CN114918031B - Method and system for controlling equipment parameters in high-pressure roller mill - Google Patents
Method and system for controlling equipment parameters in high-pressure roller mill Download PDFInfo
- Publication number
- CN114918031B CN114918031B CN202210610058.2A CN202210610058A CN114918031B CN 114918031 B CN114918031 B CN 114918031B CN 202210610058 A CN202210610058 A CN 202210610058A CN 114918031 B CN114918031 B CN 114918031B
- Authority
- CN
- China
- Prior art keywords
- current
- fluctuation
- roller
- weight ratio
- roller mill
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C25/00—Control arrangements specially adapted for crushing or disintegrating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Abstract
The invention discloses a method and a system for controlling equipment parameters in a high-pressure roller mill, relates to the technical field of process control, and mainly aims to solve the problem of low product yield in the high-pressure roller mill process. The method mainly comprises the steps of obtaining roller grinding material weight ratio fluctuation information, roller mill current fluctuation information and target belt conveyor current in the high-pressure roller grinding process; determining a target current adjustment parameter according to the matching result of the roller grinding material weight ratio fluctuation information, the roller mill current fluctuation information and a preset fluctuation interval, and determining a target belt machine current set value according to the target belt machine current and the target current adjustment parameter; and sending the current set value of the target belt conveyor to a control terminal of the target belt conveyor so that the target belt conveyor operates according to the current set value of the target belt conveyor. The method is mainly used for controlling equipment parameters in the high-pressure roller mill.
Description
Technical Field
The invention relates to the technical field of process control, in particular to a method and a system for controlling equipment parameters in a high-pressure roller mill.
Background
The high-pressure roller milling is a process of conveying the ore with the granularity of less than 30mm after primary crushing to a high-pressure roller mill for roller milling through a belt conveyor, a buffer bin and a roller front vibrating feeder, and outputting the ore with the granularity of less than 3mm in the ore after roller milling through the belt conveyor, the buffer bin and the roller rear vibrating feeder. In the process, the product quality and the production efficiency are mainly reflected by two operation parameters of single-ton energy consumption (energy consumption for producing each ton of finished ore) and roller milling efficiency, and the product quality and the production efficiency are directly influenced by large fluctuation of the single-ton energy consumption and the roller milling efficiency, so that the equipment parameter set values in the high-pressure roller milling process need to be adjusted to control the fluctuation range of the single-ton energy consumption and the roller milling efficiency.
The existing method for adjusting the set values of the equipment parameters mainly depends on field operators to adjust the set values of the equipment parameters such as the frequency of a vibrating feeder in front of a roller, the current of a belt conveyor, the frequency of a vibrating feeder behind the roller and the like according to field work experience. However, due to different experience levels of operators, large deviation of subjective judgment and low adjustment precision, production and operation are unstable and the product percent of pass is low.
Disclosure of Invention
In view of the above, the invention provides a method and a system for controlling equipment parameters in a high-pressure roller mill, and mainly aims to solve the problems of unstable production and operation and low product percent of pass in the existing high-pressure roller mill process.
According to one aspect of the invention, the method for controlling the equipment parameters in the high-pressure roller mill comprises the following steps:
acquiring roller grinding material weight ratio fluctuation information, roller mill current fluctuation information and target belt conveyor current in the high-pressure roller grinding process;
determining a target current adjustment parameter according to the matching result of the roller grinding material weight ratio fluctuation information, the roller mill current fluctuation information and a preset fluctuation interval, and determining a target belt machine current set value according to the target belt machine current and the target current adjustment parameter;
and sending the current set value of the target belt conveyor to a roller mill control terminal so that the target belt conveyor operates according to the current set value of the target belt conveyor.
According to another aspect of the present invention, there is provided an apparatus parameter control system in a high pressure roller mill, comprising: an edge industrial server and a control terminal;
the edge industrial server is used for acquiring the roller grinding material weight ratio fluctuation information and the roller mill current fluctuation information in the high-pressure roller grinding process;
the edge industrial server is further used for determining a target current adjustment parameter according to the matching result of the roller mill material weight ratio fluctuation information, the roller mill current fluctuation information and a preset fluctuation interval, and determining a target belt machine current set value according to the target belt machine current and the target current adjustment parameter;
the edge industrial server is also used for sending the current set value of the target belt conveyor to a control terminal of the target belt conveyor so as to enable the target belt conveyor to operate according to the current set value of the target belt conveyor;
and the control terminal is used for receiving the current set value of the target belt conveyor sent by the edge industrial server and controlling the roller mill to operate according to the current set value of the target belt conveyor.
By the technical scheme, the technical scheme provided by the embodiment of the invention at least has the following advantages: the invention provides a method and a system for controlling equipment parameters in a high-pressure roller mill, wherein the method comprises the steps of acquiring roller mill material weight ratio fluctuation information, roller mill current fluctuation information and target belt conveyor current in the high-pressure roller mill process; determining a target current adjustment parameter according to the matching result of the roller grinding material weight ratio fluctuation information, the roller mill current fluctuation information and a preset fluctuation interval, and determining a target belt machine current set value according to the target belt machine current and the target current adjustment parameter; and sending the current set value of the target belt conveyor to a control terminal of the target belt conveyor so that the target belt conveyor operates according to the current set value of the target belt conveyor, thereby greatly reducing the material-to-weight ratio and the fluctuation range of the current value of the roller mill, reducing the labor cost, and simultaneously ensuring the control accuracy, thereby greatly improving the operation stability of the roller mill and the product qualification rate.
The foregoing description is only an overview of the technical solutions of the present invention, and the embodiments of the present invention are described below in order to make the technical means of the present invention more clearly understood and to make the above and other objects, features, and advantages of the present invention more clearly understandable.
Drawings
Various other advantages and benefits will become apparent to those of ordinary skill in the art upon reading the following detailed description of the preferred embodiments. The drawings are only for purposes of illustrating the preferred embodiments and are not to be construed as limiting the invention. Also, like reference numerals are used to refer to like parts throughout the drawings. In the drawings:
fig. 1 shows a flow chart of a method for controlling equipment parameters in a high-pressure roller mill according to an embodiment of the invention;
FIG. 2 is a schematic diagram illustrating a high pressure roller milling process according to an embodiment of the present invention;
FIG. 3 is a flow chart of another method for controlling the equipment parameters in the high-pressure roller mill according to the embodiment of the invention;
FIG. 4 is a graph showing the fluctuation of the current of the fixed roller of the roller mill during the process of intelligently setting the parameters of the equipment according to the embodiment of the invention;
FIG. 5 is a graph showing the fluctuation curve of the fixed roller current of the roller mill in the process of manually setting the parameters of the equipment provided by the embodiment of the invention;
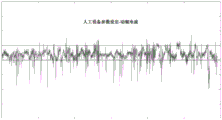
FIG. 6 is a graph showing the fluctuation of the current of the moving roller of the roller mill during the process of intelligently setting the parameters of the equipment according to the embodiment of the invention;
FIG. 7 is a graph showing the fluctuation of the current of the moving roller of the roller mill in the process of manually setting the parameters of the equipment according to the embodiment of the invention;
fig. 8 shows a block diagram of the system for controlling the parameters of the equipment in the high-pressure roller mill according to the embodiment of the invention.
Detailed Description
Exemplary embodiments of the present disclosure will be described in more detail below with reference to the accompanying drawings. While exemplary embodiments of the present disclosure are shown in the drawings, it should be understood that the present disclosure may be embodied in various forms and should not be limited by the embodiments set forth herein. Rather, these embodiments are provided so that this disclosure will be thorough and complete, and will fully convey the scope of the disclosure to those skilled in the art.
Aiming at the existing method for adjusting the set values of the equipment parameters, the set values of the equipment parameters such as the frequency of a vibrating feeder in front of a roller, the current of a belt conveyor, the frequency of a vibrating feeder behind the roller and the like are adjusted mainly by depending on field operators according to field work experience. However, due to different experience levels of operators, large deviation of subjective judgment and low adjustment precision, production operation is unstable and the product percent of pass is low. The embodiment of the invention provides a method for controlling equipment parameters in a high-pressure roller mill, which comprises the following steps of:
101. and acquiring the roller grinding material weight ratio fluctuation information, the roller mill current fluctuation information and the target belt conveyor current in the high-pressure roller grinding process.
In the embodiment of the invention, in the high-pressure roller milling process, because the actual roller milling process is influenced by interference factors such as raw ore component change, large fluctuation of ore particles and the like, the single-ton energy consumption and the roller milling efficiency cannot be measured through a production field and are difficult to monitor, and therefore, the monitoring of the fluctuation conditions of the single-ton energy consumption and the roller milling efficiency is realized by obtaining the current fluctuation information of the roller mill and the weight ratio fluctuation information of the roller mill material. The current of the roller mill can represent single-ton energy consumption, and the weight ratio of the roller mill material can represent the roller mill efficiency. The roller grinding material weight ratio fluctuation information represents the fluctuation condition of the roller grinding material weight ratio, and comprises a material weight ratio fluctuation value and a material weight ratio fluctuation state. The material weight ratio fluctuation value is a difference value between the current material weight ratio and a preset target roller grinding material weight ratio, the roller grinding material weight ratio is a ratio of the returning material weight to the material weight produced after roller grinding, and the returning material weight is the weight of the ore material needing to enter the roller grinding process again. The roller mill current fluctuation information represents the fluctuation condition of the roller grinding material weight ratio, and comprises a roller mill current fluctuation value and a roller mill current fluctuation state. And the current fluctuation value of the roller mill is the difference value of the current roller mill current and the preset target roller mill current. The current of the roller mill comprises a moving roller current and a fixed roller current, and the fluctuation trend of the moving roller current is consistent with that of the fixed roller current. It should be noted that the roller mill efficiency which cannot be actually measured is replaced by the roller mill material weight ratio which can be obtained through data acquisition and simple calculation, and the single-ton energy consumption which cannot be actually measured is replaced by the roller mill current which can be obtained through data acquisition, so that the measurement of the operation monitoring data is realized, and conditions are created for the accurate analysis and the accurate control of the single-ton energy consumption and the roller mill efficiency fluctuation condition.
102. And determining a target current adjustment parameter according to the matching result of the roller grinding material weight ratio fluctuation information, the roller mill current fluctuation information and a preset fluctuation interval, and determining a target belt machine current set value according to the target belt machine current and the target current adjustment parameter.
In the embodiment of the invention, after the roller mill material weight ratio fluctuation information and the roller mill current fluctuation information are obtained, in order to judge the roller mill material weight ratio and the fluctuation degree of the roller mill current, corresponding equipment parameter adjustment is made according to the fluctuation degree, and the roller mill material weight ratio fluctuation information and the roller mill current fluctuation information are respectively matched with the preset fluctuation interval. The preset fluctuation interval comprises two types of fluctuation intervals, namely a current fluctuation interval of a movable fixed roller of the roller mill and a fluctuation interval of the weight ratio of the roller mill, and the current fluctuation interval of the roller mill and the fluctuation interval of the weight ratio of the roller mill respectively comprise a plurality of positive and negative fluctuation intervals which are divided according to the fluctuation amplitude. The preset fluctuation interval is set based on operation control data of a historical high-pressure roller milling process and expert experience of field operators, a current adjustment parameter is correspondingly set in each preset fluctuation interval, and the corresponding relation between the preset fluctuation interval and the current adjustment parameter is stored in a database in an IF-THEN form. And after the corresponding fluctuation interval is matched according to the weight ratio fluctuation information of the roller grinding material or the current fluctuation information of the roller mill, acquiring a target current adjustment parameter corresponding to the fluctuation interval according to the matched fluctuation interval.
It should be noted that, as shown in fig. 2, in the schematic diagram of the high-pressure roller milling process flow, the target belt corresponds to belt #15 in the diagram, and the target belt current is a belt current for controlling the opening degrees of the movable roller and the fixed roller of the roller mill. The opening degree of the movable roller and the fixed roller directly influences the weight of the produced ore after roller grinding and the particle size of the produced ore, so that the weight ratio of the roller grinding is influenced, and the influence of fluctuation of the material resetting value and the adjustment of the set value of the buffer bin on the weight ratio of the roller grinding material and the current of the roller grinder is smaller than that of the current of the roller grinder, so that the control on the fluctuation range of the weight ratio of the roller grinding material and the fluctuation range of the current of the roller grinder is realized by adjusting the set value of the current of the target belt conveyor. Through summarizing and summarizing expert experience of field operators, a plurality of preset fluctuation intervals representing different fluctuation degrees are determined, corresponding current adjustment parameters are set in a targeted mode according to the fluctuation degrees, dependence on the field operators can be avoided, intelligent adjustment of the current of the target belt conveyor is achieved, meanwhile, accuracy and precision of current adjustment of the target belt conveyor are guaranteed, and accuracy of control over roller grinding material weight ratio fluctuation and roller mill current fluctuation is effectively improved.
103. And sending the current set value of the target belt conveyor to a roller mill control terminal so that the roller mill operates according to the current set value of the target belt conveyor.
In the embodiment of the invention, after the target belt conveyor current set value is determined, in order to enable the roller mill to operate according to the target belt conveyor current set value, the target belt conveyor current set value is required to be sent to a roller mill control terminal, and the roller mill control terminal, for example, a PLC (programmable logic controller) corresponding to the roller mill writes the received current set value into a bottom layer current control loop by using a logic control algorithm according to the received current set value, controls and adjusts the opening degree of a movable roller valve and a fixed roller valve of the roller mill, so as to realize the control of the fixed roller current set value and the movable roller current set value of the roller mill.
In an embodiment of the present invention, for further explanation and limitation, as shown in fig. 3, the determining, in step 102, a target current adjustment parameter according to the information on fluctuation of the material weight ratio of the roller mill, the information on fluctuation of the current of the roller mill, and the matching result of the preset fluctuation interval includes:
201. and if the current fluctuation state of the roller mill is normal and the roller mill material weight ratio fluctuation state is abnormal, determining a target current adjustment parameter according to a matching result of the roller mill material weight ratio fluctuation value and the roller mill material weight ratio fluctuation interval.
202. And if the current fluctuation state of the roller mill is abnormal, determining a target current adjustment parameter according to a matching result of the current fluctuation value of the roller mill and the current fluctuation interval of the roller mill.
In the embodiment of the invention, the roller grinding material weight ratio fluctuation information comprises a roller grinding material weight ratio fluctuation value and a roller grinding material weight ratio fluctuation state; the current fluctuation information of the roller mill comprises a current fluctuation value of the roller mill and a current fluctuation state of the roller mill. The preset fluctuation interval comprises a roller grinding material weight ratio fluctuation interval and a roller mill current fluctuation interval. The fluctuation state of the weight ratio of the roller grinding material is normal, namely the absolute value of the fluctuation value of the weight ratio of the roller grinding material is less than or equal to the fluctuation threshold value of the weight ratio of the roller grinding material in the fluctuation interval of the weight ratio of the roller grinding material, and the fluctuation interval of the weight ratio of the roller grinding material cannot be matched with the corresponding fluctuation interval of the weight ratio of the roller grinding material. The fluctuation state of the roller grinding material weight ratio is abnormal, namely the absolute value of the fluctuation value of the roller grinding material weight ratio is larger than the fluctuation threshold value of the roller grinding material weight ratio, and the current fluctuation interval of the roller mill can be matched. Similarly, the current fluctuation state of the roller mill is normal, namely the absolute value of the current fluctuation value of the roller mill is less than or equal to the current fluctuation threshold value of the roller mill, and the current fluctuation interval of the roller mill cannot be matched. The current fluctuation state of the roller mill is abnormal, namely the absolute value of the current fluctuation value of the roller mill is larger than the current fluctuation threshold value of the roller mill, and the current fluctuation range of the roller mill can be matched with the current fluctuation range of the roller mill. The rolling material weight ratio fluctuation threshold is the minimum positive value of the rolling material weight ratio fluctuation interval; the roller mill current fluctuation threshold value is the minimum positive value of the roller mill current fluctuation interval. And if only one of the current fluctuation state of the roller mill and the current fluctuation state of the roller mill is abnormal, matching the fluctuation value of the item corresponding to the abnormal state with the fluctuation interval of the corresponding item. And if the current fluctuation state of the roller mill and the current fluctuation state of the roller mill are both abnormal, determining a target current adjustment parameter according to a matching result of the current fluctuation value of the roller mill and the current fluctuation interval of the roller mill. In addition, if the current fluctuation state of the roller mill and the current fluctuation state of the roller mill are both normal, the current production running condition is good, and the current set value of the target belt conveyor does not need to be adjusted.
It should be noted that, since the operating parameters (the current of the roller mill and the weight ratio of the grinding material) to be monitored are not unique, a unique target current adjustment parameter needs to be determined by matching the fluctuation value with the fluctuation interval. Whether the fluctuation state is normal or not is judged, whether the fluctuation state needs to be matched with a preset fluctuation interval or not is determined, and if the fluctuation state needs to be matched with the preset fluctuation interval, the fluctuation value of the operation parameter needs to be matched with the preset fluctuation interval. When the two operation parameters are abnormal, the current fluctuation value of the roller mill, which is more accurate in determining the target current adjustment parameter, is selected to be matched with the preset fluctuation interval, and the optimal and unique operation parameter can be determined for the matching of the fluctuation interval, so that the uniqueness of the matching of the operation parameter fluctuation value and the preset fluctuation interval is ensured, and meanwhile, the accuracy of the current setting of the roller mill is improved.
For further explanation and limitation, in one embodiment of the present invention, the roll-to-abrasive-weight ratio fluctuation interval and the roll mill current fluctuation interval respectively include at least five positive-direction fluctuation intervals and five negative-direction fluctuation intervals;
the first positive fluctuation interval is smaller than a second positive fluctuation interval, the second positive fluctuation interval is smaller than a third positive fluctuation interval, the third positive fluctuation interval is smaller than a fourth positive fluctuation interval, and the fourth positive fluctuation interval is smaller than a fifth positive fluctuation interval;
the first negative-direction fluctuation interval is larger than a second negative-direction fluctuation interval, the second negative-direction fluctuation interval is larger than a third negative-direction fluctuation interval, the third negative-direction fluctuation interval is larger than a fourth negative-direction fluctuation interval, and the fourth negative-direction fluctuation interval is larger than a fifth negative-direction fluctuation interval.
In the embodiment of the invention, different target current adjustment parameters are set for the roller mill material weight ratio and the roller mill current with different fluctuation degrees, and the fluctuation of the roller mill material weight ratio and the fluctuation of the roller mill current are considered to comprise positive fluctuation and negative fluctuation, namely the difference value between the roller mill material weight ratio and the preset target roller mill material weight ratio and the difference value between the roller mill current and the preset target roller mill current are possibly positive values or negative values. Therefore, five interval point values b are set for the current fluctuation value of the roller mill in the order from small to large 1 ~b 5 And b is 1 <b 5 E.g. 2, 4, 6, 8, 10. The fluctuation range of the roller mill current is divided into five forward fluctuation intervals by the five interval point values. Correspondingly, the fluctuation range of the current of the roller mill is divided into five negative fluctuation intervals by utilizing the negative values corresponding to the five fluctuation values. Similarly, five interval point values c are set for the weight ratio fluctuation value of the roller grinding material in the order from small to large 1 ~c 5 And c is 1 <c 5 E.g. 1, 5, 10, 15, 20. And dividing the fluctuation range of the weight ratio of the roller grinding material into five positive fluctuation intervals and five negative fluctuation intervals according to the five interval point values and the corresponding negative values. The number of positive and negative fluctuation intervals and the setting of the interval point values can be customized according to specific application requirements, and the embodiment of the invention is not particularly limited.
In an embodiment of the present invention, for further explanation and limitation, the determining a target current adjustment parameter according to the matching result between the fluctuation value of the roller-milled material weight ratio and the fluctuation interval of the roller-milled material weight ratio in step 201 includes:
if the grinding material weight ratio fluctuation value of the roller is matched with the first positive grinding material weight ratio fluctuation interval or the first negative grinding material weight ratio fluctuation interval, acquiring a first current adjustment parameter as a target current adjustment parameter;
if the grinding material weight ratio fluctuation value of the roller is matched with the second positive roller grinding material weight ratio fluctuation interval or the second negative roller grinding material weight ratio fluctuation interval, acquiring a second current adjustment parameter as a target current adjustment parameter;
if the grinding material weight ratio fluctuation value of the roller is matched with the third positive roller grinding material weight ratio fluctuation interval or the third negative roller grinding material weight ratio fluctuation interval, acquiring a third current adjustment parameter as a target current adjustment parameter;
if the grinding material weight ratio fluctuation value of the roller is matched with the fourth positive roller grinding material weight ratio fluctuation area or the fourth negative roller grinding material weight ratio fluctuation area, acquiring a fourth current adjustment parameter as a target current adjustment parameter;
if the rolling mill material weight ratio fluctuation value matches the fifth positive rolling mill material weight ratio fluctuation interval or the fifth negative rolling mill material weight ratio fluctuation interval, acquiring a fifth current adjustment parameter as a target current adjustment parameter;
if the roller mill current fluctuation value is matched with the first positive roller mill current fluctuation interval or the first negative roller mill current fluctuation interval, acquiring a first current adjustment parameter as a target current adjustment parameter;
if the roller mill current fluctuation value is matched with the second positive roller mill current fluctuation area or the second negative roller mill current fluctuation area, acquiring a second current adjustment parameter as a target current adjustment parameter;
if the current fluctuation value of the roller mill is matched with the current fluctuation interval of the third positive roller mill or the current fluctuation interval of the third negative roller mill, acquiring a third current adjustment parameter as a target current adjustment parameter;
if the roller mill current fluctuation value is matched with the fourth positive roller mill current fluctuation interval or the fourth negative roller mill current fluctuation interval, acquiring a fourth current adjustment parameter as a target current adjustment parameter;
and if the roller mill current fluctuation value is matched with the fifth positive roller mill current fluctuation interval or the fifth negative roller mill current fluctuation interval, acquiring a fifth current adjustment parameter as a target current adjustment parameter.
The first current adjustment parameter is smaller than the second current adjustment parameter, the second current adjustment parameter is smaller than the third current adjustment parameter, the third current adjustment parameter is smaller than the fourth current adjustment parameter, and the fourth current adjustment parameter is smaller than the fifth current adjustment parameter.
In the embodiment of the invention, in order to realize different fluctuation amplitude operation parameters, different current adjustment amplitudes of the roller mill are used, and corresponding current adjustment parameters are set according to the fluctuation amplitude of each preset fluctuation interval. Because the division number of the current fluctuation interval of the roller mill is the same as the division number of the fluctuation interval of the weight ratio of the roller mill, the division fluctuation ranges are corresponding, and the fluctuation ranges of the first positive fluctuation interval and the first negative fluctuation interval are the same (the absolute values of the interval point values are equal), the fluctuation intervals of the current of the roller mill and the weight ratio of the roller mill use the same current adjustment parameters, and the positive fluctuation intervals and the negative fluctuation intervals of the same grade use the same current adjustment parameters. For example, the current adjustment parameters corresponding to the first positive roller grinding material weight ratio fluctuation interval, the first negative roller grinding material weight ratio fluctuation interval, the first positive roller mill current fluctuation interval and the first negative roller mill current fluctuation interval are all first current adjustment parameters. Wherein the first to fifth current adjustment parameters are represented as x 1 ~x 5 And x 1 <x 5 E.g. 5, 10, 15, 20, 25. The fluctuation interval of the current of the roller mill and the fluctuation interval of the weight ratio of the roller mill material can also respectively correspond to different current adjustment parameters, and the positive fluctuation interval and the negative fluctuation interval can also respectively correspond to different current adjustment parametersThe embodiment of the present invention is not particularly limited to correspond to different current adjustment parameters.
For further explanation and limitation, in an embodiment of the present invention, as shown in fig. 3, the step 102 of determining a target belt feeder current setting value according to the target current adjustment parameter includes:
203. and if the weight ratio fluctuation value of the roller grinding material is matched with a forward fluctuation interval, summing the target belt conveyor current and the target current adjustment parameter to obtain a target belt conveyor current set value.
204. And if the weight ratio fluctuation value of the roller grinding material is matched with a negative fluctuation interval, calculating the difference between the target belt conveyor current and the target current adjustment parameter to obtain a target belt conveyor current set value.
205. And if the current fluctuation value of the roller mill is matched with a forward fluctuation interval, calculating the difference between the current of the target belt conveyor and the target current adjustment parameter to obtain a current set value of the target belt conveyor.
206. And if the current fluctuation value of the roller mill is matched with a negative fluctuation interval, summing the target belt conveyor current and the target current adjustment parameter to obtain a target belt conveyor current set value.
In the embodiment of the invention, the roller grinding material weight ratio fluctuation information comprises a roller grinding material weight ratio fluctuation value, and the roller mill current fluctuation information comprises a roller mill current fluctuation value. The preset fluctuation interval comprises a positive fluctuation interval and a negative fluctuation interval, wherein the positive fluctuation interval comprises all positive fluctuation intervals of the roller grinding material weight ratio and all positive fluctuation intervals of the current fluctuation of the roller mill. Because the large fluctuation value of the weight ratio of the grinding material of the roller mill represents that the granularity of the mineral material after being ground by the roller mill is small, the output of the mineral material is small, namely the roll gap between the movable roller and the fixed roller is too small, the roll gap between the movable roller and the fixed roller needs to be increased by increasing the current of the target belt conveyor, so that the fluctuation range of the weight ratio of the grinding material of the roller mill is reduced, namely the absolute value of the fluctuation value of the weight ratio of the grinding material of the roller mill is reduced.
The method provided by the embodiment of the invention is applied to an intelligently set scene, as shown in tables 1,2 and 3, in 6000 groups of industrial applications, the moving roller current, the fixed roller current and the material weight ratio in the high-pressure roller grinding process are controlled within a target value range, wherein the qualification rate of the moving roller current interval is improved by 6.62%, the Mean Square Error (MSE) is improved by 53.35%, and the accumulated error sum (IAE) is improved by 31%. The percent of pass of the fixed roll current interval is improved by 5.1%, the Mean Square Error (MSE) is improved by 50.76%, and the sum of error (IAE) is improved by 18.9%. The qualification rate of the weighing ratio interval is improved by 7.05 percent, the Mean Square Error (MSE) is improved by 36.5 percent, and the error sum of accumulation (IAE) is improved by 15.6 percent. As shown in fig. 4, 5, 6, and 7, the intelligent setting control effect is much better than the manual setting effect.
Table 1:

table 2:


table 3:

in a specific application scene, setting the current fluctuation value of the roller mill at the current moment as e i(i =1, 2) (k) wherein e 1 (k) Is the current of the moving roller, e 2 (k) Setting the weight ratio fluctuation value of the roller grinding material at the current moment as e for the fixed roller current 3 (k) The current set value of the target belt conveyor is y sp2 (k) Current set value y of target belt conveyer at present moment sp2 (k-1) the first to fifth current adjustment parameters are x in sequence 1 、x 2 、x 3 、x 4 、x 5 . Aiming at the material weight ratio fluctuation of different roller millsThe specific process of determining the corresponding target belt conveyor current set value according to the IF-THEN statement called from the database by the value and the current fluctuation values of different roller mills comprises the following steps:
1) When the absolute value of the current fluctuation of the roller mill is smaller than or equal to the minimum value of the current fluctuation interval value of the target belt conveyor, and when the absolute value of the weight ratio fluctuation value of the roller mill is smaller than or equal to the minimum value of the weight ratio fluctuation interval value of the roller mill, keeping the current set value of the target belt conveyor unchanged:
IF|e i(i=1,2) (k)|≤b 1 ,|e 3 (k)|≤c 1 THEN y sp2 (k)=y sp2 (k-1) (1);
2) The absolute value of the fluctuation value of the weight ratio of the roller mill material is less than or equal to the minimum value of the fluctuation interval value of the weight ratio of the roller mill material, and the current fluctuation value e of the roller mill 1 (k)、e 2 (k) Matching the first Forward roller mill Current fluctuation Interval (b) 1 ,b 2 ]And if the current target belt conveyor is larger than the preset target roller mill current, adjusting the set value of the current of the target belt conveyor according to the first current adjustment parameter:
IF b 1 <e i(i=1,2) (k)≤b 2 ,|e 3 (k)|≤c 1 THEN y sp2 (k)=y sp2 (k-1)-x 1 (2);
3) The absolute value of the fluctuation value of the weight ratio of the roller mill material is less than or equal to the minimum value of the fluctuation interval value of the weight ratio of the roller mill material, and the current fluctuation value e of the roller mill 1 (k)、e 2 (k) Matching the second Forward roller mill Current fluctuation Interval (b) 2 ,b 3 ]And if the current target belt conveyor current is larger than the preset target roller mill current, adjusting the set value of the current target belt conveyor according to the second current adjustment parameter:
IF b 2 <e i(i=1,2) (k)≤b 3 ,|e 3 (k)|≤c 1 THEN y sp2 (k)=y sp2 (k-1)-x 2 (3);
4) The absolute value of the fluctuation value of the weight ratio of the roller mill is less than or equal to the minimum value of the fluctuation interval value of the weight ratio of the roller mill, and the current fluctuation value e of the roller mill 1 (k)、e 2 (k) Matched with the third positive rollerCurrent fluctuation interval of mill (b) 3 ,b 4 ]And if the current target belt conveyor current is larger than the preset target roller mill current, adjusting the set value of the current target belt conveyor according to a third current adjustment parameter:
IF b 3 <e i(i=1,2) (k)≤b 4 ,|e 3 (k)|≤c 1 THEN y sp2 (k)=y sp2 (k-1)-x 3 (4);
5) The absolute value of the fluctuation value of the weight ratio of the roller mill material is less than or equal to the minimum value of the fluctuation interval value of the weight ratio of the roller mill material, and the current fluctuation value e of the roller mill 1 (k)、e 2 (k) Matching the fourth Forward roller Mill Current fluctuation Interval (b) 4 ,b 5 ]And if the current target belt conveyor current is larger than the preset target roller mill current, adjusting the set value of the current target belt conveyor according to the fourth current adjustment parameter:
IF b 4 <e i(i=1,2) (k)≤b 5 ,|e 3 (k)|≤c 1 THEN y sp2 (k)=y sp2 (k-1)-x 4 (5);
6) The absolute value of the fluctuation value of the weight ratio of the roller mill material is less than or equal to the minimum value of the fluctuation interval value of the weight ratio of the roller mill material, and the current fluctuation value e of the roller mill 1 (k)、e 2 (k) Matching the current fluctuation interval (b) of the fifth forward roller mill 5 And (oc), indicating that the current target belt conveyor current is greater than the preset target roller mill current, and adjusting the set value of the target belt conveyor current according to a fifth current adjustment parameter:
IF e i(i=1,2) (k)>b 5 ,|e 3 (k)|≤c 1 THEN y sp2 (k)=y sp2 (k-1)-x 5 (6);
7) The absolute value of the fluctuation value of the weight ratio of the roller mill material is less than or equal to the minimum value of the fluctuation interval value of the weight ratio of the roller mill material, and the current fluctuation value e of the roller mill 1 (k)、e 2 (k) Matching the current fluctuation interval (-b) of the first negative-direction roller mill 2 ,-b 1 ]And if the current target belt conveyor current is smaller than the preset target roller mill current, adjusting the set value of the current target belt conveyor according to the first current adjustment parameter:
IF-b 2 <e i(i=1,2) (k)≤-b 1 ,|e 3 (k)|≤c 1 THEN y sp2 (k)=y sp2 (k-1)+x 1 (7);
8) The absolute value of the fluctuation value of the weight ratio of the roller mill material is less than or equal to the minimum value of the fluctuation interval value of the weight ratio of the roller mill material, and the current fluctuation value e of the roller mill 1 (k)、e 2 (k) Matching the current fluctuation interval (-b) of the second negative-direction roller mill 3 ,-b 2 ]And if the current of the current target belt conveyor is smaller than the current of the preset target roller mill, adjusting the set value of the current of the target belt conveyor according to the second current adjustment parameter:
IF-b 3 <e i(i=1,2) (k)≤-b 2 ,|e 3 (k)|≤c 1 THEN y sp2 (k)=y sp2 (k-1)+x 2 (8);
9) The absolute value of the fluctuation value of the weight ratio of the roller mill is less than or equal to the minimum value of the fluctuation interval value of the weight ratio of the roller mill, and the current fluctuation value e of the roller mill 1 (k)、e 2 (k) Matching the current fluctuation interval (-b) of the third negative-direction roller mill 4 ,-b 3 ]And if the current target belt conveyor current is smaller than the preset target roller mill current, adjusting the set value of the current target belt conveyor according to a third current adjustment parameter:
IF-b 4 <e i(i=1,2) (k)≤-b 3 ,|e 3 (k)|≤c 1 THEN y sp2 (k)=y sp2 (k-1)+x 3 (9);
10 Absolute value of fluctuation value of the roller mill material weight ratio is less than or equal to the minimum value of fluctuation interval value of the roller mill material weight ratio, and current fluctuation value e of the roller mill 1 (k)、e 2 (k) The current fluctuation interval (-b) of the fourth negative-direction roller mill is matched 5 ,-b 4 ]And if the current target belt conveyor current is smaller than the preset target roller mill current, adjusting the set value of the current target belt conveyor according to the fourth current adjustment parameter:
IF b 4 <e i(i=1,2) (k)≤b 5 ,|e 3 (k)|≤c 1 THEN y sp2 (k)=y sp2 (k-1)+x 4 (10);
11 Absolute value of fluctuation value of the roller mill material weight ratio is less than or equal to the minimum value of fluctuation interval value of the roller mill material weight ratio, and current fluctuation value e of the roller mill 1 (k)、e 2 (k) Matching the current fluctuation interval (— oc, -b) of the fifth negative-direction roller mill 5 ) And if the current target belt conveyor current is smaller than the preset target roller mill current, adjusting the set value of the current target belt conveyor according to the fifth current adjustment parameter:
IF-b 5 <e i(i=1,2) (k)≤-b 4 ,|e 3 (k)|≤c 1 THEN y sp2 (k)=y sp2 (k-1)+x 4 (11);
12 Absolute value of current fluctuation value of roller mill is less than or equal to minimum value of current fluctuation interval value of roller mill, and fluctuation value e of weight ratio of roller mill material 3 (k) Matching the first forward rolling material weight ratio fluctuation interval (c) 1 ,c 2 ]And when the weight ratio of the grinding materials of the current roller is larger than the weight ratio of the grinding materials of the preset target roller, adjusting the set value of the current of the target belt conveyor according to the first current adjustment parameter:
IF|e i(i=1,2) (k)|≤b 1 c 1 <e 3 (k)≤c 2 THEN y sp2 (k)=y sp2 (k-1)+x 1 (12);
13 Absolute value of current fluctuation value of roller mill is less than or equal to minimum value of current fluctuation interval value of roller mill, and fluctuation value e of weight ratio of roller mill material 3 (k) Matching the second forward roll abrasive weight ratio fluctuation interval (c) 2 ,c 3 ]And when the weight ratio of the grinding materials of the current roller is larger than the weight ratio of the grinding materials of the preset target roller, adjusting the set value of the current of the target belt conveyor according to a second current adjusting parameter:
IF|e i(i=1,2) (k)|≤b 1 c 2 <e 3 (k)≤c 3 THEN y sp2 (k)=y sp2 (k-1)+x 2 (13);
14 The absolute value of the current fluctuation value of the roller mill is less than or equal to the minimum value of the current fluctuation interval value of the roller mill, and the weight ratio fluctuation value e of the roller mill 3 (k) Matching the third forward roll abrasive weight ratio fluctuation interval (c) 3 ,c 4 ]When the current roller grinding material weight ratio is larger than the preset target roller grindingAnd adjusting the set value of the current of the target belt conveyor according to a third current adjustment parameter by the material-weight ratio:
IF|e i(i=1,2) (k)|≤b 1 c 3 <e 3 (k)≤c 4 THEN y sp2 (k)=y sp2 (k-1)+x 3 (14);
15 Absolute value of current fluctuation value of roller mill is less than or equal to minimum value of current fluctuation interval value of roller mill, and fluctuation value e of weight ratio of roller mill material 3 (k) Matching the fourth forward roller abrasive weight ratio fluctuation interval (c) 4 ,c 5 ]And when the current roller abrasive material weight ratio is larger than the preset target roller abrasive material weight ratio, adjusting the set value of the current of the target belt conveyor according to the fourth current adjustment parameter:
IF|e i(i=1,2) (k)|≤b 1 c 4 <e 3 (k)≤c 5 THEN y sp2 (k)=y sp2 (k-1)+x 4 (15);
16 Absolute value of current fluctuation value of roller mill is less than or equal to minimum value of current fluctuation interval value of roller mill, and fluctuation value e of weight ratio of roller mill material 3 (k) Matching the fluctuation interval (b) of the weight ratio of the fifth forward rolling material 5 And (oc), adjusting the set value of the current of the target belt conveyor according to a fifth current adjustment parameter when the current roller grinding material weight ratio is larger than the preset target roller grinding material weight ratio:
IF|e i(i=1,2) (k)|≤b 1 e 3 (k)>c 5 THEN y sp2 (k)=y sp2 (k-1)+x 5 (16);
17 Absolute value of current fluctuation value of roller mill is less than or equal to minimum value of current fluctuation interval value of roller mill, and fluctuation value e of weight ratio of roller mill material 3 (k) Matching a first negative direction roller grinding material weight ratio fluctuation range (-c) 2 ,-c 1 ]And adjusting the set value of the current of the target belt conveyor according to the first current adjustment parameter when the weight ratio of the grinding materials of the current roller is smaller than the weight ratio of the grinding materials of the preset target roller:
IF|e i(i=1,2) (k)|≤b 1 -c 2 <e 3 (k)≤-c 1 THEN y sp2 (k)=y sp2 (k-1)-x 1 (17);
18) The absolute value of the current fluctuation value of the roller mill is less than or equal to the minimum value of the current fluctuation interval value of the roller mill, and the weight ratio fluctuation value e of the roller mill material 3 (k) The grinding material weight ratio fluctuation interval (-c) of the second negative direction roller is matched 3 ,-c 2 ]And adjusting the set value of the current of the target belt conveyor according to the first current adjustment parameter when the weight ratio of the abrasive material of the current roller is smaller than the weight ratio of the abrasive material of the preset target roller:
IF|e i(i=1,2) (k)|≤b 1 -c 3 <e 3 (k)≤-c 2 THEN y sp2 (k)=y sp2 (k-1)-x 2 (18);
19 Absolute value of current fluctuation value of roller mill is less than or equal to minimum value of current fluctuation interval value of roller mill, and fluctuation value e of weight ratio of roller mill material 3 (k) The grinding material weight ratio fluctuation interval (-c) of the third negative direction roller is matched 4 ,-c 3 ]And adjusting the set value of the current of the target belt conveyor according to the first current adjustment parameter when the weight ratio of the abrasive material of the current roller is smaller than the weight ratio of the abrasive material of the preset target roller:
IF|e i(i=1,2) (k)|≤b 1 -c 4 <e 3 (k)≤-c 3 THEN y sp2 (k)=y sp2 (k-1)-x 3 (19);
20 Absolute value of current fluctuation value of roller mill is less than or equal to minimum value of current fluctuation interval value of roller mill, and fluctuation value e of weight ratio of roller mill material 3 (k) The grinding material weight ratio fluctuation interval (-c) of the fourth negative direction roller is matched 5 ,-c 4 ]And adjusting the set value of the current of the target belt conveyor according to the first current adjustment parameter when the weight ratio of the abrasive material of the current roller is smaller than the weight ratio of the abrasive material of the preset target roller:
IF|e i(i=1,2) (k)|≤b 1 -c 5 <e 3 (k)≤-c 6 THEN y sp2 (k)=y sp2 (k-1)-x 4 (20);
21 Absolute value of current fluctuation value of roller mill is less than or equal to minimum value of current fluctuation interval value of roller mill, and fluctuation value e of weight ratio of roller mill material 3 (k) Matching the fifth negative direction roller grinding material weight ratio fluctuation interval (— oc, -c) 5 ) Adjusting parameters according to the first current when the grinding material weight ratio of the current roller is smaller than the preset target grinding material weight ratio of the rollerAdjusting the set value of the current of the target belt conveyor:
IF|e i(i=1,2) (k)|≤b 1 e 3 (k)≤-c 5 THEN y sp2 (k)=y sp2 (k-1)-x 5 (21);
22 Refer to steps 2) to 11) when the absolute value of the current fluctuation value of the roller mill is less than or equal to the minimum value of the current fluctuation interval value of the roller mill and when the absolute value of the roller mill weight ratio fluctuation value is less than the minimum value of the roller mill weight ratio fluctuation interval value, adjust the set value of the target belt conveyor current.
23 Maintaining the material reset value and the material level set value of the 18# &19# belt buffer bin unchanged in the process of adjusting the current of the target belt conveyor.
For further explanation and limitation, in an embodiment of the present invention, after determining a target belt feeder current setting value according to the target current adjustment parameter, the method further includes:
if the difference between the target belt conveyor current and the target current adjustment parameter is smaller than the minimum roller mill current set value, taking the minimum roller mill current set value as a target belt conveyor current set value;
and if the sum of the target belt conveyor current and the target current adjustment parameter is larger than the maximum roller mill current set value, taking the maximum roller mill current set value as the target belt conveyor current set value.
In the embodiment of the invention, because the setting of the current of the roller mill needs to be within the limit value of the current of the roller mill, namely the maximum set value of the current of the roller mill and the minimum set value of the current of the roller mill, in order to prevent the target belt conveyor current set value after the adjustment of the target current adjustment parameter from exceeding the limit value of the current of the roller mill, the current set value of the target belt conveyor needs to be limited after the current set value of the target belt conveyor is obtained. Specifically, the maximum set value of the target belt conveyor current is set to be y sp2max (k) Minimum set value y sp2min (k) Current set value y of target belt conveyer sp2 (k) The clipping formula of (c) is:

the current set value of the target belt conveyor is limited, so that the reasonability of the current set value of the target belt conveyor can be effectively ensured, and the running safety of the belt conveyor is ensured.
In an embodiment of the present invention, for further explanation and limitation, before the obtaining the roller mill material weight ratio fluctuation information and the roller mill current fluctuation information of the high pressure roller milling process, the method further comprises:
1. acquiring initial product material weight, initial return material weight and initial roller mill current in a high-pressure roller milling process, and filtering the initial product material weight, the initial return material weight and the initial roller mill current to obtain product material weight, return material weight and roller mill current;
2. determining the weight ratio of the grinding materials of the roller according to the proportion of the returning materials to the produced materials;
3. determining roller grinding material weight ratio fluctuation information according to the roller grinding material weight ratio, and determining roller grinding machine current fluctuation information according to the roller grinding material current, wherein the roller grinding material weight ratio fluctuation information comprises a roller grinding material weight ratio fluctuation value and a roller grinding material weight ratio fluctuation state, and the roller grinding machine current fluctuation information comprises a roller grinding machine current fluctuation value and a roller grinding machine current fluctuation state.
In the embodiment of the invention, as shown in fig. 2, in the high-pressure roller milling process, the ore produced after being subjected to roller milling by the roller mill firstly passes through the 17# belt conveyor, the initial produced material weight is collected by the 17# belt conveyor, then the ore is screened by the linear vibrating screen, the ore with unqualified size returns to the feeding hole through the 21# belt conveyor to be subjected to secondary roller milling, and the initial returned material weight is collected by the 21# belt conveyor. The initial roller mill current is directly collected by an ammeter. After the initial product discharge weight, the initial return charge weight and the initial roller mill current are obtained, in order to reduce the influence of data noise and abnormal values, first-order inertial filtering is carried out on time sequence data of the initial product discharge weight, the initial return charge weight and the initial roller mill current in a time window, and the formula is as follows: y (n) = α X (n) + (1- α) Y (n-1) (23); wherein, X (n) is an initial value of current acquisition, Y (n-1) is an output value of previous filtering, Y (n) is an output value of current filtering, and α is a filtering coefficient, which may be 0.1.
In an embodiment of the present invention, for further explanation and limitation, the step 3 of determining the fluctuation information of the roller mill material weight ratio according to the roller mill material weight ratio and determining the fluctuation information of the roller mill current according to the roller mill current includes:
determining a roller grinding material weight ratio fluctuation value by calculating a difference value between the roller grinding material weight ratio and a preset target roller grinding material weight ratio, and determining a roller grinding machine current fluctuation value by calculating a difference value between the roller grinding material current and a preset target roller grinding machine current;
if the absolute value of the current fluctuation value of the roller mill is smaller than or equal to the current fluctuation threshold value of the roller mill, determining that the current fluctuation state of the roller mill is normal, and if the absolute value of the current fluctuation value of the roller mill is larger than the current fluctuation threshold value of the roller mill, determining that the current fluctuation state of the roller mill is abnormal;
and if the absolute value of the fluctuation value of the weight ratio of the roller grinding material is smaller than or equal to the fluctuation threshold value of the weight ratio of the roller grinding material, determining that the fluctuation state of the weight ratio of the roller grinding material is normal, and if the absolute value of the fluctuation value of the weight ratio of the roller grinding material is larger than the fluctuation threshold value of the weight ratio of the roller grinding material, determining that the fluctuation state of the weight ratio of the roller grinding material is abnormal.
In the embodiment of the invention, in order to accurately judge the weight ratio of the roller grinding material and the fluctuation amplitude of the current of the roller mill, the weight ratio of the roller grinding material and the optimal value of the current of the roller mill are set according to the empirical value, namely the weight ratio of the roller grinding material of the preset target roller and the current of the target roller mill are preset, and then the fluctuation value of the weight ratio of the roller grinding material and the fluctuation value of the current of the roller mill are determined. Specifically, the weight ratio of the grinding material is set to r 3 (k) Current r of the moving roller in current of the roller mill 1 (k) Constant roll current r 2 (k) Preset target roll abrasive weight ratio of r 3 * Presetting target moving roller current r in target roller mill current 1 * Presetting a target roll current r 2 * . The fluctuation value of the current of the moving roll is e 1 (k)=r 1 (k)-r * (24) (ii) a Current wave of fixed rollerA dynamic value of e 2 (k)=r 2 (k)-r 2 * (25) (ii) a The weight ratio fluctuation value of the roller grinding material is e 3 (k)=r 3 (k)-r 3 * (26)。
In an embodiment of the present invention, for further explanation and limitation, the current fluctuation information of the roller mill includes fixed roller current fluctuation information and moving roller current fluctuation information, and the fixed roller current fluctuation information and the moving roller current fluctuation information match the same preset fluctuation interval.
In the embodiment of the invention, the roller mill comprises a movable roller and a fixed roller, and the current of the roller mill comprises the current of the movable roller and the current of the fixed roller. Because the fluctuation trend of the movable roller current is the same as that of the fixed roller current, the movable roller current and the fixed roller current are represented by the roller mill current when the fluctuation interval is matched and the fluctuation state is determined.
The invention provides a method for controlling equipment parameters in a high-pressure roller mill, wherein the method comprises the steps of acquiring roller mill material weight ratio fluctuation information, roller mill current fluctuation information and target belt conveyor current in the high-pressure roller mill process; determining a target current adjustment parameter according to the matching result of the roller grinding material weight ratio fluctuation information, the roller mill current fluctuation information and a preset fluctuation interval, and determining a target belt machine current set value according to the target belt machine current and the target current adjustment parameter; and sending the current set value of the target belt conveyor to a control terminal of the target belt conveyor so that the target belt conveyor operates according to the current set value of the target belt conveyor, thereby greatly reducing the material-to-weight ratio and the fluctuation range of the current value of the roller mill, reducing the labor cost, and simultaneously ensuring the control accuracy, thereby greatly improving the operation stability of the roller mill and the product qualification rate.
Further, as an implementation of the method shown in fig. 1, an embodiment of the present invention provides a system for controlling parameters of equipment in a high pressure roller mill, as shown in fig. 8, the system includes: an edge industrial server 31, a control terminal 32.
The edge industrial server 31 is configured to obtain roller mill material weight ratio fluctuation information and roller mill current fluctuation information in the high-pressure roller milling process;
the edge industrial server 31 is further configured to determine a target current adjustment parameter according to the matching result of the roller mill material weight ratio fluctuation information, the roller mill current fluctuation information and a preset fluctuation interval, and determine a target belt conveyor current set value according to the target belt conveyor current and the target current adjustment parameter;
the edge industrial server 31 is further configured to send the target belt conveyor current set value to a target belt conveyor control terminal, so that the target belt conveyor operates according to the target belt conveyor current set value;
and the control terminal 32 is configured to receive the target belt conveyor current set value sent by the edge industrial server, and control the roller mill to operate according to the target belt conveyor current set value.
Further, the edge industrial server includes:
the first determining module is used for determining a target current adjusting parameter according to a matching result of the roller grinding material weight ratio fluctuation value and the roller grinding material weight ratio fluctuation interval if the current fluctuation state of the roller grinder is normal and the roller grinding material weight ratio fluctuation state is abnormal;
and the second determining module is used for determining a target current adjusting parameter according to a matching result of the roller mill current fluctuation value and the roller mill current fluctuation interval if the roller mill current fluctuation state is abnormal.
Further, in a specific application scenario, the roller grinding material weight ratio fluctuation interval and the roller mill current fluctuation interval respectively include at least five positive fluctuation intervals and five negative fluctuation intervals;
the first forward fluctuation interval is smaller than the second forward fluctuation interval, the second forward fluctuation interval is smaller than the third forward fluctuation interval, the third forward fluctuation interval is smaller than the fourth forward fluctuation interval, and the fourth forward fluctuation interval is smaller than the fifth forward fluctuation interval;
the first negative-direction fluctuation interval is larger than the second negative-direction fluctuation interval, the second negative-direction fluctuation interval is larger than the third negative-direction fluctuation interval, the third negative-direction fluctuation interval is larger than the fourth negative-direction fluctuation interval, and the fourth negative-direction fluctuation interval is larger than the fifth negative-direction fluctuation interval.
Further, the air conditioner is provided with a fan,
the first determining module is further configured to obtain a first current adjustment parameter as a target current adjustment parameter if the rolling mill material weight ratio fluctuation value matches the first positive rolling mill material weight ratio fluctuation interval or the first negative rolling mill material weight ratio fluctuation interval;
the first determining module is further configured to obtain a second current adjustment parameter as a target current adjustment parameter if the grinding material weight ratio fluctuation value of the roller matches the second positive roller grinding material weight ratio fluctuation region or the second negative roller grinding material weight ratio fluctuation region;
the first determining module is further configured to obtain a third current adjustment parameter as a target current adjustment parameter if the roller grinding material weight ratio fluctuation value matches the third positive roller grinding material weight ratio fluctuation interval or the third negative roller grinding material weight ratio fluctuation interval;
the first determining module is further configured to obtain a fourth current adjustment parameter as a target current adjustment parameter if the roller grinding material weight ratio fluctuation value matches the fourth positive roller grinding material weight ratio fluctuation interval or the fourth negative roller grinding material weight ratio fluctuation interval;
the first determining module is further configured to obtain a fifth current adjustment parameter as a target current adjustment parameter if the rolling material weight ratio fluctuation value matches the fifth positive rolling material weight ratio fluctuation interval or the fifth negative rolling material weight ratio fluctuation interval;
the second determining module is further configured to acquire a first current adjustment parameter as a target current adjustment parameter if the roller mill current fluctuation value matches the first positive roller mill current fluctuation region or the first negative roller mill current fluctuation region;
the second determining module is further configured to obtain a second current adjustment parameter as a target current adjustment parameter if the roller mill current fluctuation value matches the second positive roller mill current fluctuation interval or the second negative roller mill current fluctuation interval;
the second determining module is further configured to obtain a third current adjustment parameter as a target current adjustment parameter if the roller mill current fluctuation value matches the third positive roller mill current fluctuation interval or the third negative roller mill current fluctuation interval;
the first current adjustment parameter is smaller than the second current adjustment parameter, the second current adjustment parameter is smaller than the third current adjustment parameter, the third current adjustment parameter is smaller than the fourth current adjustment parameter, and the fourth current adjustment parameter is smaller than the fifth current adjustment parameter.
The edge industrial server comprises:
the first calculation module is used for summing the target belt conveyor current and the target current adjustment parameter to obtain a target belt conveyor current set value if the roller grinding material weight ratio fluctuation value is matched with a forward fluctuation interval;
the second calculation module is used for calculating the difference value between the target belt conveyor current and the target current adjustment parameter to obtain a target belt conveyor current set value if the roller grinding material weight ratio fluctuation value is matched with a negative fluctuation interval;
the third calculation module is used for calculating the difference value between the target belt conveyor current and the target current adjustment parameter to obtain a target belt conveyor current set value if the roller mill current fluctuation value is matched with a forward fluctuation interval;
and the fourth calculation module is used for summing the target belt conveyor current and the target current adjustment parameter to obtain a target belt conveyor current set value if the roller mill current fluctuation value is matched with a negative fluctuation interval.
Further, the air conditioner is provided with a fan,
the edge industrial server is further used for taking the minimum set value of the current of the roller mill as the set value of the current of the target belt mill if the difference between the current of the target belt mill and the adjustment parameter of the target current is smaller than the minimum set value of the current of the roller mill;
and the edge industrial server is also used for taking the maximum current set value of the roller mill as the current set value of the target belt machine if the sum of the current of the target belt machine and the target current adjusting parameter is larger than the maximum current set value of the roller mill.
Further, the system further comprises:
the data acquisition module is used for acquiring initial product material weight, initial return material weight and initial roller mill current in the high-pressure roller milling process, and filtering the initial product material weight, the initial return material weight and the initial roller mill current to obtain product material weight, return material weight and roller mill current;
the data acquisition module is also used for determining the weight ratio of the grinding material of the roller according to the proportion of the weight of the return material in the weight of the produced material;
and the state determining module is used for determining roller grinding material weight ratio fluctuation information according to the roller grinding material weight ratio and determining roller grinding machine current fluctuation information according to the roller grinding machine current, wherein the roller grinding material weight ratio fluctuation information comprises a roller grinding material weight ratio fluctuation value and a roller grinding material weight ratio fluctuation state, and the roller grinding machine current fluctuation information comprises a roller grinding machine current fluctuation value and a roller grinding machine current fluctuation state.
The state determining module is further used for determining a roller grinding material weight ratio fluctuation value by calculating a difference value between the roller grinding material weight ratio and a preset target roller grinding material weight ratio, and determining a roller grinding machine current fluctuation value by calculating a difference value between the roller grinding material current and a preset target roller grinding machine current;
the state determining module is further configured to determine that the fluctuation state of the roller grinding material weight ratio is normal if the absolute value of the fluctuation value of the roller grinding material weight ratio is smaller than or equal to the fluctuation threshold of the roller grinding material weight ratio, and determine that the fluctuation state of the roller grinding material weight ratio is abnormal if the absolute value of the fluctuation value of the roller grinding material weight ratio is greater than the fluctuation threshold of the roller grinding material weight ratio;
the state determining module is further configured to determine that the roller mill current fluctuation state is normal if the absolute value of the roller mill current fluctuation value is less than or equal to the roller mill current fluctuation threshold, and determine that the roller mill current fluctuation state is abnormal if the absolute value of the roller mill current fluctuation value is greater than the roller mill current fluctuation threshold.
Further, in a specific application scenario, the roller mill current fluctuation information includes fixed roller current fluctuation information and moving roller current fluctuation information, and the fixed roller current fluctuation information and the moving roller current fluctuation information are matched with the same preset fluctuation interval.
In a specific application scenario, the system may further include a cloud server, the cloud server is mainly responsible for storing data, and when the edge industrial server obtains the data of the control terminal, the data is uploaded to the cloud server for storage after being filtered. When a new command is issued by the intelligent operation controller, the write-in command needs to be sent to the control terminal, and the command is issued by the control terminal. Thereby ensuring the reliability of the whole system.
In a specific application scenario, the edge industrial server can virtualize 2 non-real-time systems, python and MySQL software is installed in a Win10 system at a position in the non-real-time system 1 for development of an operation control system, and the system comprises data acquisition, data storage, data processing and intelligent operation control functions. An Interwell system is configured in the non-real-time system 2, own KyOPS software is used for developing a process control system, and the system comprises a real-time database and process monitoring. And meanwhile, winCC software and Step7 software are installed in an operator station and are respectively responsible for the development of a bottom-layer loop control algorithm and the development of a monitoring interface for process control.
The invention provides a system for controlling equipment parameters in a high-pressure roller mill, which is characterized in that the invention embodiment obtains roller mill material weight ratio fluctuation information, roller mill current fluctuation information and target belt conveyor current in the high-pressure roller mill process; determining a target current adjustment parameter according to the matching result of the roller grinding material weight ratio fluctuation information, the roller mill current fluctuation information and a preset fluctuation interval, and determining a target belt machine current set value according to the target belt machine current and the target current adjustment parameter; and sending the current set value of the target belt conveyor to a control terminal of the target belt conveyor so that the target belt conveyor operates according to the current set value of the target belt conveyor, thereby greatly reducing the material-to-weight ratio and the fluctuation range of the current value of the roller mill, reducing the labor cost, and simultaneously ensuring the control accuracy, thereby greatly improving the operation stability of the roller mill and the product qualification rate.
It will be apparent to those skilled in the art that the modules or steps of the present invention described above may be implemented by a general purpose computing device, they may be centralized on a single computing device or distributed across a network of multiple computing devices, and alternatively, they may be implemented by program code executable by a computing device, such that they may be stored in a storage device and executed by a computing device, and in some cases, the steps shown or described may be performed in an order different than that described herein, or they may be separately fabricated into individual integrated circuit modules, or multiple ones of them may be fabricated into a single integrated circuit module. Thus, the present invention is not limited to any specific combination of hardware and software.
The above description is only a preferred embodiment of the present invention and is not intended to limit the present invention, and various modifications and changes may be made by those skilled in the art. Any modification, equivalent replacement, or improvement made within the spirit and principle of the present invention should be included in the protection scope of the present invention.
Claims (9)
1. A method for controlling equipment parameters in a high-pressure roller mill is characterized by comprising the following steps:
acquiring roller grinding material weight ratio fluctuation information, roller mill current fluctuation information and target belt conveyor current in the high-pressure roller grinding process;
determining a target current adjustment parameter according to the matching result of the roller grinding material weight ratio fluctuation information, the roller mill current fluctuation information and a preset fluctuation interval, and determining a target belt machine current set value according to the target belt machine current and the target current adjustment parameter;
sending the current set value of the target belt conveyor to a control terminal of the target belt conveyor so that the target belt conveyor operates according to the current set value of the target belt conveyor;
before the obtaining of the roller mill material weight ratio fluctuation information and the roller mill current fluctuation information in the high-pressure roller milling process, the method further comprises the following steps:
acquiring initial product material weight, initial return material weight and initial roller mill current in a high-pressure roller milling process, and filtering the initial product material weight, the initial return material weight and the initial roller mill current to obtain product material weight, return material weight and roller mill current;
determining the weight ratio of the grinding materials of the roller according to the proportion of the returning materials to the produced materials;
determining roller grinding material weight ratio fluctuation information according to the roller grinding material weight ratio, and determining roller grinding machine current fluctuation information according to the roller grinding material current, wherein the roller grinding material weight ratio fluctuation information comprises a roller grinding material weight ratio fluctuation value and a roller grinding material weight ratio fluctuation state, and the roller grinding machine current fluctuation information comprises a roller grinding machine current fluctuation value and a roller grinding machine current fluctuation state.
2. The method of claim 1, wherein the roller-grinding-material-weight-ratio fluctuation information includes a roller-grinding-material-weight-ratio fluctuation value and a roller-grinding-material-weight-ratio fluctuation state, the roller-grinding-machine current fluctuation information includes a roller-grinding-machine current fluctuation value and a roller-grinding-machine current fluctuation state, the preset fluctuation interval includes a roller-grinding-material-weight-ratio fluctuation interval and a roller-grinding-machine current fluctuation interval, and the determining the target current adjustment parameter according to the roller-grinding-material-weight-ratio fluctuation information and the matching result of the roller-grinding-machine current fluctuation information and the preset fluctuation interval includes:
if the current fluctuation state of the roller mill is normal and the roller mill material weight ratio fluctuation state is abnormal, determining a target current adjustment parameter according to a matching result of the roller mill material weight ratio fluctuation value and the roller mill material weight ratio fluctuation interval;
and if the current fluctuation state of the roller mill is abnormal, determining a target current adjustment parameter according to a matching result of the current fluctuation value of the roller mill and the current fluctuation interval of the roller mill.
3. The method according to claim 2, characterized in that the roller grinding material weight ratio fluctuation interval and the roller mill current fluctuation interval respectively comprise at least five positive-direction fluctuation intervals and five negative-direction fluctuation intervals;
the first forward fluctuation interval is smaller than the second forward fluctuation interval, the second forward fluctuation interval is smaller than the third forward fluctuation interval, the third forward fluctuation interval is smaller than the fourth forward fluctuation interval, and the fourth forward fluctuation interval is smaller than the fifth forward fluctuation interval;
the first negative-direction fluctuation interval is larger than the second negative-direction fluctuation interval, the second negative-direction fluctuation interval is larger than the third negative-direction fluctuation interval, the third negative-direction fluctuation interval is larger than the fourth negative-direction fluctuation interval, and the fourth negative-direction fluctuation interval is larger than the fifth negative-direction fluctuation interval.
4. The method of claim 3, wherein the determining a target current adjustment parameter according to the matching result of the fluctuation value of the material weight ratio of the roller and the fluctuation interval of the material weight ratio of the roller comprises:
if the rolling mill material weight ratio fluctuation value is matched with a first positive fluctuation interval of the positive rolling mill material weight ratio fluctuation interval or a first negative fluctuation interval of the negative rolling mill material weight ratio fluctuation interval, acquiring a first current adjustment parameter as a target current adjustment parameter;
if the rolling mill material weight ratio fluctuation value is matched with a second positive fluctuation area of the positive rolling mill material weight ratio fluctuation interval or a second negative fluctuation area of the negative rolling mill material weight ratio fluctuation interval, acquiring a second current adjustment parameter as a target current adjustment parameter;
if the rolling mill material weight ratio fluctuation value is matched with a third positive fluctuation interval of the positive rolling mill material weight ratio fluctuation interval or a third negative fluctuation interval of the negative rolling mill material weight ratio fluctuation interval, acquiring a third current adjustment parameter as a target current adjustment parameter;
if the rolling mill material weight ratio fluctuation value is matched with a fourth positive fluctuation interval of the positive rolling mill material weight ratio fluctuation interval or a fourth negative fluctuation interval of the negative rolling mill material weight ratio fluctuation interval, acquiring a fourth current adjustment parameter as a target current adjustment parameter;
if the rolling mill material weight ratio fluctuation value is matched with a fifth positive fluctuation area of the positive rolling mill material weight ratio fluctuation interval or a fifth negative fluctuation area of the negative rolling mill material weight ratio fluctuation interval, acquiring a fifth current adjustment parameter as a target current adjustment parameter;
determining a target current adjustment parameter according to the matching result of the roller mill current fluctuation value and the roller mill current fluctuation interval, wherein the target current adjustment parameter comprises the following steps:
if the roller mill current fluctuation value is matched with a first positive fluctuation interval of the positive roller mill current fluctuation interval or a first negative fluctuation interval of the negative roller mill current fluctuation interval, acquiring a first current adjustment parameter as a target current adjustment parameter;
if the roller mill current fluctuation value is matched with a second positive fluctuation area of the positive roller mill current fluctuation area or a second negative fluctuation area of the negative roller mill current fluctuation area, acquiring a second current adjustment parameter as a target current adjustment parameter;
if the roller mill current fluctuation value is matched with a third positive fluctuation interval of the positive roller mill current fluctuation interval or a third negative fluctuation interval of the negative roller mill current fluctuation interval, acquiring a third current adjustment parameter as a target current adjustment parameter;
if the roller mill current fluctuation value is matched with a fourth positive fluctuation interval of the positive roller mill current fluctuation interval or a fourth negative fluctuation interval of the negative roller mill current fluctuation interval, acquiring a fourth current adjustment parameter as a target current adjustment parameter;
if the roller mill current fluctuation value is matched with a fifth positive fluctuation interval of the positive roller mill current fluctuation interval or a fifth negative fluctuation interval of the negative roller mill current fluctuation interval, acquiring a fifth current adjustment parameter as a target current adjustment parameter;
the first current adjustment parameter is smaller than the second current adjustment parameter, the second current adjustment parameter is smaller than the third current adjustment parameter, the third current adjustment parameter is smaller than the fourth current adjustment parameter, and the fourth current adjustment parameter is smaller than the fifth current adjustment parameter.
5. The method of claim 1, wherein the roller abrasive-to-weight ratio fluctuation information comprises a roller abrasive-to-weight ratio fluctuation value, the roller mill current fluctuation information comprises a roller mill current fluctuation value, the preset fluctuation interval comprises a positive fluctuation interval and a negative fluctuation interval, and the determining the target belt conveyor current set value according to the target belt conveyor current and the target current adjustment parameter comprises:
if the weight ratio fluctuation value of the roller grinding material is matched with a forward fluctuation interval, summing the target belt conveyor current and the target current adjustment parameter to obtain a target belt conveyor current set value;
if the weight ratio fluctuation value of the roller grinding material is matched with a negative fluctuation interval, obtaining a target belt conveyor current set value by calculating the difference value of the target belt conveyor current and the target current adjustment parameter;
if the current fluctuation value of the roller mill is matched with a forward fluctuation interval, obtaining a current set value of the target belt conveyor by calculating the difference value of the current of the target belt conveyor and the target current adjustment parameter;
and if the current fluctuation value of the roller mill is matched with a negative fluctuation interval, summing the target belt conveyor current and the target current adjustment parameter to obtain a target belt conveyor current set value.
6. The method of claim 5, wherein after determining a target belt conveyor current set point based on the target current adjustment parameter, the method further comprises:
if the difference between the target belt conveyor current and the target current adjustment parameter is smaller than the minimum roller mill current set value, taking the minimum roller mill current set value as a target belt conveyor current set value;
and if the sum of the target belt conveyor current and the target current adjustment parameter is larger than the maximum roller mill current set value, taking the maximum roller mill current set value as the target belt conveyor current set value.
7. The method of claim 1, wherein determining roller mill charge weight ratio fluctuation information from the roller mill charge weight ratio and roller mill current fluctuation information from the roller mill current comprises:
determining the fluctuation value of the grinding material weight ratio of the roller by calculating the difference value of the grinding material weight ratio of the roller and the preset target grinding material weight ratio of the roller, and determining the fluctuation value of the current of the roller by calculating the difference value of the current of the roller and the preset target roller;
if the absolute value of the fluctuation value of the weight ratio of the roller grinding material is smaller than or equal to the fluctuation threshold value of the weight ratio of the roller grinding material, determining that the fluctuation state of the weight ratio of the roller grinding material is normal, and if the absolute value of the fluctuation value of the weight ratio of the roller grinding material is larger than the fluctuation threshold value of the weight ratio of the roller grinding material, determining that the fluctuation state of the weight ratio of the roller grinding material is abnormal;
and if the absolute value of the current fluctuation value of the roller mill is smaller than or equal to the current fluctuation threshold value of the roller mill, determining that the current fluctuation state of the roller mill is normal, and if the absolute value of the current fluctuation value of the roller mill is larger than the current fluctuation threshold value of the roller mill, determining that the current fluctuation state of the roller mill is abnormal.
8. The method of claim 1, characterized in that the current fluctuation information of the roller mill comprises fixed roller current fluctuation information and moving roller current fluctuation information, and the fixed roller current fluctuation information and the moving roller current fluctuation information are matched with the same preset fluctuation interval.
9. A system for controlling the parameters of equipment in a high-pressure roller mill is characterized by comprising: an edge industrial server and a control terminal;
the edge industrial server is used for acquiring the roller grinding material weight ratio fluctuation information, the roller mill current fluctuation information and the target belt conveyor current in the high-pressure roller grinding process;
the edge industrial server is further used for determining a target current adjustment parameter according to the matching result of the roller mill material weight ratio fluctuation information, the roller mill current fluctuation information and a preset fluctuation interval, and determining a target belt machine current set value according to the target belt machine current and the target current adjustment parameter;
the edge industrial server is also used for sending the current set value of the target belt conveyor to a control terminal of the target belt conveyor so as to enable the target belt conveyor to operate according to the current set value of the target belt conveyor;
the control terminal is used for receiving the current set value of the target belt conveyor sent by the edge industrial server and controlling the roller mill to operate according to the current set value of the target belt conveyor;
the data acquisition module is used for acquiring the initial product material weight, the initial return material weight and the initial roller mill current in the high-pressure roller milling process, and filtering the initial product material weight, the initial return material weight and the initial roller mill current to obtain the product material weight, the return material weight and the roller mill current;
the data acquisition module is also used for determining the material weight ratio of the roller mill according to the proportion of the returned material to the produced material;
and the state determining module is used for determining roller grinding material weight ratio fluctuation information according to the roller grinding material weight ratio and determining roller grinding machine current fluctuation information according to the roller grinding machine current, wherein the roller grinding material weight ratio fluctuation information comprises a roller grinding material weight ratio fluctuation value and a roller grinding material weight ratio fluctuation state, and the roller grinding machine current fluctuation information comprises a roller grinding machine current fluctuation value and a roller grinding machine current fluctuation state.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210610058.2A CN114918031B (en) | 2022-05-31 | 2022-05-31 | Method and system for controlling equipment parameters in high-pressure roller mill |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210610058.2A CN114918031B (en) | 2022-05-31 | 2022-05-31 | Method and system for controlling equipment parameters in high-pressure roller mill |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114918031A CN114918031A (en) | 2022-08-19 |
| CN114918031B true CN114918031B (en) | 2023-03-21 |
Family
ID=82812908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210610058.2A Active CN114918031B (en) | 2022-05-31 | 2022-05-31 | Method and system for controlling equipment parameters in high-pressure roller mill |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114918031B (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115780006B (en) * | 2022-11-17 | 2023-07-18 | 沈阳盛世五寰科技有限公司 | Intelligent control method for material weight of high-pressure roller mill based on case reasoning |
| CN115860556B (en) * | 2022-12-14 | 2023-07-18 | 沈阳盛世五寰科技有限公司 | High-pressure roller mill discharge qualification rate detection method based on multivariate correlation |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07175515A (en) * | 1993-12-17 | 1995-07-14 | Kobe Steel Ltd | Abnormality detecting method, stability calculating method, and operation control method for machine facility and roller mill |
| DE10302867B3 (en) * | 2003-01-25 | 2004-04-08 | Forschungszentrum Karlsruhe Gmbh | Computer-assisted process guidance method for arc discharge fragmentation plant, using comparison of electrical operating parameters with required values |
| CN105344459B (en) * | 2015-11-26 | 2017-11-03 | 东南大学 | A kind of anti-interference control method for Raymond mill technique |
| CN106000524A (en) * | 2016-06-08 | 2016-10-12 | 董超超 | Novel strength controllable pressure roller device |
| CN208449590U (en) * | 2018-04-28 | 2019-02-01 | 西安捷达测控有限公司 | One kind being suitable for mining production vibra feeder vibration frequency automatic regulating apparatus |
| CN110152874B (en) * | 2019-06-03 | 2020-07-31 | 中联重科股份有限公司 | Sand making machine feeding control method, sand making machine and sand making machine system |
| CN113231189A (en) * | 2021-06-28 | 2021-08-10 | 中国水利水电第九工程局有限公司 | Intelligent control method and device for feeding and crushing balanced production of gravel coarse crushing workshop |
| CN113779815B (en) * | 2021-10-20 | 2023-04-07 | 上海尼拜环保科技发展有限公司 | Green low-carbon integrated energy recycling system |
-
2022
- 2022-05-31 CN CN202210610058.2A patent/CN114918031B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN114918031A (en) | 2022-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114918031B (en) | Method and system for controlling equipment parameters in high-pressure roller mill | |
| US3648035A (en) | System and method for optimizing processor or equipment profit | |
| DE4405253C2 (en) | Method and device for controlling the delivery rate of vibrating conveyor devices | |
| CN206127108U (en) | Overflow method glass production line and automatic control system thereof | |
| CN108393146B (en) | Self-adaptive optimal decoupling control method for coal pulverizing system of steel ball coal mill | |
| US6796432B2 (en) | Method for reblending sand | |
| CN113844864B (en) | Vibration feed control system, method, color sorter, electronic device and storage medium | |
| US20110311346A1 (en) | Method and system for adjusting the flow rate of charge material in a charging process of a shaft furnace | |
| CN103149887A (en) | Intelligent control method applied to central discharge type cement raw mill system | |
| CN110193427B (en) | Automatic control method for lime addition amount in copper flotation process | |
| CN111443597B (en) | Device and method for controlling granularity of vertical mill mineral powder | |
| CN110281293B (en) | Deviation rectifying method | |
| CN103350023B (en) | Double-layer-structure predication control method applicable to middle-discharging type cement raw material mil system | |
| CN105081547B (en) | Welding controller and method for controlling a welding process | |
| US5798917A (en) | Control process for closed-circuit dry-method grinder | |
| Ogonowski et al. | Control system of electromagnetic mill load | |
| US9031704B2 (en) | Method and system for adjusting the flow rate of charge material in a charging process of a shaft furnace | |
| CN104200119B (en) | Coal dust conveying capacity soft instrument based on Roots blower blast | |
| US11860078B2 (en) | Particle size distribution control in disc milling system based stochastic distribution control experimental device and method | |
| CN103439992B (en) | In a kind of grinding process the blanking of ore grinding storehouse be obstructed control method and apparatus | |
| CN103434859B (en) | The control method of ore grinding storehouse blanking in a kind of grinding process and device | |
| US3632018A (en) | Feed rate control in a cement kiln incorporating dust return | |
| US8406911B2 (en) | Implementing sequential segmented interleaving algorithm for enhanced process control | |
| CN109847921A (en) | Stochastic distribution control experimental provision and method towards mill system powder granularity | |
| Sharaeva et al. | Statistical Control of Ensuring the Required Class of Clean Rooms |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |