CN113997605A - Forming die and demolding method for composite material part of variable-section closed-angle cap-type pipeline - Google Patents
Forming die and demolding method for composite material part of variable-section closed-angle cap-type pipeline Download PDFInfo
- Publication number
- CN113997605A CN113997605A CN202111308065.9A CN202111308065A CN113997605A CN 113997605 A CN113997605 A CN 113997605A CN 202111308065 A CN202111308065 A CN 202111308065A CN 113997605 A CN113997605 A CN 113997605A
- Authority
- CN
- China
- Prior art keywords
- composite material
- variable
- section closed
- angle cap
- material part
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/30—Mounting, exchanging or centering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/342—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using isostatic pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/24—Pipe joints or couplings
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
The invention discloses a forming die and a demoulding method for a variable cross-section closed angle cap type pipeline composite material part, wherein the forming die comprises an outer die and a core die, the outer die comprises an upper die body and a lower die body, the lower die body comprises a main die body and a split module, and the split module is detachably embedded in an upper edge opening of the main die body and is in contact with the variable cross-section closed angle cap type pipeline composite material part and used for jacking and demoulding the formed variable cross-section closed angle cap type pipeline composite material part. According to the invention, through the independent design of the main die body and the split modules, the problem that the variable-section closed-angle cap type pipeline composite part is difficult to demould is solved, the product quality in the demoulding process is ensured, and the design concept can more widely solve the demoulding problem of more closed-angle parts, so that the mould has extremely high application and popularization values.
Description
Technical Field
The invention relates to a forming die and a demoulding method for a composite material part of a variable-section closed-angle cap type pipeline.
Background
The composite material has the advantages of high specific strength and specific stiffness, good corrosion resistance, good fatigue resistance, good designability and the like, so that the application of the composite material is continuously expanded. Particularly, in the last 30 years, the development of the well-jet type composite material in the research, development and application of the aerospace field appears. Compared with the foreign countries, the application of the composite material in the civil aircraft field starts late, and in recent years, with the continuous promotion of the maturation and manufacturing technology of the composite material product, the design and manufacturing level of the aviation composite material parts in China are greatly improved.
Composite parts for aviation generally adopt an autoclave molding process, and a die is main process equipment for preparing the parts and is used for ensuring the shape, the structure and the quality of the parts. Thus, the design and manufacture of composite molds directly affects the quality of the composite part.
The composite pipe part with variable cross section and closed angle cap is one thin wall pipe part with complicated structure, and the mold includes outer section mold and core mold for forming the pipe cavity to cure and form the part. The external section mould comprises an upper mould body and a lower mould body, wherein the composite material for manufacturing the variable cross-section closed angle cap type pipeline part is laid on a core mould, then the lower mould body is placed into the core mould, and then the core mould and the upper mould body are matched and then sent into an autoclave for forming. However, because the two ends of the variable cross-section closed-angle cap-type pipeline composite material part have closed-angle regions and the demolding directions are opposite, the conventional molding die cannot be adjusted to a proper angle after the part is molded, so that the part is smoothly demolded. And because the hot pressing effect of autoclave, mandrel and outside section mould closely laminate, press from both sides cap type pipeline combined material part in the middle of, adopt the mode of taking off firmly and make the part injury even damage easily, cause the part unqualified of production or make the part later stage use have the hidden danger. Therefore, a reasonable and effective method for solving the problem is needed.
Disclosure of Invention
Aiming at the existing problems, the invention provides a variable cross-section closed-angle cap type pipeline composite part forming die and a demoulding method. And after the part is thermally cured, detaching the connecting bolt and the cylindrical pin between the main die body and the split module, jacking the split module through the jackscrew, driving the part to be separated from the main die body together, and finishing demoulding. The mold splitting method solves the problem that the composite material part of the variable-section closed-angle cap type pipeline is difficult to demold, and ensures the product quality in the demolding process. The specific technical method comprises the following steps:
the invention provides a forming die for a variable cross-section closed angle cap type pipeline composite material part, which comprises an outer die and a core die, wherein the outer die comprises an upper die body and a lower die body, the lower die body comprises a main die body and a split module, and the split module is detachably embedded in an upper edge opening of the main die body and is in contact with the variable cross-section closed angle cap type pipeline composite material part and used for jacking and demoulding the formed variable cross-section closed angle cap type pipeline composite material part.
In the forming die for the composite material part of the variable cross-section closed-angle cap-shaped pipeline, the split module is arranged at one end of one side of the main die body and is positioned at a closed-angle area at the end head of the composite material part of the variable cross-section closed-angle cap-shaped pipeline; and the split module is arranged on the inner molded surface of the main module, and the lower part of the split module extends to the cap top area of the variable-section closed-angle cap-shaped pipeline composite material part.
Preferably, in the forming mold for the composite material part of the variable cross-section closed-angle cap-shaped pipeline, the split module is a cross-section Z-shaped module, and includes a fixing portion, a connecting portion and a raised plate portion; the fixing part is positioned in the brim area of the variable cross-section closed-angle cap-shaped pipeline composite material part and is used for being connected and fixed with the main mold body; the warped plate part is positioned in the cap top area of the variable-section closed-angle cap-shaped pipeline composite part and is used for tilting the variable-section closed-angle cap-shaped pipeline composite part during demolding; the connecting part is connected with the fixing part and the warping plate part.
Preferably, the fixing part is provided with a bolt hole, a positioning pin hole and a jackscrew hole; the bolt holes and the positioning pin holes are used for positioning, assembling and fixing the split modules on the main die body; the jacking screw hole is used for jacking a jacking screw to jack up and demould the formed composite material part of the variable cross-section closed-angle cap-shaped pipeline.
Preferably, the thickness of the split module is 10-15 mm in the forming die for the composite material part of the variable cross-section closed-angle cap-type pipeline; the width of the composite material part is one fourth to one half of the longitudinal length of the composite material part of the variable-section closed-angle cap type pipeline.
Preferably, in the forming die for the composite material part of the variable cross-section closed angle cap type pipeline, the length of the fixing part of the split module is greater than half of the width of the brim of the composite material part of the variable cross-section closed angle cap type pipeline, and the positions of bolts and pins are reserved; the length of the connecting part of the split module is limited by the height of the composite material part of the variable-section closed-angle cap-type pipeline; the length of the raised plate part of the split module is half of the width of the top of the composite material part of the variable-section closed-angle cap-type pipeline, so that the part can be successfully raised without damage and is most labor-saving.
According to the forming die for the composite material part of the variable-cross-section closed-angle cap type pipeline, the main die body is provided with the module caulking groove for the split module to be embedded, the depth of the module caulking groove is equal to the thickness of the split module, the upper edge of the module caulking groove is provided with the corresponding bolt hole, the corresponding positioning pin hole and the corresponding jackscrew hole, and the split module is connected with the corresponding bolt hole through the cylindrical pin and the bolt in a positioning mode.
Secondly, the invention also provides a method for forming and demoulding the composite material part of the variable-section closed-angle cap-shaped pipeline, which adopts the forming mould to form and demould the composite material part of the variable-section closed-angle cap-shaped pipeline and specifically comprises the following steps:
s1: assembling a mold: firstly, the split module is embedded into a module embedding groove on a main die body through a cylindrical pin and a connecting bolt, and the bolt hole and a positioning pin hole are used for positioning, connecting and fixing to form a complete lower die body, so that the step difference and the gap between the split module and the main die body are ensured to be as small as possible;
s2: paving and curing: paving and pasting a composite material prepreg for preparing the variable-section closed-angle hat-shaped pipeline on the core mold and the assembled lower mold body in the step S1 according to requirements, closing the mold and sealing, sending the paved material device into an autoclave, and finishing a curing program of the part according to specified parameters;
s3: demolding the part: and (3) dismantling the cylindrical pin and the connecting bolt between the main die body and the split module, installing a jacking wire, jacking the split module through the jacking wire, enabling the split module to drive the formed part to smoothly deviate from the lower die body, and dismantling the core die to obtain the formed composite material part of the variable cross-section closed-angle cap type pipeline.
The invention has the beneficial effects that:
the invention solves the problem of difficult demoulding of the composite material part of the variable cross-section closed-angle cap type pipeline by using the independent design of the main die body and the split module.
According to the invention, the smooth demolding of the composite material part of the variable-section closed-angle cap type pipeline is realized, so that the product quality in the demolding process is ensured; and the design of the die is simple, the operation is very simple, but the effect is obvious.
The invention can more widely solve the demoulding problem of more closed angle parts by the design concept of the variable cross-section closed angle cap type pipeline composite material part device, and has extremely high application and popularization values.
Drawings
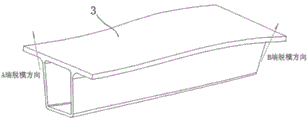
FIG. 1 is a schematic structural view of a composite material part of a variable cross-section closed-angle cap type pipeline of the present invention;
FIG. 2 is a schematic end view of a variable cross-section closed angle cap type pipe composite part according to the present invention;
FIG. 3 is a schematic structural view of a forming mold for a composite material part of a variable cross-section closed-angle cap-type pipeline according to the present invention;
FIG. 4 is a schematic structural diagram of a main mold body of a forming mold for a composite material part of a variable cross-section closed-angle cap-type pipeline of the invention;
FIG. 5 is a schematic view of a split mold block structure of a forming mold for a composite material part of a variable cross-section closed-angle cap-type pipeline of the invention.
In the figure: 1. a master mould body; 11. a module caulking groove; 2. a split module; 21. a fixed part; 22. a connecting portion; 23. a warped plate portion; 3. a variable cross-section closed-angle cap-type pipeline composite material part; 4. bolt holes; 5. a positioning pin hole; 6. and (4) a jackscrew hole. .
Detailed Description
The technical solutions of the present invention will be described clearly and completely with reference to the embodiments and the accompanying drawings, and it is to be understood that the described embodiments are merely preferred embodiments of the present invention, rather than all embodiments, and are not intended to limit the present invention in other forms, and that any person skilled in the art may make changes or modifications using the technical contents disclosed. However, any simple modification, equivalent change and modification of the above embodiments according to the technical essence of the present invention are within the protection scope of the technical solution of the present invention.
Example 1
The embodiment is a forming die for a composite material part of a variable cross-section closed angle cap type pipeline, and the forming die comprises an outer forming die and a core die, wherein the outer forming die comprises an upper die body and a lower die body, the lower die body is divided into a main die body 1 and a split module 2, as shown in fig. 3 to 5, the split module 2 is detachably embedded at an upper edge opening of the main die body 1 and is in contact with the composite material part of the variable cross-section closed angle cap type pipeline, and is used for jacking up and demoulding the formed composite material part of the variable cross-section closed angle cap type pipeline, so that the problem that the composite material part of the variable cross-section closed angle cap type pipeline is difficult to demould is solved, the smooth demoulding of the composite material part of the variable cross-section closed angle cap type pipeline is realized, and the product quality in the demoulding process is ensured.
In the forming mold for the composite material part of the variable cross-section closed-angle cap-shaped pipeline, the split module 2 is arranged at one end of one side of the main module 1 and is located at a closed-angle area at the end of the composite material part 3 of the variable cross-section closed-angle cap-shaped pipeline. Because the two end regions of the variable cross-section closed-angle cap type pipeline composite material part are closed, tests show that the demoulding can be completed only by arranging the split module at one end head, the split module is arranged at one end head in the embodiment, but the condition that the split modules are arranged at two sides of two ends is not excluded. The embodiment selects to set one split mold, mainly considers that the operation is convenient on the premise of ensuring smooth demolding of the part due to the arrangement, considers that the forming quality of the whole mold is influenced by setting more split modules, and has complex design.
In a preferred embodiment, the split module 2 is disposed on the inner surface of the main module 1, and the lower part of the split module extends to the bottom (top of the cap) of the variable cross-section closed-angle cap-type pipe composite part 3. Namely, the split module 2 is a module with a section similar to a Z shape, and comprises a fixing part 21, a connecting part 22 and a warping plate part 23; the fixing part 21 is positioned in the brim area of the part and is used for being connected and fixed with the main mold body 1; the connecting part 22 connects the fixing part 21 and the warping part 23; the warping plate portion 23 is located in the cap top area of the part and used for warping the variable-section closed-angle cap-type pipeline composite part 3 during demolding. Specifically, the fixing portion 21 is provided with a bolt hole 4, a positioning pin hole 5 and a jackscrew hole 6; the bolt holes 4 and the positioning pin holes 5 are used for positioning, assembling and fixing the split module 2 on the main die body 1; and the jacking screw hole 6 is used for jacking a jacking screw to jack up the molded composite material part 3 of the variable cross-section closed-angle cap-shaped pipeline for demolding. In this embodiment, the thickness of components of a whole that can function independently module 2 is 10~15mm, and wherein the thickness of connecting portion 22 is 12~15mm at least, and its joint strength can be guaranteed to this thickness scope, effectively transmits the strength of jackscrew for the perk portion, and does not influence the mould and wholly be heated and part shaping effect. Correspondingly, in the forming mold for the composite material part of the variable cross-section closed-angle cap-shaped pipeline described in this embodiment, the main mold body 1 is provided with a module caulking groove 11 for the split module 2 to be embedded, the depth of the module caulking groove 11 is equivalent to the thickness of the split module 2, and the upper edge of the module caulking groove 11 is provided with a corresponding bolt hole 4, a positioning pin hole 5 and a jackscrew hole 6, which are connected with the split module 2 in a positioning manner through a cylindrical pin and a bolt.
In addition, in the embodiment, the width of the split module 2 is one fourth to one half of the longitudinal length of the variable cross-section closed-angle cap-shaped pipeline composite part (3), so that the part can be successfully tilted without being damaged and the labor is saved at most.
In this embodiment, the fixing portion 21, the connecting portion 22 and the raised plate portion 23 of the split module 2 are designed with the same width, which does not exclude the design manner that other portions have different widths. In this embodiment, the width of the fixing portion of the split module is greater than half of the bottom of the variable cross-section closed-angle cap-type pipeline composite part, the positions of the bolts and the pins are reserved, the height of the connecting portion is limited by the height of the variable cross-section closed-angle cap-type pipeline composite part, and the width of the wane portion is half of the top end of the variable cross-section closed-angle cap-type pipeline composite part, so that the parts can be successfully tilted without being damaged and with least effort. Other variations may be used in other embodiments.
Example 2
In this embodiment, the forming mold described in embodiment 1 is used to form and demold a variable cross-section closed-angle cap-type pipeline composite part, the structure of the variable cross-section closed-angle cap-type pipeline composite part is shown in fig. 1 and 2, both ends of the variable cross-section closed-angle cap-type pipeline composite part are provided with closed-angle regions, the demolding direction is opposite after forming, due to the hot pressing effect of the autoclave, the core mold is tightly attached to an external mold, the cap-type pipeline composite part is clamped in the middle, if a hard demolding mode is adopted, the part is easily damaged, the produced part is unqualified, or the part is hidden in later use. The specific operation of molding and demolding by using the molding die described in embodiment 1 includes the following steps:
s1: assembling a mold: firstly, embedding the split module 2 into a module embedding groove 11 on a main die body 1 through a cylindrical pin and a connecting bolt, performing positioning connection and fixation by using a bolt hole 4 and a positioning pin hole 5 to form a complete lower die body, and installing a jacking wire; meanwhile, the step difference and the gap between the split module and the main module are ensured to be as small as possible.
S2: paving and curing: paving and pasting a composite material prepreg for preparing the variable-section closed-angle hat-shaped pipeline on the core mold and the assembled lower mold body in the step S1 according to requirements, closing the mold and sealing, sending the paved material device into an autoclave, and finishing a curing program of the part according to specified parameters;
s3: demolding the part: the cylindrical pin and the connecting bolt between the main die body 1 and the split module 2 are removed, the split module 2 is jacked up through the jacking wire, the split module 2 drives the formed part to smoothly separate from the lower die body, and then the core die is removed, so that the formed variable cross-section closed angle cap type pipeline composite material part with good quality is obtained.
Therefore, the invention solves the problem of difficult demoulding of the composite material part of the variable cross-section closed angle cap type pipeline by independently designing the main die body and the split modules, ensures the smooth demoulding of the formed composite material part of the variable cross-section closed angle cap type pipeline and ensures the product quality in the demoulding process. The design of the die is simple, the operation is very simple, but the effect is obvious. In addition, the design concept of designing the split module on the main module can solve the problem of demoulding of more closed-angle parts more widely, and has very good application value and popularization space.
It will be evident to those skilled in the art that the invention is not limited to the details of the foregoing illustrative embodiments, and that the present invention may be embodied in other specific forms without departing from the spirit or essential attributes thereof. The present embodiments are therefore to be considered in all respects as illustrative and not restrictive, the scope of the invention being indicated by the appended claims rather than by the foregoing description, and all changes which come within the meaning and range of equivalency of the claims are therefore intended to be embraced therein. Any reference sign in a claim should not be construed as limiting the claim concerned.
Furthermore, it should be understood that although the present description refers to embodiments, not every embodiment may contain only a single embodiment, and such description is for clarity only, and those skilled in the art should integrate the description, and the embodiments may be combined as appropriate to form other embodiments understood by those skilled in the art.
Claims (8)
1. The utility model provides a variable cross section closed angle cap type pipeline combined material part forming die, includes outer section mould and mandrel, outer section mould includes die body and lower die body, its characterized in that: the lower die body comprises a main die body (1) and split modules (2), wherein the split modules (2) are detachably embedded in an upper edge opening of the main die body (1) and are in contact with the variable cross-section closed angle cap type pipeline composite material part for jacking and demolding the molded variable cross-section closed angle cap type pipeline composite material part.
2. The forming die for the composite material part of the variable-section closed-angle cap-shaped pipeline as claimed in claim 1, wherein: the split module (2) is arranged at one end of one side of the main die body (1) and is positioned at a closed angle area of the end of the variable-section closed-angle cap-shaped pipeline composite part (3); and the split module (2) is arranged on the inner molded surface of the main mold body (1), and the lower part of the split module extends to the cap top area of the variable-section closed-angle cap-shaped pipeline composite material part (3).
3. The forming die for the composite material part of the variable-section closed-angle cap-shaped pipeline as claimed in claim 1 or 2, wherein: the split module (2) is a Z-shaped module with a cross section, and comprises a fixing part (21), a connecting part (22) and a warping plate part (23); the fixing part (21) is positioned in the brim area of the variable cross-section closed-angle cap-shaped pipeline composite material part (3) and is used for being connected and fixed with the main mould body (1); the warping plate part (23) is located in the cap top area of the variable-section closed-angle cap-shaped pipeline composite part (3) and used for warping the variable-section closed-angle cap-shaped pipeline composite part (3) during demolding; the connecting part (22) is connected with the fixing part (21) and the warping plate part (23).
4. The forming die for the composite material part of the variable-section closed-angle cap-shaped pipeline as claimed in claim 3, wherein: the fixing part (21) is provided with a bolt hole (4), a positioning pin hole (5) and a jackscrew hole (6); the bolt holes (4) and the positioning pin holes (5) are used for positioning, assembling and fixing the split modules (2) on the main die body (1); the jacking wire hole (6) is used for jacking a formed variable cross-section closed-angle cap-shaped pipeline composite material part (3) by jacking wires and demoulding.
5. The forming die for the composite material part of the variable-section closed-angle cap-shaped pipeline as claimed in claim 4, wherein: the thickness of the split module (2) is 10-15 mm; the width of the composite material part is one fourth to one half of the longitudinal length of the variable-section closed-angle cap-shaped pipeline composite material part (3).
6. The forming die for the composite material part of the variable-section closed-angle cap-shaped pipeline as claimed in claim 5, wherein: the length of a fixing part (21) of the split module (2) is greater than half of the width of the brim of the variable-section closed-angle cap-shaped pipeline composite material part (3), and positions of bolts and pins are reserved; the length of the connecting part (22) of the split module (2) is limited by the height of the composite material part (3) of the variable-section closed-angle cap-shaped pipeline; the length of the wane part (23) of the split module (2) is half of the width of the top of the variable-section closed-angle cap-type pipeline composite part (3), so that the part can be successfully tilted without damage and labor saving.
7. The forming die for the composite material part of the variable-section closed-angle cap-shaped pipeline as claimed in claim 1, wherein: the split type die is characterized in that a module caulking groove (11) for embedding the split type module (2) is formed in the main die body (1), the depth of the module caulking groove (11) is equal to the thickness of the split type module (2), corresponding bolt holes (4), positioning pin holes (5) and jackscrew holes (6) are formed in the edge of the upper portion of the module caulking groove (11), and the split type die (2) is connected with the module through cylindrical pins and bolts in a positioning mode.
8. A method for forming and demoulding a composite material part of a variable-section closed-angle cap-type pipeline is characterized by comprising the following steps of: the forming die of any one of claims 1 to 7 is adopted for forming and demoulding the composite material part of the variable-section closed-angle cap-shaped pipeline, and the forming die specifically comprises the following steps:
s1: assembling a mold: firstly, the split module (2) is embedded into a module embedding groove (11) on the main die body (1) through a cylindrical pin and a connecting bolt, and is positioned, connected and fixed by using a bolt hole (4) and a positioning pin hole (5) to form a complete lower die body, so that the step difference and the gap between the split module and the main die body are ensured to be as small as possible;
s2: paving and curing: paving and pasting a composite material prepreg for preparing the variable-section closed-angle hat-shaped pipeline on the core mold and the assembled lower mold body in the step S1 according to requirements, closing the mold and sealing, sending the paved material device into an autoclave, and finishing a curing program of the part according to specified parameters;
s3: demolding the part: the cylindrical pin and the connecting bolt between the main die body (1) and the split module (2) are removed, the ejection screw is installed, the split module (2) is ejected through the ejection screw, the split module (2) drives the formed part to smoothly separate from the lower die body, and then the core die is removed to obtain the formed variable cross-section closed angle cap type pipeline composite material part (3).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111308065.9A CN113997605A (en) | 2021-11-05 | 2021-11-05 | Forming die and demolding method for composite material part of variable-section closed-angle cap-type pipeline |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111308065.9A CN113997605A (en) | 2021-11-05 | 2021-11-05 | Forming die and demolding method for composite material part of variable-section closed-angle cap-type pipeline |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113997605A true CN113997605A (en) | 2022-02-01 |
Family
ID=79928109
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111308065.9A Pending CN113997605A (en) | 2021-11-05 | 2021-11-05 | Forming die and demolding method for composite material part of variable-section closed-angle cap-type pipeline |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113997605A (en) |
-
2021
- 2021-11-05 CN CN202111308065.9A patent/CN113997605A/en active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9512818B2 (en) | Low-cost molded wind turbine blade | |
| CN209971611U (en) | Variable cross-section carbon fiber composite material missile wing mould pressing die | |
| CN111391362A (en) | Thermal expansion and pressure forming method for flat tail silicone rubber of unmanned aerial vehicle composite material | |
| CN108819287A (en) | A kind of molding machine and forming method of Material Stiffened Panel component | |
| CN111993626A (en) | Rapid forming die and forming method for sectional type fan blade | |
| CN113977984B (en) | Preparation method of tubular hyperboloid composite structural member | |
| CN216443110U (en) | Forming die for composite material parts of variable-cross-section closed-angle cap type pipeline | |
| CN111993682B (en) | Forming tool and manufacturing method for composite material corner strip structural part | |
| CN113997605A (en) | Forming die and demolding method for composite material part of variable-section closed-angle cap-type pipeline | |
| CN112388993A (en) | RTM (resin transfer molding) integral forming die and process for T-shaped composite material part with single-side reinforcement | |
| CN116001322A (en) | RTM forming tool and forming method for guide vane composite material part | |
| CN111958885A (en) | Method for forming J-shaped wall part with composite material band opening closing | |
| CN115742369A (en) | Forming die and forming method for reinforcing wing ribs between composite beams | |
| CN115107201A (en) | Aviation composite material window frame cushion block die and window frame cushion block forming method | |
| CN110315666B (en) | Vulcanization mold for solving problem of inaccurate edge removal and positioning of thin vulcanized part | |
| CN210553131U (en) | Integral curing forming die for composite material longitudinal and transverse reinforced wall plate | |
| CN110509569B (en) | Integral curing and forming tool for longitudinal and transverse reinforced wallboard made of composite material | |
| CN112743872A (en) | RTM (resin transfer molding) mold and method for large-curvature special-shaped structure composite material part | |
| CN209350917U (en) | The production mould of the carbon fiber construction of hollow tubular | |
| CN114248473B (en) | Carbon fiber machine case shaping mold core structure | |
| CN221018570U (en) | Casting mould for manufacturing precoated sand motor shell sand mould | |
| CN217943966U (en) | Composite material forming die | |
| CN112497577B (en) | Engine room cover inner and outer flange integrated forming combined die | |
| CN212707597U (en) | Quick forming die of sectional type fan blade | |
| CN213137479U (en) | One-mold multi-cavity rubber mold |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |