sheet.253, the 254th, establish the pin on shutter base plate.A pair of fan sheet 251,252 is bumped on the pin 253,254 fixing.Fan sheet 251,252 make that opening 250 covers close position (Fig. 4 (a)), and the open position of exposure (Fig. 4 (b) goes up free to rotate.
The 255th, the fan-shaped control lever free to rotate that on above-mentioned shutter, supports by axle.The pin 255b that establishes at the tip of one side's arm can be engaged in fan-shaped 251,252 the cam hole slidably.The pin 255a contact that establish at the tip of the opposing party's arm is on the end face of the plunger 259 of solenoid 59.
On above-mentioned fan-shaped control lever 255, the split ring that is to make the open direction of 251,252 pairs of openings 250 of fan sheet to energize, be suspended on and shutter base plate between.This plunger 259 is by attracting or opening operation, and fan-shaped control lever 255 rotates, and fan sheet 251,252 opens and closes.
Fig. 5 is the figure of the driving mechanism of expression amasthenic lens group 61.The 352nd, be the amasthenic lens frame of fixed-focus lens group 61.The 353rd, the focus frame gear that on an end of amasthenic lens frame 352, is provided with.The 346th, with the power drive mechanism of focus frame gear 363 interlocks.The 354th, the helicoid that on the outer part of amasthenic lens frame 352, forms.
The 63rd, as the lens driving motor of the drive source that drives amasthenic lens group 61.342 are arranged on the pinion wheel on lens driving motor 63 output shafts.343, the 344, the 345th, the gear of interlock successively on pinion wheel 342.Constitute Poewr transmission mechanism 346 (amasthenic lens that is equivalent to Fig. 2 drives driving mechanism 62) by above-mentioned pinion wheel 342, gear 343,344,345.The 347th, with gear 343 arranged coaxial, the rotation slit (ス リ Star ト) that is rotated with same rotational speed.The 348th, the optical chopper of monitoring rotation slit 347 rotation amounts.Above-mentioned rotation slit 347 and optical chopper 348 are combined, constitute LD pulse-generating circuit 65.
The output of LD pulse-generating circuit 65 is input to CPU79.The CPU49 input detects the extraction amount of amasthenic lens group 61 from the pulse signal of these LD pulse-generating circuit 65 outputs.
Fig. 7 is that the zoom that detailed description is adjusted the action control of the zoom lens group 52 of picture frame unit 50 is adjusted machine figure.The 400th, in order to carry out the adjustment platform of zoom adjustment.The 50th, on picture frame unit assembling procedure 154, finish the picture frame unit of assembling.The 401st, in order to assemble the department of assembly of picture frame unit 50.
The 402nd, when adjusting, exchange the pin that is connected that complete machine and picture frame unit 50 be electrically connected.403 web joints for fixedly connected pin 402.The 404th, be configured in the arm in the department of assembly 401, fixed connecting plate 403.403 pairs 404 of web joints are free to rotate.
The 405th, for programme controlled computing machine is carried out in the zoom adjustment.The 406th, the communication interface circuit between computing machine 405 and web joint 403.Between web joint 403 and the communication interface circuit 406 and between communication interface 406 and computing machine 405, be electrically connected by stube cable.The 4th, the header board electric base.The picture frame unit external connection terminals group 67 (connecting portion 6 that is equivalent to Fig. 1) who connects setting on pin 402 and the header board electric base 4 contacts.
The 407th, measure the laser displacement gauge of the optical axis direction displacement at camera lens tip.The 408th, in order to support the support platform of laser displacement gauge 407.
Fig. 8 is that expression focuses on the process flow diagram of adjusting operation 155 steps.At first as shown in Figure 7, picture frame unit 50 is placed on the zoom adjustment machine, carries out following processing.Be the control program of computing machine 405 below.
At first,, picture frame unit 50 is transmitted signal carry out the wide-angle setting by communication interface circuit 406 at step S1.Wide-angle set be with retraction the picture frame of the inside state be retracted to wide-angle position.Wide-angle position, is set so will carry out wide-angle with the umber of pulse (umber of pulse defaults) of design standards value because this state is before adjustment owing to part dimension error, the error of loading onto picture frame produce error.
Then on step S2, use laser displacement gauge, measure the position of the foremost camera lens of wide-angle state.On step S3 with the umber of pulse that the defaults setting of looking in the distance.The setting of looking in the distance is that picture frame is displaced to the position of looking in the distance.
Top lens location on state is looked in the distance in use laser displacement gauge measurement on the step S4.On step S5, carry out the computing of zoom adjusted value.At this camera lens measured value and design load in step S2, S3 measurement are compared computing, calculate the adjusted value (the wide-angle zoom adjusted value and the zoom adjusted value of looking in the distance) of each zoom pulse of the wide-angle position and the position of looking in the distance.This zoom adjusted value is the departure with the pulse that defaults.
On step S6, the zoom adjusted value is stored among the K-EEPROM66.(" sequence number " is abbreviated as N in the accompanying drawings with the sequence number of picture frame unit 50 on step S7
0), identification serial number such as unit kind sequence number is stored among the K-EEPEOM66.Above-mentioned picture frame unit sequence number is to be added in indivedual sequence numbers on each unit.Said units kind sequence number is in order to discern the sequence number that this unit is the picture frame unit.By this kind sequence number can discrete cell function.
On step S8, zoom adjusted date, zoom adjust factory, zoom adjust the machine sequence number, and zoom adjustment operator be stored among the K-EEPROM66.
Become the retraction action of short status in step S9 enterprising enforcement picture frame unit 50.In the hard disk 2009 of necessary data storage on server 2008 that will comprise adjusted value and identification serial number on the step 10 (with reference to Figure 25).Figure 26 (A) expression should be adjusted the complete list of data.
Fig. 9 is the figure that fc adjustment machine is described.With the member of Fig. 7 same sequence number owing to be the member of identical function, so its explanation is omitted.The 450th, for carrying out the picture frame install bin that fc adjusts.451 are arranged on the CCD face sensor of picture frame install bin 450 inside, are arranged on the film equivalent face.The 452nd, CCD face sensor 451 is driven, reaches the circuit that output signal is handled.
The 453rd, communication interface circuit, 454 for carrying out the computing machine that fc adjusts.The 455th, be the collimator of fc adjustment.The 456th, for carrying out the chart (チ ヤ one ト) that fc adjusts, have light
The situation of chart (record diagram) 456 is seen in the towering 456 ' expression of the anti-folder of factions from the picture frame end along optical axis direction.On central portion, has the anti-folder of light factions towering 4
The 457th, the light from chart 456 is transformed into the collimator lens of parallel rays.These collimator lens 457 are in order to see that chart 456 is in the lens of equivalent infinity.The 458th, send the light source that makes chart 456 irradiation regulation brightness.
Figure 10 is the process flow diagram that expression fc adjusts the step of operation 156.At first as shown in Figure 9, picture frame unit 50 is placed on the fc adjustment machine, carries out following processing.Be the control program of computing machine 454 below.At first on step S100, send signal, open shutter by 453 pairs of picture frame unit 50 of communication interface circuit.On step S101, send signal, drive zoom drive mechanism 53, make zoom lens group 52 be set in wide-angle position by 453 pairs of picture frame unit 50 of communication interface circuit.
On step S102, send signal, carry out the camera lens reset drives by 453 pairs of picture frame unit 50 of communication interface circuit.The camera lens reset drives is the driving mechanism 62 for the amasthenic lens group 61 that drives Fig. 5, makes the direction rotation of lens driving motor 63 to 61 retractions of amasthenic lens group, touches the action that unillustrated mechanical gear is put among the figure.
On step S103, extract amasthenic lens group 61 out, coincide up to the picture (figure of ruling shape) of focus with the chart 456 that on the CCD picture pick-up device, forms.
The contrast that detects the chart picture that forms then on the CCD picture pick-up device is the best place of the focus of maximum point.Measured value and design load to the extraction amount of the lens group 61 in this best place compare computing, with its difference as wide-angle fc adjusted value.
On step S104, above-mentioned wide-angle fc adjusted value is stored among the K-EEPROM66.
Judging whether focusing distance (zoom position) is the position of looking in the distance on the step 105, is to forward step S107 when looking in the distance the position to, forwards step S106 when not being to.On step S106, signal, drive zoom drive mechanism 53, make zoom lens group 52 be set in the position of looking in the distance by 453 pairs of picture frame unit of communication interface circuit 50.
When forwarding step S102 to from above-mentioned step S106, the adjusted value of being obtained by step S103 is the fc adjusted value of looking in the distance, and on step S104 the above-mentioned fc of looking in the distance adjusted value is stored among the K-EEPROM.Other aspects be set in wide-angle position on carried out identical.
On step S107, signal, close and open the door by 453 pairs of picture frame unit of communication interface circuit 50.Fc adjusted on 108 date, fc at next step and adjust that factory, fc adjust the machine sequence number, fc adjusts the operator and is stored among the K-EEPROM.
Later step S104-S111 is owing to identical with above-mentioned step S100-S102, so its explanation is omitted.
On step S112,, amasthenic lens group 61 is retracted to ∞ position (focal position farthest) according to the wide-angle fc adjusted value of obtaining by step S103.On next step S113, obtain the picture central part 1000 of the chart 456 shown in Figure 24 and the MTF of 4 jiaos of 1001-1004 parts of picture.MTF imports by the grating that sine wave changes Luminance Distribution representing with each frequency (representing resolution bar number with the spacing of sinusoidal grating) composition as subject, output picture when on detected camera lens, making this grating image by measuring, with the regulation contrast of subject, the contrast of output picture is compared bad at what degree.
Step, S114 was identical with above-mentioned step S106.Step S115 is identical with step S102.
On step S116,, amasthenic lens group 61 is retracted to the ∞ position according to the fc adjusted value of looking in the distance of trying to achieve by step S103.Step S117 is identical with step S113.On step S118, close shutter.On step S119, carry out the retraction action.
On next step S120, the mtf value of measuring (measured value of the position of looking in the distance and the measured value of wide-angle position be the measured value of totally 10 points) is compared with the qualified level of each MTF,, then forward step S122 to, otherwise forward step S121 to if more than qualified level.
On step S121, because MTF is sometimes qualified below horizontal, so this picture frame unit carries out expression underproof " NG demonstration " on the display of computing machine 454.
On step S122, the wide-angle fc adjusted value and the fc adjusted value of looking in the distance etc. adjusted data, MTF data, and other necessary datas, be stored in the hard disk 2009 on the server 2008 (with reference to Figure 25).
The following describes in the hard disk 2009 of MTF data storage on server 2008.
1, when with when the relevant description characteristic of camera completion status photography is checked as final response, occurs under the situation of unacceptable product, can chase after the north reason of analyzing the MTF characteristic of the picture frame unit of defective fuselage.Between the description characteristic of the MTF of picture frame characteristic and camera finished product, very strong correlation properties are arranged.Therefore the camera finished product occurring when defective, the MTF of picture frame unit is qualified, and level is wide, can change the operation of the MTF qualified water equality of picture frame unit again and improve feedback.
2, the variation of mean value (X) by long-term monitoring MTF data and standard deviation (a) etc., that can find to take place in employed parts and the manufacturing process is unusual etc.
3, by with each adjusted value as the database on server, by the Internet and communication line, can be from the data of the above-mentioned adjusted value of remote access etc.
Figure 11 is that the expression shutter is adjusted the figure of machine during second, with the member of Fig. 7 same sequence number be the member of identical function, so its explanation is omitted.The 500th, for carrying out the picture frame install bin that shutter was adjusted during second.501 are arranged on the optical sensor of picture frame install bin 500 inside, are arranged on the film equivalent face.The 502nd, the CCD that the output of optical sensor 501 is handled drives treatment circuit.The 503rd, communication interface circuit.The 504th, carry out the computing machine that shutter was adjusted during second.The 505th, give the evenly brightness case of illumination from the phtographic lens front.
Figure 12 represents that in detail shutter adjusts the process flow diagram of operation 157 during second.As shown in Figure 11, picture frame unit 50 is contained in shutter during second on the adjustment machine, carries out following processing.Be the control program of computing machine 504 below.
At first on step S150, pass through communication interface circuit 503, picture frame unit 50 is signaled, zoom lens group 52 is arranged on the wide-angle position.On step S151, signal, carried out the action of shutter with shutter during second in 1/250 second by 503 pairs of picture frame unit of communication interface circuit 50.Because this stage is before shutter is adjusted, can not obtain corresponding shutter during second correct solenoid energising time of 1/250 second, so make shutter action by the standard value of design.Shutter during second 1/250 second be that the high-speed shutter of this camera is during second.
On step S152, utilize optical sensor 501, CDD to drive treatment circuit 502, obtain shutter opening waveform.
Shutter adjusted value Δ SS is obtained in computing on next step S513.On the step 154, shutter adjusted value Δ SS is stored among the K-EEPROM66.On step S155, shutter adjusted date, shutter adjust factory, shutter adjust the machine sequence number, and shutter adjustment operator be stored among the K-EEPROM66.On step S156, carry out the retraction action.On step S157, will comprise in the hard disk 2009 of necessary data storage at server 2008 of shutter adjusted value.Figure 26 (A) expression should be adjusted catalog data.
One example of the opening waveform when Figure 13 is illustrated in shutter and made the action of shutter during second in 1/250 second.Transverse axis express time, the longitudinal axis are represented from the output current value of optical sensor 501.The measured value of 520 expression shutter opening waveforms.The design object value of 521 expression shutter opening waveforms.With this waveform peak time deviation of 520,521 as shutter adjusted value Δ SS.
Figure 14 is the figure that expression AF adjusts machine.The 8th, the AF unit.The 550th, the support sector of support AF unit 8.The 551st, the AF flexible printed board of drawing from AF unit 8.This AF flexible printed board 551 is the part substrates that are connected the main substrate 14 of Fig. 1.
The 552nd, when adjusting, adjustment machine and picture frame unit are electrically connected is connected pin.The 553rd, be the web joint of fixedly connected pin 552.The 554th, communication interface circuit.The 555th, for carrying out the computing machine that AF adjusts.556 are expressed as the chart that carries out the AF adjustment.This chart is grey colour chart, is arranged on the position of AF unit predetermined distance.
Figure 15 is the process flow diagram that expression AF adjusts operation 152 steps.As shown in figure 14, AF unit 8 is arranged on the AF adjustment machine, carries out following processing.Be the control program of computing machine 555 below.
At first on step S200, signal, find range by 554 pairs of AF unit of communication interface circuit 8.On next step S201, import ranging datas from the AT unit to computing machine 555 by interface circuit 554.Computing is for revising the AF adjusted value of AF unit 8 range errors on step S202.
The ranging data of obtaining on above-mentioned step S200 is owing to AF unit 8 employed parts errors etc. make each product different.Therefore for design standards value, the measured value deviation on the step S200 is obtained as the AF adjusted value as ranging data.On step S203, above-mentioned AF adjusted value is stored among the AF-EEPROM97.On step S204, AF adjusted date, AF adjust factory, AF adjust machine sequence number, AF adjust operator, AF unit sequence number, and unit kind sequence number be stored among the AF-EEPROM97.Said units kind sequence number is in order to discern the sequence number that this unit is the AF unit.
On step S205, will comprise in the hard disk 2009 of necessary data storage on server 2008 of adjusted value.Figure 26 (B) expression should be adjusted the complete list of data.
Figure 22 is the details drawing that expression BC voltage is adjusted machine.The purpose of carrying out this BC voltage adjustment is as follows.Promptly, as shown in Figure 6, this be because, in BC circuit 46, when because VCC is carried out the reference voltage error of resistance value error, reference voltage circuit 33 outputs of the resistance 31,32 of dividing potential drop, the mapping fault of A/D circuit (linear error, and biased error), when not carrying out the adjustment of BC voltage, can not carry out the cause of the voltage judgement of correct battery inspection.
The 14th, master (M) base board unit of installation electric component.The 600th, the fixing fixed station of M base board unit 14.The 601st, for M base board unit 14 being obtained the connection pin that is electrically connected.The 602nd, the web joint of fixedly connected pin 601.The lifting jack of web joint 602 by unillustrated hydraulic type among the figure can down position (602 state: make connect the state that pin connects to the M substrate) and lifting position 602 ' between carry out rise and fall.
The 603rd, communication interface circuit.The 604th, carry out the computing machine that charging voltage is adjusted.
Figure 23 is the process flow diagram that expression BC voltage is adjusted operation 168 steps.As shown in Figure 22, M base board unit 14 is arranged on the BC voltage adjustment machine, carries out following processing.Be the control program of computing machine 604 below.
On step S250, VCC is added VCC
BCVCC
BCIt is the battery latch voltage.In the battery scrutiny program, the consumption state of power-supply battery is worked as VCC at VCC in camera
BC. when above, judgement is the level that camera can move.As not enough VCC
BCThe time, the voltage that is judged as the camera akinesia is flat.On step S251, VCC is carried out the A/D conversion.On step S252, above-mentioned A/D transformed value is stored among the H-EEPROM88 as the BC voltage change.
On step S253, BC voltage adjusted date, BC voltage adjust factory, BC voltage adjust machine sequence number, AF adjust the operator, and M base board unit sequence number be stored among the H-EEPROM88.On step S254, will comprise in the hard disk 2009 of necessary data storage on server 2008 of adjusted value.
Figure 16 is the figure of expression flashlight charging voltage adjuster.Purpose and the adjustment of BC voltage of carrying out the charging voltage adjustment are same, owing to detect the error of the circuit devcie of charging voltage, are not having when adjustment, can not carry out correct charging voltage detection.To adjust be to make charging stop at cause on the correct upper voltage limit thereby do not have.
The camera of main flow assembling procedure 162 is carried out in 650 expressions.This state does not also carry out the outer dress of camera.The 651st, be the platform of fixing above-mentioned camera.The 9th, the flashlamp substrate.The 652nd, be connected pin with flashlamp substrate 9 is electrically connected.The 653rd, web joint can lifting by unillustrated hydraulic type lifting jack among the figure.The 653rd, down position (being electrically connected), 653 ' be lifting position (nothing is electrically connected).
The 654th, high-voltage power supply.In this adjustment machine from high-voltage power supply output flashlight charging stop voltage (voltage that stops to charge), be added on the flashlamp substrate 9.The 655th, communication interface circuit.The 656th, in order to carry out the computing machine that flashlight charging voltage is adjusted.The 657th, for being connected the connecting portion on the camera from the order wire that communication interface is drawn.
Figure 17 is the process flow diagram that expression flashlight charging voltage is adjusted operation 163.As shown in Figure 16, camera 650 is arranged on the flashlight charging voltage adjustment machine, carries out following processing.Be the control program of computing machine 656 below.
On step S300, the output voltage of high-voltage power supply 654 is added on the flashlamp substrate 9.Unillustrated charging voltage testing circuit detects the charging voltage that being used to of installing on the flashlamp foundation plate 9 store the main capacitor of flashlight charging energy in by figure on step S301, and this magnitude of voltage is carried out the A/D conversion.Main capacitor is by charging from above-mentioned high-voltage power supply 654 added high voltages.
On step S302, above-mentioned charging voltage A/D value is stored among the H-EEPROM88.On step S303, flashlight charging voltage adjusted date, flashlight charging voltage adjust factory, flashlight charging voltage adjust the machine sequence number, and flashlight charging voltage adjust the machine operation person and be stored among the H-EEPROM88.On step S304, will comprise in the hard disk 2009 of necessary data storage on server 2008 of adjusted value.Figure 26 (C) expression should be adjusted the complete list of data.
Figure 18 is the details drawing that machine is adjusted in the expression photometry.Camera behind the 700 expression process encapsulation assembling procedures 164.701 are expressed as the platform of fixing above-mentioned camera 700.702 expression communication interface circuits, 703 are expressed as the computing machine that carries out the photometry adjustment.The 704th, in order to be connected the connecting portion on the camera from the order wire of communication interface circuit 702.705 expressions give the evenly brightness case of illumination from the camera front.706 are illustrated in the light measuring window that is taken into the next light of subject on the photometry sensor 83.
Figure 20 is the detail flowchart that operation 165 is adjusted in the expression photometry.As shown in Figure 18, camera 700 is arranged on the photometry adjustment machine, carries out following processing.Be the control program of computing machine 703 below.
On step S350, signal by 702 pairs of brightness casees of communication interface circuit 705, brightness case 705 is set in the low-light level state.On the step 351, carry out photometry by 700 signallings of 702 pairs of cameras of communication interface circuit.On step S352, pass through communication interface circuit 702.From 700 pairs of computing machines of camera, 703 input photometric data L (photometric data in the low-light level).
On step S353, signal, brightness case 705 is set in the high brightness state by 702 pairs of brightness casees of communication interface 705.On step S354, signal, carry out photometry by 702 pairs of cameras of communication interface circuit 700.On step S355,, import photometric data H (photometric data on the high brightness) from 700 pairs of computing machines of camera 703 by communication interface circuit 702.
Computing photometry adjusted value on step S356.The photometry adjusted value is by γ adjusted value and two formations of compensation (OFFSET) adjusted value.
Figure 19 is the figure that describes by γ adjusted value and compensation (OFFSET) adjusted value.Transverse axis is represented the brightness of brightness case 705 in Figure 19, and the longitudinal axis is represented photometric data.The brighter display of brightness case 705, photometric data are big more.The standard feature of 710 expression designs.The 711st, the photometric data L of actual measurement, expression is by the photometry actual measurement characteristic of photometric data H decision.At this, the compensation adjustment value is the photometric data of low-light level in Figure 19.The γ adjusted value is the straight line degree of tilt of photometry actual measurement characteristic in addition.
Return Figure 20 again, on step S357, the photometry adjusted value is stored among the H-EEPROM88.On step S358, photometry adjusted date, photometry adjust factory, photometry adjust the machine sequence number, and photometry adjust the machine operation person and be stored among the H-EEPROM88.On step S359 with among unit kind sequence number, case unit sequence number, AF unit sequence number, the picture frame unit sequence number storage H-EEPROM88.
The sequence number of the AF unit 90 of these combinations, the sequence number of picture frame unit 50 are that the EEPROM of each unit of being stored with the EEPROM inside that is stored in each unit communicates the sequence number that reads.In addition, above-mentioned case unit sequence number is the sequence number that adds respectively on each unit.Said units kind sequence number is in order to discern the sequence number that this unit is a case unit.
On step S360, will comprise in the hard disk 2009 of necessary data storage on server 2008 of adjusted value.Figure 26 (C) expression should be adjusted the complete list of data.
Each unit sequence of storage combination number the reasons are as follows in H-EEPEOM88.
For example, in the middle of finished product is taken a sample to check etc., take place when bad, and market on camera when fault is arranged, need decompose repairing to camera.The result who decomposes might make the combination of case unit, picture frame unit, AF unit etc. become unclear.Storage sequence number on each unit for this reason, and in H-EEPEOM88 the sequence number of each unit of storage, read with machine by communication for this reason and confirm these sequence numbers, can assemble again with correct unit combination.Comprehensive above-mentioned sequence number just becomes the identification serial number of discerning each camera.
Figure 26 is the eeprom content complete list of each inside, unit of expression.Store adjustment date when respectively adjusting in EEPROM, adjust factory, adjust the machine sequence number, and adjust the machine operation person, this is in order to be easy to analyze the reason when producing bad the grade.
Figure 21 represents the control flow chart of the camera innernal CPU 79 of above-mentioned camera action.The state of step S500 monitoring PWSW85 is if ON then forwards S503 to, if OFF then forwards S501 to.On step S501, carry out the retraction action by zoom drive mechanism.On step S502, carry out the disconnected processing of power supply.The disconnected processing of power supply is to enter to make each circuit be in the standby condition of power down mode.On step S503, carry out the logical processing of power supply on the other hand.Each circuit becomes manner of execution from the stand-by mode of power down mode.
On step S550, carry out the battery inspection.The battery inspection is to read the BC voltage change from H-EEPROM88, if the A/D transformed value of VCC is then judged the in good condition of power-supply battery 45 than this adjusted value height, if the A/D transformed value is lower than this adjusted value, the state of then judging power-supply battery 45 is not good, stops program after this.
On step S504, zoom lens group 52 is set in wide-angle position by zoom drive mechanism.At this moment read the wide-angle zoom adjusted value that is stored among the K-EEPROM66, and obtain zoom drive umber of pulse, be set on the wide-angle position to wide-angle position from this adjusted value.The state of monitoring IRSW86 on step S505 is if ON then forwards step S551 to, if OFF then forwards step S506 to.
On step S551, carry out the battery inspection.Battery inspection herein is identical with the program of step S550.On step S506, carry out photometry.On step S507, read the photometry adjusted value, utilize the light value of trying to achieve on this adjusted value and the above-mentioned step S506, try to achieve the photometric data that is corrected from H-EEPROM88.
On step S508, find range.The fc adjusted value that on step S509, utilizes the ranging data obtained by above-mentioned step S508, reads from K-EEPROM66, and, obtain the camera lens extraction amount that is corrected of amasthenic lens group 61 from the AF adjusted value that AF-EEPROM97 reads.
As the fc adjusted value, store wide-angle fc adjusted value and two kinds of fc adjusted value of looking in the distance, but when the zoom position that is set by the cameraman is in the centre position of the wide-angle position and the position of looking in the distance, from two adjusted values, obtain fc adjusted value, control corresponding to the zoom position of setting by interpolation operation.
Computing exposes on step S510.From the correction ranging data obtained by S507 with the shutter adjusted value of K-EEPROM66 storage, obtain the shutter driving time of correction herein.The state of monitoring 2RSW87 on step S511 is if ON then forwards S513 to, if OFF then forwards S512 to.
The state of monitoring IRSW86 on step S512 is if ON then returns step S511, if OFF then forwards S524 to.On step S513,, extract amasthenic lens group 61 out by amasthenic lens driving mechanism 62.
On step S514, drive tripper (58,59,60), expose.Retraction (making the camera lens of extraction return primary position) in the enterprising line focusing lens group 61 of step S515.On step S516, roll up film.S517 carries out the charging of flashlamp in the step.The flashlight charging voltage change that utilizes H-EEPROM88 to read in detecting of stopping in charging voltage.
On the other hand, when the fooled IRSW86 of step S505 is the OFF state, forward step S520 to, the state of monitoring WIDE SW78 is if ON then forwards step S521 to, if OFF then forwards S522 to.On step S521, carry out zoom drive to wide-angle side.In the detection of wide-angle side, utilize the wide-angle zoom adjusted value of reading from K-EEPROM86 to carry out.
The state of monitoring TELE SW77 on step S522 is if ON then forwards step S523 to, if OFF then forwards S524 to.On step S523, carry out zoom drive to telescope end.In the detection of telescope end, utilize the zoom adjusted value of reading from K-EEPROM66 of looking in the distance to carry out.
The state of monitoring PWSW85 on the step 524 is if ON then returns S505, if OFF then returns step S501.
Operation network system when Figure 25 represents to make camera of the present invention.The 2001st, the AF in the A factory adjusts machine.2002-2004 represents that zoom adjustment machine, the fc in the B factory adjusts machine, shutter is adjusted machine during second.The BC voltage of 2005 expression C factories is adjusted machine.2006, the flashlight charging voltage in the 2007 expression D factories is adjusted machine and photometry adjustment machine.The server that all control of operation network system is carried out in 2008 expressions.
2009 expressions are connected the hard disk that the database on the server 2008 is used.Adjustment data on each operation on this hard disk 2009 and characteristic check data form database by each classification of the items.2010 are illustrated in formed database structure in the hard disk 2009.In database 2010.The 2011st, about the data acquisition of the machine A of camera of the present invention.The 2012nd, about the data acquisition of machine B.The 2013rd, about the data acquisition of machine C.
2014 expressions are about the AF associated data of machine A.The details of these data is shown in Figure 27 (A).Other 2015 expressions are about the zoom associated data of machine A.The details of these data is shown in Figure 27 (B).2016 expressions are about the fc associated data of machine A.The details of these data is shown in Figure 27 (C).2017 expressions are about the data of the shutter association of machine A.The details of these data is shown in Figure 27 (D).2018 expressions are about the flashlamp associated data of machine A.The details of these data is shown in Figure 28 (B).2019 expressions are about the data of the photometry association of machine A.The details of these data is shown in Figure 28 (C).2020 expressions are about the BC voltage associated data of machine A.The details of these data is shown in Figure 28 (A).
In the explanation of present embodiment, with the silver halide photography machine that can load film is that example is illustrated, but the present invention is not limited thereto, so long as the machine that is constituted by a plurality of unit to digital camera, video camera, fast photographing camera, the machine of taking the shot object image of microscope etc., music playback, personal computer, automobile etc. just can be suitable for.
The present invention has following effect.
According to the manufacturing system of a kind of machine provided by the invention and this machine, can be in the unit State is finished adjustment, and guarantees reliability in unit manufacturing process, and this unit is not needed Adjustment operation that will be in the main flow operation of making.
According to the manufacturing system of a kind of machine provided by the invention and this machine, by making adjustment The time data carry out data base system, unit failure and each unit that can use in each unit are made Early detection during abnormal in the operation, and when in the machine finished product substandard product taking place can to The front operation of making is fed back.
Claims (25)
1, a kind of camera that a plurality of unit are constituted is characterized in that:
In above-mentioned a plurality of unit, be provided with the nonvolatile memory that can electricly write, in this storer the promising adjusted value that the error that takes place in each unit is adjusted of storage, and be the identification serial number of each unit of identification.
2, the camera that a plurality of unit are constituted as claimed in claim 1 is characterized in that:
Said units has the picture frame unit of phtographic lens in being;
Above-mentioned adjusted value is at the fc adjusted value of the zoom adjusted value of adjusting the zoom lens group action, the action of adjustment amasthenic lens group, reaches selected at least one value in the shutter adjusted value of adjusting shutter action.
3, the camera that a plurality of unit are constituted as claimed in claim 1 is characterized in that:
Said units is to detect the automatic focus unit of subject distance;
Above-mentioned adjusted value is in order to revise the value of range error.
4, the camera that a plurality of unit are constituted as claimed in claim 1 is characterized in that:
Said units has the case unit of power-supply battery in being;
Above-mentioned adjusted value is the value of checking for the voltage that carries out above-mentioned power-supply battery.
5, the camera that a plurality of unit are constituted as claimed in claim 1 is characterized in that:
Said units has the case unit of flashlamp in being;
Above-mentioned adjusted value is for detecting the value of flashlight charging voltage.
6, the camera that a plurality of unit are constituted as claimed in claim 1 is characterized in that:
Said units has the case unit of the sensor that detects subject brightness in being;
Above-mentioned adjusted value is for adjusting the value of the sensor output.
7, the camera that a plurality of unit are constituted as claimed in claim 1 is characterized in that:
Above-mentioned camera by case unit, be installed in picture frame unit on this case unit, automatic focus unit, and strobe light unit constitute.
8, the camera that a plurality of unit are constituted as claimed in claim 1 is characterized in that:
Above-mentioned identification serial number is included as the unit kind sequence number of specific this Elementary Function.
9, a kind of camera manufacturing system is used to make the camera that a plurality of unit are constituted, and its characteristic is to comprise:
Testing fixture is used for checking the characteristic of this unit to constituting at least one unit, a plurality of unit of camera; And
Control device is used for the inspection data that will be checked by above-mentioned testing fixture and corresponding unit identification serial number, is stored in the storer set in the said units.
10, camera manufacturing system as claimed in claim 9 is characterized in that:
Said units has the picture frame unit of phtographic lens in being;
Above-mentioned inspection data are at the fc adjusted value of the zoom adjusted value of adjusting the zoom lens group action, the action of adjustment amasthenic lens group, reach selected at least one value in the shutter adjusted value of adjusting shutter action.
11, camera manufacturing system as claimed in claim 9 is characterized in that:
Said units is to detect the automatic focus unit of subject distance;
Above-mentioned inspection data are in order to revise the value of range error.
12, camera manufacturing system as claimed in claim 9 is characterized in that:
Said units has the case unit of power-supply battery in being;
Above-mentioned inspection data are the values for the voltage detecting of carrying out above-mentioned power-supply battery.
13, camera manufacturing system as claimed in claim 9 is characterized in that:
Said units has the case unit of flashlamp in being;
Above-mentioned inspection data are for detecting the value of flashlight charging voltage.
14, camera manufacturing system as claimed in claim 9 is characterized in that:
Said units has the case unit of the sensor that detects subject brightness in being;
Above-mentioned inspection data are for adjusting the value of the sensor output.
15, camera manufacturing system as claimed in claim 9 is characterized in that:
Above-mentioned camera by case unit, be installed in picture frame unit on this case unit, automatic focus unit, and strobe light unit constitute.
16, camera manufacturing system as claimed in claim 9 is characterized in that:
Above-mentioned identification serial number is included as the unit kind sequence number of specific this Elementary Function.
17, a kind of camera manufacturing system, it is used to make the camera that a plurality of unit combination are constituted, and it is characterized in that comprising:
A plurality of adjustment testing fixtures are used for the unit that constitutes a camera part is adjusted or checked;
Server is used to manage the manufacturing process of camera;
Communication line is used for being connected between above-mentioned a plurality of adjustment testing fixtures and the above-mentioned server; And
Storage arrangement is connected on the above-mentioned server, to respectively adjusting the adjustment data of testing fixture output or check data from above-mentioned, stores in pairs with the identification serial number of corresponding unit.
18, camera manufacturing system as claimed in claim 17 is characterized in that:
Said units has the picture frame unit of phtographic lens in being;
Above-mentioned adjusted value is at the fc adjusted value of the zoom adjusted value of adjusting the zoom lens group action, the action of adjustment amasthenic lens group, reaches selected at least one value in the shutter adjusted value of adjusting shutter action.
19, camera manufacturing system as claimed in claim 17 is characterized in that:
Said units is to detect the automatic focus unit of subject distance;
Above-mentioned adjusted value is in order to revise the value of range error.
20, camera manufacturing system as claimed in claim 17 is characterized in that:
Said units has the case unit of power-supply battery in being;
Above-mentioned adjusted value is the value that is used for the voltage detecting of above-mentioned power-supply battery.
21, camera manufacturing system as claimed in claim 17 is characterized in that:
Said units has the case unit of flashlamp in being;
Above-mentioned adjusted value is for detecting the value of flashlight charging voltage.
22, camera manufacturing system as claimed in claim 17 is characterized in that:
Said units has the case unit of the sensor that detects subject brightness in being;
Above-mentioned adjusted value is for adjusting the value of the sensor output.
23, camera manufacturing system as claimed in claim 17 is characterized in that:
Above-mentioned camera by case unit, be installed in picture frame unit on this case unit, automatic focus unit, and strobe light unit constitute.
24, camera manufacturing system as claimed in claim 17 is characterized in that:
Above-mentioned identification serial number is included as the unit kind sequence number of specific this Elementary Function.
25, camera manufacturing system as claimed in claim 17 is characterized in that:
Above-mentioned communication line is a Internet wire.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP282699/2000 | 2000-09-18 | ||
| JP2000282699A JP2002090847A (en) | 2000-09-18 | 2000-09-18 | Camera and camera manufacturing system |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200610162817A Division CN100594417C (en) | 2000-09-18 | 2001-09-18 | Camera constituted by assembling multi-element and manufacturing system for the camera |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1344967A CN1344967A (en) | 2002-04-17 |
| CN1293424C true CN1293424C (en) | 2007-01-03 |
Family
ID=18767167
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200610162817A Expired - Fee Related CN100594417C (en) | 2000-09-18 | 2001-09-18 | Camera constituted by assembling multi-element and manufacturing system for the camera |
| CNB011418877A Expired - Fee Related CN1293424C (en) | 2000-09-18 | 2001-09-18 | Machine consisted of multiple units and manufacturing system of the same thereof |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200610162817A Expired - Fee Related CN100594417C (en) | 2000-09-18 | 2001-09-18 | Camera constituted by assembling multi-element and manufacturing system for the camera |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2002090847A (en) |
| CN (2) | CN100594417C (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106556955B (en) * | 2015-09-28 | 2019-11-22 | 南京联台众芯半导体有限公司 | Solve the optical image stabilising arrangement and lens adjusting method of assembly error |
| CN106556956A (en) * | 2015-09-28 | 2017-04-05 | 亚德半导体股份有限公司 | Optical image stabilising arrangement |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07245728A (en) * | 1994-03-04 | 1995-09-19 | Fuji Photo Film Co Ltd | Method and device for adjusting video camera |
| JPH07294976A (en) * | 1994-04-27 | 1995-11-10 | Nikon Corp | Photographing device provided with camera shake correcting function |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08331609A (en) * | 1995-05-30 | 1996-12-13 | Toshiba Corp | Electronic equipment and electronic equipment manufacturing device |
| JP3668799B2 (en) * | 1996-06-27 | 2005-07-06 | アークレイ株式会社 | Sample testing system |
| JP3388126B2 (en) * | 1997-01-16 | 2003-03-17 | 松下電器産業株式会社 | Inspection method in apparatus having optical system and imaging means |
| JPH1123933A (en) * | 1997-06-27 | 1999-01-29 | Matsushita Electric Ind Co Ltd | Lens adjusting device |
| JP2000066340A (en) * | 1998-06-09 | 2000-03-03 | Fuji Photo Film Co Ltd | Method for controlling production of photographic film cartridge |
| JP2000214368A (en) * | 1999-01-26 | 2000-08-04 | Canon Inc | Method and device for adjusting optical axis of lens system |
-
2000
- 2000-09-18 JP JP2000282699A patent/JP2002090847A/en active Pending
-
2001
- 2001-09-18 CN CN200610162817A patent/CN100594417C/en not_active Expired - Fee Related
- 2001-09-18 CN CNB011418877A patent/CN1293424C/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07245728A (en) * | 1994-03-04 | 1995-09-19 | Fuji Photo Film Co Ltd | Method and device for adjusting video camera |
| JPH07294976A (en) * | 1994-04-27 | 1995-11-10 | Nikon Corp | Photographing device provided with camera shake correcting function |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1344967A (en) | 2002-04-17 |
| JP2002090847A (en) | 2002-03-27 |
| CN100594417C (en) | 2010-03-17 |
| CN1955831A (en) | 2007-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1191489C (en) | Photoelectric device and electronic device | |
| CN2622674Y (en) | Motion transducer | |
| CN1306303C (en) | Camera, camera system and lens apparatus | |
| CN1906520A (en) | Microscope and sample observation method | |
| CN1942758A (en) | Defect inspection device and substrate production system using the same | |
| CN1295538C (en) | Zoom lens, and video camera and digital still camera using the zoom lens | |
| CN1317580C (en) | Zoom lens system | |
| CN1667484A (en) | Anti-shake apparatus | |
| CN1831519A (en) | Brightness measuring apparatus and measuring method thereof | |
| CN1621775A (en) | Systems and methods for rapidly automatically focusing a machine vision inspection system | |
| CN1766689A (en) | Image capturing apparatus | |
| CN1645181A (en) | Camera and focus detection device | |
| CN1448691A (en) | Image measuring device, lighting system for the same, lighting system control method and program | |
| CN1166972C (en) | Inverted microscope | |
| CN1655044A (en) | Camera | |
| CN1180308C (en) | Range-finding apparatus and method and camera using the same thereof | |
| CN1885145A (en) | Camera having focusing device | |
| CN1607450A (en) | Camera and its accessories, and camera system | |
| CN1645233A (en) | Changeable-lens camera and camera system | |
| CN1293424C (en) | Machine consisted of multiple units and manufacturing system of the same thereof | |
| CN1865951A (en) | Inspection method and device of mounting substrate and of data generation | |
| CN1808183A (en) | Article having liquid-repellent layer, transparent member, optical lens, and method for producing same | |
| CN1289961C (en) | Distance measuring apparatus, adjusting device and adjusting method used for said distance measuring apparatus | |
| CN1445657A (en) | Control system, recording device and electronic equipment | |
| CN1205507C (en) | Range finding device and adjusting device therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20070103 Termination date: 20160918 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |