CN115460936A - 具有多个空气进入区的气溶胶生成制品 - Google Patents
具有多个空气进入区的气溶胶生成制品 Download PDFInfo
- Publication number
- CN115460936A CN115460936A CN202180020278.3A CN202180020278A CN115460936A CN 115460936 A CN115460936 A CN 115460936A CN 202180020278 A CN202180020278 A CN 202180020278A CN 115460936 A CN115460936 A CN 115460936A
- Authority
- CN
- China
- Prior art keywords
- aerosol
- air entry
- generating article
- generating
- air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1885—Forming the rod for cigarettes with an axial air duct
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/027—Cigars; Cigarettes with special covers with ventilating means, e.g. perforations
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/04—Cigars; Cigarettes with mouthpieces or filter-tips
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0279—Manufacture of tobacco smoke filters for filters with special features with tubes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/04—Tobacco smoke filters characterised by their shape or structure
- A24D3/043—Tobacco smoke filters characterised by their shape or structure with ventilation means, e.g. air dilution
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/17—Filters specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/46—Shape or structure of electric heating means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/48—Fluid transfer means, e.g. pumps
- A24F40/485—Valves; Apertures
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
Landscapes
- Nozzles (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Catching Or Destruction (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
提供了一种用于在加热时产生气溶胶的气溶胶生成制品(1)。气溶胶生成制品包括气溶胶形成基质条(12)和定位在气溶胶形成基质条的下游的过滤器。气溶胶形成基质条和过滤器组装在包装材料(22)内。气溶胶生成制品包括位于包装材料上的第一空气进入区(15)和第二空气进入区(115)。第一空气进入区和第二空气进入区各自构造成允许空气进入气溶胶生成制品的内部。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平构造成大于通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平。还提供了一种气溶胶生成系统(100),其包括气溶胶生成制品和气溶胶生成装置(10)。
Description
技术领域
本发明涉及一种用于在加热时产生气溶胶的气溶胶生成制品。在本说明书中还描述了一种气溶胶生成系统,其包括气溶胶生成制品和气溶胶生成装置。
背景技术
气溶胶生成制品是本领域中已知的,在该气溶胶生成制品中气溶胶形成基质诸如含烟草的基质被加热而不是被燃烧。通常,在这种加热式气溶胶生成制品中,通过将热量从热源传递到物理地分离的气溶胶形成基质或材料来生成气溶胶,所述气溶胶形成基质或材料可定位成与热源接触、在热源的内部、周围或下游。在使用气溶胶生成制品期间,挥发性化合物通过从热源的热传递而从气溶胶形成基质中释放,并夹带在通过气溶胶生成制品抽吸的空气中。随着所释放的化合物冷却,所述化合物凝结以形成气溶胶。
许多现有技术文献公开了用于消耗气溶胶生成制品的气溶胶生成装置。此类装置包括例如电加热式气溶胶生成装置,其中通过将热量从气溶胶生成装置的一个或多个电加热器元件传递到加热式气溶胶生成制品的气溶胶形成基质来生成气溶胶。
通常,气溶胶生成制品特别适用于与特定的气溶胶生成装置结合使用,或者气溶胶生成装置特别适用于与特定的气溶胶生成制品结合使用。特别地,可能要求某些气溶胶生成制品不与特定的气溶胶生成装置一起使用。这可能是因为某些制品适合由特定的气溶胶生成装置的加热元件加热,因为此类装置可能使某些气溶胶生成制品过热或者不加热其他气溶胶生成制品。
因此,将期望提供适于在气溶胶生成系统中使用的气溶胶生成制品,其中防止使用与气溶胶生成装置不相容的气溶胶生成制品。
发明内容
在本说明书中,提供了一种用于在加热时产生气溶胶的气溶胶生成制品。气溶胶生成制品包括气溶胶形成基质条和定位在气溶胶形成基质条的下游的过滤器。气溶胶形成基质条和过滤器组装在包装材料内。气溶胶生成制品包括位于包装材料上的第一空气进入区和第二空气进入区。第一空气进入区和第二空气进入区各自构造成允许空气进入气溶胶生成制品的内部。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平构造成大于通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平。
在本说明书中,提供了一种用于在加热时产生气溶胶的气溶胶生成制品。气溶胶生成制品可包括气溶胶形成基质条。气溶胶生成制品可包括定位在气溶胶形成基质条的下游的过滤器。气溶胶形成基质条和过滤器可以组装在包装材料内。气溶胶生成制品可包括位于包装材料上的第一空气进入区和第二空气进入区。第一空气进入区和第二空气进入区可各自构造成允许空气进入气溶胶生成制品的内部。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平可被构造成大于通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平。
在本说明书中,下游区段可指位于气溶胶形成基质条的下游的一个或多个部件。过滤器可以是下游区段。过滤器可形成下游区段的一部分。下游区段可包括过滤器。
在本说明书中,提供了一种用于在加热时产生气溶胶的气溶胶生成制品。气溶胶生成制品可包括气溶胶形成基质条。气溶胶生成制品可包括定位在气溶胶形成基质条的下游的下游区段。气溶胶形成基质条和下游区段可组装在包装材料内。气溶胶生成制品可包括位于包装材料上的第一空气进入区和第二空气进入区。第一空气进入区和第二空气进入区可各自构造成允许空气进入气溶胶生成制品的内部。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平可被构造成大于通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平。
气溶胶生成制品可包括气溶胶形成剂。气溶胶形成基质可具有以干重计大于约10%的气溶胶形成剂含量。
气溶胶生成制品可构造成与特定的气溶胶生成装置一起使用以形成气溶胶生成系统。本公开还涉及此类气溶胶生成系统。如本文所使用的,术语“气溶胶生成装置”是指包括加热元件的装置,所述加热元件与气溶胶生成制品的气溶胶生成基质相互作用以生成气溶胶。
气溶胶生成系统的气溶胶生成装置可具有远端和口端。气溶胶生成装置可包括壳体。壳体可限定用于在装置的口端可移除地接收气溶胶生成制品的装置腔。气溶胶生成装置可包括用于在气溶胶生成制品接收在装置腔内时加热气溶胶形成基质的加热器。气溶胶生成装置可包括在通道入口与通道出口之间延伸的气流通道。气流通道可被构造成在装置腔的内部与气溶胶生成装置的外部之间建立流体连通。气溶胶生成系统或装置可构造成使得当气溶胶生成制品接收在装置腔内时,气溶胶生成制品的内部与气溶胶生成装置的外部之间的流体连通可通过在接收在装置腔内的气溶胶生成制品的第一空气进入区与气溶胶生成装置的气流通道之间建立的流体连通来建立。
为了气溶胶生成系统的气溶胶生成装置内消耗本发明的气溶胶生成制品并且生成气溶胶,必须在气溶胶生成制品的内部与气溶胶生成装置的外部之间建立流体连通。在消耗过程中,使用者可抽吸气溶胶生成制品,使得使用者可体验和消耗在气溶胶生成制品内生成的气溶胶。通过此类抽吸动作,空气可从气溶胶生成装置的外部流过气溶胶生成装置,进入并流过气溶胶生成制品,以便将制品内生成的气溶胶输送到使用者的嘴中。
通过构造气溶胶生成系统,使得气溶胶生成制品的内部与气溶胶生成装置的外部之间的流体连通通过在装置空腔内接收的气溶胶生成制品的第一空气进入区与气溶胶生成装置的气流通道之间建立的流体连通来建立,确保相容的气溶胶生成制品与气溶胶生成装置一起使用。为了在本发明的气溶胶生成系统中使用,相容的气溶胶生成制品需要具有第一空气进入区,该第一空气进入区以这样的方式构造,即当气溶胶生成制品接收在装置腔内时,在气溶胶生成制品的第一空气进入区与气溶胶生成装置的气流通道之间建立流体连通。此外,相容的气溶胶生成装置需要具有气流通道,该气流通道以这样的方式构造,即其与接收在装置内的气溶胶生成制品的第一空气进入区建立流体连通。
气溶胶生成制品的内部与气溶胶生成装置的外部之间的流体连通可通过气溶胶生成装置的气流通道出口建立,该气流通道出口上覆或重叠接收在装置空腔内的气溶胶生成制品的第一空气进入区。因此,相容的气溶胶生成制品需要具有第一空气进入区,该第一空气进入区以这样的方式构造,即当气溶胶生成装置接收在装置腔内时,气溶胶生成装置的气流通道出口上覆或重叠气溶胶生成制品的第一空气进入区。此外,相容的气溶胶生成装置需要具有气流通道,该气流通道以这样的方式构造,即当气溶胶生成制品接收在装置内时,出口上覆或重叠气溶胶生成制品的第一空气进入区。
如果不相容的气溶胶生成制品与目前公开的气溶胶生成系统的气溶胶生成装置一起使用,那么使用者可能不能使用气溶胶生成系统,并且可能不能消耗或至少不能完全体验不相容的气溶胶生成制品。此外,如果相容的气溶胶生成制品与不属于本公开的气溶胶生成系统的不同气溶胶生成装置一起使用,那么使用者也可能不能使用气溶胶生成系统,并且可能不能消耗或至少不能完全体验相容的气溶胶生成制品。这是因为如果气溶胶生成装置的气流通道出口与气溶胶生成装置的第一空气进入区没有对准,那么气溶胶生成装置的内部与气溶胶生成装置的外部之间的流体连通可能不会适当地或完全地建立。
气溶胶生成装置的外部与气溶胶生成制品的内部之间的流体连通可通过装置的气流通道的出口与制品的第一空气进入区之间的部分或完全重叠或对准来建立。
气溶胶生成装置的外部与气溶胶生成制品的内部之间的流体连通可通过装置的气流通道与制品的第一空气进入区之间的部分或完全重叠或对准来建立。
通过提供第一空气进入区和第二空气进入区,并且通过将通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平构造成大于通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平,本发明的气溶胶生成制品可提供在第一空气进入区处的主进气区和在第二空气进入区处的通风区。在相容的气溶胶生成装置中使用期间,第一空气进入区可允许大部分空气进入气溶胶生成制品,而第二空气进入区可向正在产生的气溶胶流提供通风以便冷却流动并且改善消费者的体验。
如本文所用,术语“纵向”是指对应于气溶胶生成制品或装置的主纵向轴线的方向,其在气溶胶生成制品或气溶胶生成装置的上游端与下游端之间延伸。
如本文所用,术语“上游”和“下游”描述气溶胶生成制品或装置的元件或元件的部分相对于气溶胶在使用期间输送通过气溶胶生成制品的方向的相对位置。
术语“口端”是指在元件或部件的正常使用期间被构造成位于使用者的嘴中或嘴附近的元件或部件的部分。部件的口端也可对应于同一部件的下游端。例如,气溶胶生成制品的口端也可以是制品的下游端。气溶胶生成制品或装置的口端被构造成在正常使用期间放置在消费者的嘴中或附近。气溶胶生成装置的口端也可称为气溶胶生成装置的近端。
在使用过程中,空气主要在纵向方向上被抽吸穿过气溶胶生成制品。在装置的外部,空气可经由上游端被抽吸穿过制品。
术语“横向”是指垂直于纵向轴线的方向。除非另有说明,否则对气溶胶生成制品或气溶胶生成制品的部件的“横截面”的任何提及均指横向截面。
术语“长度”表示气溶胶生成制品或装置的部件相对于纵向方向的尺寸。
装置腔可被称为气溶胶生成装置的加热室。装置腔可在远端与口端或近端之间延伸。装置腔的远端可以是封闭端,而装置腔的口端或近端可以是开放端。气溶胶生成制品可经由装置腔的开放端插入装置腔或加热室。装置腔可以是圆柱形的,以便与气溶胶生成制品的相同形状相一致。
表述“接收在......内”可以指部件或元件被完全或部分地接收在另一部件或元件内的事实。例如,表述“气溶胶生成制品接收在装置腔内”是指气溶胶生成制品被完全或部分地接收在气溶胶生成制品的装置腔内。当气溶胶生成制品接收在装置腔内时,气溶胶生成制品可邻接装置腔的远端。当气溶胶生成制品接收在装置腔内时,气溶胶生成制品可以基本上接近装置腔的远端。装置腔的远端可由端壁限定。
装置腔的长度可以介于约10mm与约50mm之间。装置腔的长度可以介于约20mm与约40mm之间。装置腔的长度可以介于约25mm与约30mm之间。装置腔的长度可等于或大于气溶胶形成基质条的长度。
装置腔的直径可以介于约4mm与约50mm之间。装置腔的直径可以介于约4mm与约30mm之间。装置腔的直径可以介于约5mm与约15mm之间。装置腔的直径可以介于约6mm与约12mm之间。装置腔的直径可以介于约7mm与约10mm之间。装置腔的直径可以介于约7mm与约8mm之间。
装置腔的直径可等于或大于气溶胶生成制品的直径。装置腔的直径可与气溶胶生成制品的直径相同,以便与气溶胶生成制品建立紧密配合。
装置腔可被构造成与接收在装置腔内的气溶胶生成制品建立紧密配合。紧密配合可指紧贴配合。气溶胶生成装置可包括周壁。材料周壁可限定装置腔或加热室。限定装置腔的周壁可被构造成以紧密配合的方式与接收在装置腔内的气溶胶生成制品接合,使得当气溶胶生成制品接收在装置内时,在限定装置腔的周壁与气溶胶生成制品之间基本上没有间隙或空白空间。
此类紧密配合可在装置腔与接收在其中的气溶胶生成制品之间建立气密配合或构型。此类气密构型可能意味着空气只能通过气流通道出口与第一空气进入区的对准或重叠被吸入气溶胶生成制品的内部。利用此类气密构型,在限定装置腔的周壁与气溶胶生成制品之间将基本上没有间隙或空白空间供空气流过。因此,当不相容的气溶胶生成制品与气溶胶生成装置一起使用时,此类对准可能不会发生,并且因此空气可能不会被抽吸通过不相容的气溶胶生成制品。
可沿装置腔的整个长度或沿装置腔的长度的一部分建立与气溶胶生成制品的紧密配合。可在气溶胶生成制品的第一空气进入区下游的位置处建立紧密配合。被构造成建立此类紧密配合的周壁的部分可被称为周壁的密封部分。当气流通道被限定在气溶胶生成装置的周壁的厚度内时,可建立此类紧密配合。周壁的密封部分可沿装置腔的整个长度来限定。
当气流通道被限定在装置壳体的周壁的内表面上时,在气流通道与装置腔的远端之间的周壁的一部分可限定周壁的密封部分。这将确保空气不会朝向气溶胶生成制品的上游端流动超过气流通道。当接收在装置内时,在气流通道与装置腔的远端之间的周壁的部分可与气溶胶生成制品的上游部分形成气密构型。
周壁的密封部分可被构造成在气溶胶生成制品的第一空气进入区的下游的位置处与气溶胶生成制品的一部分建立气密配合。周壁的密封部分可被构造成在气溶胶生成制品的第二空气进入区的下游的位置处与气溶胶生成制品的一部分建立气密配合。
装置腔的直径可沿气溶胶生成装置的纵向方向变化。装置腔的直径可从装置腔的远端到周壁的密封部分减小。
装置腔的直径可从周壁的密封部分沿朝向装置腔的远端的方向增加。装置腔的远端与周壁的密封部分之间的装置腔的直径可大于装置腔的其余部分的直径。装置腔的直径可沿背离周壁的密封部分和背离装置的口端的方向增加。
通过使装置腔的一部分具有比装置腔的其余部分更大的一个或多个直径,当气溶胶生成制品接收在装置内时,装置腔可在气溶胶生成制品的上游部分周围(围绕)限定间隙或室。在此类实施例中,第一空气进入区与装置的气流通道的第一出口之间的对准或重叠对于确保装置的外部与制品的内部之间的流体连通可能不是必需的。气流仍然需要经由第一空气进入区进入制品。经由气流通道的第一出口流入装置腔的空气可流入此类间隙或室,并且然后经由第一空气进入区被吸入制品。此类间隙或室可在制品的所述上游部分周围提供气垫,该气垫可被装置的加热器加热,或者充当围绕制品的冷却空气的气垫。
气溶胶生成装置可包括限定装置腔的周壁,并且气溶胶生成装置可包括从周壁延伸到装置腔中的周向突出部,该周向突出部被构造成当接收在气溶胶生成装置内时在气溶胶生成制品的第一空气进入区的下游的位置处与气溶胶生成制品的一部分建立气密配合。
装置腔的直径可大于气溶胶生成制品的直径,并且周向突出部的内径可与气溶胶生成制品的直径相同,使得一旦制品接收在气溶胶生成装置内,就在制品与周向突出部之间建立紧密配合。周向突出部的内径甚至可小于气溶胶生成制品的直径。这可确保更可靠地建立气密配合。
通过与第一空气进入区下游的气溶胶生成制品建立气密配合,进一步确保空气只能通过气流通道出口和第一空气进入区的对准进入气溶胶生成制品的内部。这可通过周壁的密封部分或者周向突出部来实现,这两者都在上面描述过。
当气溶胶生成制品接收在装置腔内时,气溶胶生成制品的上游端可被堵塞,从而基本上防止空气通过气溶胶生成制品的上游端进入气溶胶生成制品。然而,当气溶胶生成制品没有接收在气溶胶生成装置内时,空气可通过气溶胶生成制品的上游端流过气溶胶生成制品。当制品接收或插入到装置中时,气溶胶生成制品的上游端可能围绕装置腔的远端,使得空气不再能够流过制品的上游端。因此,流过气流通道的空气可能仅能够经由第一空气进入区被抽吸穿过物品。气溶胶生成制品的上游端可由气溶胶形成基质条的上游端限定。
气溶胶生成装置可包括在通道入口与通道出口之间延伸的气流通道。气流通道可被构造成在装置腔的内部与气溶胶生成装置的外部之间建立流体连通。气溶胶生成装置的气流通道可限定在气溶胶生成装置的壳体内,以使装置腔的内部与气溶胶生成装置的外部之间能够流体连通。当气溶胶生成制品接收在装置腔内时,气流通道可被构造成将气流提供到制品中,以便将生成的气溶胶递送给从制品的口端抽吸的使用者。
气溶胶生成装置的气流通道可被限定在气溶胶生成装置的壳体的周壁内或由其限定。换句话说,气溶胶生成装置的气流通道可被限定在周壁的厚度内或由周壁的内表面限定,或者两者的组合。气流通道可由周壁的内表面部分地限定,并且可部分地限定在周壁的厚度内。周壁的内表面限定装置腔的外周边界。
气溶胶生成装置的气流通道可从位于气溶胶生成装置的口端或近端处的入口延伸到背离装置的口端的出口。气流通道可沿平行于气溶胶生成装置的纵向轴线的方向延伸。气流通道的出口被构造成使得当相容的气溶胶生成制品接收在装置腔内时,出口上覆制品的第一空气进入区。
气流通道可设置有多于一个出口,一个出口用于设置在被构造成与气溶胶生成装置一起使用的制品中的每个空气进入区。例如,如果气溶胶生成制品包括第一空气入口区和第二空气入口区,那么当气溶胶生成制品完全接收在气溶胶生成装置内时,对应的气溶胶生成装置的气流通道可具有用于上覆第一空气入口区的至少一个第一出口和用于上覆第二空气入口区的至少一个第二出口。因此,气溶胶生成系统可被构造成使得当气溶胶生成制品接收在装置腔内时,气溶胶生成制品的内部与气溶胶生成装置的外部之间的流体连通通过在接收在装置腔内的气溶胶生成制品的第一空气进入区和第二空气进入区与气溶胶生成装置的气流通道之间建立的流体连通来建立。
当气流通道被限定在装置的周壁内时,气流通道可包括沿装置的轴向方向从通道入口延伸的第一部分和沿横向或径向从第一部分的端部延伸到通道出口的第二部分。因此,气流通道可包括弯头或弯管,以便连接气流通道的入口和出口。如果气流通道沿其长度包括多于一个出口,则气流通道可包括在横向方向上从第一部分延伸到另外的出口中的每一者的另外的通道部分。在气流通道包括单个出口的情况下,气流通道可包括L形弯头或弯管。
当气流通道由周壁的内表面限定时,气流通道的长度可直接暴露于装置腔,即,气流通道的纵向侧可向装置腔开放。限定气流通道的周壁的部分的厚度可小于周壁的其余部分的厚度。限定气流通道的周壁的部分的直径可大于周壁的其余部分的直径。在此类实施例中,气流通道可以是环形的,使得气流通道围绕装置腔和接收在装置腔内的气溶胶生成制品。
在气流通道由壳体的周壁的内表面限定的实施例中,气流通道的整个长度可暴露于装置腔或向该装置腔开放,并且因此暴露于接收在装置内的气溶胶生成制品。在此类实施例中,为了在气溶胶生成装置的外部与气溶胶生成制品的内部之间建立流体连通,气流通道被构造成上覆相容的气溶胶生成制品的所有空气进入区域。在此类实施例中,气流通道的出口可被认为是气流通道的开放侧;也就是说,气流通道的侧面暴露于装置腔或向装置腔开放。
气流通道的长度可小于装置腔的长度。气流通道的长度是指气流通道延伸的纵向或轴向距离。
气流通道可被构造成使得气流通道的第一出口被布置成与接收在装置腔内的气溶胶生成制品的第一空气进入区对准或上覆该第一空气进入区。气流通道可从位于气溶胶生成装置的壳体的口端处的第一入口延伸到第一出口。气流通道的第一或任何出口可设置在装置腔的远端与口端之间。
第一出口可位于距离装置腔的远端至少约2mm处。第一出口可位于距离装置腔的远端至少约3mm处。第一出口可位于距离装置腔的远端至少约5mm处。第一出口可位于距离装置腔的远端至少约7mm处。
当制品接收在装置腔内时,第一出口距装置腔的远端的距离和第一空气进入区距装置腔的远端的距离可以相似或相同。当制品接收在装置腔内时,气流通道的另一出口距装置腔的远端的距离和另一空气进入区距装置腔的远端的距离可以相似或相同。当制品接收在装置腔内时,气流通道的远端距装置腔的远端的距离和空气进入区距装置腔的远端的距离可以相似或相同。
第一出口可位于距装置腔的远端不超过约25mm处。第一出口可位于距装置腔的远端约3mm与约20mm之间。第一出口可位于距装置腔的远端约5mm与约18mm之间。第一出口可位于距装置腔的远端约7mm与约16mm之间。气流通道可不延伸超过装置腔的远端。
气流通道的长度可以是约23mm。气流通道的长度可介于约3mm与约100mm之间。气流通道的长度可介于约8mm与约70mm之间。气流通道的长度可介于约10mm与约50mm之间。气流通道的长度可介于约12mm与约40mm之间。气流通道的长度可介于约12mm与约40mm之间。气流通道的长度可介于约15mm与约30mm之间。气流通道的长度可介于约20mm与约25mm之间。
如果相容的气溶胶生成制品包括位于气溶胶形成基质条的下游的第一空气进入区,气流通道的长度可介于约8mm与约25mm之间。气流通道的长度可介于约10mm与约15mm之间。气流通道的长度可介于约11mm与约13mm之间。
气流通道的直径可介于约0.1mm与约5mm之间。气流通道的直径可以是约0.5mm与约4mm。气流通道的直径可以是约1mm与约3mm。气流通道的直径可以是约1.5mm与约2.5mm。气流通道及其出口和入口的直径可以相同或不同。
气流通道的“长度”可指气流通道在纵向方向上延伸的长度。
在气溶胶生成装置中可以有多个气流通道,每个气流通道具有至少一个入口和至少一个出口。此类多个气流通道可绕装置腔均匀地且周向地分布。
一个或每个气流通道可包括单个入口和多个出口。在此类实施例中,可存在对应于设置在气溶胶生成制品上的每个空气进入区的一个出口,该气溶胶生成制品被构造成接收在气溶胶生成装置内。
如上所述,根据本发明的气溶胶生成制品包括气溶胶形成基质条和位于气溶胶形成基质条的下游的过滤器或下游区段。
气溶胶生成基质可进一步包括在气溶胶生成基质条上游的位置处的上游区段。上游区段可包括一个或多个上游元件。在一些实施例中,上游区段可包括布置在气溶胶生成元件的紧邻上游的上游元件。上游元件可从气溶胶生成基质的上游端延伸到气溶胶生成制品的上游端。上游元件可邻接气溶胶生成制品的上游端。上游元件可被称为上游区段。气溶胶生成制品可包括位于气溶胶生成制品的上游端处的空气入口。在气溶胶生成制品包括上游元件的情况下,空气入口可通过上游元件设置。通过空气入口进入的空气可进入气溶胶生成基质,以便生成主流气溶胶。
上游区段的孔隙度或渗透性可有利地变化,以便提供气溶胶生成制品的期望总抽吸阻力。
在一些实施例中,上游区段可由不透气的材料形成。在此类实施例中,气溶胶生成制品可构造为使得空气通过设在包装材料中的合适的通风装置流入气溶胶生成基质条中。
上游区段可由适用于气溶胶生成制品的任何材料制成。例如,上游元件可包括材料棒。用于形成上游区段的合适材料包括过滤材料、陶瓷、聚合物材料、醋酸纤维素、纸板、沸石或气溶胶生成基质。优选地,上游区段包括含有醋酸纤维素的棒。
在上游区段包括材料棒的情况下,材料棒的下游端可能围绕气溶胶生成基质的上游端。例如,上游区段可包括棒,该棒包括邻接气溶胶生成基质的上游端的醋酸纤维素。这可有利地帮助将气溶胶生成基质保持在适当位置。
在上游区段包括材料棒的情况下,材料棒的下游端可与气溶胶生成基质的上游端间隔开。上游元件可包括含有纤维过滤材料的棒。
上游区段可具有至少约1毫米的长度。例如,上游区段可具有至少约2毫米、至少约4毫米或至少约6毫米的长度。
上游区段可具有不超过约15毫米的长度。例如,上游区段可具有不超过约12毫米、不超过约10毫米或不超过约8毫米的长度。
上游区段可具有介于约1毫米与约15毫米之间的长度。例如,上游区段可具有介于约2毫米与约12毫米之间,介于约4毫米与约10毫米之间,或者介于约6毫米与约8毫米之间的长度。
上游区段或元件可包括中空管状节段。
过滤器或下游区段可包括含有过滤材料滤嘴段的烟嘴节段和位于气溶胶形成基质条与烟嘴节段之间的位置处的中空管状节段。所有三个元件可纵向对准。气溶胶形成基质条可包括至少一种气溶胶形成剂。中空管状节段可以是支承节段或冷却节段。中空管状节段可定位或位于气溶胶形成基质的紧邻下游。
过滤器或下游区段可包括含有过滤材料滤嘴段的烟嘴节段和位于气溶胶形成基质条与烟嘴节段之间的位置处的气溶胶冷却节段(或元件)。所有三个元件可纵向对准。
烟嘴节段可包括中空管状节段。烟嘴节段可以是中空管状节段。烟嘴节段可以是过滤材料滤嘴段。
如本文所使用的,“气溶胶冷却元件”可指气溶胶生成制品的定位在气溶胶形成基质下游使得在使用中由从气溶胶形成基质中释放的挥发性化合物形成的气溶胶穿过并且在被使用者吸入之前被气溶胶冷却元件冷却的部件。气溶胶冷却元件具有大的表面面积,但是引起低压降。气溶胶冷却元件可以作用为通过热传递来冷却抽吸穿过所述元件的气溶胶流的温度。气溶胶的成分将与气溶胶冷却元件相互作用并损失热能。
气溶胶冷却元件可包括选自由包括如下的组的片材材料:金属箔、聚合物片材和基本上无孔的纸或纸板。在一些实施例中,气溶胶冷却元件可包括选自由以下各项构成的组的片材材料:聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚对苯二甲酸乙二醇酯(PET)、聚乳酸(PLA)、醋酸纤维素(CA)和铝箔。
消耗后,气溶胶生成制品通常被处理掉。形成气溶胶生成制品的元件是可生物降解的可能是有利的。因此,气溶胶冷却元件由可生物降解材料形成可能是有利的,例如无孔纸或可生物降解聚合物,如聚乳酸或
 等级(市售的淀粉基共聚酯家族)。在一些实施例中,整个气溶胶生成制品是可生物降解的或可堆肥的。
等级(市售的淀粉基共聚酯家族)。在一些实施例中,整个气溶胶生成制品是可生物降解的或可堆肥的。
在一些实施例中,根据本发明的气溶胶生成制品可包括附加的支承元件(或支承节段),其布置在气溶胶形成基质条与中空管状节段或气溶胶冷却节段(或元件)之间,并与其纵向对准。更详细地,支承元件(或支承节段)可设置在条的紧邻下游和中空管状节段或气溶胶冷却元件的紧邻上游。附加的支承元件或节段可以是管状的。
气溶胶生成制品的包装材料可包括不透气材料。气溶胶生成制品的包装材料可包括气密材料。通过提供具有不透气或气密材料的气溶胶生成制品,当气溶胶生成制品的上游端在插入气溶胶生成装置的装置腔或加热室时被阻塞时,确保空气必须通过第一空气进入区被吸入,以便空气进入气溶胶生成制品。换句话说,确保第一空气进入区可限定制品的主要且唯一的进气部分,空气可通过该进气部分被吸入制品。
表述“气密材料”或“不透气材料”贯穿本说明书用于意指基本上不允许流体,尤其是空气和烟气穿过材料中的空隙或孔隙的材料。例如,如果包装材料由气密和气溶胶颗粒的材料形成,则被吸入制品的空气和气溶胶颗粒不能流过包装材料的材料。相比之下,术语“多孔”在本文中用于指提供多个孔或开口的材料,该多个孔或开口允许空气通过该材料。
通过提供具有不透气材料的包装材料,当制品接收在气溶胶生成装置内时,空气只能经由设置在包装材料中的第一空气进入区进入气溶胶生成制品的内部。
第一空气进入区可位于沿气溶胶生成制品的(第一)位置处。气溶胶生成制品的第一空气进入区可沿气溶胶形成基质条定位。第一空气进入区可位于气溶胶形成基质条的周围。气溶胶生成制品的第一空气进入区可位于沿气溶胶形成基质条的位置处。
第一空气进入区可位于气溶胶形成基质条的下游的位置处。第一空气进入区可位于气溶胶形成基质条的下游或距其至少1mm处。
气溶胶生成制品的第一空气进入区可沿中空管状节段定位。第一空气进入区可位于空心管段周围。气溶胶生成制品的第一空气进入区可位于沿中空管状节段的位置处。
气溶胶生成制品的第一空气进入区可沿支承节段定位。第一空气进入区可位于支承节段周围。气溶胶生成制品的第一空气进入区可位于沿支承节段的位置处。支承节段可以是中空支承节段。
气溶胶生成制品可在上游端与下游端之间延伸。制品的下游端可与气溶胶形成基质条的下游端重合。换句话说,气溶胶形成基质条的下游端可限定气溶胶生成制品的下游端。
第一空气进入区可位于气溶胶形成基质条的上游端的下游至少约2mm处。第一空气进入区可位于气溶胶形成基质条的上游端的下游至少约3mm处。第一空气进入区可位于气溶胶形成基质条的上游端的下游至少约4mm处。第一空气进入区可位于气溶胶形成基质条的上游端的下游至少约5mm处。第一空气进入区可位于气溶胶形成基质条的上游端的下游至少约6mm处。第一空气进入区可位于气溶胶形成基质条的上游端的下游至少约7mm处。第一空气进入区可位于气溶胶形成基质条的上游端的下游至少约8mm处。第一空气进入区可位于气溶胶形成基质条的上游端的下游至少约9mm处。第一空气进入区可位于气溶胶形成基质条的上游端的下游至少约10mm处。第一空气进入区可位于气溶胶形成基质条的上游端的下游至少约12mm处。
第一空气进入区可位于气溶胶形成基质条的上游端的下游约20mm或更小处。第一空气进入区可位于气溶胶形成基质条的上游端的下游约15mm或更小处。第一空气进入区可位于气溶胶形成基质条的上游端的下游约14mm或更小处。第一空气进入区可位于气溶胶形成基质条的上游端的下游约13mm或更小处。第一空气进入区可位于气溶胶形成基质条的上游端的下游约12mm或更小处。第一空气进入区可位于气溶胶形成基质条的上游端的下游约10mm或更小处。第一空气进入区可位于气溶胶形成基质条的上游端的下游约9mm或更小处。第一空气进入区可位于气溶胶形成基质条的上游端的下游约8mm或更小处。第一空气进入区可位于气溶胶形成基质条的上游端的下游约6mm或更小处。第一空气进入区可位于气溶胶形成基质条的上游端的下游约5mm或更小处。
第一空气进入区可位于气溶胶形成基质条的上游端的下游约2mm与约20mm之间。第一空气进入区可位于气溶胶形成基质条的上游端的下游约3mm与约15mm之间。第一空气进入区可位于气溶胶形成基质条的上游端的下游约4mm与约12mm之间。
第一空气进入区可位于气溶胶形成基质条的上游端的下游约2mm与约15mm之间。第一空气进入区可位于气溶胶形成基质条的上游端的下游约3mm与约12mm之间。第一空气进入区可位于气溶胶形成基质条的上游端的下游约5mm与约10mm之间。
第一空气进入区可位于气溶胶形成基质条的上游端的下游约2mm与约12mm之间。第一空气进入区可位于气溶胶形成基质条的上游端的下游约3mm与约10mm之间。第一空气进入区可位于气溶胶形成基质条的上游端的下游约5mm与约8mm之间。
第一空气进入区可位于气溶胶形成基质条的上游端的下游约2mm与约10mm之间。第一空气进入区可位于气溶胶形成基质条的上游端的下游约3mm与约9mm之间。第一空气进入区可位于气溶胶形成基质条的上游端的下游约5mm与约8mm之间。
第一空气进入区可位于气溶胶形成基质条的上游端的下游约2mm与约8mm之间。第一空气进入区可位于气溶胶形成基质条的上游端的下游约2mm与约6mm之间。第一空气进入区可位于气溶胶形成基质条的上游端的下游约2mm与约5mm之间。
第一空气进入区可位于气溶胶形成基质条的上游端的下游约10mm与约20mm之间。第一空气进入区可位于气溶胶形成基质条的上游端的下游约12mm与约15mm之间。
第一空气进入区可沿气溶胶形成基质条的上游半部定位。通过沿气溶胶形成基质条的上游半部定位第一空气进入区,被抽吸通过第一空气进入区的空气可被抽吸通过气溶胶形成基质条的大部分长度,以便优化气溶胶生成和有效地使用气溶胶形成基质。
第一空气进入区可沿气溶胶形成基质条的下游半部定位。第一空气进入区可沿中空管状节段的上游半部定位。第一空气进入区可沿支承节段的上游半部定位。第一空气进入区可沿中空管状节段的下游半部定位。第一空气进入区可沿支承节段的下游半部定位。
在整个说明书中,当说明空气进入区是或可能沿气溶胶生成制品的某个部件定位时,这是指空气进入区位于上覆气溶胶生成制品的此类部件的包装材料的一部分上的事实。例如,如果空气进入区沿气溶胶形成基质条定位,这是指空气进入区位于上覆气溶胶形成基质条的包装材料的一部分上的事实。
术语“上游半部”是指元件的上游端和元件的中点之间的元件的区或部分。术语“下游半部”是指元件的下游端与元件的中点之间的元件的区或部分。
气溶胶生成制品可设置有附加的空气进入区,以向第一空气进入区提供附加功能。气溶胶生成制品可包括位于包装材料上的第二空气进入区。此类第二空气进入区可被构造成在装置内使用期间作为通风区为气溶胶生成制品提供通风,而第一空气进入区用作制品的空气进入区。此外,可提供空气进入区,以便在正常和相容的使用过程中为制品提供进一步的通风。
第二空气进入区可位于沿气溶胶生成制品的(第二)位置处。第二空气进入区可位于包装材料上第一空气进入区的下游的位置处。第二空气进入区可设置在沿气溶胶生成制品的与第一空气进入区相同的部件的位置处。例如,如果第一空气进入区沿气溶胶形成基质条提供,那么第二空气进入区可沿气溶胶形成基质条在第一空气进入区下游的位置处提供。
第二空气进入区可位于气溶胶形成基质条的下游。第二空气进入区可位于气溶胶形成基质条的下游端的下游。第二空气进入区可沿气溶胶生成制品的过滤器或下游区段定位。第二空气进入区可沿中空管状节段定位。第二空气进入区可沿支承节段定位。
第二空气进入区可位于气溶胶形成基质条的下游至少约1mm处。也就是说,第二空气进入区可位于气溶胶形成基质条的下游端的下游至少1mm处。第二空气进入区可位于气溶胶形成基质条的下游至少约2mm处。第二空气进入区可位于气溶胶形成基质条的下游至少约3mm处。
第二空气进入区可位于气溶胶形成基质条的下游约8mm或更小处。第二空气进入区可位于气溶胶形成基质条的下游约7mm或更小处。第二空气进入区可位于气溶胶形成基质条的下游约6mm或更小处。
第二空气进入区可位于气溶胶形成基质条的下游约1mm与约8mm之间。第二空气进入区可位于气溶胶形成基质条的下游约2mm与约7mm之间。第二空气进入区可位于气溶胶形成基质条的下游约2mm与约6mm之间。第二空气进入区可位于气溶胶形成基质条的下游约3mm与约6mm之间。
第二空气进入区可位于中空管状节段的上游端的下游至少约1mm处。第二空气进入区可位于中空管状节段的上游端的下游至少约2mm处。第二空气进入区可位于中空管状节段的上游端的下游至少约3mm处。
第二空气进入区可位于中空管状节段的上游端的下游约8mm或更小处。第二空气进入区可位于中空管状节段的上游端的下游约7mm或更小处。第二空气进入区可位于中空管状节段的上游端的下游约6mm或更小处。
第二空气进入区可位于中空管状节段的上游端的下游约1mm与约8mm之间。第二空气进入区可位于中空管状节段的上游端的下游约2mm与约7mm之间。第二空气进入区可位于中空管状节段的上游端的下游约2mm与约6mm之间。第二空气进入区可位于中空管状节段的上游端的下游约3mm与约6mm之间。
第二空气进入区可位于支承节段的上游端的下游至少约1mm处。第二空气进入区可位于支承节段的上游端的下游至少约2mm处。第二空气进入区可位于支承节段的上游端的下游至少约3mm处。
第二空气进入区可位于支承节段的上游端的下游约8mm或更小处。第二空气进入区可位于支承节段的上游端的下游约7mm或更小处。第二空气进入区可位于支承节段的上游端的下游约6mm或更小处。
第二空气进入区可位于支承节段的上游端的下游约1mm与约8mm之间。第二空气进入区可位于支承节段的上游端的下游约2mm与约7mm之间。第二空气进入区可位于支承节段的上游端的下游约2mm与约6mm之间。第二空气进入区可位于支承节段的上游端的下游约3mm与约6mm之间。
如上所述,第二空气进入区可沿气溶胶形成基质条定位。第二空气进入区可位于气溶胶形成基质条的上游端的下游至少约3.5mm处。第二空气进入区可位于气溶胶形成基质条的上游端的下游至少约4mm处。第二空气进入区可位于气溶胶形成基质条的上游端的下游至少约6.5mm处。
第二空气进入区可位于气溶胶形成基质条的上游端的下游约20mm或更小处。第二空气进入区可位于气溶胶形成基质条的上游端的下游约16mm或更小处。第二空气进入区可位于气溶胶形成基质条的上游端的下游约12mm或更小处。
第二空气进入区可位于气溶胶形成基质条的上游端的下游约3.5mm与约20mm之间。第二空气进入区可位于气溶胶形成基质条的上游端的下游约4mm与约16mm之间。第二空气进入区可位于气溶胶形成基质条的上游端的下游约6.5mm与约12mm之间。
第二空气进入区可位于第一空气进入区的下游至少约1.5mm处。第二空气进入区可位于第一空气进入区的下游至少约2mm处。第二空气进入区可位于第一空气进入区的下游至少约3mm处。
第二空气进入区可位于第一空气进入区的下游至少约10mm处。第二空气进入区可位于第一空气进入区的下游至少约12mm处。在此类实施例中,第二空气进入区可位于气溶胶形成基质条的下游处。
第二空气进入区可位于第一空气进入区的下游约20mm或更小处。第二空气进入区可位于第一空气进入区的下游约18mm或更小处。第二空气进入区可位于第一空气进入区的下游约16mm或更小处。
第二空气进入区可位于第一空气进入区的下游约1.5mm和约20mm之间。第二空气进入区可位于第一空气进入区的下游约2mm和约18mm之间。第二空气进入区可位于第一空气进入区的下游约3mm和约16mm之间。
第二空气进入区可沿气溶胶形成基质条的上游半部定位。第二空气进入区可沿气溶胶形成基质条的下游半部定位。第二空气进入区可沿中空管状节段的上游半部定位。第二空气进入区可沿支承节段的上游半部定位。第二空气进入区可沿中空管状节段的下游半部定位。第二空气进入区可沿支承节段的下游半部定位。
空气进入区可包括延伸穿过气溶胶生成制品的包装材料的一行或多行孔口或穿孔。空气进入区的孔口或穿孔可延伸穿过过滤器或气溶胶生成制品的下游区段。空气进入区的孔口或穿孔可延伸穿过制品的中空管状节段的周壁。空气进入区的孔口或穿孔可延伸穿过制品的支承节段的周壁,特别是如果支承节段是中空的。
空气进入区可只包括一行孔口或穿孔。一行孔口或穿孔可包括8至30个之间的孔口或穿孔。一行孔口或穿孔可包括10至20个之间的孔口或穿孔。空气进入区可限定气溶胶生成制品。空气进入区可限定气溶胶形成基质条。空气进入区可限定中空管状节段。空气进入区可限定支承节段。
空气进入区的穿孔可具有均匀的大小。作为备选方案,穿孔的大小可以不同。通过改变穿孔的数量和大小,当消费者在使用期间抽吸气溶胶生成制品的烟嘴时,可以调节进入中空管状节段的外部空气的量。因此,有利地可以调节气溶胶生成制品的通风或进气水平。优选地,穿孔是圆形的。
空气进入穿孔可以使用任何合适的技术形成,例如通过激光技术、作为气溶胶生成制品的一部分的中空管状节段或支承节段的机械穿孔或者在中空管状节段或支承节段与其他元件结合形成气溶胶生成制品之前对其进行预穿孔。优选地,穿孔通过在线激光穿孔形成。
另外,本发明人已发现,在根据本发明的气溶胶生成制品中,由通风空气在沿着由上述中空管状节段限定的导管的位置处的进入所引起的冷却和稀释效果对含酚物质的产生和递送具有令人惊讶的减少效果。
空气进入区可包括穿过中空管状节段的周壁形成的一行或多行穿孔。如上所述,第二空气进入区可以是通风区。优选地,通风区仅包括一行穿孔。这被理解为是有利的,因为通过在由中空管状节段限定的腔的短部分上冷凝由通风产生的冷却效果,可以进一步增强气溶胶成核。这是因为预计挥发性物质流的更快且更剧烈的冷却特别有利于形成新的气溶胶颗粒核。
优选地,一排或多排穿孔围绕中空管的壁周向地布置。在通风区包括穿过中空管状节段的周壁形成的两排或更多排穿孔的情况下,所述排沿着中空管状节段彼此纵向间隔开。
空气进入穿孔或孔口的半径可为至少约0.05mm。空气进入穿孔或孔口的半径可为至少约0.06mm。空气进入穿孔或孔口的半径可为至少约0.1mm。空气进入穿孔的半径可介于约0.06mm与约0.1mm之间。
通风或空气进入穿孔中的至少一者的等效直径优选地为至少约100微米。优选地,通风穿孔中的至少一者的等效直径为至少约150微米。甚至更优选地,通风穿孔中的至少一者的等效直径为至少约200微米。另外,或作为备选方案,通风穿孔中的至少一者的等效直径优选地小于约500微米。更优选地,通风穿孔中的至少一者的等效直径小于约450微米。甚至更优选地,通风穿孔中的至少一者的等效直径小于约400微米。术语“等效直径”在本文中用于表示具有与通风穿孔的截面相同表面积的圆的直径。通风穿孔的截面可以具有任何合适的形状。然而,圆形通风穿孔是优选的。
通风或空气进入穿孔可以是均匀的大小。作为备选方案,通风穿孔的大小可以不同。通过改变通风穿孔的数量和大小,当消费者在使用期间抽吸气溶胶生成制品的烟嘴时,可以调节进入中空管状节段的外部空气的量。因此,有利地可以调节气溶胶生成制品的通风水平。
空气进入区可包括气溶胶生成制品的包装材料的基本多孔部分。此类多孔部分可限定在气溶胶生成制品的气密或不透气包装材料中,或者可由形成气溶胶生成制品的包装材料的一部分的不同材料限定。此类多孔部分可由限定在包装材料中的多孔图案限定。此类多孔部分可限定第一空气进入区或第二空气进入区。因此,第一空气进入区或第二空气进入区可具有此类多孔部分的多孔特性。
相对于气溶胶生成制品的包装材料的其余部分,包装材料的此类多孔部分可具有相对高的孔隙度。此类多孔部分的孔隙度可以是至少约3000柯拉斯特(Coresta)单位(CU)。此类多孔部分的孔隙度可以是至少约5000柯拉斯特(Coresta)单位(CU)。此类多孔部分的孔隙度可小于约25000柯拉斯特单位(CU)。此类多孔部分的孔隙度可小于约20000柯拉斯特单位(CU)。此类多孔部分的孔隙度可介于约3000CU与约25000CU之间。此类多孔部分的孔隙度可介于约5000CU与约20000CU之间。
空气进入区(第一空气进入区、第二空气进入区或任何空气进入区)的宽度可以是至少约1mm。空气进入区的宽度可至少约为3mm。空气进入区的宽度可至少约为5mm。空气进入区的“宽度”是指空气进入区在气溶胶生成制品的轴向或纵向方向上的大小。因此,空气进入区的“宽度”可称为空气进入区的“长度”。
第一空气进入区的宽度可大于第二空气进入区的宽度。这使得当接收在相容的气溶胶生成装置内时,第一空气进入区能够用作气溶胶生成制品的主要进气口,而第二或随后的空气进入区可用作次要进气口区或通风区。
此类相对较宽的空气进入区可由具有相对较高孔隙度(如上所述)、多条穿孔线或一条相对较宽的穿孔线的包装材料的多孔部分形成。
通过提供宽的空气进入区,诸如第一空气进入区,将有更多的第一空气进入区的表面积与气溶胶生成装置的气流通道的出口重叠或对准。因此,这将可靠地确保在气溶胶生成装置的外部与接收在装置内的气溶胶生成制品的内部之间建立流体连通,使得消费者能够适当地消耗该制品。具有相对较宽的空气进入区可解释空气进入区的任何制造不精确性,这可能影响装置的气流通道的出口与空气进入区的对准。
空气进入区可完全或部分限定气溶胶生成制品。空气进入区可位于气溶胶生成制品的周围。
气溶胶生成制品可包括沿气溶胶形成基质条定位的第一空气进入区和第二空气进入区。气溶胶生成制品可包括沿气溶胶形成基质条定位的第一空气进入区和位于气溶胶形成基质条的下游的第二空气进入区。气溶胶生成制品可包括沿气溶胶形成基质条定位的第一空气进入区和沿中空管状节段定位的第二空气进入区。气溶胶生成制品可包括沿气溶胶形成基质条定位的第一空气进入区和沿支承节段定位的第二空气进入区。
每个空气进入区可提供或允许进入气溶胶生成制品的内部的一定的空气进入水平。空气进入水平可指允许通过空气进入区进入以便进入气溶胶生成制品的内部的流体的量。空气进入水平可用空气体积表示,单位为立方毫米,其可在一段时间内经由空气进入区进入,单位为秒。空气进入水平可表示为质量流量,单位为克或千克每秒,或者体积流量,单位为毫升或升每秒。
通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平可被构造成大于通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平。这是为了确保在使用过程中,当气溶胶生成制品接收在气溶胶生成装置中时,适量的空气流过第一空气进入区,以便用作制品的主要进气区,而第二空气进入区可为制品提供通风。
通过空气进入区的空气进入水平可被定义为体积流量。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平,即体积流量,可比通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平(体积流量)高至少约10%。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平,即体积流量,可比通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平(体积流量)高至少约20%。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平,即体积流量,可比通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平(体积流量)高至少约30%。
通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平,即体积流量,可比通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平(体积流量)高不到约300%。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平,即体积流量,可比通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平(体积流量)高不到约200%。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平,即体积流量,可比通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平(体积流量)高不到约100%。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平,即体积流量,可比通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平(体积流量)高不到约90%。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平,即体积流量,可比通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平(体积流量)高不到约75%。通过第一空气进入区进入气溶胶生成制品的内部的空气进入水平,即体积流量,可比通过第二空气进入区进入气溶胶生成制品的内部的空气进入水平(体积流量)高不到约60%。
在一段时间内,从通过气流通道或多个气流通道进入气溶胶生成装置的一定体积的空气中,此类体积的进气的第一比例可通过第一空气进入区进入气溶胶生成制品的内部,而此类体积的进气的第二比例可通过第二空气进入区进入气溶胶生成制品的内部。例如,在时间段T期间,空气的体积V可进入气溶胶生成装置,然后表示为V的百分比的第一比例的V可通过第一空气进入区进入气溶胶生成制品的内部,而第二比例的V可通过第二空气进入区进入气溶胶生成制品的内部。
相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的至少约50%可通过第一空气进入区进入气溶胶生成制品的内部。相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的至少约55%可通过第一空气进入区进入气溶胶生成制品的内部。相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的至少约60%可通过第一空气进入区进入气溶胶生成制品的内部。相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的至少约70%可通过第一空气进入区进入气溶胶生成制品的内部。相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的至少约75%可通过第一空气进入区进入气溶胶生成制品的内部。
相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的约50%或更少可通过第二空气进入区进入气溶胶生成制品的内部。相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的约45%或更少可通过第二空气进入区进入气溶胶生成制品的内部。相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的约40%或更少可通过第二空气进入区进入气溶胶生成制品的内部。相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的约30%或更少可通过第二空气进入区进入气溶胶生成制品的内部。相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的约25%或更少可通过第二空气进入区进入气溶胶生成制品的内部。
相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的约50%可通过第一空气进入区进入气溶胶生成制品的内部,该总体积的约50%可通过第二空气进入区进入气溶胶生成制品的内部。
相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的约55%可通过第一空气进入区进入气溶胶生成制品的内部,该总体积的45%可通过第二空气进入区进入气溶胶生成制品的内部。
相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的约60%可通过第一空气进入区进入气溶胶生成制品的内部,该总体积的约40%可通过第二空气进入区进入气溶胶生成制品的内部。
相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的约70%可通过第一空气进入区进入气溶胶生成制品的内部,该总体积的约30%可通过第二空气进入区进入气溶胶生成制品的内部。
相对于在一段时间内进入气溶胶生成装置的进气总体积,该总体积的约75%可通过第一空气进入区进入气溶胶生成制品的内部,该总体积的约25%可通过第二空气进入区进入气溶胶生成制品的内部。
类似地,在空气离开气流通道朝向气溶胶生成装置之前,一定的体积流量可流过气溶胶生成装置的气流通道或多个气流通道。根据此类进气体积流量(或在出口之前存在于气流通道中的气流通道体积流量),此类进气体积流量的第一比例可流过第一空气进入区,并且此类进气体积流量的第二比例可流过第二空气进入区。例如,体积流量VF可流过气流通道,然后表示为VF的百分比的第一比例的VF可流过第一空气进入区,并且第二比例的VF可流过第二空气进入区。
相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的至少约50%可流过第一空气进入区。相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的至少约55%可流过第一空气进入区。相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的至少约60%可流过第一空气进入区。相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的至少约70%可流过第一空气进入区。相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的至少约75%可流过第一空气进入区。
相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的约50%或更少可流过第二空气进入区。相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的约45%或更少可流过第二空气进入区。相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的约40%或更少可流过第二空气进入区。相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的约30%或更少可流过第二空气进入区。相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的约25%或更少可流过第二空气进入区。
相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的约50%可流过第一空气进入区,并且此类进气体积流量的约50%可流过第二空气进入区。
相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的约55%可流过第一空气进入区,并且此类进气体积流量的约45%可流过第二空气进入区。
相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的约60%可流过第一空气进入区,并且此类进气体积流量的约40%可流过第二空气进入区。
相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的约70%可流过第一空气进入区,并且此类进气体积流量的约30%可流过第二空气进入区。
相对于流过气溶胶生成装置的气流通道的进气体积流量,此类进气体积流量的约75%可流过第一空气进入区,并且此类进气体积流量的约25%可流过第二空气进入区。
在整个本说明书中,术语“通风水平”可用于表示经由空气进入区进入气溶胶生成制品的气流(空气进入气流)与经由口端或下游端离开气溶胶生成制品的气流之间的体积比。通风水平越大,递送给消费者的气溶胶流的稀释度越高。通风水平在气溶胶生成制品上独立地测量,即,不将气溶胶生成制品插入到适于加热气溶胶形成基质的合适的气溶胶生成装置中。
由第一空气进入区提供的通风水平可通过堵塞所有其他空气进入区(如果存在的话)并从气溶胶生成制品的口端吸入空气以便空气可流过气溶胶生成制品的前端或上游端和第一空气进入区进入气溶胶生成制品来测量。由第一空气进入区提供的通风水平可被定义为通过第一空气进入区进入气溶胶生成制品的空气(气流)的流量与在口端处离开气溶胶生成制品的空气的流量之间的比率。
由第二空气进入区提供的通风水平可通过堵塞所有其他空气进入区(如果存在的话)并从气溶胶生成制品的口端吸入空气以便空气可流过气溶胶生成制品的前端或上游端和第二空气进入区进入气溶胶生成制品来测量。由第二空气进入区提供的通风水平可被定义为通过第二空气进入区进入气溶胶生成制品的空气(气流)的流量与在口端处离开气溶胶生成制品的空气的流量之间的比率。
气溶胶生成制品的总通风水平可通过不堵塞气溶胶生成制品中存在的任何空气进入区并从气溶胶生成制品的口端吸入空气以便空气可流过气溶胶生成制品的前端或上游端和空气进入区进入气溶胶生成制品来测量。气溶胶生成制品的总通风水平可被定义为通过每个空气进入区进入气溶胶生成制品的空气流量之和与在口端处离开气溶胶生成制品的空气的流量之比。
由第一空气进入区提供给气溶胶生成制品的通风水平可以是至少约10%。由第一空气进入区提供的通风水平可以是至少约20%。由第一空气进入区提供的通风水平可以是至少约25%。由第一空气进入区提供的通风水平可以是至少约50%。由第一空气进入区提供的通风水平可以是至少约75%。
由第二空气进入区提供给气溶胶生成制品的通风水平可以是至少约10%。由第二空气进入区提供的通风水平可以是至少约20%。由第二空气进入区提供的通风水平可以是至少约25%。由第二空气进入区提供的通风水平可以是至少约50%。由第二空气进入区提供的通风水平可以是至少约75%。
由第一空气进入区或第二空气进入区提供的通风水平可以是约75%或更少。由第一空气进入区或第二空气进入区提供的通风水平可以是约60%或更少。由第一空气进入区或第二空气进入区提供的通风水平可以是约50%或更少。
由第一空气进入区或第二空气进入区提供的通风水平可介于约10%与约75%之间。由第一空气进入区或第二空气进入区提供的通风水平可介于约30%与约60%之间。
气溶胶生成制品通常可具有至少约10%、优选地至少约20%的总通风水平。
气溶胶生成制品可具有至少约20%或约25%或约30%的总通风水平。气溶胶生成制品可具有至少约35%的总通风水平。气溶胶生成制品可具有小于约60%的总通风水平。气溶胶生成制品可具有小于约50%或小于约40%的总通风水平。气溶胶生成制品可具有介于约25%至约60%之间的总通风水平。
气溶胶生成制品可具有约10%至约90%的总通风水平。气溶胶生成制品可具有约20%至约80%的总通风水平。气溶胶生成制品可具有约25%至约60%的总通风水平。气溶胶生成制品可具有约30%至约50%的总通风水平。气溶胶生成制品可具有约30%至约40%的总通风水平。
气溶胶生成制品可具有约28%至约42%的总通风水平。气溶胶生成制品可具有约35%的通风水平。本发明人惊奇地发现,当通风水平介于约30%与约50%之间时,对气溶胶的稀释效果——特别是可以通过测量对作为气溶胶形成剂的气溶胶形成基质中所含甘油的递送效果来评估——有利地最小化。特别地,已发现介于约35%至约42%之间的通风水平产生尤其令人满意的甘油递送值。同时,提高了成核的程度以及因此尼古丁和气溶胶形成剂(例如甘油)的递送。
第一空气进入区可用作第一或主要进气区,而第二空气进入区可用作气溶胶生成制品的通风区。这是因为当气溶胶生成制品位于装置腔内时,第一空气进入区将被构造成空气的第一进入点,并且与设置在制品的包装材料上的任何其他空气进入区相比,第一空气进入区可被构造成接收最高水平的空气。
如上所述,第一空气进入区将通过限定制品的主进气区来确保气溶胶生成制品与气溶胶生成装置之间的相容性,而第二空气进入区将在气溶胶生成制品接收在装置内的正常使用期间为气溶胶生成制品提供通风。在正常使用期间,所有的空气进入区可位于气溶胶生成装置的装置腔或加热室内。这将防止使用者在正常使用期间无意中用手或嘴唇遮挡任何空气进入区,这可能会对使用者的体验产生负面影响,因为制品可能不通风。
在正常使用期间为气溶胶生成制品提供通风是有好处的。不希望受理论的约束,已经发现,由冷却器、外部空气经由通风区进入中空管状节段中所引起的温度下降可对气溶胶颗粒的成核和生长具有有利影响。
在这种可能因聚结现象而更加复杂化的情境下,冷却的温度和速率在确定系统如何响应方面起着关键作用。一般来讲,不同的冷却速率可导致与液相(液滴)形成有关的显著不同的时间行为,因为成核过程通常是非线性的。在不希望受理论束缚的情况下,假设冷却可导致小滴数量浓度的快速增加,随后是这种生长的强烈、短暂的增加(成核爆发)。这种成核爆发在较低温度下似乎更为显著。此外,似乎更高的冷却速率可能有利于更早开始成核。相比之下,冷却速率的降低似乎对气溶胶小滴最终达到的最终尺寸具有有利的影响。
因此,外部空气经由通风区进入中空管状节段所引起的快速冷却可有利地用于促进气溶胶小滴的成核和生长。然而,同时,外部空气进入中空管状节段具有稀释递送到消费者的气溶胶流的直接缺点。
另外,已经发现,在根据本发明的气溶胶生成制品中,由通风空气在沿着由上述中空管状节段限定的导管的位置处的进入引起的冷却和稀释效果对含酚物质的生成和递送具有令人惊讶的降低效果。
这被理解为是有利的,因为通过将由通风产生的冷却效果集中在由中空管状节段限定的腔的短部分上,可以进一步增强气溶胶成核。这是因为预期来自气溶胶形成基质的挥发物质的流的更快且更剧烈的冷却特别有利于气溶胶颗粒的新核的形成。
气溶胶形成基质条优选地具有大约等于气溶胶生成制品的外径。
优选地,气溶胶形成基质条具有至少约4毫米(mm)的外径。气溶胶形成基质条可具有至少约5毫米的外径。气溶胶形成基质条的外径可以介于约5毫米与约12毫米之间,例如介于约5毫米与约10毫米之间或介于约6毫米与约8毫米之间。在优选的实施例中,气溶胶形成基质条具有7.2毫米至10%以内的外径。
气溶胶形成基质条的长度可以介于约5毫米与约100mm之间。优选地,气溶胶形成基质条具有至少约5毫米,更优选地至少约7毫米的长度。另外,或作为备选方案,气溶胶形成基质条优选地具有小于约80毫米,更优选地小于约65毫米,甚至更优选地小于约50毫米的长度。在特别优选的实施例中,气溶胶形成基质条具有小于约35毫米,更优选地小于25毫米,甚至更优选地小于约20毫米的长度。在一个实施例中,气溶胶形成基质条可具有约10毫米的长度。在优选的实施例中,气溶胶形成基质条具有约12毫米的长度。
优选地,气溶胶形成基质条沿着该条的长度具有基本上均匀的截面。特别优选地,气溶胶形成基质条具有基本上圆形的截面。
在优选实施例中,气溶胶形成基质包括一个或多个均质化的烟草材料的聚集片材。一个或多个的均质烟草材料的片材可以是有纹理的。如本文中所用,术语“纹理化片材”表示已卷曲、凸印、凹印、穿孔或以另外方式变形的片材。用于本发明的均质烟草材料的纹理化片材可包括多个间隔开的压痕、凸起、穿孔或其组合。气溶胶形成基质条可包括由包装材料限定的均质烟草材料的聚集卷曲片材。
在某些优选的实施例中,气溶胶形成基质包括均质植物材料,优选均质烟草材料。
如本文中所用,术语“均质化植物材料”涵盖由植物颗粒的附聚形成的任何植物材料。例如,用于本发明的气溶胶形成基质的均质化烟草材料的片材或幅材可通过聚结烟草材料的颗粒而形成,所述烟草材料的颗粒通过粉碎、磨碎或碾碎植物材料以及任选的烟草叶片和烟草叶梗中的一种或多种而获得。均质化植物材料可通过流延、挤出、造纸工艺或本领域已知的其它任何合适的工艺来生产。
可以任何合适的形式提供均质化植物材料。例如,均质化植物材料可为一个或多个片材的形式。如本文中参考本发明所用,术语“片材”描述了宽度和长度基本上大于其厚度的层状元件。
备选地或另外,均质化植物材料可为多个丸粒或颗粒的形式。
备选地或另外,均质化植物材料可为多个细条、条带或碎片的形式。如本文中所用,术语“细条”描述细长元件材料,其长度基本上大于其宽度和厚度。术语“细条”应被认为包括具有类似形式的条带、碎片和任何其它均质化植物材料。均质化植物材料束可由均质化植物材料的片材形成,例如通过切割或切碎,或通过其它方法,例如通过挤出方法。
如本文中所使用,术语“卷曲片材”预期与术语“起皱片材”同义,且表示具有多个基本平行的脊或波纹的片材。优选地,均质烟草材料的卷曲片材具有与根据本发明的条的圆柱轴基本上平行的多个脊或波纹。这有利地促进了均质烟草材料的卷曲片材的聚集以形成条。然而,应了解用于本发明的均质烟草材料的卷曲片材可备选地或另外具有以锐角或钝角设置于条的圆柱轴线的多个基本上平行的脊或波纹。用于本发明制品的条的均质烟草材料的片材可以在其基本整个表面上基本均匀地纹理化。例如,用于制造用于根据本发明的气溶胶生成制品的条的均质烟草材料的卷曲片材可以包括多个基本平行的脊或波纹,这些脊或波纹在片材的宽度上基本均匀地间隔开。
用于本发明的均质烟草材料的片材或幅材可具有以干重计至少约40重量%,更优选以干重计至少约60重量%,更优选以干重计至少约70重量%,最优选以干重计至少约90重量%的烟草含量。
用于气溶胶形成基质的均质烟草材料的片材或幅材可以包括一种或多种内在粘合剂,即烟草内在粘合剂,一种或多种外在粘合剂,即烟草外来粘合剂,或其组合,以帮助颗粒状烟草聚集。备选地或另外,用于在气溶胶形成基质中使用的均质烟草材料的片材可以包括其他添加剂,所述其他添加剂包括但不限于烟草和非烟草纤维、气溶胶形成剂、保湿剂、增塑剂、香料、填充剂、水性溶剂和非水性溶剂及其组合。
均质植物或烟草材料包括烟草颗粒或材料,以及非烟草植物调味剂颗粒。非烟草植物调味剂颗粒可选自以下的一种或多种:姜颗粒、迷迭香颗粒、桉树颗粒、丁香颗粒和八角颗粒。
包括在用于气溶胶形成基质中的均质烟草材料的片材或纤网中的合适外部粘结剂在本领域中是已知的,包括但不限于:树胶,例如瓜尔豆胶、黄原胶、阿拉伯胶和刺槐豆胶;纤维素粘结剂,例如羟丙基纤维素、羧甲基纤维素、羟乙基纤维素、甲基纤维素和乙基纤维素;多糖,例如淀粉;有机酸,例如藻酸;有机酸的共轭碱盐,例如海藻酸钠、琼脂和果胶;以及它们的组合。
包含在用于气溶胶形成基质的均质烟草材料的片材或幅材中的合适的非烟草纤维是本领域已知的,并且包括但不限于:纤维素纤维;软木纤维;硬木纤维;黄麻纤维及其组合。在包括在用于气溶胶形成基质的均质烟草材料的片材中之前,非烟草纤维可以通过本领域已知的合适的方法处理,包括但不限于:机械制浆;精炼;化学制浆;漂白;硫酸盐制浆;以及它们的组合。
在本发明的其他实施例中,气溶胶形成基质可包括凝胶组合物,该凝胶组合物包括生物碱化合物。气溶胶形成基质可包括含有尼古丁的凝胶组合物。气溶胶形成基质可包括不含尼古丁的凝胶组合物。
优选地,凝胶组合物包括生物碱化合物;气溶胶形成剂;以及至少一种胶凝剂。优选地,至少一种胶凝剂形成固体介质,并且甘油分散在固体介质中,其中生物碱分散在甘油中。优选地,凝胶组合物为稳定的凝胶相。
有利地,包括尼古丁的稳定的凝胶组合物在储存或从制造商向消费者运送时提供可预测的组合物形式。包括尼古丁的稳定的凝胶组合物基本上保持其形状。包括尼古丁的稳定的凝胶组合物在储存或从制造商向消费者运送时基本上不释放液相。包括尼古丁的稳定的凝胶组合物可提供简单的耗材设计。该耗材可不必设计为容纳液体,因此可考虑更广泛的材料和容器构造。
可将本文描述的凝胶组合物与气溶胶生成装置组合从而以在常规吸烟方式吸入速率或气流速率范围中的吸入速率或气流速率向肺提供尼古丁气溶胶。气溶胶生成装置可连续地加热凝胶组合物。消费者可进行多次吸入或“抽吸”,其中每次“抽吸”都会递送一定量的尼古丁气溶胶。当优选地以连续方式加热时,凝胶组合物能够将高尼古丁/低总颗粒物(TPM)气溶胶递送至消费者。
短语“稳定的凝胶相”或“稳定的凝胶”是指当暴露于各种环境条件时基本上保持其形状和质量的凝胶。当暴露于标准温度和压力,同时相对湿度从约10%改变至约60%时,稳定的凝胶可基本上不会释放(发汗)或吸收水分。例如,当暴露于标准温度和压力,同时相对湿度从约10%改变至约60%时,稳定的凝胶可基本上保持其形状和质量。
该凝胶组合物可包括一种或多种生物碱。
术语“生物碱化合物”是指包含一个或多个碱性氮原子的一类天然存在的有机化合物中的任何一种。通常,生物碱在胺型结构中包含至少一个氮原子。生物碱化合物分子中的这个或另一个氮原子可在酸碱反应中用作碱。大多数生物碱化合物的氮原子中的一个或多个作为环状系统的一部分,例如杂环。在自然界中,生物碱化合物主要存在于植物中,在某些开花植物科中尤为常见。然而,一些生物碱化合物存在于动物物种和真菌中。在本公开中,术语“生物碱化合物”是指天然来源的生物碱化合物和合成制造的生物碱化合物。
凝胶组合物可优选地包括选自尼古丁、阿纳他滨以及它们的组合的生物碱化合物。
优选地,凝胶组合物包括尼古丁。
术语“尼古丁”是指尼古丁和尼古丁衍生物,如游离碱尼古丁、尼古丁盐等。
该凝胶组合物优选地包括气溶胶形成剂。理想地,气溶胶形成剂在相关的气溶胶生成装置的工作温度下基本上抵抗热降解。合适的气溶胶形成剂包括但不限于:多元醇,诸如三乙二醇、1,3-丁二醇和丙三醇;多元醇的酯,诸如丙三醇单、二或三乙酸酯;以及单、二或聚羧酸的脂族酯,诸如十二烷二酸二甲酯和十四烷二酸二甲酯。多元醇或其混合物可为三乙二醇、1,3-丁二醇、丙三醇(甘油或丙烷-1,2,3-三醇)或聚乙二醇中的一种或多种。气溶胶形成剂优选地为甘油。
优选地,在气溶胶形成基质条包括凝胶组合物的实施例中,如上所述,气溶胶生成制品的下游区段包括长度小于约10毫米的气溶胶冷却元件。已发现将相对较短的气溶胶冷却元件与凝胶组合物组合使用会优化向消费者递送气溶胶。
本发明的实施例,其中气溶胶形成基质条包括如上所述的凝胶组合物,优选包括气溶胶形成基质条的上游的上游元件(或上游区段)。在这种情况下,上游元件或区段有利地防止与凝胶组合物的物理接触。上游元件或区段还可有利地补偿RTD的任何潜在降低,例如由于在使用过程中加热气溶胶形成基质条时凝胶组合物的蒸发。
均质烟草材料的片材或纤网可包括气溶胶形成剂。如本文中所用,术语“气溶胶形成剂”描述任何合适的已知化合物或化合物的混合物,所述化合物或化合物的混合物在使用中促进形成气溶胶并且在气溶胶生成制品的工作温度下基本抵抗热降解。
合适的气溶胶形成剂是本领域已知的,并且包括但不限于:多元醇,诸如丙二醇、三甘醇、1,3-丁二醇、甘油;多元醇的酯,诸如甘油单乙酸酯、甘油二乙酸酯或甘油三乙酸酯;以及一元羧酸、二元羧酸或多元羧酸的脂肪酸酯,诸如十二烷二酸二甲酯和十四烷二酸二甲酯。
优选的气溶胶形成剂是多元醇或其混合物,诸如丙二醇、三甘醇、1,3-丁二醇和最优选的甘油。
均质烟草材料的片材或幅材可包含单种气溶胶形成剂。备选地,均质化烟草材料的片材或幅材可包含两种或更多种气溶胶形成剂的组合。
均质化烟草材料的片材或幅材具有以干重计大于10%的气溶胶形成剂含量。优选地,均质化烟草材料的片材或幅材具有以干重计大于12%的气溶胶形成剂含量。更优选地,均质化烟草材料的片材或幅材具有以干重计大于14%的气溶胶形成剂含量。甚至优选地,均质化烟草材料的片材或幅材具有以干重计大于16%的气溶胶形成剂含量。
均质化烟草材料的片材可具有以干重计约10%至约30%的气溶胶形成剂含量。优选地,均质烟草材料的片材或幅材具有以干重计小于25%的气溶胶形成剂含量。
在优选的实施例中,均质烟草材料的片材具有以干重计约20%的气溶胶形成剂含量。
用于本发明的气溶胶生成制品中的均质烟草的片材或幅材可通过本领域已知的方法(例如在国际专利申请WO-A-2012/164009A2中公开的方法)来制造。在优选的实施例中,用于气溶胶生成制品中的均质烟草材料的片材由包含颗粒烟草、瓜尔豆胶、纤维素纤维和甘油的浆料通过浇铸工艺来形成。
用于气溶胶生成制品中的条中的均质烟草材料的备选布置将是技术人员已知的,并且可以包括多个均质烟草材料的堆叠片材、通过绕其纵向轴线缠绕均质烟草材料的杆状物而形成的多个细长管状元件等等。
作为另一备选方案,气溶胶形成基质条可包括非基于烟草的、含尼古丁材料,例如装载有尼古丁(例如,呈尼古丁盐的形式)和气溶胶形成剂的吸附剂非烟草材料的片材。在国际应用WO-A-2015/052652中描述此类条的实例。另外或作为备选方案,气溶胶形成基质条可包括非烟草植物材料,例如芳香族非烟草植物材料。
气溶胶形成基质由包装材料限定。包装材料可以由多孔或无孔的片材材料形成。包装材料可以由任何合适的材料或材料组合形成。优选地,包装材料是纸质包装材料。
烟嘴节段包括能够移除微粒组分、气体组分或组合的过滤材料滤嘴段。合适的过滤材料是本领域已知的,并且包括但不限于:纤维过滤材料,例如醋酸纤维素丝束、粘胶纤维、聚羟基脂肪酸酯(PHA)纤维、聚乳酸(PLA)纤维和纸;吸附剂,例如活性氧化铝、沸石、分子筛和硅胶;以及它们的组合。另外,过滤材料滤嘴段还可包括一种或多种气溶胶改性剂。合适的气溶胶改性剂是本领域中已知的,并且包括但不限于香料,诸如例如薄荷醇。在一些实施例中,烟嘴节段还可包括在过滤材料滤嘴段的下游的口端凹部。举例来说,烟嘴节段可包括与过滤材料滤嘴段纵向对准且过滤材料滤嘴段的紧邻下游布置的中空管,所述中空管在口端处形成腔,所述腔在烟嘴节段和气溶胶生成制品的下游端处对外部环境开放。
烟嘴节段的长度优选地为至少约4毫米,更优选地至少约6毫米,甚至更优选地至少约8毫米。另外或作为备选方案,烟嘴节段的长度优选地小于25毫米,更优选地小于20毫米,甚至更优选地小于15毫米。在一些优选的实施例中,烟嘴节段的长度约4毫米至约25毫米,更优选地约6毫米至约20毫米。烟嘴节段的长度可以是约7毫米。烟嘴节段的长度可以是约12毫米。
中空管状节段的长度优选地为至少约10毫米。更优选地,中空管状节段的长度为至少约15毫米。另外或作为备选方案,中空管状节段的长度优选地小于约30毫米。更优选地,中空管状节段的长度小于约25毫米。甚至更优选地,中空管状节段的长度小于约20毫米。在一些优选的实施例中,中空管状节段的长度为约10毫米至约30毫米、更优选地约12毫米至约25毫米、甚至更优选地约15毫米至约20毫米。举例来说,在特别优选的实施例中,中空管状节段的长度为约18毫米。在另一个特别优选的实施例中,中空管状节段的长度为约13毫米。
气溶胶冷却元件的长度优选地为至少约10毫米。更优选地,气溶胶冷却元件的长度为至少约15毫米。另外或作为备选方案,气溶胶冷却元件的长度优选地小于约30毫米。更优选地,气溶胶冷却元件的长度小于约25毫米。甚至更优选地,气溶胶冷却元件的长度小于约20毫米。在一些优选的实施例中,气溶胶冷却元件的长度为约10毫米至约30毫米、更优选地约12毫米至约25毫米、甚至更优选地约15毫米至约20毫米。举例来说,在特别优选的实施例中,气溶胶冷却元件的长度为约18毫米。在另一个特别优选的实施例中,气溶胶冷却元件的长度为约13毫米。
根据本发明的气溶胶生成制品的总长度优选地为至少约40毫米。另外,或作为备选方案,根据本发明的气溶胶生成制品的总长度优选地小于约70毫米、更优选地小于60毫米、甚至更优选地小于50毫米。在优选的实施例中,气溶胶生成制品的总长度为约40毫米至约70毫米之间。在示例性实施例中,气溶胶生成制品的总长度为约45毫米。
支承元件(或支承节段)可具有在约5毫米与约15毫米之间的长度。在优选实施例中,支承元件具有约8毫米的长度。
气溶胶生成制品优选具有小于约90毫米H2O(约900Pa)的总体RTD。更优选地,气溶胶生成制品具有小于约80毫米H2O(约800Pa)的总体RTD。甚至更优选地,气溶胶生成制品具有小于约70毫米H2O(约700Pa)的总RTD。
另外,或作为备选方案,气溶胶生成制品优选地具有至少约30毫米H2O(约300Pa)的总RTD。更优选地,气溶胶生成制品具有至少约40毫米H2O(约400Pa)的总RTD。甚至更优选地,气溶胶生成制品具有至少约50毫米H2O(约500Pa)的总RTD。
气溶胶生成制品的RTD可以被评估为在ISO 3402中定义的测试条件下必须施加到衔口的下游端的负压,以便维持17.5ml/s的空气稳定体积流通过衔口。上面列出的RTD值旨在单独测量在气溶胶生成制品上(即,在将制品插入气溶胶生成装置之前),而不阻挡通风区的穿孔。
如本说明书中所用,术语“均质烟草材料”涵盖由烟草材料颗粒的聚结形成的任何烟草材料。均质烟草材料的片材或幅材通过使微粒烟草聚结而形成,该微粒烟草通过将烟草叶片和烟草叶梗中的一者或两者研磨或以其他方式粉末化而获得。另外,均质烟草材料可包括少量的在烟草的处理、操作和运送期间形成的烟草尘、烟草细粒和其他微粒烟草副产品中的一种或多种。均质烟草材料的片材可以通过浇铸、挤出、造纸工艺或本领域已知的其他任何合适的工艺来生产。
支承元件可由任何合适的材料或材料组合形成。例如,支承元件可由选自由以下项组成的组的一种或多种材料形成:醋酸纤维素、卡纸板、卷曲纸,诸如卷曲耐热纸或卷曲羊皮纸,以及聚合材料,诸如低密度聚乙烯(LDPE)。在优选实施例中,支承元件由醋酸纤维素形成。
气溶胶生成装置可包括用于提取接收在气溶胶生成装置中的气溶胶生成制品的提取器,所述提取器被构造成能够在装置腔内移动。
提取器可被构造成当提取器处于操作位置时暴露气流通道,操作位置由与气溶胶生成制品的气溶胶形成基质接触的加热器限定。
所述提取器包括被构造成接收气溶胶生成制品的容器主体。提取器的容器主体(提取器主体)可包括端壁和周壁。提取器的容器主体包括与端壁相对的开放端,气溶胶生成制品可通过所述开放端接收。气溶胶生成制品被构造成一旦接收在提取器主体内就邻接端壁。当气溶胶生成制品接收在提取器内时,容器主体的周壁可以外接气溶胶生成制品。在存在提取器的此类实施例中,提取器主体的周壁可限定气流通道。备选地,装置壳体的周壁可限定气流通道。
提取器的大小可被设计成使得在操作位置中,容器主体在气流通道的第一端部与装置腔的远端之间延伸。这使得气溶胶生成制品能够直接暴露于气流通道,而不会使提取器主体阻碍气流通道与气溶胶生成制品之间的流体连通。
提取器的尺寸可以被设计成使得在操作位置,容器主体在装置腔的口端和装置腔的远端之间延伸。在此类实施例中,提取器主体可具有切口或多个切口,以允许气流通道在插入时暴露于气溶胶生成制品。提取器主体和装置腔一起可被构造成确保在使用所述切口或多个切口期间与气流通道或多个气流通道对准。例如,抽吸体可以包括突起,该突起被布置成与位于气溶胶生成装置的壳体中的狭槽或凹槽配合。
气溶胶生成装置可包括细长加热器,所述细长加热器被布置成用于在气溶胶生成制品接收在装置腔内时插入到气溶胶生成制品中。细长加热器可以与装置腔一起布置。细长加热器可延伸到装置腔中。下面进一步讨论可选的加热装置。然而,在加热器延伸到装置腔中的此类实施例中,提取器主体包括在端壁处的孔口,以用于允许加热器延伸到气溶胶生成制品中。此类孔口可允许空气进入提取器腔的内部,使得空气可以在使用期间流动通过气溶胶生成制品的气溶胶形成基质条。或者,可提供另外的孔口以便允许空气进入提取器腔的内部。
在一些实施例中,提取器主体的长度可小于装置腔的长度。在此类实施例中,当提取器处于操作位置时(当提取器与装置腔的远端邻接时),气流通道可由装置壳体的不限定提取器的周壁的部分限定。当提取器处于操作位置时,周壁的这一部分可限定气流通道。实际上,装置壳体的周壁的所述部分可纵向地延伸经过提取器,以限定气流通道。气溶胶生成制品与装置壳体的周壁之间的间隔或间隙限定气流通道。
在提供提取器的实施例中,气流通道可限定在气溶胶生成装置壳体的周壁与提取器的外表面之间。备选地,气流通道可被限定在提取器主体内。气流通道可被限定在提取器主体的周壁中。气流通道可被限定在提取器主体的周壁的厚度内。气流通道可沿提取器主体的长度延伸。气流通道可从背离提取器主体的端壁的纵向位置延伸到靠近或位于提取器主体的开放端处的纵向位置。
在不提供提取器的实施例中,气流通道可限定在气溶胶生成装置壳体的周壁的厚度内。
加热器可以包括细长加热元件,该细长加热元件被构造成当气溶胶生成制品接收在气溶胶生成装置内时穿透气溶胶形成基质条。
加热器可以是任何合适类型的加热器。加热器可以在内部加热气溶胶生成制品。备选地,加热器可以从外部加热气溶胶生成制品。当被插入或接收在气溶胶生成装置中时,这种外部加热器可以限定气溶胶生成制品。
在一些实施例中,加热器被布置成加热气溶胶形成基质的外表面。在一些实施例中,加热器被布置成当气溶胶形成基质接收在腔内时插入气溶胶形成基质中。加热器可被定位在腔内。加热器可延伸到腔中。加热器可以是细长加热器。细长加热器可以是叶片形的。细长加热器可以是销形的。细长加热器可以是锥形的。在一些实施例中,气溶胶生成装置包括细长加热器,所述细长加热器被布置成用于在气溶胶生成制品接收在腔内时插入到气溶胶生成制品中。
加热器可以包括至少一个加热元件。至少一个加热元件可以是任何合适类型的加热元件。在一些实施例中,所述装置仅包括一个加热元件。在一些实施例中,所述装置包括多个加热元件。加热器可以包括至少一个电阻加热元件。优选地,加热器包括多个电阻加热元件。优选地,电阻加热元件以并联布置电连接。有利地,提供以并联布置电连接的多个电阻加热元件可有利于将期望的电力递送到加热器,同时减小或最小化提供期望的电力所需的电压。有利地,减小或最小化操作加热器所需的电压可有利于减小或最小化电源的物理尺寸。
用于形成至少一个电阻加热元件的合适材料包括但不限于:半导体,诸如掺杂陶瓷、电“传导”陶瓷(例如,二硅化钼)、碳、石墨、金属、金属合金以及由陶瓷材料和金属材料制成的复合材料。此类复合材料可包括掺杂或无掺杂陶瓷。适合的掺杂陶瓷的实例包括掺杂碳化硅。合适的金属的实例包括钛、锆、钽和铂族金属。合适的金属合金的例子包括不锈钢、含有镍、钴、铬、铝-钛-锆、铪、铌、钼、钽、钨、锡、镓、锰和铁的合金,以及基于镍、铁、钴、不锈钢、 和铁-锰-铝基合金的超合金。
和铁-锰-铝基合金的超合金。
在一些实施例中,至少一个电阻加热元件包括电阻材料(诸如不锈钢)的一或多个压印部分。备选地,至少一个电阻加热元件可包括加热丝或纤丝,例如Ni-Cr(镍-铬)、铂、钨或合金丝。
在一些实施例中,至少一个加热元件包括电绝缘衬底,其中至少一个电阻加热元件设置在电绝缘衬底上。
电绝缘衬底可以包括任何合适的材料。例如,电绝缘衬底可包括以下各项中的一种或多种:纸、玻璃、陶瓷、阳极化金属、涂布金属和聚酰亚胺。陶瓷可以包括云母、氧化铝(Al2O3)或氧化锆(ZrO2)。优选地,电绝缘基质具有小于或等于约40瓦/米·开尔文,优选地小于或等于约20瓦/米·开尔文,理想地小于或等于约2瓦/米·开尔文的导热率。
加热器可以包括加热元件,该加热元件包括刚性电绝缘基板,该刚性电绝缘基板具有设置在其表面上的一个或多个导电轨道或电线。电绝缘基质的尺寸和形状可以允许其直接插入气溶胶形成基质中。如果电绝缘衬底不够刚性,那么加热元件可包括另外的加强装置。电流可穿过一个或多个导电轨迹以加热加热元件和气溶胶形成基质。
在一些实施例中,加热器包括感应加热装置。感应加热装置可包括电感器线圈和被配置将高频振荡电流提供到电感器线圈的电源。如本文所用,术语“高频振荡电流”意指频率在500kHz和30MHz之间的振荡电流。有利地,加热器可包括DC/AC逆变器,所述DC/AC逆变器用于将由DC电源供应的DC电流转换成交流电流。感应器线圈可以布置成在从电源接收高频振荡电流时产生高频振荡电磁场。感应器线圈可被布置成在装置腔中产生高频振荡电磁场。在一些实施例中,电感器线圈可以基本上限定装置腔。感应器线圈可以至少部分地沿着装置腔的长度延伸。
加热器可包括感应加热元件。感应加热元件可以是感受器元件。如本文所使用,术语“感受器元件”是指包括能够将电磁能转换成热量的材料的元件。当感受器元件位于交变电磁场中时,感受器被加热。感受器元件的加热可能是感受器中引起的磁滞损耗和涡流中的至少一种的结果,这取决于感受器材料的电特性和磁特性。
感受器元件可以被布置成使得当气溶胶生成制品接收在气溶胶生成装置的腔中时,由感应器线圈产生的振荡电磁场在感受器元件中感生出电流,从而引起感受器元件变热。在这些实施例中,气溶胶生成装置优选地能够生成具有1千安每米到5千安每米(kA m)之间、优选地在2kA/m到3kA/m之间、例如约2.5kA/m的磁场强度(H场强)的波动电磁场。优选地,电操作气溶胶生成装置能够生成具有1MHz到30MHz之间、例如1MHz到10MHz之间、例如5MHz到7MHz之间的频率的波动电磁场。
在一些实施例中,感受器元件位于气溶胶生成制品中。在这些实施例中,感受器元件优选地定位成与气溶胶形成基质接触。感受器元件可位于气溶胶形成基质中。
在一些实施例中,感受器元件位于气溶胶生成装置中。在这些实施例中,感受器元件可以位于腔中。气溶胶生成装置可仅包括一个感受器元件。气溶胶生成装置可包括多个感受器元件。
在一些实施例中,感受器元件被布置成加热气溶胶形成基质的外表面。在一些实施例中,感受器元件被布置成在气溶胶形成基质接收在腔内时插入到气溶胶形成基质中。
感受器元件可包括任何合适材料。感受器元件可以由能够被感应加热到足以从气溶胶形成基质释放挥发性化合物的温度的任何材料形成。细长感受器元件的合适材料包括石墨、钼、碳化硅、不锈钢、铌、铝、镍、含镍化合物、钛以及金属材料复合物。一些感受器元件包括金属或碳。有利地,感受器元件可包括铁磁材料或由铁磁材料组成,铁磁材料例如铁素体铁、铁磁合金(例如铁磁钢或不锈钢)、铁磁颗粒和铁氧体。合适的感受器元件可以是铝或包括铝。感受器元件优选地包括大于约5%,优选地大于约20%,更优选地大于约50%或大于约90%的铁磁或顺磁材料。一些长形感受器元件可被加热到超过约250摄氏度的温度。
感受器元件可包括非金属芯,其中在该非金属芯上设置有金属层。例如,感受器元件可包括形成于陶瓷芯或基质的外表面上的金属轨迹。
在一些实施例中,气溶胶生成装置可包括至少一个电阻加热元件和至少一个感应加热元件。在一些实施例中,气溶胶生成装置可包括电阻加热元件和感应加热元件的组合。
气溶胶生成装置可以包括电源。电源可为DC电源。在一些实施例中,电源是电池。电源可以是镍金属氢化物电池、镍镉电池或锂基电池,例如锂钴电池、磷酸锂铁电池或锂聚合物电池。然而,在一些实施例中,电源可以是另一形式的电荷存储装置,例如,电容器。电源可能需要再充电并且可以具有允许存储足够用于一次或多次使用者操作,例如,一次或多次气溶胶生成体验的能量的容量。例如,电源可以具有足够的容量以允许连续加热气溶胶形成基质大约六分钟的时间,对应于抽一支常规卷烟所耗费的典型时间,或者持续多个六分钟的时间。在另一实例中,电源可具有足够的容量以允许预定数量或不连续的加热器的抽吸或启动。
附图说明
现在将参照图式来描述具体实施例,在附图中:
图1是根据本公开的气溶胶生成系统的实施例的示意性横截面图;
图2是根据本发明的气溶胶生成制品的实施例的示意性横截面图;
图3是根据本公开的气溶胶生成系统的实施例的示意性横截面图;
图4是根据本发明的气溶胶生成制品的实施例的示意性横截面图;
图5是根据本公开的气溶胶生成系统的实施例的示意性横截面图;以及
图6是气溶胶生成系统的比较实例的示意性横截面图。
具体实施方式
图1示出了包括气溶胶生成装置10和气溶胶生成制品1的气溶胶生成系统100。气溶胶生成装置10包括在口端2与远端(未图示)之间延伸的壳体4。壳体4包括周壁6。周壁6限定用于接收气溶胶生成制品1的装置腔。装置腔由封闭的远端和开放的口端限定。装置腔的口端位于气溶胶生成装置10的口端。气溶胶生成制品1被构造成通过装置腔的口端接收,并且被构造成邻接装置腔的封闭端。装置腔的长度为约25mm。
气流通道5被限定在周壁6内。气流通道5在位于气溶胶生成装置10的口端处的入口7与位于沿周壁6的远侧位置处的出口9之间延伸。
气溶胶生成装置10进一步包括加热器(未图示)和用于向加热器供应电力的电源(未图示)。还提供控制器(未示出)以控制向加热器的这种电力供应。加热器被构造成当气溶胶生成制品1接收在装置10内时在使用期间加热气溶胶生成制品1。
气溶胶生成制品1包括沿包装材料22定位的第一空气进入区15和第二空气进入区115。第一空气进入区15包括包装材料22的多孔部分。形成第一空气进入区15的此类多孔部分为约3mm宽。第一空气进入区15和第二空气进入区115分开约1.5mm的距离。
如图1和2中所示,第二空气进入区115包括延伸通过包装材料22的一排穿孔。第二空气进入区115位于第一空气进入区15的下游约1.5mm处。第一空气进入区15和第二空气进入区115都沿气溶胶形成基质条12定位。第一空气进入区15位于气溶胶形成基质条12的上游端的下游约2mm处。
当气溶胶生成制品1接收在装置腔内时,出口9被构造成对准或上覆第一空气进入区15。一旦接收在装置腔内,气溶胶生成制品1的上游端被布置成邻接装置腔的封闭端,使得被抽吸通过气溶胶生成装置10的空气不会流过气溶胶生成制品1的上游端。如图1中所示,抽吸通过气溶胶生成装置10的空气只能通过第一空气进入区15和第二空气进入区115进入气溶胶生成制品1。
气流通道5沿周壁6的内表面限定。在此类实施例中,气流通道5的一部分构造成上覆气溶胶生成制品1的第一空气进入区15和第二空气进入区115。气流通道5具有约23毫米的长度。在图1中所示的此实施例中,气流通道5构造成当接收在装置10内时上覆气溶胶生成制品1。
图2示出了构造成用于图1中所示的气溶胶生成系统100中的气溶胶生成制品1。
气溶胶生成制品1包括气溶胶形成基质条12、中空支承节段14、气溶胶冷却元件(或节段)16和烟嘴节段18。气溶胶形成基质条12的下游的部件(在这种情况下,中空支承节段14、气溶胶冷却元件16和烟嘴节段18)形成气溶胶生成制品1的下游区段。这四个元件以端对端、纵向对准的方式布置并且由包装材料22限定以形成气溶胶生成制品1。图1中所示的气溶胶生成制品1特别适合于与电操作气溶胶生成装置1一起使用,所述电操作气溶胶生成装置包括用于加热气溶胶形成基质条12的加热器。
气溶胶形成基质条12具有约12毫米的长度和约7毫米的直径。条12是圆柱形的并且具有基本圆形的截面。条12包括聚集的均质烟草材料的片材。中空醋酸纤维素管(中空支承节段)14的长度为约8毫米,并且其周壁的厚度为约1毫米。
烟嘴节段18包括8旦尼尔/长丝的醋酸纤维素丝束的滤嘴段并且具有约7毫米的长度。烟嘴节段18具有约7毫米的直径。气溶胶冷却元件16具有约18毫米的长度和约7毫米的直径。
气溶胶生成制品1包括沿气溶胶形成基质条设置的第一空气进入区15,其距离气溶胶形成基质条12的上游端至少约2毫米。第一空气进入区15位于距气溶胶形成基质条12的下游端或中空支承节段14的上游端小于约10毫米。第一空气进入区15和第二空气进入区115限定气溶胶生成制品1。也就是说,第一空气进入区15和第二空气进入区115围绕气溶胶生成制品1的整个周边。
图3示出了类似于图1所示的气溶胶生成系统100的气溶胶生成系统200。图4中所示,气溶胶生成系统200包括气溶胶生成装置10和气溶胶生成制品102。气溶胶生成系统200与气溶胶生成系统100的不同之处在于,如图4中所示,第一空气进入区215沿气溶胶形成基质条12定位,并且第二空气进入区315沿气溶胶生成制品102的中空支承节段14定位。
图4中示出了构造成与气溶胶生成系统200一起使用的气溶胶生成制品102。
第一空气进入区215位于气溶胶形成基质条12的上游端的下游约2mm处。假定气溶胶形成基质条12和中空支承节段14直接邻接,第二空气进入区215位于中空支承节段14的上游端的下游约2mm处和气溶胶形成基质条12的下游端的下游约2mm处。因此,两个空气进入区215、315沿着并且围绕气溶胶生成制品102的两个不同部件定位。
如图3的实施例中,第一空气进入区215和第二空气进入区315各自包括围绕制品102并且穿过包装材料22延伸的一排穿孔。第二空气进入区315延伸通过中空支承节段14的周壁。
图5示出了类似于气溶胶生成系统200的气溶胶生成系统300。气溶胶生成系统300包括气溶胶生成装置20和气溶胶生成制品102,两者都构造成彼此一起使用。气溶胶生成装置20类似于气溶胶生成装置10,但是不同之处在于装置20包括气流通道205,该气流通道包括一个入口7和两个出口9、19。气流通道205的第一出口9构造成在气溶胶生成装置20的外部与气溶胶生成制品102的第一空气进入区215之间提供流体连通。气流通道205的第二出口19构造成在气溶胶生成装置20的外部与气溶胶生成制品102的第二空气进入区315之间提供流体连通。第一出口9构造成当制品102接收在装置20内时上覆(或重叠)第一空气进入区215,并且第二出口19构造成当制品102接收在装置20内时上覆(或重叠)第二空气进入区315。第一出口9与第二出口19之间的间隔或距离可等于第一空气进入区215与第二空气进入区315之间的距离。
如图1、3和5中所示,气溶胶生成装置10、20的外部与气溶胶生成制品1、102的内部之间的流体连通经由两个不同的空气进入区15、115和215、315建立。然而,第一空气进入区15、215构造成能够允许比第二空气进入区115、315更多的空气通过。换句话说,第一空气进入区15、215构造成提供比第二空气进入区115、315更大的空气进入水平。
当制品1、102接收在装置10、20内时,当制品1、102的上游端与装置腔的远端发生邻接时,第一空气进入区域15、215构造成气溶胶生成制品1、102的主进气区。第二空气进入区115、315构造成向制品1、102提供通风;也就是说,使从气溶胶形成基质条12通过中空支承节段14朝向制品1、102的口端流动的气溶胶通风。
当接收在气溶胶生成装置10、20内时,气溶胶生成制品1、102的开放上游端邻接装置腔的远端,以便防止空气流过气溶胶生成制品1、102的上游端。因此,在使用期间,由于气流通道9与第一空气进入区15、215之间的重叠,流动通过气流通道5、205的大部分空气构造成流动通过第一空气进入区15、215。
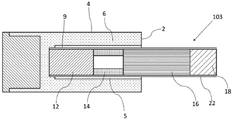
图6示出了与气溶胶生成装置10一起使用的不相容的气溶胶生成制品103的比较实例,该不相容的气溶胶生成制品不具有围绕气溶胶形成基质条定位的第一空气进入区。由于制品103没有空气进入区,并且制品103的上游端与装置腔的远端邻接的事实,因此空气不可被抽吸通过制品103。
如图1和3中所示,气溶胶生成装置10包括环形气流通道5。如图5中所示,气溶胶生成装置20包括至少两个气流通道205。
除非另有说明,否则所描述的气溶胶生成制品1、102都包括相同的结构部件——例如,气溶胶形成基质条12、中空支承节段14、气溶胶冷却元件16和布置在包装材料22内的烟嘴节段18——但是主要区别在于制品上提供的空气进入区的构型。
Claims (15)
1.一种用于在加热时产生气溶胶的气溶胶生成制品,所述气溶胶生成制品包括:
气溶胶形成基质条;以及
过滤器,所述过滤器定位在所述气溶胶形成基质条的下游;
其中所述气溶胶形成基质条和所述过滤器组装在包装材料内,所述气溶胶生成制品包括位于所述包装材料上的第一空气进入区和第二空气进入区,所述第一空气进入区和所述第二空气进入区各自构造成允许空气进入所述气溶胶生成制品的内部;
此外其中所述第一空气进入区包括所述包装材料的基本多孔部分,并且其中通过所述第一空气进入区进入所述气溶胶生成制品的内部的空气进入水平构造成大于通过所述第二空气进入区进入所述气溶胶生成制品的内部的空气进入水平。
2.根据任一前述权利要求所述的气溶胶生成制品,其中所述第二空气进入区位于所述第一空气进入区的下游。
3.根据任一前述权利要求所述的气溶胶生成制品,其中所述第一空气进入区沿所述气溶胶形成基质条定位,并且所述第二空气进入区位于所述气溶胶形成基质条的下游。
4.根据任一前述权利要求所述的气溶胶生成制品,其中所述气溶胶生成制品的过滤器包括:
烟嘴节段,所述烟嘴节段包括布置在所述气溶胶形成基质条的下游的过滤材料滤嘴段;以及
中空管状节段,所述中空管状节段位于所述烟嘴节段与所述气溶胶形成基质条之间。
5.根据权利要求4所述的气溶胶生成制品,其中所述气溶胶生成制品的过滤器包括位于所述烟嘴节段与所述中空管状节段之间的气溶胶冷却元件。
6.根据权利要求4或权利要求5所述的气溶胶生成制品,其中所述第二空气进入区沿所述中空管状元件定位。
7.根据任一前述权利要求所述的气溶胶生成制品,其中所述第一空气进入区位于所述气溶胶形成基质条的上游端的下游至少2mm处。
8.根据任一前述权利要求所述的气溶胶生成制品,其中所述第二空气进入区位于所述气溶胶形成基质条的下游端的下游至少2mm处。
9.根据任一前述权利要求所述的气溶胶生成制品,其中所述第二空气进入区位于所述第一空气进入区的下游至少2mm处。
10.根据任一前述权利要求所述的气溶胶生成制品,其中构造成通过所述第一空气进入区进入所述气溶胶生成制品的内部的第一空气体积比构造成通过所述第二空气进入区进入所述气溶胶生成制品的内部的第二空气体积大至少10%。
11.根据任一前述权利要求所述的气溶胶生成制品,其中所述第二空气进入区包括所述包装材料的基本多孔部分。
12.根据权利要求1至权利要求10中任一项所述的气溶胶生成制品,其中所述第一空气进入区或所述第二空气进入区包括延伸通过所述包装材料的多个孔口。
13.根据任一前述权利要求所述的气溶胶生成制品,其中所述第一空气进入区具有至少3000柯拉斯特单位的孔隙度。
14.根据任一前述权利要求所述的气溶胶生成制品,其中所述气溶胶生成制品的包装材料包括不透气材料。
15.一种气溶胶生成系统,包括根据前述权利要求中任一项所述的气溶胶生成制品以及具有远端和口端的气溶胶生成装置,所述系统包括:
壳体,所述壳体限定用于在所述装置的口端处可移除地接收所述气溶胶生成制品的装置腔;
加热器,所述加热器用于在所述气溶胶生成制品接收在所述装置腔内时加热所述气溶胶形成基质;以及
气流通道,所述气流通道在通道入口与通道出口之间延伸,所述气流通道构造成在所述装置腔的内部与所述气溶胶生成装置的外部之间建立流体连通;
其中所述气溶胶生成系统构造成使得当所述气溶胶生成制品接收在所述装置腔内时,所述气溶胶生成制品的内部与所述气溶胶生成装置的外部之间的流体连通通过在接收在所述装置腔内的所述气溶胶生成制品的第一空气进入区与所述气溶胶生成装置的气流通道之间建立的流体连通来建立。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20162842 | 2020-03-12 | ||
| EP20162842.7 | 2020-03-12 | ||
| PCT/EP2021/056410 WO2021180962A1 (en) | 2020-03-12 | 2021-03-12 | Aerosol-generating article having a plurality of air ingress zones |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115460936A true CN115460936A (zh) | 2022-12-09 |
Family
ID=69810720
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202180020278.3A Pending CN115460936A (zh) | 2020-03-12 | 2021-03-12 | 具有多个空气进入区的气溶胶生成制品 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230114313A1 (zh) |
| EP (1) | EP4117464B1 (zh) |
| JP (1) | JP2023517067A (zh) |
| KR (1) | KR20220153036A (zh) |
| CN (1) | CN115460936A (zh) |
| BR (1) | BR112022017358A2 (zh) |
| WO (1) | WO2021180962A1 (zh) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050172976A1 (en) * | 2002-10-31 | 2005-08-11 | Newman Deborah J. | Electrically heated cigarette including controlled-release flavoring |
| US6810883B2 (en) * | 2002-11-08 | 2004-11-02 | Philip Morris Usa Inc. | Electrically heated cigarette smoking system with internal manifolding for puff detection |
| MY152786A (en) * | 2008-06-02 | 2014-11-28 | Philip Morris Products Sa | Smoking article with transparent section |
| CA2837953C (en) | 2011-05-31 | 2020-06-16 | Philip Morris Products S.A. | Rods for use in smoking articles |
| ITBS20130143A1 (it) | 2013-10-11 | 2015-04-12 | Turboden Srl | Separatore di olio da un fluido di lavoro per impianto orc |
| GB201718923D0 (en) * | 2017-11-16 | 2018-01-03 | British American Tobacco Investments Ltd | Consumable ventilation control |
| KR102382015B1 (ko) * | 2018-07-05 | 2022-04-01 | 주식회사 케이티앤지 | 궐련 |
-
2021
- 2021-03-12 BR BR112022017358A patent/BR112022017358A2/pt unknown
- 2021-03-12 CN CN202180020278.3A patent/CN115460936A/zh active Pending
- 2021-03-12 US US17/905,734 patent/US20230114313A1/en active Pending
- 2021-03-12 JP JP2022554191A patent/JP2023517067A/ja active Pending
- 2021-03-12 KR KR1020227034654A patent/KR20220153036A/ko active Search and Examination
- 2021-03-12 WO PCT/EP2021/056410 patent/WO2021180962A1/en active Search and Examination
- 2021-03-12 EP EP21710979.2A patent/EP4117464B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP4117464B1 (en) | 2024-05-01 |
| BR112022017358A2 (pt) | 2022-10-18 |
| US20230114313A1 (en) | 2023-04-13 |
| WO2021180962A1 (en) | 2021-09-16 |
| EP4117464A1 (en) | 2023-01-18 |
| EP4117464C0 (en) | 2024-05-01 |
| KR20220153036A (ko) | 2022-11-17 |
| JP2023517067A (ja) | 2023-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115666280A (zh) | 具有空气进入区的气溶胶生成系统 | |
| EP4225075B1 (en) | Aerosol-generating article with low density substrate | |
| EP4081056B1 (en) | Aerosol-generating system having a ventilation chamber | |
| US20230027569A1 (en) | Aerosol-generating device having a ventilation chamber | |
| CN115334911A (zh) | 具有多个空气进入区的气溶胶生成制品 | |
| CN116568160A (zh) | 具有低密度基质的气溶胶生成制品 | |
| CN115460936A (zh) | 具有多个空气进入区的气溶胶生成制品 | |
| CN116419683A (zh) | 具有通风的气溶胶生成制品 | |
| CN115397269A (zh) | 具有多个空气进入区的气溶胶生成制品 | |
| RU2825258C1 (ru) | Система, генерирующая аэрозоль, содержащая зону забора воздуха | |
| RU2824874C1 (ru) | Изделие, генерирующее аэрозоль, содержащее несколько зон забора воздуха | |
| RU2825127C1 (ru) | Генерирующее аэрозоль изделие, имеющее множество зон впуска воздуха | |
| CN118234390A (zh) | 具有由高孔隙率环形部分限定的气溶胶生成基质的气溶胶生成制品 | |
| KR20230082645A (ko) | 낮은 흡인 저항 및 개선된 향미 전달을 갖는 에어로졸 발생 시스템 | |
| CN116419684A (zh) | 具有非均质化烟草基质的气溶胶生成制品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |