CN113390560A - Measuring mechanism for measuring mass three-dimensional mass center of large flying body with wings - Google Patents
Measuring mechanism for measuring mass three-dimensional mass center of large flying body with wings Download PDFInfo
- Publication number
- CN113390560A CN113390560A CN202110869150.6A CN202110869150A CN113390560A CN 113390560 A CN113390560 A CN 113390560A CN 202110869150 A CN202110869150 A CN 202110869150A CN 113390560 A CN113390560 A CN 113390560A
- Authority
- CN
- China
- Prior art keywords
- measuring
- base
- tool
- scale pan
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005303 weighing Methods 0.000 claims abstract description 22
- 238000000034 method Methods 0.000 claims abstract description 18
- 239000003638 chemical reducing agent Substances 0.000 claims abstract description 9
- 238000005259 measurement Methods 0.000 claims description 14
- 210000004907 gland Anatomy 0.000 claims description 6
- 230000000694 effects Effects 0.000 claims description 2
- 230000008878 coupling Effects 0.000 abstract 1
- 238000010168 coupling process Methods 0.000 abstract 1
- 238000005859 coupling reaction Methods 0.000 abstract 1
- 230000007547 defect Effects 0.000 description 3
- 230000003068 static effect Effects 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 230000002337 anti-port Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
Images

Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M1/00—Testing static or dynamic balance of machines or structures
- G01M1/12—Static balancing; Determining position of centre of gravity
- G01M1/122—Determining position of centre of gravity
- G01M1/125—Determining position of centre of gravity of aircraft
Abstract
A measuring mechanism for measuring the mass three-dimensional mass center of a large flying body with wings comprises a measuring base arranged in a main base through a lifting mechanism, a scale pan arranged on the measuring base through a bearing surface, a left jack, a right jack, a left positioning seat and a right positioning seat, wherein the left jack, the right jack, the left positioning seat and the right positioning seat are arranged between the measuring base and the scale pan; a weighing pin matched with the weighing sensor is arranged in a central hole of a pin seat fixedly connected with the scale pan in a cylindrical matching and threaded connection mode; a support seat is arranged at the middle position of the scale pan, and the tool is placed on the support seat through a support shaft connected to a tool base; a tested product is placed on a roller on the tool through the process ring; a motor and speed reducer for driving the frock to rotate a certain angle combine together through shaft coupling and frock for install the motor cabinet of motor and speed reducer and install on the back support.
Description
Technical Field
The invention relates to a measuring mechanism for measuring mass three-dimensional mass center of a large winged flight body.
Background
The measurement of the mass and the three-dimensional mass center of an object is mainly used for the inspection and control of the overall parameters of the spacecraft, and the accurate measurement of the parameters plays an important role in improving the product quality, improving the flight stability, verifying the flight fuel and the like.
Certain large tonnage and large size flying objects require mass and three dimensional centroid measurements. Because the size and the weight are very large, and the measuring device has a large-size span, the mass center is difficult to directly measure by the conventional measuring device, and the mass and the three-dimensional mass center of the object are usually measured by the following three methods, one is that two groups of crane suspension hook scales are adopted, and the mass and the one-dimensional mass center along the connecting line direction of the hook scales are calculated by the components of the two hook scales; secondly, two sets of electronic weighers are adopted for measurement, and a specific calculation method is the same as that of the hook weigher, so that two mass center components in a plane can be calculated; and thirdly, designing special measuring equipment, adopting a multi-point weighing sensor for supporting, and calculating two mass center components in a plane through static balance. In the first method, the precision of the hook scale is low, the suspension distance is inaccurate, the weighing process is unstable, the defects greatly influence the measurement precision of the mass center of mass, particularly the position of the mass center, and the repeatability fluctuates within dozens of millimeters. The second method has better measurement accuracy than the former method, but because two sets of electronic ground scales are adopted, the parking positions of the electronic ground scales have larger influence on the accuracy of the center of mass, and the adaptability of the electronic ground scales to products is poor. The third method belongs to special equipment and is relatively more flexible and accurate. However, none of the three methods described above solves the problem of measuring the centroid position in the height direction.
Disclosure of Invention
The invention aims to provide a three-dimensional mass center measuring mechanism for measuring mass of a large winged flight body aiming at the defects in the prior art.
The object of the invention can be achieved by the following technical measures:
the invention discloses a measuring mechanism for measuring the mass three-dimensional mass center of a large winged flying body, which comprises a measuring base, a scale pan, a left jack, a right jack, a left positioning seat and a right positioning seat, wherein the measuring base is arranged in a main base through a lifting mechanism; a weighing pin matched with the weighing sensor is arranged in a central hole of a pin seat fixedly connected with the scale pan in a cylindrical matching and threaded connection mode; a support seat is arranged in the middle of the scale pan, and a tool with an adjustable pitching angle is placed on the support seat through a support shaft connected to a tool base and is pressed by a gland; a tested product is placed on a roller on the tool through the process ring; a motor and a speed reducer for driving the tool to rotate by a certain angle are combined with the tool through a coupler, and a motor base for mounting the motor and the speed reducer is mounted on the rear support; the level gauge is installed on the after-poppet that combines together with the frock bottom plate.
The roller is arranged on the front support and the rear support on the tooling bottom plate through the roller support respectively.
The measuring base is matched with the inner wall of the main base through elastic roller groups arranged on the periphery, and the positioning effect is achieved.
The lifting mechanism is a multi-link mechanism and adopts an electric push rod or a hydraulic cylinder for lifting.
The invention has the following beneficial effects:
1. the invention solves the difficult problems of mass and three-dimensional mass center measurement of large-tonnage and large-size flying bodies in the prior art, and because the flying bodies have large size and large-size wingspan, the posture required by measuring the mass center in the height direction cannot be directly realized, and the direction cannot be erected and is difficult to stably support.
2. The invention adopts a rolling method to measure the mass center of the third position, and utilizes the projection of the height mass center after rolling to a certain angle to measure.
3. Aiming at the problems that a tested product is large, equipment size is large, a man-machine working interface is not friendly, the risk of hurting people due to falling in high-position operation exists, operation is very inconvenient and the like, all manual operations such as product hoisting, basic equipment operation and the like are completed at a low position by adopting a lifting mechanism and measurement and integration, a rotating space is formed after lifting, then third position mass center measurement is carried out, and manual operation at a high position is not needed.
Drawings
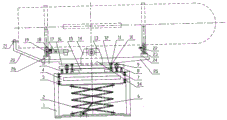
Fig. 1 is a schematic structural view of the present invention.
Fig. 2 is a left side view of fig. 1.
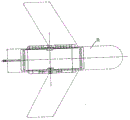
Fig. 3 is a top view of fig. 1.
Number in the figure: the device comprises a general base 1, a lifting mechanism 2, an elastic roller group 3, a measuring base 4, a left jack and a right jack 5, an electric push rod or a hydraulic cylinder 6, a weighing sensor 7, a pin seat 8, a weighing pin 9, a pin nut 10, a positioning pin 11, a left positioning seat 12, a right positioning seat 13, a gland 14, a supporting seat 15, a bearing surface 15, a scale pan 16, a motor and a speed reducer 17, a coupler 18, a motor seat 19, a rear support 20, a horizontal measuring scale 21, an encoder 22, a support 23, a front support 24, a tool base 25, a rear support 26, a supporting shaft 27, a roller support 29, a roller 30, a process ring 31, an equipment foundation 32 and a measured product 34.
Detailed Description
The invention will be further described with reference to the following examples:
as shown in fig. 1, 2 and 3, the measuring mechanism for measuring the mass three-dimensional mass center of a large winged flying object of the present invention comprises a measuring base 4 installed in a main base 1 through a lifting mechanism 2, a scale pan 16 arranged on the measuring base 4 through a bearing surface 15, a left jack 5 and a right jack 5 installed between the measuring base 4 and the scale pan 16 for jacking up the scale pan (the upper part of the sensor is jacked and released when not in operation), a left positioning seat 12 and a right positioning seat 12 for limiting, and a weighing sensor 7 installed below the scale pan 16 and at four corners of the measuring base 4, wherein the scale pan 16 is matched with the positioning seats 12 fixedly connected to the measuring base 4 through positioning pins 11; a weighing pin 9 matched with the weighing sensor 7 is arranged in a central hole of a pin seat 8 fixedly connected with the scale pan 16 in a cylindrical matching and threaded connection mode; a support seat 14 is arranged in the middle of the scale pan 16, a tool 34 with an adjustable pitch angle is placed on the support seat 14 through a support shaft 27 connected to a tool base 25 and is pressed by a gland 13 (the pitch angle can be preset after the gland 13 is slightly loosened, and the pitch angle can be preset and then the tool is pressed after the gland is preset); a product 33 to be tested is placed on the roller 30 on the tool through the process ring 31; a motor and speed reducer 17 for driving the tool to rotate by a certain angle is combined with the tool through a coupler 18, and a motor base 19 for mounting the motor and the speed reducer is mounted on a rear support 26; the leveling ruler 21 is installed on the rear bracket 20 combined with the tool bottom plate 25.
The rollers 30 of the present invention are respectively mounted on the front support 24 and the rear support 26 on the tooling bottom plate 25 through roller supports 29.
The measuring base 4 is matched with the inner wall of the main base 1 through the elastic roller groups 3 arranged on the periphery, and plays a role in positioning.
The lifting mechanism 2 is a multi-link mechanism and adopts an electric push rod or a hydraulic cylinder 6 for lifting.
The working process of the invention is as follows:
the lifting mechanism is positioned at the bottom of the mechanism, the jack descends, the weighing pin and the sensor are in a working state in a complete contact mode, the positioning pin is pulled out (the positioning pin plays a positioning role), and the weighing sensor measures the initial weight of the tool. Inserting a positioning pin, hoisting a measured product (installing a process ring when the process ring exists) onto a horizontal tool, placing the product on a roller train, measuring the position of the product at the moment by using a horizontal measuring scale, pulling out the positioning pin, reading the readings of four sensors, and measuring the total weight of the tool and the product. The lifting mechanism ascends to jack the measuring equipment to a high position, the motor drives the product to roll for about 30 degrees at the moment, the encoder measures a specific angle, and four sensor readings are measured. When the precision requirement is higher, can the antiport to symmetrical position (can compare the measurement this moment), the encoder reads the angle, surveys four sensor readings. The lifting mechanism descends to a low position, the positioning pin is inserted, and the product is lifted away. In the measuring process, the elastic roller group 3 keeps the contact between the measuring base and the main base, and plays a role in guiding and stabilizing the base. According to the four sensor readings, the equipment geometric parameters and the encoder readings, the total mass and the three mass center positions of the product can be calculated by the static balance principle.
Setting: two load cells on the left as shown in FIG. 1Reading numbers are respectively P1n、P3nThe readings of the two weighing sensors on the right side are respectively P2n、P4nThe readings of the two load cells on the left side shown in FIG. 2 are respectively P3n、P4nThe readings of the two weighing sensors on the right side are respectively P1n、P2nN is the reading order; l is1Is the projected distance, L, to the central axis as shown in FIG. 1 of the load cell2Is the projected spacing to the central axis as shown in fig. 2 for the load cell.
Three-dimensional centroid: fig. 1 is + X from left to right, the distance from the centroid to the center of the apparatus is Xc, and + Y from bottom to top, the distance from the centroid to the center of the product is Yc, fig. 2 is + Z from left to right, and the distance from the centroid to the center of the product is Zc.
After the weight of the tool (including the process ring) is measured, the reading of the sensor is set to zero, and after the product is placed, the P is measured11、P31、P21、P41Measuring the clockwise rotation of 30 degrees to obtain P12、P32、P22、P42Measuring the clockwise rotation of 30 degrees to obtain P13、P33、P23、P43
Xc=(( P11+P31)-( P21+P41))L/( P11+P31+P21+P41) (1)
Zc=(( P31+P41)-( P11+P21))L/( P11+P31+P21+P41) (2)
When the rotor rotates clockwise by 30 degrees, the static force balances that:
Zc+Yc⋅tg30=(( P32+P42)-( P12+P22))L/( P11+P31+P21+P41) (3)
again, 30 ° counterclockwise rotation measures:
Zc-Yc⋅tg30=(( P33+P43)-( P13+P23))L/( P11+P31+P21+P41) (4)
(3) finishing to obtain:
Yc= 1/2((P32-P43) +(P42-P43)-(P12-P13) -(P22+P23))L⋅ctg30 (5)
as can be seen from the formula (5), the absolute reading of the weighing sensor is not taken into account at the moment, but the difference between the two readings is taken into account, the system error of the weighing sensor is eliminated, the comparison measurement of the weighing sensor is the same as that of the weighing sensor, the precision is obviously improved, the measurement precision of Yc is improved, the defect that the component cannot be measured in the theoretical posture is overcome, and the Yc measurement precision is not lower than Xc and Zc.
Claims (4)
1. The utility model provides a measurement mechanism for be used for measuring large-scale winged flight body quality three-dimensional barycenter which characterized in that: the device comprises a measuring base (4) arranged in a main base (1) through a lifting mechanism (2), a scale pan (16) arranged on the measuring base through a bearing surface (15), a left jack and a right jack (5) which are arranged between the measuring base and the scale pan (16) and used for jacking the scale pan, a left positioning seat and a right positioning seat (12) used for limiting, and a weighing sensor (7) arranged below the scale pan (16) and at four corners of the measuring base (4), wherein the scale pan (16) is matched with the positioning seats (12) fixedly connected on the measuring base (4) through positioning pins; a weighing pin (9) matched with the weighing sensor (7) is arranged in a central hole of a pin seat (8) fixedly connected with a scale pan (16) in a cylindrical matching and threaded connection mode; a support seat (14) is arranged in the middle of the scale pan (16), and a tool (34) with an adjustable pitching angle is placed on the support seat (14) through a support shaft (27) connected to a tool base (25) and is pressed by a gland (13); a product to be tested is placed on a roller (30) on the tool through a process ring (31); a motor and a speed reducer (17) for driving the tool to rotate for a certain angle are combined with the tool through a coupler, and a motor base (19) for mounting the motor and the speed reducer is mounted on a rear support (26); the horizontal measuring ruler (21) is arranged on a rear bracket (20) combined with the tool bottom plate (25).
2. The measuring mechanism for measuring the mass three-dimensional mass center of a large winged flight body according to claim 1, characterized in that: the roller (30) is respectively arranged on a front support (24) and a rear support (26) which are arranged on the tooling bottom plate through a roller support (29).
3. The measuring mechanism for measuring the mass three-dimensional mass center of a large winged flight body according to claim 1, characterized in that: the measuring base (4) is matched with the inner wall of the main base (1) through the elastic roller groups (3) arranged on the periphery, and the positioning effect is achieved.
4. The measuring mechanism for measuring the mass three-dimensional mass center of a large winged flight body according to claim 1, characterized in that: the lifting mechanism (2) is a multi-link mechanism and adopts an electric push rod or a hydraulic cylinder (6) to lift.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110869150.6A CN113390560A (en) | 2021-07-30 | 2021-07-30 | Measuring mechanism for measuring mass three-dimensional mass center of large flying body with wings |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110869150.6A CN113390560A (en) | 2021-07-30 | 2021-07-30 | Measuring mechanism for measuring mass three-dimensional mass center of large flying body with wings |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113390560A true CN113390560A (en) | 2021-09-14 |
Family
ID=77622251
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110869150.6A Pending CN113390560A (en) | 2021-07-30 | 2021-07-30 | Measuring mechanism for measuring mass three-dimensional mass center of large flying body with wings |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113390560A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1028987B1 (en) * | 2022-01-21 | 2023-02-28 | Zhengzhou Machinery Res Institute Co Ltd | A mechanism for measuring the 3D center of mass of a large winged missile |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201707121U (en) * | 2010-06-03 | 2011-01-12 | 郑州机械研究所 | Split vehicle-mounted scale for measuring centers of masses of objects |
| CN102213633A (en) * | 2011-03-15 | 2011-10-12 | 郑州机械研究所 | Three-dimensional measuring mechanism for realizing quality characteristic of flying object with wings |
| CN103256967A (en) * | 2012-02-20 | 2013-08-21 | 哈尔滨建成集团有限公司 | System for detecting mass, mass center and mass offcenter of cylinder |
| CN103604469A (en) * | 2013-12-06 | 2014-02-26 | 郑州机械研究所 | Mass and mass center measuring system with redundancy function |
| CN105466635A (en) * | 2015-11-23 | 2016-04-06 | 上海卫星装备研究所 | Novel mass and center of mass test system used for spacecraft |
| CN105784277A (en) * | 2016-04-26 | 2016-07-20 | 吉林大学 | High-speed motor train unit train body center of mass measurement device and measurement method thereof |
| CN205679359U (en) * | 2016-06-03 | 2016-11-09 | 西安百纳电子科技有限公司 | A kind of aero-engine quality center of mass deflection angle measuring device |
| CN108645566A (en) * | 2018-08-16 | 2018-10-12 | 孝感市宝龙电子有限公司 | A kind of bullet arrow quality center of mass rotary inertia testboard |
| CN110228604A (en) * | 2019-06-18 | 2019-09-13 | 高双柱 | A kind of center of gravity measurement and caliberating device of unmanned plane |
| CN110306776A (en) * | 2019-06-25 | 2019-10-08 | 王萍 | A kind of hoistable platform for construction of elevator shaft in high-rise building |
| CN110595688A (en) * | 2019-10-18 | 2019-12-20 | 江麓机电集团有限公司 | Vehicle three-dimensional centroid detection method |
| CN111044220A (en) * | 2019-11-26 | 2020-04-21 | 北京卫星制造厂有限公司 | Unmanned aerial vehicle mass center inertia integrated test method |
-
2021
- 2021-07-30 CN CN202110869150.6A patent/CN113390560A/en active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201707121U (en) * | 2010-06-03 | 2011-01-12 | 郑州机械研究所 | Split vehicle-mounted scale for measuring centers of masses of objects |
| CN102213633A (en) * | 2011-03-15 | 2011-10-12 | 郑州机械研究所 | Three-dimensional measuring mechanism for realizing quality characteristic of flying object with wings |
| CN103256967A (en) * | 2012-02-20 | 2013-08-21 | 哈尔滨建成集团有限公司 | System for detecting mass, mass center and mass offcenter of cylinder |
| CN103604469A (en) * | 2013-12-06 | 2014-02-26 | 郑州机械研究所 | Mass and mass center measuring system with redundancy function |
| CN105466635A (en) * | 2015-11-23 | 2016-04-06 | 上海卫星装备研究所 | Novel mass and center of mass test system used for spacecraft |
| CN105784277A (en) * | 2016-04-26 | 2016-07-20 | 吉林大学 | High-speed motor train unit train body center of mass measurement device and measurement method thereof |
| CN205679359U (en) * | 2016-06-03 | 2016-11-09 | 西安百纳电子科技有限公司 | A kind of aero-engine quality center of mass deflection angle measuring device |
| CN108645566A (en) * | 2018-08-16 | 2018-10-12 | 孝感市宝龙电子有限公司 | A kind of bullet arrow quality center of mass rotary inertia testboard |
| CN110228604A (en) * | 2019-06-18 | 2019-09-13 | 高双柱 | A kind of center of gravity measurement and caliberating device of unmanned plane |
| CN110306776A (en) * | 2019-06-25 | 2019-10-08 | 王萍 | A kind of hoistable platform for construction of elevator shaft in high-rise building |
| CN110595688A (en) * | 2019-10-18 | 2019-12-20 | 江麓机电集团有限公司 | Vehicle three-dimensional centroid detection method |
| CN111044220A (en) * | 2019-11-26 | 2020-04-21 | 北京卫星制造厂有限公司 | Unmanned aerial vehicle mass center inertia integrated test method |
Non-Patent Citations (1)
| Title |
|---|
| 贾恒信: "基于力矩平衡原理的物体重量重心 测量系统的研究及应用", 《科技应用》 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1028987B1 (en) * | 2022-01-21 | 2023-02-28 | Zhengzhou Machinery Res Institute Co Ltd | A mechanism for measuring the 3D center of mass of a large winged missile |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106768639B (en) | Device and method for measuring center of gravity of controllable pitch propeller blade | |
| CN102620888B (en) | Heavy vehicle mass and mass center detection device | |
| CN109556821B (en) | Device for measuring relative position of balance center and wind tunnel test model | |
| CN209910944U (en) | Wind tunnel balance force test preparation device | |
| CN110567639B (en) | Multi-axis force sensor calibration method and calibration device | |
| CN105092154B (en) | Double facade swinging quality center of mass eccentric testing devices | |
| CN113310627A (en) | Underwater vehicle mass center counterweight mass calculating method and measuring device | |
| CN102359848A (en) | Water turbine rotating wheel three-fulcrum weighing static balance device and static balance technology thereof | |
| CN207741892U (en) | Rocket assist formula unmanned aerial vehicle onboard equipment is installed and full machine center of gravity measurement testing stand | |
| CN114166461A (en) | Wind-tunnel balance non-resetting body axis system calibrating device | |
| CN110954202A (en) | Attitude-variable airplane weight and gravity center measuring equipment and attitude-variable airplane weight and gravity center measuring method | |
| CN201653648U (en) | Blade gravity center measuring instrument for marine distance adjusting impeller | |
| CN113390560A (en) | Measuring mechanism for measuring mass three-dimensional mass center of large flying body with wings | |
| CN206891656U (en) | Adjustable pitch propeller static balance measurement apparatus | |
| CN109374208B (en) | Equipment for detecting static balance of propeller and error compensation method thereof | |
| CN206862350U (en) | A kind of superhigh precision inclining test platform | |
| CN216593972U (en) | Gravity center measuring device for pottery figurines | |
| CN215065035U (en) | Mass center counterweight mass measuring device for underwater navigation body | |
| CN115711704A (en) | Support vehicle for online measurement of mass and mass center of small satellite and measurement method | |
| CN111707414B (en) | Weighbridge type large heavy aircraft mass and mass center measuring device and method | |
| CN205981543U (en) | Three -dimensional force transducer dynamic response calibration device based on servo drive loading | |
| CN114705361A (en) | Gravity center weight measuring system and method for irregular object | |
| CN201149477Y (en) | Instrument for measuring automatically rear axle housing | |
| CN202255765U (en) | Three-fulcrum weighing-type static balancing device for turbine runner | |
| CN112649150A (en) | General type quality characteristic parameter measuring device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |