CN115975304A - Styrene alloy material and preparation method and application thereof - Google Patents
Styrene alloy material and preparation method and application thereof Download PDFInfo
- Publication number
- CN115975304A CN115975304A CN202211500493.6A CN202211500493A CN115975304A CN 115975304 A CN115975304 A CN 115975304A CN 202211500493 A CN202211500493 A CN 202211500493A CN 115975304 A CN115975304 A CN 115975304A
- Authority
- CN
- China
- Prior art keywords
- styrene
- alloy material
- material according
- styrene alloy
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Compositions Of Macromolecular Compounds (AREA)
Abstract
The invention discloses a styrene alloy material and a preparation method and application thereof, wherein the styrene alloy material comprises the following components in parts by weight: 40-80 parts of polystyrene resin; 5-20 parts of polypropylene resin; 2-8 parts of a compatilizer; 5-17 parts of a toughening agent; 3-10 parts of inorganic filler; 1-5 parts of a surface modifier; 0.2-1 part of an auxiliary agent; the surface modifier is organosilicon. The styrene alloy material provided by the invention has the characteristics of high rigidity and low surface free energy, and can be applied to industries such as medical materials, low surface energy materials, cosmetic packaging, water treatment and the like.
Description
Technical Field
The invention relates to the technical field of general plastics, in particular to a styrene alloy material and a preparation method and application thereof.
Background
The High Impact Polystyrene (HIPS) resin is a polystyrene product with excellent impact resistance produced by adding 2-15% of butylbenzene or butadiene rubber particles into Polystyrene (PS) resin. Compared with PS resin, HIPS resin has higher toughness, simultaneously keeps the characteristic of easy molding and processing of PS resin, can be subjected to molding methods such as injection molding, extrusion molding, vacuum forming and the like, and is widely applied to the fields of household appliances, instruments, electric products, furniture, household appliances, telecommunications, electronics, computers, disposable articles, medicines, packaging and the like. HIPS resins have comparable shrinkage to ABS resins and good dimensional stability, and have a relatively low price, with a tendency to gradually replace ABS in many industries and fields. However, the rigidity of the conventional HIPS resin is much lower than that of the ABS resin. The existing research shows that the impact strength equivalent to that of ABS resin can be achieved by preparing the alloy and adding the toughening agent to toughen the alloy, but the rigidity, particularly the tensile strength of the alloy material is far from the same as that of the ABS resin, and particularly in some fields of rapid forming, the product is deformed due to the poor rigidity, so that the application of the alloy material is limited.
In addition, studies have found that HIPS resins have a higher surface free energy than ABS resins, styrene-acrylonitrile copolymers (SAN), polymethyl methacrylate (PMMA), and Polycarbonate (PC) resins, and the surface can be easily wetted with an aqueous solution, thus limiting their application in the fields of medical materials, low surface energy materials, cosmetic packaging, and water treatment.
Therefore, it is an urgent need to solve the problem of providing a polystyrene material with high rigidity and low surface free energy to overcome the disadvantages of low rigidity and high surface free energy of polystyrene resin materials.
Disclosure of Invention
In order to overcome the defects of the prior art, the invention provides a styrene alloy material and a preparation method and application thereof. The invention greatly improves the rigidity and the hydrophobic property of the styrene alloy material, and has important significance in the industries of medical treatment, packaging, water treatment and the like.
The method is realized by the following technical scheme:
the styrene alloy material comprises the following components in parts by weight:

further, the polystyrene resin is selected from general-purpose polystyrene, high impact polystyrene or a mixture of the general-purpose polystyrene and the high impact polystyrene, the melt flow rate of the polystyrene resin under the conditions of a test temperature of 200 ℃ and a load of 5kg is 4-10g/10min, and the test standard is GB/T3682-2000.
Further, the polypropylene resin is copolymerized polypropylene, the melt flow rate of the polypropylene resin under the conditions that the test temperature is 230 ℃ and the load is 2.16kg is 5-10g/10min, and the test standard is GB/T3682-2000. Since PP resin has a larger shrinkage than PS, selecting polypropylene in this melt flow rate range gives alloy materials with better mechanical properties and lower surface energy, i.e. smaller contact angle, at the same PP content. That is, under the condition of ensuring the same contact angle, the PP resin in the range of the melt flow rate is selected, so that the content of the PP resin can be properly reduced, the shrinkage rate of the alloy material is reduced, and the dimensional stability is improved.
Further, the compatibilizer is styrene grafted polypropylene, wherein the grafting ratio of styrene is preferably 5-10%, and within the grafting ratio range, the alloy material has better mechanical properties such as impact strength and tensile strength, and simultaneously has lower surface free energy due to better dispersibility of polypropylene in a styrene resin matrix, namely, has lower contact angle;
further, the toughening agent is a polyolefin elastomer, and the polyolefin elastomer is preferably styrene-butadiene rubber, polystyrene and linear triblock copolymer (SEBS) of ethylene-butylene, wherein the styrene-butadiene rubber is a copolymer of styrene and butadiene.
Further, the inorganic filler is mineral powder, and the mineral powder is one or more of calcium carbonate, talcum powder and wollastonite.
Further, the surface modifier is hydrophobic organic silicon, preferably silicone oil and/or silicone, can be pure organic silicon, and also can be organic silicon master batch taking silicon dioxide or resin as a carrier, wherein the effective content of the organic silicon in the organic silicon master batch is 40-50wt%. The organosilicon has lower surface energy, can effectively improve the hydrophobicity of the material, and the improvement degree is directly determined by the uniform dispersion degree of the organosilicon on the surface of the material. PP and a proper compatilizer are added into the PS resin, so that the uniformity of organic silicon on the surface of the resin can be effectively improved, and the hydrophobic property is obviously improved.
Further, the auxiliary agent is an antioxidant and/or a lubricant.
The antioxidant is one or a mixture of a phenolic compound and a phosphite ester compound; the lubricant can be ethylene bis fatty acid amide (EBS) and metal soap compounds thereof, and can be stearic acid compounds such as zinc stearate, calcium stearate and the like.
The invention also provides a preparation method of the styrene alloy material, which comprises the following steps:
s1, weighing all the components according to the proportion, and premixing to obtain a premix;
s2: and (3) putting the premix obtained in the step (S1) into an extruder, carrying out melt blending, extruding and granulating to obtain the styrene alloy material.
Further, the extruder is a twin-screw extruder, and the length-diameter ratio of the twin-screw extruder is (40-44): 1, the temperature of the double-screw extruder from a feed inlet to a die head is 170-200 ℃, the pressure is 2-3MPa, and the screw rotating speed of the double-screw extruder is 200-400r/min.
The invention also provides application of the styrene alloy material in medical materials, low surface energy materials, cosmetic packaging and water treatment.
Compared with the prior art, the invention has the beneficial effects that:
according to the invention, the hydrophobicity of the material is improved by adding a proper surface modifier, and the PP is added into the polystyrene resin, so that the aim of improving the hydrophobicity can be achieved by adding part of the PP, and the PP and the surface modifier have the effect of synergistically reducing the surface free energy.
Detailed Description
The technical solutions in the embodiments of the present invention are clearly and completely described below, and it is obvious that the described embodiments are only a part of the embodiments of the present invention, and not all embodiments. All other embodiments, which can be derived by a person skilled in the art from the embodiments given herein without making any creative effort, shall fall within the protection scope of the present invention.
< preparation of examples and comparative examples >
The raw materials used in the examples of the present invention and the comparative examples are commercially available, but are not limited to these materials:
polystyrene resin 1: general-purpose polystyrene having a melt flow rate of 8g/10min, sold under the designation GPPS 123P, available from Shanghai Sicaceae;
polystyrene resin 2: high impact polystyrene having a melt flow rate of 4g/10min, a designation HIPS MA5210, available from Yashi, jiangsu;
copolymer polypropylene 1: melt flow rate of 9g/10min, grade PP EP300M, purchased from Mediterranean shell;
copolymerized polypropylene 2: the melt flow rate is 5g/10min, the mark is M500R, and the melt is purchased from Shanghai petrochemicals;
copolymer polypropylene 3: melt flow rate of 2.5g/10 min, trade name K8003, available from Shanghai petrochemicals;
copolymerized polypropylene 4: melt flow rate 15g/10 min, trade designation YPJ-1215C, available from the Yangtze oil;
1 part of compatilizer: the grafting rate is 5.1%, and the grafting agent is prepared by a laboratory;
a compatilizer 2: the grafting rate is 9.6%, and the grafting agent is prepared by a laboratory;
a compatibilizer 3: the grafting rate is 3.3%, and the grafting agent is prepared by a laboratory;
a compatilizer 4: the grafting rate is 10.5 percent, and the grafting agent is prepared by a laboratory;
the self-made method of the compatilizer comprises the following steps: the production device is a double-screw extruder, a certain amount of peroxide initiator, styrene monomer and PP resin are uniformly mixed and then added into the double-screw extruder for extrusion and granulation, the temperature of the double-screw extruder from a feed inlet to a die head is 180-210 ℃, the rotating speed of the double-screw extruder is 200-400 rpm, the pressure is 2-3MPa, and the vacuum degree is lower than 0.1MPa; the length-diameter ratio of the double-screw extruder is 48:1 to 56:1.
if no special indication is provided, the grafting rate is quantitatively tested by comparing the ratio of the absorbance of the characteristic absorption peak in the infrared spectrogram of the grafting product.
Inorganic filler: talcum powder, TYY-777A, purchased from Haicheng Tianyuan chemical industry;
toughening agent 1: designation SEBS 6151, purchased from taiwan oak;
a toughening agent 2: brand SBS YH-792E, purchased from Yueyang petrochemical;
surface modifier 1: silicone powder, brand RM4-7081, available from dow corning;
surface modifier 2: dimethicone, trade designation PMX-200, available from dow corning, usa;
surface modifier 3: fumed silica, trade name AEROSI L R202, ex degussa;
main antioxidant: the phenol antioxidant is a commercial product used in parallel experiments;
auxiliary antioxidant: phosphite antioxidants were used in parallel with the commercial product.
The preparation methods of the examples of the present invention and the comparative examples are as follows:
s1, weighing the components according to the mixture ratio of tables 1 and 3, and premixing to obtain a premix;
s2: and (3) putting the premix obtained in the step (S1) into a double-screw extruder, carrying out melt blending, extruding and granulating to obtain the styrene alloy material.
The length-diameter ratio of the screws of the double-screw extruder is 40:1, the temperature of the double-screw extruder from a feed inlet to a die head is 170-200 ℃, the pressure is 2-3MPa, and the screw rotating speed of the double-screw extruder is 350 r/min.
In the present specification, "part(s)" means "part(s) by weight" unless otherwise specified.
< test standards >
The performance test standards of the examples of the present invention and the comparative examples are as follows:
tensile strength: GB/T1040.1-2018, test methods for tensile Properties of plastics;
flexural modulus: GB/T9341-2008, method for testing the bending properties of plastics;
contact angle test method: ASTM D5725-1999, "Standard test methods for measuring surface wettability and absorbency of cover materials using an automatic contact Angle tester".
TABLE 1 EXAMPLES 1-13 formulations
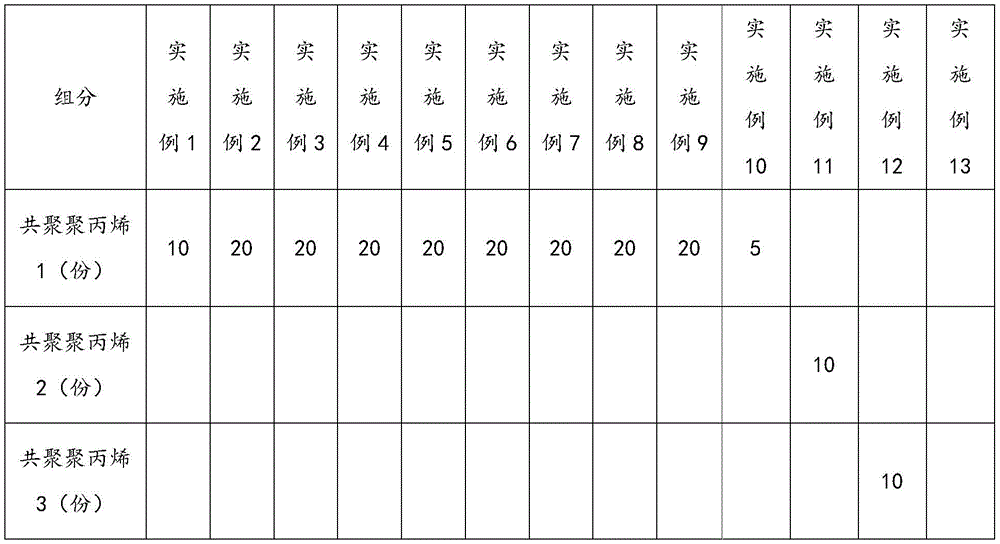

TABLE 2 results of the Performance test of examples 1 to 13

TABLE 3 comparative examples 1-5 formulations


TABLE 4 Performance test results of comparative examples 1 to 5
| Test items | Comparative example 1 | Comparative example 2 | Comparative example 3 | Comparative example 4 | Comparative example 5 |
| Tensile Strength (MPa) | 35 | 25 | 33 | 24.2 | 21.8 |
| Flexural modulus (MPa) | 2450 | 2230 | 2440 | 2210 | 2030 |
| Water contact Angle (°) | 83 | 89 | 85 | 83 | 84 |
As can be seen from the data of the embodiment, compared with the common HIPS material (comparative example 4), the styrene alloy material provided by the invention has higher strength and can basically reach the ABS level; meanwhile, by adding proper PP resin and surface modifier into polystyrene resin, the prepared alloy material shows better hydrophobicity (the water contact angle is more than 90 degrees), has lower cost and can be applied to industries such as medical materials, low-surface-energy materials, cosmetic packaging, water treatment and the like.
Comparative example 1 compared to example 1, comparative example 1 had no surface modifier added, resulting in a decrease in hydrophobicity of comparative example 1.
Comparative example 2 compared to example 1, no polypropylene resin was added to the resin matrix, the hydrophobicity of comparative example 2 was reduced compared to comparative example 1, and the tensile strength and flexural modulus of comparative example 2 were also reduced.
Comparative example 3 compared with example 1, comparative example 3, in which the surface modifier is fumed silica, also has a poor effect of improving the hydrophobicity of the material.
Comparative example 4 compares to example 1, and comparative example 4 has only HIPS, and the material has poor tensile strength, flexural modulus and hydrophobicity.
Comparative example 5 compared to comparative example 1, the tensile strength, flexural modulus and hydrophobicity of the material were also poor with the formulation of comparative example 5, which is a combination of only HIPS, toughening agent and talc.
The above description is only for the purpose of illustrating the preferred embodiments of the present invention and is not to be construed as limiting the invention, and any modifications, equivalents, improvements and the like that fall within the spirit and principle of the present invention are intended to be included therein.
Claims (10)
1. The styrene alloy material is characterized by comprising the following components in parts by weight:

the surface modifier is organosilicon.
2. The styrene alloy material according to claim 1, wherein the polystyrene resin has a melt flow rate of 4 to 10g/10min at a test temperature of 200 ℃ and a load of 5 kg.
3. The styrene alloy material according to claim 1, wherein the polypropylene resin is a co-polypropylene, and the polypropylene resin has a melt flow rate of 5 to 10g/10min at a test temperature of 230 ℃ and a load of 2.16 kg.
4. The styrene alloy material according to claim 1, wherein the compatibilizer is styrene-grafted polypropylene, and a grafting ratio of styrene is 5 to 10%.
5. The styrene alloy material according to claim 1, wherein the toughening agent is a polyolefin elastomer, the polyolefin elastomer is preferably a styrene-butadiene rubber, a linear triblock copolymer of polystyrene and ethylene-butylene, wherein the styrene-butadiene rubber is a copolymer of styrene and butadiene.
6. The styrenic alloy material of claim 1, wherein the inorganic filler is mineral powder, the mineral powder being one or more of calcium carbonate, talc and wollastonite.
7. The styrene alloy material according to claim 1, wherein the silicone is a silicone oil and/or a silicone.
8. The styrene alloy material according to claim 1, wherein the auxiliary agent is an antioxidant and/or a lubricant.
9. A method for preparing a styrene alloy material according to any one of claims 1 to 8, comprising the steps of:
s1: weighing all the components according to the proportion, and premixing to obtain a premix;
s2: and (2) putting the premix obtained in the step (S1) into an extruder, carrying out melt blending, extruding and granulating to obtain the styrene alloy material.
10. Use of the styrene alloy material according to any one of claims 1 to 8 in medical materials, low surface energy materials, cosmetic packaging and water treatment.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211500493.6A CN115975304A (en) | 2022-11-28 | 2022-11-28 | Styrene alloy material and preparation method and application thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211500493.6A CN115975304A (en) | 2022-11-28 | 2022-11-28 | Styrene alloy material and preparation method and application thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115975304A true CN115975304A (en) | 2023-04-18 |
Family
ID=85963708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211500493.6A Pending CN115975304A (en) | 2022-11-28 | 2022-11-28 | Styrene alloy material and preparation method and application thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115975304A (en) |
-
2022
- 2022-11-28 CN CN202211500493.6A patent/CN115975304A/en active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2235104B1 (en) | Low gloss thermoplastic resin composition with soft touch surface and molded article therefrom | |
| CN102532697A (en) | High-toughness low-odor scratch-resistant polypropylene composition and preparation method thereof | |
| CN112457645B (en) | Polycarbonate alloy composition and preparation method and application thereof | |
| WO2019020686A1 (en) | Scratch-resistant styrene copolymer composition containing modified organopolysiloxane compounds | |
| CN102786768A (en) | Low-glossiness ABS (acrylonitrile butadiene styrene) resin and preparation method of low-glossiness ABS resin | |
| CN110734623B (en) | Scratch-resistant ABS material and preparation method thereof | |
| KR100778012B1 (en) | Thermoplastic resin composition having good brake oil resistance | |
| CN112708192A (en) | Polypropylene/thermoplastic elastomer blend and preparation method and application thereof | |
| CN114213795A (en) | Chemical-resistant scratch-resistant HIPS/COC alloy material and preparation method thereof | |
| KR20150001991A (en) | Thermoplastic resin composition and molded article using the same | |
| JP3201206B2 (en) | Rubber-modified styrenic resin composition and molded article thereof | |
| CN115975304A (en) | Styrene alloy material and preparation method and application thereof | |
| CN109810457B (en) | Polymethyl methacrylate resin/butadiene graft polymer composition and preparation method thereof | |
| KR102540729B1 (en) | Styrene copolymer composition with improved residual gloss | |
| CN112724578B (en) | Polypropylene compound and application and preparation method thereof | |
| JPH051184A (en) | Propylene resin composition | |
| CN112679860A (en) | Special polypropylene composition for automobile hard plastic blasting instrument board and preparation method thereof | |
| CN112795089A (en) | Low-shrinkage PP/PS-based alloy and preparation method and application thereof | |
| EP1362079A1 (en) | Polypropylene resin composition with improved surface hardness and scratch resistance properties | |
| JPS59202241A (en) | Thermoplastic resin composition | |
| JPS60166338A (en) | Rubber-modified styrenic resin composition having improved appearance, impact strength and heat resistance | |
| CN114149642B (en) | High-rigidity and toughness vitreous ABS alloy material and preparation method and application thereof | |
| CN113736209B (en) | Oil-resistant easy-to-clean composition and preparation method thereof | |
| TWI478976B (en) | Thermoplastic resin composition | |
| WO2006056758A2 (en) | Rubber modified thermoplastic resin |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |