CN115319389B - Welding jig positioning system - Google Patents
Welding jig positioning system Download PDFInfo
- Publication number
- CN115319389B CN115319389B CN202211244576.3A CN202211244576A CN115319389B CN 115319389 B CN115319389 B CN 115319389B CN 202211244576 A CN202211244576 A CN 202211244576A CN 115319389 B CN115319389 B CN 115319389B
- Authority
- CN
- China
- Prior art keywords
- driving
- driving device
- positioning
- hole
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automatic Assembly (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
The invention discloses a welding jig positioning system, and relates to the technical field of automatic welding. The method comprises the following steps: the driving turntable is provided with a limiting part, and a welding area is formed between the two driving turntables which are arranged at intervals; the first driving device is correspondingly arranged on the driving turntable; the positioning assembly is correspondingly connected to the first driving device; a first sensing device, the detecting part faces the welding area; the transportation equipment is detachably provided with a clamping jig for clamping the workpiece to be welded, and the clamping jig is provided with a butt joint assembly corresponding to the positioning assembly; the second driving device is arranged on the clamping jig and is provided with a matching part; and the processing module is in communication connection with the driving turntable, the first driving device, the second driving device and the first sensing device and is used for acquiring the moving parameters. The automatic positioning device can realize the automatic positioning of the workpieces to be welded and the welding tool, saves the manual zero setting operation, can meet the clamping requirements of more workpieces to be welded with different models, and improves the processing efficiency and the applicability.
Description
Technical Field
The invention belongs to the technical field of automatic welding, and particularly relates to a welding jig positioning system.
Background
The automatic welding is a set of processing procedures of clamping and fixing a workpiece on a jig, and driving a welding gun to perform welding operation on the surface of the workpiece through equipment such as a robot, an automatic welding machine and the like. The automatic welding can replace a manual welding mode, has the advantages of high welding precision, high machining efficiency, low labor cost and the like, and is widely applied at present.
However, in the current automatic welding process, the workpiece to be welded needs to be clamped and positioned on the welding tool manually, and zero adjustment operation needs to be performed manually on the workpieces to be welded of different models, so that the clamping positioning and zero adjustment operation efficiency is low, and high labor cost needs to be consumed, thereby reducing the overall machining efficiency and increasing the machining cost.
Disclosure of Invention
The invention aims to provide a welding jig positioning system, and aims to solve the technical problems that the workpiece clamping positioning and zero setting operation in the current automatic welding procedure needs to be carried out manually, so that the labor cost is increased and the machining efficiency is low.
In order to achieve the purpose, the technical scheme adopted by the invention is as follows:
the utility model provides a welding jig positioning system, welding jig positioning system includes:
the two driving turntables are arranged at intervals along the axial direction, and a welding area is formed between the two driving turntables; the driving turntable is provided with a limiting part;
the first driving devices are arranged on the two driving turntables in a one-to-one correspondence manner;
the positioning assemblies are connected to the first driving devices in a one-to-one corresponding manner;
a first sensing device, a detection part of which faces the welding area;
the transportation equipment is detachably provided with a clamping jig, the clamping jig is used for clamping workpieces to be welded, and the clamping jig is provided with butt joint assemblies in one-to-one correspondence with the positioning assemblies;
the second driving device is arranged on the clamping jig, and a matching part is arranged on the second driving device; one of the limiting part and the matching part is a limiting bulge, and the other one is a limiting concave cavity;
the processing module is in communication connection with the driving turntable, the first driving device, the second driving device and the first sensing device, and is used for acquiring moving parameters of the driving turntable, the first driving device and the second driving device; and the processing module is used for being in communication connection with the welding assembly;
the conveying equipment is used for conveying the clamping jig with the to-be-welded workpiece clamped therein to enter the welding area, the first sensing device is used for sending a first detection signal to the processing module when the to-be-welded workpiece is detected so as to trigger the processing module to output a first trigger signal to the first driving device, and then the first driving device is controlled to drive the positioning assembly to vertically move upwards and be connected with the butt joint assembly so as to drive the clamping jig to vertically move upwards and be separated from the conveying equipment;
the first sensing device is used for acquiring the workpiece information of the workpiece to be welded and sending the workpiece information to the processing module so as to trigger the processing module to call a corresponding welding program and drive the welding assembly to perform welding operation on the workpiece to be welded;
the processing module is used for outputting a second trigger signal to the second driving device when the first driving device drives the positioning assembly to vertically move upwards to a preset height position so as to control the second driving device to drive the matching part to abut against the limiting part.
Furthermore, the welding jig positioning system also comprises a fixed support, and the driving turntable is rotationally connected to the fixed support; two guide sliding grooves are arranged on the fixed support at intervals, the extending direction of the guide sliding grooves is perpendicular to the axial direction of the driving turntable, and the welding area is formed between the two guide sliding grooves;
the transportation equipment is provided with pulley assemblies, the pulley assemblies and the guide sliding grooves are arranged in a one-to-one correspondence mode, and the rotating shafts of the pulley assemblies are arranged in the vertical direction; the pulley assemblies are used for being in sliding fit with the corresponding guide chutes in the process that the transportation equipment enters the welding area.
Furthermore, the welding jig positioning system further comprises a limiting driving device, and the first sensing device comprises a first contact and a second contact;
the first contact is arranged on the transportation equipment, and the second contact is arranged on the fixed support; the limiting driving device is arranged on the fixed support; the first contact, the second contact and the limiting driving device are in communication connection with the processing module;
the first contact and the second contact are used for being mutually abutted and communicated when the transportation equipment enters the welding area so as to send the first detection signal to the processing module; the processing module is used for outputting a third trigger signal to the limiting driving device when receiving the first detection signal so as to drive the movable part of the limiting driving device to abut against the transportation equipment.
Furthermore, the welding jig positioning system also comprises positioning bosses which are connected to the first driving device in a one-to-one correspondence manner;
the clamping jig is also provided with positioning concave cavities corresponding to the positioning bosses one to one;
the first driving device is used for driving the positioning bosses to vertically move upwards and be inserted into the corresponding positioning cavities when receiving the first trigger signal.
Further, the positioning assembly comprises a first base, a first ball, a driving shaft and a fourth driving device, and the docking assembly comprises a connecting flange; wherein:
the first base is provided with a columnar part and a flange part, and one end of the columnar part is arranged on one side end face of the flange part; the other end of the columnar part is provided with a first through hole, and the first through hole is communicated with the end face of the other side of the flange part; a plurality of second through holes are formed in the cylindrical surface of the columnar portion at intervals along the circumferential direction, and the second through holes are communicated with the first through holes; the first spheres are arranged in the second through holes in a one-to-one correspondence manner; the drive shaft has a first inclined portion whose cross-sectional area gradually decreases in an axial direction of the drive shaft, the drive shaft being slidably fitted in the first through-hole; the fourth driving device is connected with the driving shaft and is used for driving the driving shaft to axially slide along the first through hole;
a third through hole is formed in one side end face of the connecting flange, a second inclined part is arranged on the hole wall of the third through hole, and the cross sectional area of the second inclined part is gradually reduced along the axial direction of the third through hole; the third through hole is used for being sleeved on the columnar part, and one side end face of the connecting flange is used for being attached to one side end face of the flange part;
when the fourth driving device drives the driving shaft to slide linearly, the first inclined part is used for pushing the first ball to move along the axial direction of the second through hole; the first ball is used for being abutted against the second inclined part so as to generate a pressing component force towards the flange part for the second inclined part.
Furthermore, the aperture of the second through hole is gradually reduced along the direction close to the first through hole, an annular groove is formed in the cylindrical surface of the columnar portion, and the positioning assembly further comprises a first elastic limiting ring;
the first elastic limiting ring is sleeved in the annular groove, and the inner annular wall of the first elastic limiting ring is attached to the first ball body so as to pull the first ball body to move towards the direction close to the first through hole through elasticity.
Furthermore, the annular groove covers the second through hole, a plurality of fourth through holes are formed in the annular wall of the first elastic limiting ring at intervals along the circumferential direction, the fourth through holes are opposite to the second through holes one to one, and the aperture of each fourth through hole is smaller than the diameter of the first ball body.
Further, the positioning assembly comprises a fixed seat, a second base, a second ball, a driving ring and a fifth driving device, and the docking assembly comprises a connecting column; wherein:
the fixing seat is provided with an accommodating cavity, and the accommodating cavity is provided with a connecting through hole;
the second base is columnar, a connecting concave cavity is formed in one side end face of the second base, a plurality of guide grooves extending in the radial direction are formed in the end face of one side of the second base along the circumferential direction, one ends of the guide grooves are communicated with the connecting concave cavity, and the other ends of the guide grooves are communicated with the outer cylindrical surface of the second base; the second spheres are in one-to-one corresponding sliding fit in the guide grooves;
the driving ring is slidably sleeved on the second base, the inner annular wall of the driving ring is provided with a third inclined part, and the cross section area of the third inclined part is gradually reduced along the axial direction of the driving ring; the fifth driving device is connected with the driving ring and is used for driving the driving ring to axially slide relative to the second base; the driving ring and the second base are arranged in the accommodating cavity, the connecting cavity is opposite to the connecting through hole, the bottom wall of the accommodating cavity is opposite to the guide groove, and the bottom wall of the accommodating cavity is used for abutting against the second ball;
the cylindrical surface of the connecting column is provided with a fourth inclined part, and the cross section area of the fourth inclined part is gradually reduced along the axial direction of the connecting column; the connecting column is used for being inserted into the connecting cavity through the connecting through hole;
when the fifth driving device drives the driving ring to slide axially, the third inclined part is used for pushing the second ball to slide towards the direction close to the connecting cavity; the second ball is used for being abutted against the fourth inclined part so as to generate pressing component force for the fourth inclined part to be back to the connecting through hole.
Furthermore, the positioning assembly further comprises a second elastic limiting ring, one side end face of the second elastic limiting ring is connected to one side end face of the second base, the guide groove is formed in the other side end face of the second elastic limiting ring, the groove width of the guide groove is gradually increased outwards along the radial direction of the second elastic limiting ring, and the minimum groove width of the guide groove is smaller than the diameter of the second ball body;
the side wall of the guide groove is adapted to abut against the second ball to generate a component force radially outward of the second ball, thereby abutting the second ball against the third inclined portion.
Furthermore, the positioning assembly also comprises a limiting sliding block and an elastic piece; wherein:
the limiting sliding block is connected in the connecting concave cavity in a sliding mode, one end of the elastic piece is connected with the limiting sliding block, and the other end of the elastic piece is connected with the bottom wall of the connecting concave cavity;
the side wall of the limiting slide block is used for being in contact with the second ball body, and one side, back to the elastic piece, of the limiting slide block is used for being abutted to the connecting column.
Compared with the prior art, the invention has the beneficial effects that:
the welding jig positioning system provided by the invention has the advantages that a clamping jig provided with a preset type of workpieces to be welded is conveyed to enter a welding area through a conveying device, when a first sensing device detects that the conveying device reaches a preset position in the welding area, a first detection signal is sent to a processing module, the processing module is triggered to output a first trigger signal to a first driving device, the first driving device is further controlled to drive a positioning assembly to vertically move upwards and be connected with a butt-joint assembly on the clamping jig, so that the clamping jig is driven to vertically move upwards and be separated from the conveying device, and a second driving device is controlled to drive a matching part to abut against a limiting part on a driving turntable when the positioning assembly moves upwards to a preset height position, so that the separation operation of the workpieces to be welded and the conveying device and the connection and fixation operation of the workpieces to be welded and the driving turntable are realized in an automatic mode; and the first sensing device can acquire the workpiece information of the workpieces to be welded and send the workpiece information to the processing module, so that the processing module is triggered to call a corresponding welding program and drive the welding assembly to move relative to the driving turntable according to a preset track, and automatic welding operation for the workpieces to be welded of various different models is realized. On the other hand, after the positioning assembly and the butt joint assembly are connected, the positioning assembly and the butt joint assembly can become standard interfaces between the clamping jig and the driving turntable as well as between the clamping jig and the first driving device, so that the processing module can indirectly obtain the moving parameters (or the coordinate parameters) of the workpiece to be welded by obtaining the moving parameters (or the coordinate parameters) of the positions of the driving turntable and the first driving device, and the welding program can be called to perform automatic welding operation on the workpiece to be welded without manually adjusting the zero position after the workpiece to be welded and the driving turntable are relatively fixed (the matching part is abutted to the limiting part). Based on the arrangement, the automatic positioning and fixing of the workpiece to be welded and the welding tool can be realized, and the manual zero setting operation is omitted, so that the overall machining efficiency is improved, and the machining cost is reduced; in addition, because the clamping tool sets up on the transportation equipment of outside and can dismantle with the drive carousel and be connected, but not the direct fixation on the drive carousel, consequently can set up the clamping tool that multiple different clamping arranged the mode to can satisfy the clamping demand of treating the welding workpiece of more different models, improve equipment's suitability.
Drawings
In order to more clearly illustrate the embodiments of the present invention or the technical solutions in the prior art, the drawings used in the description of the embodiments or the prior art will be briefly described below, it is obvious that the drawings in the following description are only some embodiments of the present invention, and for those skilled in the art, other drawings can be obtained according to the structures shown in the drawings without creative efforts.
FIG. 1 is a schematic view of an overall structure of a transportation apparatus not entering a welding area in an embodiment of a positioning system for a welding fixture according to the present invention;
FIG. 2 is a schematic view of an overall structure of a transportation apparatus after entering a welding area in an embodiment of a positioning system of a welding jig according to the present invention;
FIG. 3 is a schematic view of a partial structure of a positioning system of a welding jig according to an embodiment of the present invention;
FIG. 4 is a schematic structural diagram of a transportation apparatus in an embodiment of a positioning system of a welding jig according to the present invention;
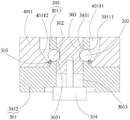
FIG. 5 is a schematic view of a first mating structure of a positioning component and a docking component in an embodiment of a positioning system of a welding jig according to the present invention (not fixed);
FIG. 6 is a schematic view of a first fitting structure of a positioning component and a docking component (fixed) in an embodiment of a positioning system of a welding jig according to the present invention;
FIG. 7 is a schematic view of a second mating structure of a positioning component and a docking component in an embodiment of a positioning system of a welding jig according to the present invention;
FIG. 8 is a schematic view of a third mating structure of a positioning component and a docking component in an embodiment of a positioning system of a welding jig according to the present invention (not fixed);
FIG. 9 is a schematic view of a third mating structure of a positioning component and a docking component in an embodiment of a positioning system of a welding jig of the present invention (fixed);
FIG. 10 is a schematic view of a positioning assembly of an embodiment of a positioning system for a welding jig according to the present invention;
FIG. 11 is a schematic view of a fourth mating structure of a positioning component and a docking component in an embodiment of a positioning system of a welding jig according to the invention (not fixed);
FIG. 12 is a schematic view of a fourth matching structure of the positioning component and the docking component (fixed) in the positioning system of the welding jig of the present invention.
The reference numbers illustrate:
| reference numerals | Name (R) | Reference numerals | Name (R) |
| 1 | |
405 | |
| 2 | |
501 | |
| 3 | |
502 | |
| 4 | |
601 | |
| 5 | |
602 | |
| 6 | |
603 | |
| 7 | |
801 | |
| 8 | |
802 | |
| 101 | Limiting |
3011 | |
| 301 | |
3012 | |
| 302 | The |
3013 | First through |
| 303 | |
3031 | First inclined |
| 304 | |
3061 | |
| 305 | First |
3062 | Connecting through |
| 306 | |
3071 | Connecting |
| 307 | |
3072 | |
| 308 | |
3091 | Third inclined |
| 309 | |
4011 | Connecting |
| 310 | |
4012 | Connecting |
| 311 | |
5021 | |
| 312 | |
5022 | |
| 313 | Second |
5023 | Limiting adjusting |
| 401 | |
30111 | Second through |
| 402 | |
40111 | Third through |
| 403 | |
40112 | Second inclined |
| 404 | |
40121 | The fourth inclined part |
The implementation, functional features and advantages of the objects of the present invention will be further explained with reference to the accompanying drawings.
Detailed Description
The technical solutions in the embodiments of the present invention will be clearly and completely described below with reference to the drawings in the embodiments of the present invention, and it is obvious that the described embodiments are only a part of the embodiments of the present invention, and not all of the embodiments. All other embodiments, which can be derived by a person skilled in the art from the embodiments given herein without making any creative effort, shall fall within the protection scope of the present invention.
It should be noted that, if directional indications (such as up, down, left, right, front, and back … …) are involved in the embodiment of the present invention, the directional indications are only used to explain the relative position relationship between the components and the motion situation in a specific posture, and if the specific posture is changed, the directional indication is changed accordingly.
In addition, if there is a description relating to "first", "second", etc. in the embodiments of the present invention, the description of "first", "second", etc. is for descriptive purposes only and is not to be construed as indicating or implying relative importance or to implicitly indicate the number of technical features indicated. Thus, a feature defined as "first" or "second" may explicitly or implicitly include at least one such feature. In addition, if the meaning of "and/or" and/or "appears throughout, the meaning includes three parallel schemes, for example," A and/or B "includes scheme A, or scheme B, or a scheme satisfying both schemes A and B. In addition, technical solutions between various embodiments may be combined with each other, but must be realized by a person skilled in the art, and when the technical solutions are contradictory or cannot be realized, such a combination should not be considered to exist, and is not within the protection scope of the present invention.
Referring to fig. 1 to 4, an embodiment of the present invention provides a welding jig positioning system, including:
the device comprises two driving turntables 1, wherein the two driving turntables 1 are arranged at intervals along the axial direction, and a welding area is formed between the two driving turntables 1; the driving turntable 1 is provided with a limiting part 101;
the first driving devices 2 are arranged on the two driving turntables 1 in a one-to-one correspondence manner;
the positioning assemblies 3 are connected to the first driving devices 2 in a one-to-one correspondence manner;
a first sensor device 8 (not shown), the probe of the first sensor device 8 facing the welding zone;
the conveying device 5 is detachably provided with a clamping jig 4 (not shown in the figure), the clamping jig 4 is used for clamping a workpiece to be welded (not shown in the figure), and the clamping jig 4 is provided with butt joint assemblies 401 which correspond to the positioning assemblies 3 one by one;
the second driving device 402 is arranged on the clamping fixture 4, and the second driving device 402 is provided with a matching part 403; one of the limiting part 101 and the matching part 403 is a limiting bulge, and the other is a limiting cavity;
the processing module (not shown in the figures) is in communication connection with the driving turntable 1, the first driving device 2, the second driving device 402 and the first sensing device 8, and is used for acquiring the movement parameters of the driving turntable 1, the first driving device 2 and the second driving device 402; the processing module is used for being in communication connection with the welding assembly;
the transportation equipment 5 is used for conveying the clamping jig 4 with the to-be-welded workpiece to enter a welding area, the first sensing device 8 is used for sending a first detection signal to the processing module when the to-be-welded workpiece is detected, so as to trigger the processing module to output a first trigger signal to the first driving device 2, and further control the first driving device 2 to drive the positioning assembly 3 to vertically move upwards and be connected with the butt joint assembly 401, so as to drive the clamping jig 4 to vertically move upwards and be separated from the transportation equipment 5;
the first sensing device 8 is used for acquiring the workpiece information of the workpiece to be welded and sending the workpiece information to the processing module so as to trigger the processing module to call a corresponding welding program and drive the welding assembly to perform welding operation on the workpiece to be welded;
the processing module is configured to output a second trigger signal to the second driving device 402 when the first driving device 2 drives the positioning assembly 3 to move vertically upward to the preset height position, so as to control the second driving device 402 to drive the matching portion 403 to abut against the limiting portion 101.
In this embodiment, the driving turntable 1 can be driven by a motor in cooperation with a transmission mechanism such as a worm gear reduction box. The first driving device 2 may be a cylinder, a hydraulic cylinder, a mechanism of a rotating motor and a ball screw, etc. capable of driving the positioning assembly 3 to move linearly. The transportation device 5 may be a manually operated trolley or an automated conveyor line, and only has a carrying function, and is not limited herein. The clamping jig 4 can comprise a fixing frame, a plurality of clamping devices (such as a clamping mechanism formed by driving devices such as air cylinders and hydraulic cylinders and members such as clamping jaws, clamps and pressing plates) arranged on the fixing frame, and an air supply module, a liquid supply module and a power supply module which are matched with the clamping devices for use, and the clamping devices can be arranged on each clamping jig 4 according to different arrangement modes, so that each clamping jig 4 can clamp different workpieces to be welded (specifically, the workpieces can be automobile sheet metal structural parts of preset types) in a one-to-one corresponding mode; furthermore, each clamping jig 4 can also clamp different clamping devices on different types of workpieces to be welded according to the types of workpieces to be welded, so that various workpieces to be welded can be clamped and fixed through one clamping jig 4. Taking the transportation device 5 as the trolley shown in fig. 1, fig. 2, and fig. 4 as an example, the top surface of the transportation device 5 may be provided with a plurality of connecting seats 502 that are distributed at intervals as shown in fig. 4, the clamping fixture 4 may be correspondingly provided with a plurality of connecting blocks 404, the connecting seat 502 has a processing plane 5021 for placing the connecting blocks 404, the processing plane 5021 may be provided with a positioning pin 5022 and a limiting adjusting block 5023, and the positioning pin 5022 and the limiting adjusting block 5023 are used for jointly limiting the connecting blocks 404 that are placed on the processing plane 5021 from top to bottom, so as to ensure the accuracy of the relative positions of the clamping fixture 4 and the transportation device 5 after connection; when the clamping jig 4 is lifted upwards, the clamping jig 4 can be separated from the transportation equipment 5.
The first sensor means 8 comprise a detection module for detecting whether the transport device is in place and an identification module for identifying the model of the piece to be welded. The detection module includes, but is not limited to, a limit switch, a proximity sensor, a correlation sensor, a distance sensor, and a grating sensor, and determines whether the transportation device 5 has reached a preset position in the welding region by detecting the workpiece to be welded (the preset position may be specifically a position where the docking assemblies 401 on both sides of the clamping fixture 4 are respectively located directly above the positioning assemblies 3 of the two driving rotating discs 1). Taking the first sensing device 8 as a grating sensor as an example, the transmitting end and the receiving end of the grating sensor can be respectively arranged on one side surface opposite to the two fixing supports 6, the transmitting end can send rays to the receiving end, when the rays are blocked by the transportation equipment 5, it can be judged that the transportation equipment 5 reaches the preset position in the welding area at the moment, wherein the transmitting end and the receiving end of the grating sensor can be arranged in a plurality at intervals along the entering direction of the transportation equipment 5 so as to adapt to the transportation equipment 5 with different models and sizes. When the detection module employs a limit switch, a proximity sensor, a correlation sensor or a distance sensor, the detection process can be derived in the same manner as above, and the details are not repeated herein.
As for the above identification module, specifically, when the clamping fixture 4 corresponds to the to-be-welded workpiece one by one, the identification module may adopt a card reading device 603 as shown in fig. 1 and fig. 2, and a corresponding identification card 405 may be disposed on the clamping fixture 4, and when the clamping fixture 4 clamping the to-be-welded workpiece enters the welding area along with the transportation device 5, the card reading device 603 may determine the model of the current to-be-welded workpiece by reading the identification card 405 on the clamping fixture 4, so as to automatically trigger the processing module to call the welding program corresponding to the model of the to-be-welded workpiece in the memory, so as to drive the welding assembly to move relative to the driving turntable 1 according to the preset track (and also control the driving turntable 1 to rotate at the same time), so as to perform the corresponding welding operation on the to-be-welded workpiece; when the clamping jig 4 can clamp workpieces to be welded in various models, the identification module can adopt an image sensing device, and the image sensing device can acquire and identify the model marks engraved on the workpieces to be welded, so that the model of the current workpiece to be welded can be judged. Wherein the welding assembly may be a multi-axis robot with a welding gun mounted at the end.
Before the welding operation starts, the driving direction of the driving turntable 1 which can rotate to the first driving device 2 is a vertical upward angle, the positioning component 3 and the butt joint component 401 can be provided with corresponding convex structures and concave structures to realize butt joint of the positioning component 3 and the butt joint component 401, and the positioning and fastening between the positioning component 3 and the butt joint component can be completed by means of a locking mechanism which is composed of driving devices such as an air cylinder, a hydraulic cylinder and the like and components such as a spring bolt, a clamping jaw, a pressing plate and the like, so that the primary positioning between the clamping jig 4 and the positioning component 3 is realized, the first driving device 2 can drive the positioning component 3 to vertically move upwards to drive the clamping jig 4 to ascend, and the clamping jig 4 is separated from the transportation equipment 5; when the clamping jig 4 rises to a preset height, the clamping jig 4 and the driving turntable 1 can be positioned and fastened through the matching of the matching part 403 and the limiting part 101; to this end, the processing module may call a prestored welding program to control the welding assembly to move according to a preset track relative to the driving turntable 1, so as to complete the automatic welding operation.
The processing module may be a module having functions of data acquisition and storage, signal conversion, and the like in a control system (specifically, an MCU microcontroller), and may be a network memory. The processing module, each sensing device and each driving device can transmit signals in a wired or wireless (realized by arranging a Bluetooth module and a WIFI module) mode. The processing module can acquire real-time coordinate parameters of the driving turntable 1, the first driving device 2 and the welding assembly; after the positioning component 3 and the docking component 401 are positioned and fastened, the positioning component 3 and the docking component 401 can become a standard interface between the clamping fixture 4 and the driving turntable 1 and the first driving device 2, and the size of the clamping fixture 4 is a preset size, so that the processing module can indirectly obtain the real-time coordinate parameters of the clamping fixture 4 through the real-time coordinate parameters of the driving turntable 1 and the first driving device 2; the workpieces to be welded are workpieces of preset types, and the relative position size between the workpieces to be welded and the clamping jig 4 is also a preset size, so that the processing module can further acquire real-time coordinate parameters of the workpieces to be welded through the real-time coordinate parameters of the clamping jig 4; in this way, after the workpiece to be welded and the driving turntable 1 are relatively fixed (the matching part 403 abuts against the limiting part 101), the welding program can be called to perform automatic welding operation on the workpiece to be welded without manual zero adjustment operation.
Therefore, in the welding jig positioning system provided by this embodiment, the transportation device 5 conveys the clamping jig 4, which is clamped with the preset type of the workpiece to be welded, into the welding area, and when the first sensing device 8 detects that the transportation device 5 has reached the preset position in the welding area, the first sensing signal is sent to the processing module, so as to trigger the processing module to output the first trigger signal to the first driving device 2, and further control the first driving device 2 to drive the positioning assembly 3 to move vertically upward and be connected with the docking assembly 401 on the clamping jig 4, so as to drive the clamping jig 4 to move vertically upward and be separated from the transportation device 5, and control the second driving device 402 to drive the matching portion 403 to abut against the limiting portion 101 on the driving turntable 1 when the positioning assembly 3 moves upward to the preset height position, thereby realizing the separation operation of the workpiece to be welded from the transportation device 5 and the connection fixing operation of the workpiece to be welded and the driving turntable 1 in an automatic manner; and the first sensing device 8 can acquire the workpiece information of the workpieces to be welded and send the workpiece information to the processing module, so that the processing module is triggered to call a corresponding welding program and drive the welding assembly to move relative to the driving turntable 1 according to a preset track, and automatic welding operation for the workpieces to be welded in different models is realized. On the other hand, after the positioning component 3 and the docking component 401 are connected, the positioning component 3 and the docking component 401 can become a standard interface between the clamping fixture 4 and the driving turntable 1 and the first driving device 2, and thus, the processing module can indirectly obtain the moving parameter (or the coordinate parameter) of the workpiece to be welded by obtaining the moving parameter (or the coordinate parameter) of the positions of the driving turntable 1 and the first driving device 2, so that after the workpiece to be welded and the driving turntable 1 are relatively fixed (the matching part 403 is abutted to the limiting part 101), the welding program can be called to perform automatic welding operation on the workpiece to be welded without manually adjusting the zero position. Based on the arrangement, the automatic positioning and fixing of the workpiece to be welded and the welding tool can be realized, and the manual zero setting operation is omitted, so that the overall machining efficiency is improved, and the machining cost is reduced; in addition, because the clamping tool 4 sets up on the transportation equipment 5 of outside and can dismantle with drive carousel 1 and be connected, but not the direct fixation in drive carousel 1 on, consequently can set up the clamping tool 4 that multiple has different clamping mode of arranging to can satisfy the clamping demand of treating the welded part of more different models, improve equipment's suitability.
Preferably, a detection device in communication connection with the processing module is further provided to identify the workpiece information of the workpiece to be welded and automatically trigger the processing module to call the corresponding welding program. The workpiece information may be information that can be used to distinguish the size parameter, the shape profile parameter, the workpiece code, and the like of the workpiece to be welded from other types of workpieces to be welded. Detection devices include, but are not limited to, distance sensors, proximity sensors, and image sensors. Taking a distance sensor as an example, the distance sensor can measure the linear distance from the installation position to a certain part of the workpiece to be welded, so that the difference of the corresponding part of the workpiece to be welded can be identified based on the measured distance, and the type of the workpiece to be welded in the welding area is judged according to the difference of the part; taking a proximity sensor as an example, a splashing-preventing fluororesin coating type proximity sensor can be specifically selected, each proximity sensor of different types has a corresponding rated detection distance, and if the detection distance exceeds the rated detection distance, the detection function cannot be achieved, so that whether a corresponding structure exists at a certain part of a workpiece to be welded (for example, whether a protruding structure at the top of one side of the workpiece to be welded is detected) can be detected within a rated detection range, and the type of the workpiece to be welded in a welding area is judged; taking an image sensor as an example, the image sensor can acquire image information of a to-be-welded workpiece currently located in a welding area, and identify the shape and contour of the to-be-welded workpiece through an image processing technology, or identify a workpiece code engraved on the to-be-welded workpiece, so as to judge the model of the to-be-welded workpiece. The detection devices can be arranged in a plurality of different positions, so that more types of workpieces to be welded can be identified through the arrangement and combination of the parameters measured by the detection devices, and the application range of the equipment is widened.
Optionally, referring to fig. 1 to 4, the welding jig positioning system further includes a fixing bracket 6, and the driving turntable 1 is rotatably connected to the fixing bracket 6; two guide sliding chutes 601 are arranged on the fixed support 6 at intervals, the extending direction of the guide sliding chutes 601 is perpendicular to the axial direction of the driving turntable 1, and a welding area is formed between the two guide sliding chutes 601;
the transportation equipment 5 is provided with pulley assemblies 501, the pulley assemblies 501 are arranged in one-to-one correspondence with the guide chutes 601, and the rotating shafts of the pulley assemblies 501 are arranged along the vertical direction; the pulley assemblies 501 are adapted to be slidably engaged with the corresponding guide channels 601 during the entry of the transport apparatus 5 into the welding area.
As shown in fig. 1, the fixing bracket 6 may be split, two driving rotary discs 1 are respectively connected to the corresponding fixing brackets 6, two guiding sliding chutes 601 are respectively disposed on a side surface of the two fixing brackets 6 opposite to each other, the guiding sliding chutes 601 specifically extend along a direction in which the transportation device 5 enters the welding area, so that the transportation device 5 can be guided to enter a preset position in the welding area quickly and accurately according to a preset path through sliding fit between the pulley assembly 501 (which may include a plurality of pulleys arranged at intervals) and the guiding sliding chutes 601, and the occurrence of deviation in the relative position of the positioning assembly 3 and the docking assembly 401 is avoided to affect subsequent positioning operation.
Preferably, one end of the guide chute 601 at the entrance of the welding area may be provided with a guide inclined portion, and the distance between the guide inclined portions of the two guide chutes 601 gradually decreases in the direction in which the transportation device 5 enters the welding area, so that the tolerance of the pulley assembly 501 in engagement with the guide chute 601 may be improved, and the transportation assembly may be ensured to smoothly enter the welding area.
Optionally, referring to fig. 1 to 4, the welding jig positioning system further includes a limit driving device 602, and the first sensing device 8 includes a first contact 801 and a second contact 802;
the first contact 801 is arranged on the transportation equipment 5, and the second contact 802 is arranged on the fixed bracket 6; the limit driving device 602 is arranged on the fixed bracket 6; the first contact 801, the second contact 802 and the limit driving device 602 are in communication connection with the processing module;
the first contact 801 and the second contact 802 are used for abutting against each other and communicating when the transportation equipment 5 enters the welding area so as to send a first detection signal to the processing module; the processing module is configured to output a third trigger signal to the limiting driving device 602 when receiving the first detection signal, so as to drive the movable portion of the limiting driving device 602 to abut against the transportation apparatus 5.
In this embodiment, the first contact 801 and the second contact 802 form a limit switch. Taking the transportation device 5 as an example, when the transportation device 5 completely enters the welding area, the first contact 801 arranged at the front end of the transportation device 5 is in contact with the second contact 802 on the fixed support 6, and the sensor embedded in the first contact 801 and/or the second contact 802 judges that the transportation device 5 is at the position and sends a first detection signal to the processing module, so as to trigger the processing module to control the limiting driving device 602 to act, so that the movable part of the limiting driving device 602 is abutted against the transportation device 5, and the transportation device 5 is locked, so that when a worker loosens the transportation device 5, the transportation device 5 is prevented from sliding backwards due to factors such as gravity center or uneven ground; after the transportation device 5 is locked, the first detection signal also triggers the subsequent positioning operation of the clamping fixture 4. The limiting driving device 602 may adopt a rotary cylinder, and the transportation device 5 may be provided with a structure that fits the contour of the piston portion of the rotary cylinder, so as to ensure that the piston portion of the rotary cylinder can tightly push the transportation device 5.
Optionally, referring to fig. 1 to 4, the welding jig positioning system further includes positioning bosses 7, and the positioning bosses 7 are connected to the first driving devices 2 in a one-to-one correspondence manner;
the clamping jig 4 is also provided with positioning concave cavities corresponding to the positioning bosses 7 one by one;
the first driving device 2 is used for driving the positioning boss 7 to vertically move upwards and be inserted into the corresponding positioning concave cavity when receiving the first trigger signal.
As shown in fig. 1, the positioning boss 7 is spaced from the positioning component 3, and the positioning cavity can be opened on a flange and spaced from the docking component 401; under the drive of the first driving device 2, when the butt joint component 401 is connected with the positioning component 3, the positioning concave cavity is also in butt joint with the positioning boss 7, and according to the principle of two pins on one side, the clamping jig 4 can be completely fixed with the first driving device 2, so that the clamping jig 4 can be prevented from rotating or shaking in the lifting process, and the smooth completion of the lifting and positioning operations of the clamping jig 4 can be ensured.
Preferably, the positioning boss 7 may be provided with a chamfered portion (the cross-sectional area gradually decreases in the direction close to the positioning recess) at an end of a side facing the positioning recess, and the positioning recess may also be provided with a chamfered portion (the cross-sectional area gradually decreases in the direction close to the positioning boss 7) at an edge of a side facing the positioning boss 7 to play a guiding role so as to facilitate the insertion of the positioning boss 7 into the positioning recess.
Further, referring to fig. 1-6, in an exemplary embodiment, positioning assembly 3 includes a first base 301, a first sphere 302, a drive shaft 303, and a fourth drive arrangement 304, and docking assembly 401 includes a connection flange 4011; wherein:
the first base 301 has a columnar portion 3011 and a flange portion 3012, and one end of the columnar portion 3011 is disposed on one side end face of the flange portion 3012; the other end of the columnar portion 3011 is provided with a first through hole 3013, and the first through hole 3013 is communicated with the end face of the other side of the flange portion 3012; a plurality of second through holes 30111 are arranged on the cylindrical surface of the columnar portion 3011 at intervals along the circumferential direction, and the second through holes 30111 are communicated with the first through holes 3013; the first spheres 302 are arranged in the second through holes 30111 in a one-to-one correspondence manner; the drive shaft 303 has a first inclined portion 3031, the cross-sectional area of the first inclined portion 3031 gradually decreases in the axial direction of the drive shaft 303, and the drive shaft 303 is slidably fitted in the first through hole 3013; the fourth driving device 304 is connected with the driving shaft 303, and the fourth driving device 304 is used for driving the driving shaft 303 to axially slide along the first through hole 3013;
a third through hole 40111 is formed in the end face of one side of the connecting flange 4011, a second inclined portion 40112 is formed on the hole wall of the third through hole 40111, and the cross sectional area of the second inclined portion 40112 is gradually reduced along the axial direction of the third through hole 40111; the third through hole 40111 is sleeved on the columnar portion 3011, and one side end face of the connecting flange 4011 is used for being attached to one side end face of the flange portion 3012;
when the fourth driving device 304 drives the driving shaft 303 to slide linearly, the first inclined portion 3031 is used for pushing the first ball 302 to move along the axial direction of the second through hole 30111; the first ball 302 is adapted to abut against the second inclined portion 40112 to generate a pressing force component to the second inclined portion 40112 toward the flange portion 3012.
In the present embodiment, as shown in fig. 5 and 6, the fourth driving means 304 may be a device for linear driving such as an air cylinder, a hydraulic cylinder, or the like. The cross-sectional area of the first inclined portion 3031 may gradually decrease upwards along the axial direction of the driving shaft 303, or gradually decrease downwards along the axial direction of the driving shaft 303, and only a radial component force is required to be applied to the first spherical body 302 by the first inclined portion 3031 through the axial movement of the driving shaft 303, so that the first spherical body 302 can be pushed to move along the second through hole 30111.
Preferably, the first inclined portion 3031 may be disposed in two positions as shown in fig. 5 and fig. 6, and the inclination directions of the upper and lower first inclined portions 3031 are opposite, so that a closed region may be formed between the two inclined portions, the hole wall of the first through hole 3013 and the first ball 302, which may prevent external impurities from entering the closed region along the first through hole 3013 and interfering with the movement of the first ball 302, and the two inclined portions may be disposed to drive the first ball 302 more flexibly.
In a specific implementation process, in an initial state, one end of the first inclined portion 3031 with a smaller cross-sectional area is at the same height position as the first ball 302; at this time, the columnar portion 3011 of the first base 301 may be inserted into the third through hole 40111 of the corresponding connection flange 4011 under the driving of the first driving device 2 until one side end face of the connection flange 4011 is attached to one side end face of the flange portion 3012 of the first base 301, and since the first ball 302 does not protrude out of the outer wall of the columnar portion 3011 at this time, the first ball 302 does not form a barrier to the connection flange 4011; the driving shaft 303 can then be driven by the fourth driving device 304 to move linearly, so as to push the first ball 302 to move outwards along the second through hole 30111 through the first inclined portion 3031 until the first ball 302 abuts on the second inclined portion 40112, and the specific inclination direction of the second inclined portion 40112 is as shown in fig. 5 and fig. 6, at this time, the first ball 302 can generate a component force radially outwards on the second inclined portion 40112 and a component force towards the flange portion 3012, and the component force towards the flange portion 3012 can press the connecting flange 4011 onto the flange portion 3012, so as to achieve connection and fixation between the docking assembly 401 and the positioning assembly 3, and thus the clamping fixture 4 can be conveniently positioned and connected to the first driving device 2.
It should be noted that, because each of the first spheres 302 and the second inclined portion 40112 are in point contact, the positioning assembly 3 can have an automatic aligning function, so that a position deviation when the columnar portion 3011 of the first base 301 is inserted into the third through hole 40111 of the corresponding connecting flange 4011 can be eliminated, and a jamming phenomenon is effectively avoided, thereby reducing horizontal accuracy requirements of the positioning assembly 3 and the clamping fixture 4, and improving applicability thereof. Preferably, the number of the second through holes 30111 and the first spheres 302 may be eight and are uniformly arranged along the circumferential direction at intervals, so as to improve the connection stability of the positioning assembly 3 and the docking assembly 401.
It is understood that the fourth driving device 304 can be communicatively connected to the processing module, and the fourth driving device 304 is triggered to drive the driving shaft 303 by a detection signal indicating that the pillar portion 3011 of the first base 301 is completely inserted into the third through hole 40111, so as to automatically complete the fastening operation between the positioning assembly 3 and the docking assembly 401. Specifically, the detection signal may be a detection signal of a relative distance between the connection flange 4011 and the flange portion 3012 of the first base 301 detected by a proximity sensor or a distance sensor.
Optionally, referring to fig. 1 to 6, the aperture of the second through hole 30111 gradually decreases along a direction close to the first through hole 3013, an annular groove is formed on the cylindrical surface of the columnar portion 3011, and the positioning assembly 3 further includes a first elastic limiting ring 305;
the first elastic limiting ring 305 is sleeved in the annular groove, and an inner annular wall of the first elastic limiting ring 305 is attached to the first sphere 302, so as to pull the first sphere 302 to move toward the first through hole 3013 by elastic force.
In the above embodiments, the aperture of the second through hole 30111 is generally set to be a trumpet shape gradually increasing in a direction approaching the first through hole 3013 along the axial direction, and the minimum aperture of the second through hole 30111 is smaller than the diameter of the first spherical body 302, so that the first spherical body 302 can be prevented from falling from the end of the second through hole 30111 facing outwards; however, this structure is inconvenient to process, and the movement of the first sphere 302 in the second through hole 30111 cannot be sufficiently constrained, so it is difficult to ensure that the first sphere 302 and the driving shaft 303 always keep close to each other and the driving shaft 303 can stably drive the first sphere 302 to move along the predetermined path.
In view of the above, the present embodiment changes the second through hole 30111 into a trumpet shape that gradually decreases in a direction axially closer to the first through hole 3013, and arranges the first elastic limiting ring 305 to limit the movement of the first ball 302. Specifically, the first elastic limiting ring 305 may be an O-ring, and the opening region of the annular groove may have an intersecting portion with one end of the plurality of second through holes 30111 facing outward, so that the O-ring sleeved in the annular groove may simultaneously generate a pulling force that contracts toward the center on the first ball 302 in the plurality of second through holes 30111, thereby pulling the plurality of first balls 302 to abut against the first inclined portion 3031 at the same time, and simultaneously preventing the first ball 302 from falling from one end of the second through hole 30111 facing outward. The minimum aperture of the first through hole 3013 may be smaller than the diameter of the first ball 302, so as to limit the first ball 302, and prevent the first ball 302 from entering the first through hole 3013 too much to cause the first elastic limiting ring 305 to be unable to keep in contact with the first ball 302 when the first ball 302 moves inward along the radial direction (i.e. toward the first through hole 3013). Through the arrangement, the movement of the first ball body 302 in the second through hole 30111 can be better restrained, so that the first ball body 302 and the first inclined portion 3031 can be ensured to be always attached to each other, and the driving shaft 303 can stably drive the first ball body 302 to move along the preset path.
Optionally, referring to fig. 1 to 7, the annular groove covers the second through hole 30111 (see fig. 5 and 6), a plurality of fourth through holes (not shown in the drawings) are formed on the ring wall of the first elastic limiting ring 305 at intervals along the circumferential direction, the plurality of fourth through holes are opposite to the second through hole 30111 one by one, and the aperture of the fourth through holes is smaller than the diameter of the first sphere 302.
In this embodiment, the first elastic limiting ring 305 may be an elastic ring member with a rectangular cross section, and the groove width of the annular groove is equal to or slightly greater than the height of the first elastic limiting ring 305, so that the first elastic limiting ring 305 engaged in the annular groove can cover each of the second through holes 30111. The contact surface of the fourth through hole when being attached to the first ball 302 is in a closed ring shape, the area of the contact surface is increased compared with the above mode that only one side of the first ball 302 is pulled by the O-ring, so that the elastic action of the first elastic limiting ring 305 can generate an even limiting action on the first ball 302, the first ball 302 is pulled to be abutted to the first inclined part 3031 in a mode of applying a more even force, the stability that the driving shaft 303 drives the first ball 302 to move along the preset path is further improved, and the first ball 302 can be prevented from dropping outwards from the second through hole 30111 by the larger contact area between the first elastic limiting ring 305 and the first ball 302.
Preferably, the first elastic limiting ring 305 and the annular groove may be provided with corresponding protrusions and cavities, so that when the first elastic limiting ring 305 is sleeved, the first elastic limiting ring 305 and the annular groove are quickly positioned by the cooperation of the protrusions and the cavities, and the first elastic limiting ring 305 is prevented from rotating relative to the annular groove.
Further, referring to fig. 1-9, in another exemplary embodiment, the positioning assembly 3 includes a fixed base 306, a second base 307, a second ball 308, a drive ring 309, and a fifth drive device 310, and the docking assembly 401 includes a connection post 4012; wherein:
the fixed seat 306 is provided with a containing concave cavity 3061, and the containing concave cavity 3061 is provided with a connecting through hole 3062;
the second base 307 is columnar, a connecting concave cavity 3071 is formed in one side end face of the second base 307, a plurality of guide grooves 3072 extending in the radial direction are circumferentially formed in one side end face of the second base 307, one ends of the guide grooves 3072 are communicated with the connecting concave cavity 3071, and the other ends of the guide grooves 3072 are communicated with the outer cylindrical surface of the second base 307; the second balls 308 are in one-to-one sliding fit in the guide grooves 3072;
the driving ring 309 is slidably fitted on the second pedestal 307, the inner annular wall of the driving ring 309 has a third inclined portion 3091, and the cross-sectional area of the third inclined portion 3091 gradually decreases in the axial direction of the driving ring 309; a fifth driving device 310 is connected with the driving ring 309, and the fifth driving device 310 is used for driving the driving ring 309 to axially slide relative to the second base 307; the driving ring 309 and the second base 307 are arranged in the accommodating cavity 3061, the connecting cavity 3071 is opposite to the connecting through hole 3062, the bottom wall of the accommodating cavity 3061 is opposite to the guide groove 3072, and the bottom wall of the accommodating cavity 3061 is used for abutting against the second ball 308;
the cylindrical surface of the connection column 4012 has a fourth inclined portion 40121 thereon, and the cross-sectional area of the fourth inclined portion 40121 is gradually reduced in the axial direction of the connection column 4012; the connecting column 4012 is used for being inserted into the connecting cavity 3071 through the connecting through hole 3062;
when the fifth driving means 310 drives the driving ring 309 to axially slide, the third inclined portion 3091 serves to push the second ball 308 to slide in a direction approaching the coupling recess 3071; the second spherical body 308 is adapted to abut against the fourth inclined portion 40121 to generate a pressing force component to the fourth inclined portion 40121 away from the connecting through hole 3062.
In the present embodiment, as shown in fig. 8 and 9, the fifth driving means 310 may be a device for linear driving such as an air cylinder, a hydraulic cylinder, or the like. The cross-sectional area of the third inclined portion 3091 may gradually decrease upward along the axial direction of the drive ring 309 or may gradually decrease downward along the axial direction of the drive ring 309, and only a radial component force is applied to the second spherical body 308 by the third inclined portion 3091 through the axial movement of the drive ring 309, so that the second spherical body 308 may be pushed to move in the radial direction. The side of the second base 307 facing away from the guide groove 3072 can be fixedly connected with the fixed seat 306, and the outer annular wall of the driving ring 309 can be simultaneously in sliding fit in the accommodating concave cavity 3061 of the fixed seat 306; a step portion formed between the housing cavity 3061 and the connecting through hole 3062 is used for abutting against the upper side surface of the second ball 308 to limit the position of the second ball 308, and a sliding channel for the second ball 308 to slide in the radial direction is formed between the step portion and the guide groove 3072.
In a specific implementation process, in an initial state, one end of the third inclined portion 3091 with a smaller cross-sectional area is at the same height position as the first spherical body 302; at this time, under the driving of the first driving device 2, the positioning assembly 3 moves in the direction approaching the docking assembly 401, so that the connection posts 4012 are inserted into the corresponding connection cavities 3071 through the connection through holes 3062, and since the second ball body 308 is not forced by the third inclined portion 3091 to protrude into the connection cavity 3071 at this time, the second ball body 308 does not form a barrier to the connection posts 4012 inserted into the connection cavity 3071; the driving ring 309 can then be driven by the fifth driving device 310 to move linearly, so as to push the second ball 308 to move in a radially inward direction along the guide groove 3072 through the third inclined portion 3091 until the second ball 308 abuts against the fourth inclined portion 40121, and a specific inclination direction of the fourth inclined portion 40121 is as shown in fig. 8 and 9, at this time, the second ball 308 can generate a radially inward component force and a component force facing away from the connecting through hole 3062 to the fourth inclined portion 40121, and the component force facing away from the connecting through hole 3062 can tighten the connecting column 4012, so that the positioning assembly 3 and the docking assembly 401 are abutted (specifically, a plane on the docking assembly 401 where the connecting column 4012 is mounted is abutted against a side on the fixing base 306 facing away from the bottom wall of the accommodating cavity 3061), so as to achieve a connection fixation between the docking assembly 401 and the positioning assembly 3, and thus the clamping jig 4 can be conveniently positioned and connected to the first driving device 2.
It should be noted that, because each of the second spheres 308 and the fourth inclined portion 40121 are in point contact, the positioning assembly 3 can have an automatic aligning function, so that the position deviation of the connecting column 4012 inserted into the connecting cavity 3071 can be eliminated, and the occurrence of a locking phenomenon is effectively avoided, thereby reducing the horizontal accuracy requirements of the positioning assembly 3 and the clamping jig 4, and improving the applicability thereof. Preferably, the number of the guide grooves 3072 and the second balls 308 may be eight and are uniformly arranged at intervals in the circumferential direction, so as to improve the connection stability of the positioning assembly 3 and the docking assembly 401.
It will be appreciated that fifth drive mechanism 310 can be communicatively coupled to the processing module and can trigger fifth drive mechanism 310 to drive ring 309 via a detection signal indicative of the complete insertion of attachment post 4012 into attachment cavity 3071 to automatically complete the fastening operation between positioning assembly 3 and docking assembly 401. Specifically, the detection signal may be a detection signal of a relative distance between a plane on which the connection column 4012 is installed on the docking assembly 401 and a side of the fixing base 306 facing away from the bottom wall of the accommodating cavity 3061, which is detected by a proximity sensor and a distance sensor.
Optionally, referring to fig. 1 to 10, the positioning assembly 3 further includes a second elastic limiting ring 313, an end surface of one side of the second elastic limiting ring 313 is connected to an end surface of one side of the second base 307, a guide groove 3072 is opened on an end surface of the other side of the second elastic limiting ring 313, a groove width of the guide groove 3072 gradually increases outwards along a radial direction of the second elastic limiting ring 313, and a minimum groove width of the guide groove 3072 is smaller than a diameter of the second ball 308;
the side wall of the guide groove 3072 is used to abut the second ball 308 to generate a radially outward component force to the second ball 308, thereby bringing the second ball 308 into abutment with the third inclined portion 3091.
The second elastic limiting ring 313 may be made of elastic materials such as rubber, silica gel, PU, and the like, as shown in fig. 10, the narrow portion of the groove width of the guiding groove 3072 may generate an extrusion effect with the second ball 308, so that an elastic acting force of the second elastic limiting ring 313 may generate a radially outward component force on the second ball 308 to push the second ball 308 to be always abutted against the third inclined portion 3091, thereby improving the stability of driving the second ball 308 to move along the predetermined path through the third inclined portion 3091.
Optionally, referring to fig. 1 to 12, the positioning assembly 3 further includes a limit slider 311 and an elastic member 312; wherein:
the limiting slide block 311 is connected in the connecting cavity 3071 in a sliding manner, one end of the elastic piece 312 is connected with the limiting slide block 311, and the other end of the elastic piece 312 is connected with the bottom wall of the connecting cavity 3071;
the side wall of the limiting slide block 311 is used for contacting with the second ball 308, and one side of the limiting slide block 311, which is opposite to the elastic piece 312, is used for abutting against the connecting column 4012.
The elastic member 312 may be a spring, elastic gel, or the like. As shown in fig. 11 and 12, by the cooperation between the limiting slide block 311 and the elastic element 312, when the positioning assembly 3 and the docking assembly 401 are not docked, the elastic element 312 is in a normal state, at this time, the top end of the limiting slide block 311 is higher than the second ball 308, and the side wall of the limiting slide block 311 can limit the second ball 308 to prevent the second ball 308 from falling into the connecting cavity 3071 inward; when the positioning component 3 is butted with the butting component 401, the connecting column 4012 presses down the limiting slide block 311 in the process of being inserted into the connecting cavity 3071, so that the limiting slide block 311 does not limit the second ball 308 any more, and at this time, the second ball 308 can be matched with the fourth inclined portion 40121 to realize the connecting and fixing functions in the above embodiments; on the other hand, the elastic member 312 can buffer the insertion of the connection post 4012, so as to avoid the situation that the connection post 4012 is inserted too fast to collide with the second ball 308, or the docking assembly 401 collides with other parts of the positioning assembly 3, thereby causing damage to related devices.
It should be noted that other contents of the welding jig positioning system disclosed in the present invention can be referred to in the prior art, and are not described herein again.
The above description is only an alternative embodiment of the present invention, and not intended to limit the scope of the present invention, and all modifications and equivalents of the present invention, which are made by the contents of the present specification and the accompanying drawings, or directly/indirectly applied to other related technical fields, are included in the scope of the present invention.
Claims (5)
1. The utility model provides a welding jig positioning system which characterized in that, welding jig positioning system includes:
the two driving turntables are arranged at intervals along the axial direction, and a welding area is formed between the two driving turntables; the driving turntable is provided with a limiting part;
the first driving devices are arranged on the two driving turntables in a one-to-one correspondence manner;
the positioning assemblies are connected to the first driving devices in a one-to-one corresponding manner;
a first sensing device, a detection part of which faces the welding area;
the conveying equipment is detachably provided with a clamping jig, the clamping jig is used for clamping workpieces to be welded, and the clamping jig is provided with butt joint assemblies in one-to-one correspondence with the positioning assemblies;
the second driving device is arranged on the clamping jig, and a matching part is arranged on the second driving device; one of the limiting part and the matching part is a limiting bulge, and the other one is a limiting concave cavity;
the processing module is in communication connection with the driving turntable, the first driving device, the second driving device and the first sensing device, and is used for acquiring the movement parameters of the driving turntable, the first driving device and the second driving device; and the processing module is used for being in communication connection with the welding assembly;
the conveying equipment is used for conveying the clamping jig with the to-be-welded workpiece clamped therein to enter the welding area, the first sensing device is used for sending a first detection signal to the processing module when the to-be-welded workpiece is detected so as to trigger the processing module to output a first trigger signal to the first driving device, and then the first driving device is controlled to drive the positioning assembly to vertically move upwards and be connected with the butt joint assembly so as to drive the clamping jig to vertically move upwards and be separated from the conveying equipment;
the first sensing device is used for acquiring the workpiece information of the workpiece to be welded and sending the workpiece information to the processing module so as to trigger the processing module to call a corresponding welding program and drive the welding assembly to perform welding operation on the workpiece to be welded;
the processing module is used for outputting a second trigger signal to the second driving device when the first driving device drives the positioning assembly to vertically move upwards to a preset height position so as to control the second driving device to drive the matching part to abut against the limiting part;
the positioning assembly comprises a first base, a first ball body, a driving shaft and a fourth driving device, and the butt joint assembly comprises a connecting flange; wherein:
the first base is provided with a columnar part and a flange part, and one end of the columnar part is arranged on one side end face of the flange part; the other end of the columnar part is provided with a first through hole, and the first through hole is communicated with the end face of the other side of the flange part; a plurality of second through holes are formed in the cylindrical surface of the columnar portion at intervals along the circumferential direction, and the second through holes are communicated with the first through holes; the first spheres are arranged in the second through holes in a one-to-one correspondence manner; the drive shaft has a first inclined portion whose cross-sectional area gradually decreases in an axial direction of the drive shaft, the drive shaft being slidably fitted in the first through-hole; the fourth driving device is connected with the driving shaft and is used for driving the driving shaft to axially slide along the first through hole;
a third through hole is formed in one side end face of the connecting flange, a second inclined part is arranged on the hole wall of the third through hole, and the cross sectional area of the second inclined part is gradually reduced along the axial direction of the third through hole; the third through hole is used for being sleeved on the columnar part, and one side end face of the connecting flange is used for being attached to one side end face of the flange part;
when the fourth driving device drives the driving shaft to slide linearly, the first inclined part is used for pushing the first ball to move along the axial direction of the second through hole; the first ball is used for being abutted with the second inclined part so as to generate a pressing component force towards the flange part for the second inclined part;
the aperture of the second through hole is gradually reduced along the direction close to the first through hole, an annular groove is formed in the cylindrical surface of the columnar part, and the positioning assembly further comprises a first elastic limiting ring;
the first elastic limiting ring is sleeved in the annular groove, and the inner annular wall of the first elastic limiting ring is attached to the first ball body so as to pull the first ball body to move towards the direction close to the first through hole through elasticity;
or the positioning assembly comprises a fixed seat, a second base, a second ball, a driving ring and a fifth driving device, and the docking assembly comprises a connecting column; wherein:
the fixed seat is provided with an accommodating concave cavity, and the accommodating concave cavity is provided with a connecting through hole;
the second base is columnar, a connecting concave cavity is formed in one side end face of the second base, a plurality of guide grooves extending in the radial direction are formed in the end face of one side of the second base along the circumferential direction, one ends of the guide grooves are communicated with the connecting concave cavity, and the other ends of the guide grooves are communicated with the outer cylindrical surface of the second base; the second spheres are in one-to-one corresponding sliding fit in the guide grooves;
the driving ring is slidably sleeved on the second base, the inner annular wall of the driving ring is provided with a third inclined part, and the cross section area of the third inclined part is gradually reduced along the axial direction of the driving ring; the fifth driving device is connected with the driving ring and is used for driving the driving ring to axially slide relative to the second base; the driving ring and the second base are arranged in the accommodating cavity, the connecting cavity is opposite to the connecting through hole, the bottom wall of the accommodating cavity is opposite to the guide groove, and the bottom wall of the accommodating cavity is used for abutting against the second ball;
the cylindrical surface of the connecting column is provided with a fourth inclined part, and the cross section area of the fourth inclined part is gradually reduced along the axial direction of the connecting column; the connecting column is used for being inserted into the connecting cavity through the connecting through hole;
when the fifth driving device drives the driving ring to slide axially, the third inclined part is used for pushing the second ball to slide towards the direction close to the connecting cavity; the second ball is used for being abutted against the fourth inclined part so as to generate a pressing component force for the fourth inclined part to be back to the connecting through hole;
the positioning assembly further comprises a second elastic limiting ring, one side end face of the second elastic limiting ring is connected to one side end face of the second base, the guide groove is formed in the other side end face of the second elastic limiting ring, the groove width of the guide groove is gradually increased outwards along the radial direction of the second elastic limiting ring, and the minimum groove width of the guide groove is smaller than the diameter of the second ball body;
the side wall of the guide groove is used for being attached to the second ball body so as to generate a component force to the second ball body in a radial direction outwards, and therefore the second ball body is abutted to the third inclined part;
the positioning assembly further comprises a limiting sliding block and an elastic piece; wherein:
the limiting sliding block is connected in the connecting concave cavity in a sliding mode, one end of the elastic piece is connected with the limiting sliding block, and the other end of the elastic piece is connected with the bottom wall of the connecting concave cavity;
the side wall of the limiting slide block is used for being in contact with the second ball body, and one side, back to the elastic piece, of the limiting slide block is used for being abutted to the connecting column.
2. The welding jig positioning system of claim 1, further comprising a fixed support, wherein the drive turntable is rotatably connected to the fixed support; two guide sliding chutes are arranged on the fixed support at intervals, the extending direction of each guide sliding chute is perpendicular to the axial direction of the driving turntable, and the welding area is formed between the two guide sliding chutes;
the transportation equipment is provided with pulley assemblies, the pulley assemblies are arranged in one-to-one correspondence with the guide chutes, and the rotating shafts of the pulley assemblies are arranged in the vertical direction; the pulley assemblies are used for being in sliding fit with the corresponding guide chutes in the process that the transportation equipment enters the welding area.
3. The welding jig positioning system of claim 2, further comprising a position limiting drive, wherein the first sensing device comprises a first contact and a second contact;
the first contact is arranged on the transportation equipment, and the second contact is arranged on the fixed support; the limiting driving device is arranged on the fixed support; the first contact, the second contact and the limiting driving device are in communication connection with the processing module;
the first contact and the second contact are used for being mutually abutted and communicated when the transportation equipment enters the welding area so as to send the first detection signal to the processing module; the processing module is used for outputting a third trigger signal to the limiting driving device when receiving the first detection signal so as to drive the movable part of the limiting driving device to abut against the transportation equipment.
4. The welding jig positioning system according to claim 1, further comprising positioning bosses, wherein the positioning bosses are connected to the first driving device in a one-to-one correspondence;
the clamping jig is also provided with positioning concave cavities corresponding to the positioning bosses one to one;
the first driving device is used for driving the positioning bosses to vertically move upwards and be inserted into the corresponding positioning cavities when receiving the first trigger signal.
5. The positioning system for the welding jig according to claim 1, wherein the annular groove covers the second through hole, a plurality of fourth through holes are formed in the ring wall of the first elastic limiting ring at intervals along the circumferential direction, the fourth through holes are opposite to the second through holes one by one, and the diameter of each fourth through hole is smaller than the diameter of the first sphere.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211244576.3A CN115319389B (en) | 2022-10-12 | 2022-10-12 | Welding jig positioning system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211244576.3A CN115319389B (en) | 2022-10-12 | 2022-10-12 | Welding jig positioning system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115319389A CN115319389A (en) | 2022-11-11 |
| CN115319389B true CN115319389B (en) | 2023-01-10 |
Family
ID=83913226
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211244576.3A Active CN115319389B (en) | 2022-10-12 | 2022-10-12 | Welding jig positioning system |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115319389B (en) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5568196A (en) * | 1978-11-16 | 1980-05-22 | Shin Meiwa Ind Co Ltd | Work carrying-in and out device in automatic welding equipment |
| CN210099311U (en) * | 2019-05-28 | 2020-02-21 | 惠州市诚业家具有限公司 | Frame positioning and conveying mechanism |
| CN210172855U (en) * | 2019-05-28 | 2020-03-24 | 惠州市诚业家具有限公司 | Conveying platform and frame conveying platform |
| CN111644790A (en) * | 2020-06-09 | 2020-09-11 | 安徽华菱汽车有限公司 | Overturning clamp, conveying line and using method of conveying line |
| CN215699329U (en) * | 2021-09-29 | 2022-02-01 | 广东利元亨智能装备股份有限公司 | Conveying and positioning tool and welding system |
| CN114054981A (en) * | 2021-12-24 | 2022-02-18 | 华中科技大学 | Auxiliary device for laser precision cutting of inner and outer profiles |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4039114B2 (en) * | 2001-09-26 | 2008-01-30 | 日産自動車株式会社 | Car body assembling method and car body assembling apparatus |
-
2022
- 2022-10-12 CN CN202211244576.3A patent/CN115319389B/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5568196A (en) * | 1978-11-16 | 1980-05-22 | Shin Meiwa Ind Co Ltd | Work carrying-in and out device in automatic welding equipment |
| CN210099311U (en) * | 2019-05-28 | 2020-02-21 | 惠州市诚业家具有限公司 | Frame positioning and conveying mechanism |
| CN210172855U (en) * | 2019-05-28 | 2020-03-24 | 惠州市诚业家具有限公司 | Conveying platform and frame conveying platform |
| CN111644790A (en) * | 2020-06-09 | 2020-09-11 | 安徽华菱汽车有限公司 | Overturning clamp, conveying line and using method of conveying line |
| CN215699329U (en) * | 2021-09-29 | 2022-02-01 | 广东利元亨智能装备股份有限公司 | Conveying and positioning tool and welding system |
| CN114054981A (en) * | 2021-12-24 | 2022-02-18 | 华中科技大学 | Auxiliary device for laser precision cutting of inner and outer profiles |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115319389A (en) | 2022-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109909720B (en) | Method for measuring negative clearance of hub bearing unit | |
| CN112762834B (en) | Multifunctional on-line detection equipment | |
| CN114543721A (en) | Brake disc size detection device | |
| CN112484677A (en) | Device for detecting position degree of side hole of automobile steering knuckle | |
| CN115319389B (en) | Welding jig positioning system | |
| CN109175122B (en) | Steering device processing method and system | |
| CN214186011U (en) | Automatic angle finding mechanism and assembly system of inner gear ring of motor | |
| CN209812119U (en) | Clamping device and wheel detecting system | |
| CN110207636B (en) | Cutter diameter detection device | |
| CN218440097U (en) | Pipe pressing machine for new energy automobile parts | |
| CN217637234U (en) | Nondestructive detection equipment for metal material reinspection | |
| CN216049743U (en) | Automobile tubular part detection tool | |
| CN113798209B (en) | Automatic detection equipment for head size of pipe fitting | |
| CN213396855U (en) | Error-proofing detection device for rivet bolt | |
| CN112414259B (en) | Error-proofing detection device and detection method for rivet bolt | |
| CN210346522U (en) | Bearing groove position deviation device | |
| CN210209614U (en) | Workpiece orientation judging and adjusting device | |
| CN210664393U (en) | Battery height measuring device | |
| CN218503777U (en) | Automatic expansion and detection device for nuclear fuel assembly screw | |
| CN114833611B (en) | Fixture capable of identifying workpiece model and numerical control machine tool | |
| CN218079077U (en) | Device for automatically detecting milling groove position of external star wheel | |
| CN213970009U (en) | Lug positioning device | |
| CN219980621U (en) | Motor glue solidification structure and motor production system | |
| CN220178621U (en) | Finger gyro mounting device | |
| CN214200041U (en) | Multifunctional on-line detection equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |