CN112475258A - Injection molding system convenient to adjust - Google Patents
Injection molding system convenient to adjust Download PDFInfo
- Publication number
- CN112475258A CN112475258A CN202011391280.5A CN202011391280A CN112475258A CN 112475258 A CN112475258 A CN 112475258A CN 202011391280 A CN202011391280 A CN 202011391280A CN 112475258 A CN112475258 A CN 112475258A
- Authority
- CN
- China
- Prior art keywords
- injection molding
- fixed
- mounting
- box
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/08—Cold chamber machines, i.e. with unheated press chamber into which molten metal is ladled
- B22D17/10—Cold chamber machines, i.e. with unheated press chamber into which molten metal is ladled with horizontal press motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/2007—Methods or apparatus for cleaning or lubricating moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/22—Dies; Die plates; Die supports; Cooling equipment for dies; Accessories for loosening and ejecting castings from dies
- B22D17/2218—Cooling or heating equipment for dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/22—Dies; Die plates; Die supports; Cooling equipment for dies; Accessories for loosening and ejecting castings from dies
- B22D17/2236—Equipment for loosening or ejecting castings from dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/30—Accessories for supplying molten metal, e.g. in rations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/32—Controlling equipment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
The invention discloses an injection molding system convenient to adjust, wherein a sliding mounting plate is arranged at the top end of a bottom end fixing frame, a fixed limiting plate is welded at the top end of the sliding mounting plate, a discharging pipe is arranged at the top end of an arc-shaped mounting block, a fixed limiting ring is welded at the side end of the discharging pipe, a return spring is welded at one end of the fixed mounting ring, a radian clamping plate is connected at one end of a positioning hydraulic cylinder, a semicircular clamping ring is welded at one end of the radian clamping plate, one end of the sliding mounting plate is connected with a sliding hydraulic cylinder, the discharging pipe is limited through the semicircular clamping ring and the semicircular limiting ring, and the positions of the discharging pipe and the limiting ring are adjusted through the hydraulic cylinder according to the position of an injection molding pipe, so that the position of the discharging pipe is convenient to be adjusted according, thereby ensuring the stability during injection molding.
Description
Technical Field
The invention relates to the technical field of molds, in particular to an injection molding system convenient to adjust.
Background
The mould is a mould and a tool for obtaining a required product by injection molding, blow molding, extrusion, die casting or forging forming, smelting, stamping and other methods in industrial production, the shape of an article is processed mainly by changing the physical state of a formed material, the injection molding is a method for producing and molding industrial products, and the product is generally subjected to rubber injection molding and plastic injection molding, and the injection molding can be divided into an injection molding method and a die casting method.
But at present when casting the external member, generally produce the major possession on placing another mould through inside smallclothes of a mould preparation, need the manpower in process of production to take and fix, greatly influenced the production efficiency of external member, simultaneously when partial external member is produced, because of inside and outside needs mutual bonding fixed, thereby need carry out the reheat to the external member, lead to the external member to appear the product quality problem because of the reheat easily, simultaneously injection mold is before moulding plastics, need laminate discharging pipe and injection molding pipe mutually, but present discharging pipe is not provided with special to its device, so need artifical manual alignment, but when aligning, easily lead to discharging pipe position to appear squinting because of rocking, certain space of improving has. The applicant has filed a separate patent application for protection on the same day for the injection molding apparatus part of the present invention, and the present application is mainly directed to the protection of the entire injection molding system.
Disclosure of Invention
In order to achieve the purpose, the invention provides the following technical scheme:
an injection molding system convenient to adjust comprises a material conveying device and an injection molding device, wherein after being heated by the material conveying device, a plastic material is molded and manufactured by the injection molding device, the material conveying device comprises a bottom end fixing frame, T-shaped chutes are symmetrically formed in the top end of the bottom end fixing frame, a sliding mounting plate is placed at the top end of the bottom end fixing frame, T-shaped sliders are welded at the bottom end of the sliding mounting plate corresponding to the positions of the T-shaped chutes, fixed limiting plates are symmetrically welded at the two sides of the top end of the sliding mounting plate, transverse guide rods are symmetrically welded between the two fixed limiting plates, both the two transverse guide rods penetrate through the side end of an arc-shaped mounting block, an injection molding storage barrel is fixedly mounted at the top end of the arc-shaped mounting block, a discharge pipe penetrates through one end of the injection molding, fixed spacing post runs through the fixed mounting ring, the one end equidistance welding that fixed spacing ring was kept away from to the fixed mounting ring has a plurality of return spring, return spring one end spot welding is installed in slip spacing ring, bottom mount top both sides are fixed with fixed limiting plate, fixed limiting plate one end runs through there is the location pneumatic cylinder, location pneumatic cylinder one end is connected with the radian cardboard, L type joint groove has been seted up to radian cardboard both ends symmetry, radian cardboard one end welding has the semicircle snap ring, semicircle snap ring one end welding has protection spring, protection spring one end spot welding is installed in the semicircle limiting ring, the semicircle snap ring corresponds semicircle limiting ring one end and is connected with fixed gag lever post, radian cardboard bottom welding has L type limiting plate, the corresponding L type limiting plate position department in slip mounting panel bottom has seted up spacing mouthful, slip mounting panel one end is connected with the slip.
Compared with the prior art, the invention has the beneficial effects that: the invention has scientific and reasonable structure and safe and convenient use:
1. restrict the discharging pipe through semicircle snap ring and semicircle confinement ring, adjust the position of discharging pipe and confinement ring according to the pipe position of moulding plastics simultaneously through the pneumatic cylinder, thereby be convenient for adjust the position of discharging pipe according to the position difference of the pipe of moulding plastics, the stability of cup jointing mutually at the discharging pipe and the pipe of moulding plastics has been guaranteed, the skew of leading to because of artifical manual alignment has been avoided, thereby the stability when moulding plastics has been guaranteed, it removes to drive it through removing the pneumatic cylinder, thereby be convenient for remove the discharging pipe, it is more convenient when the maintenance is changed to the discharging pipe to the needs, the efficiency and the effect of moulding plastics have been guaranteed, reduce the problem of moulding plastics that leads to because of the discharging pipe.
2. The double-layer injection molding assembly is arranged, the injection molding pipe is heated and insulated, the material is prevented from being cooled in the conveying process, the temperature of the material during conveying is guaranteed, the quality of the produced product is guaranteed, the mold core is driven by the rack to move, and the size of the internal cavity is changed by changing the size of the internal mold core, so that when the sleeved part needs to be injected, the sleeved part can be produced through a single mold, multiple operations of personnel are not needed, the production time of the sleeve part is reduced, the production efficiency is guaranteed, and the labor intensity of the workers is reduced;
simultaneously, the inner side of the inner mold core installation cavity is driven to move under the resilience effect of the return spring, the lower rack synchronously moves when moving, so that the connecting gear is driven to rotate, the upper rack moves along the opposite direction of the lower rack when the connecting gear rotates, the outer mold core moves by the upper rack, and the outer mold core is pushed out from the installation cavity, so that secondary injection molding is carried out.
3. Be provided with quantitative unloading subassembly, mutually support through unloading magazine and spring, thereby be convenient for collect the product of production, be convenient for simultaneously control the volume of product, push down the extrusion contact switch through the unloading box simultaneously, the opening and shutting of control electro-magnet, thereby the self control of self unloading and volume has been realized, need not personnel manual control, and fix the unloading box through the electro-magnet, thereby guaranteed when the deposit volume reachs fixed quantity, the unloading to the product, and through the height of adjusting contact switch and the interval between restriction piece and the mounting panel, make when needs change the deposit volume, can be quick adjust it.
4. Be provided with clean subassembly, it resets to drive the connecting block through the spring, and it rises to drive the air gun, thereby lower the temperature to the product of production, the temperature on product surface has been guaranteed, avoid the condition of high temperature to appear, simultaneously through pulling rope pulling lift connecting block, make it descend, when descending, drive flexible rubber tube through the electric push rod and remove, thereby clear up the mould surface, the cleanliness on the surface of mould after production completion has been guaranteed, thereby avoid impurity to subsequent influence of moulding plastics, the quality of product has been guaranteed, and drive whole lift through the lift connecting block, thereby realize cleanness many times.
5. The vacuum demoulding component is arranged to vacuumize the inside of the cavity through the exhaust tube, the external air pressure is higher than the internal air pressure, so the sealing column can move along the linkage hole due to the air pressure difference and finally fill the linkage hole, when the sealing column moves, the compression spring is extruded, and simultaneously the sealing column drives the linkage rope to rotate along the linkage fixed pulley, thereby driving the discharging push plate to move along the push plate mounting hole, the movement is finished after the push plate is moved to be attached to the mounting hole of the push plate, thereby ensuring the sealing of the inside of the cavity, ensuring the vacuum state of the inside of the cavity in the injection molding process, avoiding the condition of bubbles in the product, simultaneously, the push plate is reset when being inflated, thereby with the edge separation of the edge of product and the edge of die cavity, avoid when the ejection of compact, because of the push pedal promotes speed very fast, the product is convenient for and the die cavity edge laminating leads to the broken condition of product to appear to security when having guaranteed the product ejection of compact.
6. Be provided with cooling module, carry out the rapid cooling to a foundry goods through dry ice and heat transfer box to guaranteed a foundry goods rapid prototyping, feasible secondary casting time can the fast pouring when needs carry out, and avoid a foundry goods and secondary foundry goods to mix, thereby guaranteed the quality of external member, cool off the secondary foundry goods through coolant liquid and cooling chamber simultaneously, thereby accelerated secondary module's shaping speed, accelerated the efficiency of production.
In conclusion, the double-layer injection molding assembly and the cleaning assembly are matched with each other, so that the product can be rapidly cooled and simultaneously cooled after the mold is opened, the mold can be synchronously lifted with the mold, no external power source is required to be provided, the motion synchronism is ensured, and the control is convenient, the double-layer injection molding assembly and the vacuum demolding assembly are used for performing vacuum extraction during mold closing, so that the movable mold and the fixed mold are combined with each other to be more sealed, the product quality is further ensured, the double-layer injection molding assembly and the cooling assembly are matched with each other, so that the product is rapidly cooled in the product manufacturing process, the secondary casting is prevented from mutual interference, the production efficiency and the quality of a kit are ensured, the product is cleaned while being cooled through the mutual matching of the quantitative blanking assembly and the cleaning assembly, avoid the product to carry foundry goods impurity and drop in the unloading box to avoid impurity to influence the speed of unloading, through a plurality of subassemblies mutually supporting, guaranteed efficiency and quality when producing the external member.
Drawings
The accompanying drawings, which are included to provide a further understanding of the invention and are incorporated in and constitute a part of this specification, illustrate embodiments of the invention and together with the description serve to explain the principles of the invention and not to limit the invention.
In the drawings:
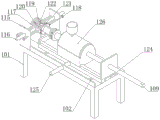
FIG. 1 is an overall block diagram of the present system;
FIG. 2 is an isometric view of a feeding device of the present invention;
FIG. 3 is a schematic illustration of the installation of the tapping pipe according to the invention;
FIG. 4 is a schematic view of the structure of the injection molding apparatus of the present invention;
FIG. 5 is a schematic view of the mounting structure of the mounting box of the present invention;
FIG. 6 is a schematic structural view of a two-layer injection molding assembly of the present invention;
FIG. 7 is a schematic structural view of a cross-sectional view of a two-layer injection molded assembly of the present invention;
FIG. 8 is a schematic view of the mounting structure of the outer core of the present invention;
FIG. 9 is a schematic view of the construction of the constant feed assembly of the present invention;
FIG. 10 is a schematic view of an installation structure of the extension spring of the present invention;
FIG. 11 is a schematic structural view of the cleaning assembly of the present invention;
FIG. 12 is a schematic structural view of a vacuum stripping assembly of the present invention;
FIG. 13 is a schematic view of the linkage hole mounting structure of the present invention;
FIG. 14 is a schematic structural view of the cooling assembly of the present invention;
FIG. 15 is a schematic view showing the installation structure of the incubator of the present invention;
reference numbers in the figures: 100. a feeding device; 200. an injection molding device; 101. a bottom end fixing frame; 102. a T-shaped chute; 103. a slide mounting plate; 104. a T-shaped slider; 105. fixing a limit plate; 106. a transverse guide rod; 107. an arc-shaped mounting block; 108. a discharge pipe; 109. a moving hydraulic cylinder; 110. fixing a limiting ring; 111. fixing the limiting column; 112. fixing the mounting ring; 113. a return spring; 114. sliding the limiting ring; 115. fixing a limiting plate; 116. positioning a hydraulic cylinder; 117. a radian clamping plate; 118. an L-shaped clamping groove; 119. a semicircular snap ring; 120. a protection spring; 121. a semicircular confinement ring; 122. fixing a limiting rod; 123. an L-shaped restriction plate; 124. a limiting port; 125. a sliding hydraulic cylinder; 126. injection molding the storage barrel;
1. a mounting frame; 2. installing a box; 3. a support strut; 4. supporting the fixed rod;
5. a double-layer injection molding assembly; 501. a hydraulic stress plate; 502. an L-shaped mounting groove; 503. moving the mold; 504. fixing a mold; 505. an injection molding cavity; 506. a first injection molded tube; 507. a second injection molded tube; 508. heat preservation cotton; 509. an electromagnetic heating coil; 510. a mounting cavity; 511. an inner mold core; 512. an outer mold core; 513. a lower rack; 514. an upper rack; 515. a connecting gear; 516. a heat exchange box; 517. a push rod; 518. a return spring; 519. a limiting fixing plate; 520. a mold core hydraulic cylinder; 521. injection molding hydraulic cylinders; 522. a guide box; 523. a guide bar;
6. a quantitative blanking assembly; 601. fixing the mounting block; 602. discharging the material box; 603. limiting the mounting block; 604. a fixed connection box; 605. an extension spring; 606. a rotating connection box; 607. a limiting mounting plate; 608. adjusting the threaded rod; 609. adjusting a limiting block; 610. a hinged lever; 611. sealing the cover plate; 612. a torsion spring; 613. fixing a supporting block; 614. a lifting screw; 615. fixing the placing plate; 616. a contact switch; 617. an electromagnet;
7. a cleaning assembly; 701. a rebound spring; 702. lifting the connecting block; 703. lifting the gas delivery pipe; 704. cleaning the air gun; 705. cleaning the electric push rod; 706. an L-shaped connecting frame; 707. a flexible rubber cylinder; 708. an air inlet pipe; 709. a gas collection tank; 710. an air pump; 711. pulling the rope; 712. a front fixed pulley; 713. a rear fixed pulley;
8. vacuum demolding the assembly; 801. a push plate mounting hole; 802. a linkage hole; 803. a discharging push plate; 804. sealing the gas collecting pipe; 805. sealing the column; 806. a linkage rope; 807. linking the fixed pulleys; 808. a limiting spring; 809. demoulding push plate; 810. a compression spring; 811. a demoulding hydraulic cylinder; 812. an air exhaust pipe; 813. an inlet pipe and an outlet pipe; 814. connecting a push plate;
9. a cooling assembly; 901. a cooling chamber; 902. a heat conducting plate; 903. a water inlet pipe; 904. a water outlet pipe; 905. a booster water pump; 906. a cooling tank; 907. an inlet pipe; 908. a transit tube; 909. a hydraulic tank; 910. a heat preservation box; 911. and (4) discharging the water.
Detailed Description
The preferred embodiments of the present invention will be described in conjunction with the accompanying drawings, and it will be understood that they are described herein for the purpose of illustration and explanation and not limitation.
Example (b): as shown in FIGS. 1-3, an injection molding system convenient for adjustment comprises a material conveying device 100 and an injection molding device 200, after a plastic material is heated by the material conveying device 100, the plastic material is molded and manufactured by the injection molding device 200, the material conveying device 100 comprises a bottom fixing frame 101, T-shaped chutes 102 are symmetrically formed in the top end of the bottom fixing frame 101, a sliding mounting plate 103 is placed on the top end of the bottom fixing frame 101, T-shaped sliders 104 are welded at the bottom ends of the sliding mounting plate 103 corresponding to the positions of the T-shaped chutes 102, fixing limit plates 105 are symmetrically welded on both sides of the top end of the sliding mounting plate 103, transverse guide rods 106 are symmetrically welded between the two fixing limit plates 105, two transverse guide rods 106 penetrate through the side end of an arc mounting block 107, an injection molding storage cylinder 126 is fixedly mounted at the top end of the arc mounting block 107, a discharge pipe 108, a fixed limiting ring 110 is welded at the side end of the discharge pipe 108, one end of the fixed limiting ring 110 is symmetrically connected with a fixed limiting column 111, the fixed limiting column 111 penetrates through a fixed mounting ring 112, one end of the fixed mounting ring 112, which is far away from the fixed limiting ring 110, is equidistantly welded with a plurality of return springs 113, one ends of the return springs 113 are spot-welded and mounted on a sliding limiting ring 114, two sides of the top end of a bottom fixing frame 101 are fixedly provided with fixed limiting plates 115, one ends of the fixed limiting plates 115 penetrate through a positioning hydraulic cylinder 116, one end of the positioning hydraulic cylinder 116 is connected with a radian clamping plate 117, two ends of the radian clamping plate 117 are symmetrically provided with L-shaped clamping grooves 118, one end of the radian clamping plate 117 is welded with a semicircular clamping ring 119, one end of the semicircular clamping ring 119 is welded with a protection spring 120, one end of the protection spring 120 is spot, the position of the bottom end of the sliding mounting plate 103 corresponding to the L-shaped limiting plate 123 is provided with a limiting port 124, one end of the sliding mounting plate 103 is connected with a sliding hydraulic cylinder 125, and the top end of the injection molding storage barrel 126 is connected with a funnel, so that normal feeding is facilitated.
Referring to fig. 4-15, the injection molding device 200 comprises a mounting frame 1, a mounting box 2 is fixedly connected to the top end of the mounting frame 1, supporting sliding columns 3 are symmetrically and fixedly mounted at the bottom end of the inner side of the mounting box 2, supporting fixing rods 4 are symmetrically and fixedly connected to the top end of the inner side of the mounting box 2, a double-layer injection molding assembly 5 is mounted on one side of each supporting sliding column 3 and used for product molding in the injection molding process, and injection molding of products with different sizes is realized by changing the size of an internal mold core during injection molding, so that injection molding of a socket joint part can be completed in the same mold without secondary operation of;
a quantitative blanking assembly 6 is installed on one side of the mounting frame 1 and used for collecting products in the injection molding process, the collecting hopper is pressed down by the weight of the products, and the blanking amount of the collecting hopper is limited under the limitation of a spring each time, so that the discharging amount is conveniently controlled, and the condition of excessive accumulation is avoided;
the cleaning assembly 7 is arranged on the inner side of the installation box 2 and used for cleaning a mold in the injection molding process, the surface of the mold is cleaned through an air gun, and plastic or rubber impurities adhered to the surface of the mold are cleaned through a cleaning roller, so that the subsequent injection molding is prevented from being influenced by the impurities such as dust, rubber and plastic;
a vacuum demoulding assembly 8 is installed on one side of the movable mould 503 and is used for demoulding in the injection moulding process, the condition that bubbles appear on a product in the mould in the injection moulding process is reduced by vacuumizing the cavity, and meanwhile, when the product is inflated, the product is subjected to pre-demoulding through the discharging rod, so that the condition that demoulding damage occurs due to the fact that the product is adhered to the inner wall of the mould in the demoulding process is avoided;
the cooling assembly 9 is installed on one side of the movable mold 503 and used for cooling a product in the injection molding process, the product is rapidly cooled through the dry ice during the injection molding process, and the product is cooled through cooling liquid during the secondary injection molding process, so that the molding speed of the product which is injected is guaranteed, and the mutual fusion between the external members is avoided.
The double-layer injection molding assembly 5 comprises a hydraulic stress plate 501, an L-shaped mounting groove 502, a movable mold 503, a fixed mold 504, an injection molding cavity 505, a first injection molding pipe 506, a second injection molding pipe 507, heat preservation cotton 508, an electromagnetic heating coil 509, a mounting cavity 510, an inner mold core 511, an outer mold core 512, a lower rack 513, an upper rack 514, a connecting gear 515, a heat exchange box 516, a push rod 517, a return spring 518, a limiting fixing plate 519, a mold core hydraulic cylinder 520, an injection molding hydraulic cylinder 521, a guide box 522 and a guide rod 523;
a hydraulic stress plate 501 is connected to the side end of the support sliding column 3 in a sliding manner, an L-shaped mounting groove 502 is symmetrically formed in one side of the top end of the hydraulic stress plate 501, one end, close to the L-shaped mounting groove 502, of the hydraulic stress plate 501 is connected with a movable mold 503 through a connecting screw rod, the L-shaped mounting plate is fixedly mounted on the position, corresponding to the L-shaped mounting groove 502, of the movable mold 503, the movable mold 503 is convenient to mount and limit, when the movable mold is mounted, the movable mold is prevented from being deviated in position and affecting subsequent production, one end of the movable mold 503 is embedded and clamped in the L-shaped mounting groove 502, the hydraulic stress plate 501 and the movable mold 503 are clamped through a fixed connecting plate, the fixing stability of the fixed mold is guaranteed, the movable mold is prevented from being loosened during moving, a fixed mold 504 is mounted on one side, far away from the hydraulic stress plate 501, of the side end of the support sliding column 3, an, insulation cotton 508 is placed on the inner side of the injection molding cavity 505 close to the first injection molding pipe 506 and the second injection molding pipe 507, and an electromagnetic heating coil 509 is clamped and embedded in the outer side of the fixed mold 504 close to the first injection molding pipe 506 and the second injection molding pipe 507;
one end of a movable die 503 is provided with a mounting cavity 510, the middle part of one end of the movable die 503 is provided with an inner die core 511, one end of the movable die 503 corresponding to the inner die core 511 is provided with an outer die core 512, the height of the inner die core 511 is equal to that of the outer die core 512, the sealing performance of a die cavity during die core replacement is ensured, one ends of the inner die core 511 and the outer die core 512 are both embedded and slide inside the mounting cavity 510, one end of the inner die core 511 is welded with a lower rack 513, one end of the outer die core 512 is welded with an upper rack 514, a connecting gear 515 is arranged between the lower rack 513 and the upper rack 514 in a meshing way, the connecting gear 515 is fixedly arranged inside the mounting cavity 510 through a rotating frame, two sides of one end of the inner die core 511 corresponding to the mounting cavity 510 are symmetrically connected with a heat exchange box 516, one end of the heat exchange box 516 at the top of one end, the other end of the return spring 518 is spot-welded and installed at one end of a limiting fixing plate 519, a pushing rod 517 penetrates through the limiting fixing plate 519, the limiting fixing plate 519 is welded and installed on the inner side of the installation cavity 510, a mold core hydraulic cylinder 520 is placed at one end, far away from the installation cavity 510, of the pushing rod 517, and the mold core hydraulic cylinder 520 is embedded into one end of the hydraulic stress plate 501 in a sliding mode;
one end of the hydraulic stress plate 501 is connected with one end of an injection molding hydraulic cylinder 521, the middle part of the top end of the fixed mold 504 is fixedly connected with a guide box 522, one end of the guide box 522 is slidably clamped with a guide rod 523, the guide rod 523 is fixedly installed in the middle part of the top end of the movable mold 503, the input end of an electromagnetic heating coil 509 is electrically connected with the output end of an external controller, and the input end of the external controller is electrically connected with the input end of an
The quantitative blanking assembly 6 comprises a fixed mounting block 601, a blanking box 602, a limiting mounting block 603, a fixed connecting box 604, an extension spring 605, a rotating connecting box 606, a limiting mounting plate 607, an adjusting threaded rod 608, an adjusting limiting block 609, a hinge rod 610, a sealing cover plate 611, a torsion spring 612, a fixed supporting block 613, a lifting screw 614, a fixed placing plate 615, a contact switch 616 and an electromagnet 617;
the automatic feeding device comprises a mounting frame 1, fixed mounting blocks 601 symmetrically welded on one side of the bottom end of the mounting frame 1, a lower material box 602 rotatably connected between the two fixed mounting blocks 601, limiting mounting blocks 603 welded on the bottom end of the lower material box 602 and the bottom end of the mounting frame 1, a fixed connection box 604 rotatably connected with one end of the limiting mounting block 603 positioned on the bottom end of the mounting frame 1, a maximum rotation angle between the limiting mounting block 603 and the fixed connection box 604 being 45 degrees, thereby ensuring the feeding amount and avoiding the deviation caused by over-rotation due to resetting, an extension spring 605 welded on the bottom end of the fixed connection box 604, an extension spring 605 welded on the bottom end of the extension spring is welded on the top end of the rotary connection box 606, the rotary connection box 606 is rotatably connected with the limiting mounting block 603 positioned on the bottom end of the lower material box 602, a limiting mounting plate 607 welded, the side end of the adjusting threaded rod 608 is connected with an adjusting limiting block 609 through threads;
one end of the blanking box 602 is hinged to the sealing cover plate 611 through a hinge rod 610, the maximum rotation angle of the sealing cover plate 611 is 90 degrees, the resetting of the sealing cover plate 611 can be guaranteed while blanking is facilitated, a torsion spring 612 is welded at one end of the hinge rod 610, one end of the torsion spring 612 is installed at one end of the sealing cover plate 611 in a spot welding mode, fixing support blocks 613 are symmetrically welded at positions, corresponding to two ends of the blanking box 602, of the bottom end of each fixing support block 613, a lifting screw 614 is rotatably connected to the bottom end of each fixing support block 614, the side end of each lifting screw 614 is connected with a fixing placing plate 615 through threads, a contact switch 616 is installed on one side of the top end of each fixing placing plate 615, electromagnets 617 are installed at one end, close to the sealing cover plate.
The cleaning assembly 7 comprises a rebound spring 701, a lifting connecting block 702, a lifting gas pipe 703, a cleaning gas gun 704, a cleaning electric push rod 705, an L-shaped connecting frame 706, a flexible rubber cylinder 707, a gas inlet pipe 708, a gas collecting tank 709, an air pump 710, a pulling rope 711, a front fixed pulley 712 and a rear fixed pulley 713;
the bottom end of a supporting fixed rod 4 is welded with a rebound spring 701, the bottom end of the rebound spring 701 is installed at the top end of a lifting connecting block 702 in a spot welding manner, a lifting gas pipe 703 is sleeved between the two lifting connecting blocks 702, the position, close to a moving die 503 and a fixed die 504, of the side end of the lifting gas pipe 703 is connected with a cleaning gas gun 704 through an adapter, one end of the cleaning gas gun 704 is conical, the pressure of gas flow is ensured, and the cleaning effect on a die is ensured, the two ends of the lifting connecting block 702 are symmetrically connected with a cleaning electric push rod 705, one end 705 of the cleaning electric push rod is sleeved with an L-shaped connecting frame 706, the side end of the L-shaped connecting frame 706 is rotatably sleeved with a flexible rubber cylinder 707, one end of the lifting connecting block 702 is penetrated with a gas inlet pipe 708, the gas inlet end of the gas inlet pipe 708 is penetrated and installed at the top end of a, the rotation of the 1 one end of mounting bracket corresponding pulling rope 711 position department is connected with preceding fixed pulley 712, preceding fixed pulley 712 is connected with mounting bracket 1 through the fixed mounting post, the stability of preceding fixed pulley 712 when using has been guaranteed, avoid its condition of rocking to appear when using, mounting bracket 1 corresponds pulling rope 711 position department fixed mounting and has back fixed pulley 713 near hydraulic stress board 501's one end both sides, pulling rope 711 one end is connected with hydraulic stress board 501 through the connecting rod, air pump 710 input and external controller output electric connection.
The vacuum demoulding component 8 comprises a push plate mounting hole 801, a linkage hole 802, a discharging push plate 803, a sealed gas collecting pipe 804, a sealed column 805, a linkage rope 806, a linkage fixed pulley 807, a limit spring 808, a demoulding push plate 809, a compression spring 810, a demoulding hydraulic cylinder 811, an air exhaust pipe 812, an inlet and outlet pipe 813 and a connecting push plate 814;
one end of a movable mold 503 is provided with push plate mounting holes 801 corresponding to four corners, one end of the movable mold 503 is provided with a linkage hole 802 close to the push plate mounting hole 801, a discharging push plate 803 is slidably mounted on the inner side of the push plate mounting hole 801, one end of the discharging push plate 803 is slidably sleeved on the inner side of a sealed gas collecting pipe 804, one end of the sealed gas collecting pipe 804 is embedded and mounted at one end of the movable mold 503, a sealing column 805 is slidably disposed on the inner side of the linkage hole 802, the sealing column 805 is connected with the discharging push plate 803 through a linkage rope 806, a linkage fixed pulley 807 is mounted on the inner side of a mounting cavity 510 corresponding to the linkage rope 806, one end of the sealing column 805 is welded with a limiting spring 808, one end of the limiting spring 808 is spot-welded and mounted at one end of the mounting cavity 510, one end of the movable mold 503 is equidistantly penetrated with a plurality of demolding push, connecting push pedal 814 one end and having placed drawing of patterns pneumatic cylinder 811, drawing of patterns pneumatic cylinder 811 slides embedding installation and hydraulic pressure atress board 501 one end, and two sealed gas manifolds 804 are connected through exhaust tube 812, and two exhaust tubes 812 are connected through business turn over pipe 813, and business turn over pipe 813 one end is run through and is installed on the gas collecting tank 709 top.
The cooling assembly 9 comprises a cooling cavity 901, a heat-conducting plate 902, a water inlet pipe 903, a water outlet pipe 904, a booster water pump 905, a cooling tank 906, an inlet pipe 907, a transfer pipe 908, a hydraulic tank 909, an insulation box 910 and a discharge pipe 911
The inner side of a movable mould 503 is provided with a cooling cavity 901, heat conducting plates 902 are arranged on the inner side of the cooling cavity 901 and the inner side of a heat exchange box 516 at equal distance, one end of the movable mould 503 is penetrated with a water inlet pipe 903, one end of the movable mould 503 is penetrated with a water outlet pipe 904 at a position close to the water inlet pipe 903, the water inlet end of the water inlet pipe 903 is connected with the water outlet end of a booster water pump 905, the water inlet end of the booster water pump 905 is connected with a cooling box 906 through a pipeline, the booster water pump 905 is arranged at one end of the cooling box 906 through a motor base, one end of the heat exchange box 516 is penetrated with an inlet pipe 907, one end of the inlet pipe 907 is embedded and provided with a limiting valve so as to control the output time and the output quantity of dry ice, the phenomenon that the product quality is affected due to too low temperature of the mould caused by excessive output is avoided, the hydraulic tank 909 is embedded inside the heat insulation box 910, and the input end of the booster water pump 905 is electrically connected with the output end of the external controller.
The working principle and the using process of the invention are as follows: after the injection mold is installed, a first injection molding pipe 506 or a second injection molding pipe 507 is combined with an external discharge pipe 108, when the injection molding pipe 506 or the second injection molding pipe 507 needs to be aligned with the discharge pipe 108, a positioning hydraulic cylinder 116 is started, a radian clamping plate 117 is driven by the positioning hydraulic cylinder 116 to move so as to drive a semicircular clamping ring 119 to move, the two semicircular clamping rings 119 are attached so that the semicircular clamping ring 119 is aligned with the injection molding pipe, an L-shaped limiting plate 123 is driven by the radian clamping plate 117 to move, after the alignment is completed, a sliding hydraulic cylinder 125 is started, a sliding mounting plate 103 is driven by the sliding hydraulic cylinder 125 to move along a T-shaped sliding groove 102, after a limiting port 124 is attached with the L-shaped limiting plate 123, a moving hydraulic cylinder 109 is started, an arc mounting block 107 is driven by the moving hydraulic cylinder 109 to move along a transverse guide rod 106 so as to drive the discharge pipe 108 to move, and when the discharge, driven by the movable hydraulic cylinder 109, the fixed limiting ring 110 extrudes the semicircular limiting ring 121, the return spring 113 and the protection spring 120 are extruded, the discharge pipe 108 is limited by the return spring 113 and the protection spring 120, so that the position of the discharge pipe 108 is limited, the discharge pipe 108 is aligned with an injection molding pipe, meanwhile, the arc-shaped mounting block 107 is moved by the movable hydraulic cylinder 109, the injection molding storage cylinder 126 is driven to move, so that the position of the discharge pipe 108 is conveniently adjusted according to the position of the injection molding pipe, the discharge pipe 108 is ensured to be tightly attached to the first injection molding pipe 506 or the second injection molding pipe 507, the material overflow during injection molding is avoided, during injection molding, the material is fed by a funnel at the top end of the injection molding storage cylinder 126 and is input into the discharge pipe 108 through the injection molding storage cylinder 126, and finally enters the first injection molding pipe 506 or the second injection molding pipe 507 through the discharge pipe 108, realize moulding plastics to the mould.
After the combination is completed, injection molding is started, the injection molding hydraulic cylinder 521 pushes the hydraulic stress plate 501 to move along the supporting sliding column 3 and drives the movable mold 503 to move towards the position of the fixed mold 504, after the injection molding hydraulic cylinder is moved to be attached to the fixed mold 504, after the movable mold 503 is attached to the fixed mold 504, the air pump 710 is started, the air pump 710 pumps air in the mold cavity through the inlet pipe 813 and the exhaust pipe 812, the air enters the exhaust pipe 812 through the sealed air collecting pipe 804 and then enters the air collecting tank 709 through the inlet pipe 813, so that vacuum pumping is performed in the mold cavity, when the air is pumped, the external air pressure is greater than the internal air pressure, so that the sealing column 805 moves along the linkage hole 802 due to the air pressure difference and finally fills the linkage hole 802, when the sealing column 805 moves, the compression spring 810 is extruded, and simultaneously the sealing column 805 drives the linkage rope 806 to rotate along the linkage fixed push plate 807, so as to drive the discharging rod 803 to move along the mounting hole, the movement is finished after the movement is attached to the push plate mounting hole 801, so that the sealing of the inside of the cavity is ensured, and the influence of a large amount of air on the quality of an injection-molded product in the cavity is avoided by pumping vacuum, so that the bubble content of the produced product is effectively reduced, and the quality of the product is ensured;
after the sealing in the cavity is completed, a mold core hydraulic cylinder 520 drives a push rod 517 to move along a limiting fixing plate 519, meanwhile, a heat exchange box 516 is pushed, when the heat exchange box 516 is pushed, a return spring 518 is stretched, the heat exchange box 516 drives an inner mold core 511 to move and finally move to a required position, injection molding liquid is input into the cavity through a first injection molding pipe 506 so as to carry out injection molding on the injection molding liquid, after the liquid is injected, dry ice in a hydraulic tank 909 is extracted from an inlet pipe 907 and is conveyed into the heat exchange box 516, the dry ice is uniformly input into the two heat exchange boxes 516 through a transit pipe 908, the casting in the mold core 511 is cooled through the heat exchange boxes 516, so that the casting is rapidly cooled, the casting is rapidly molded, the dry ice enters a discharge pipe 911 through the heat exchange boxes 516 and then enters an insulation box 910 through a discharge pipe 911, so that the hydraulic tank 909 inside is cooled, the influence of direct discharge of dry ice on the production environment is avoided, the low temperature on the surface of the hydraulic tank 909 is ensured, the storage of the dry ice is avoided being influenced due to high temperature, the mold core hydraulic cylinder 520 is reset after a casting is formed, the inner mold core 511 is driven to move towards the inner side of the installation cavity 510 under the rebounding action of the reset spring 518, the lower rack 513 synchronously moves during movement, so as to drive the connecting gear 515 to rotate, the upper rack 514 moves along the opposite direction of the lower rack 513 when the connecting gear 515 rotates, the outer mold core 512 is driven by the upper rack 514 to move, so as to push the outer mold core 512 out of the installation cavity 510, so as to carry out secondary injection molding, the secondary injection molding is carried out through the second injection molding pipe 507, during the secondary injection molding, the injection molding liquid gradually wraps a finished product obtained by the first injection molding but is not mixed with the finished product obtained by the first injection molding, so as to realize the injection, the pressurized water pump 905 extracts cooling liquid from the cooling tank 906, the cooling liquid is input into the cooling cavity 901 through the water inlet pipe 903, and after the cooling liquid enters the cooling cavity 901, the heat dissipation of the internal casting is accelerated under the heat exchange effect of the heat conduction plate 902, so that the forming speed of the internal casting is accelerated;
after the secondary injection molding is finished, the air pump 710 is started again, the air pump 710 inputs air into the inlet and outlet pipe 813 through the air collecting tank 709, the air is input into the air exhaust pipe 812 through the inlet and outlet pipe 813 and is input into the sealed air collecting pipe 804 through the air exhaust pipe 812, after the air enters the sealed air collecting pipe 804, the discharging push plate 803 is pushed under the action of air pressure, so that the discharging push plate 803 is pushed out from the push plate mounting hole 801, meanwhile, the air is input into the cavity, so that the air pressure in the cavity is balanced, when the air pressure is balanced, the pressure borne by the sealing column 805 is reduced, the sealing column 805 is driven to be gradually reset under the resilience action of the compression spring 810, until the difference between the inner air pressure and the outer air pressure is equal, the sealing column 805 is completely reset, in the resetting process of the sealing column, the discharging push plate 803 is synchronously and gradually reset, so that the corner of the casting is pre-pushed out, and the corner bonding in the cavity is prevented, when the pressure difference between the inside and the outside is equal, the injection hydraulic cylinder 521 drives the hydraulic stress plate 501 to move, so as to drive the movable mold 503 to reset, after the movable mold 503 resets, the demolding hydraulic cylinder 811 is started, the demolding hydraulic cylinder 811 pushes the connecting push plate 814, so as to drive the demolding push plate 809 to move, a cast product is taken down from the movable mold 503, and the product falls into the blanking box 602;
when the movable mold 503 is reset, the hydraulic force bearing plate 501 moves towards the rear fixed pulley 713, so that the limiting force on the pulling rope 711 is reduced, the lifting connecting block 702 is driven to ascend under the resilience action of the resilience spring 701, so that the lifting air conveying pipe 703 is driven to ascend, the pulling rope 711 rotates along the front fixed pulley 712, when the lifting connecting block 702 ascends, air is conveyed in the air inlet pipe 708 through the air collecting tank 709, the air enters the lifting air conveying pipe 703 through the air inlet pipe 708, and is conveyed into the cleaning air gun 704 through the lifting air conveying pipe 703, so that the fixed mold 504 and a product are cooled and cleaned, when the movable mold 503 moves towards the fixed mold 504, due to the pulling force of the hydraulic force bearing plate 501, the lifting connecting block 702 is driven by the pulling rope 711 to move downwards, meanwhile, the resilience spring 701 is pulled, when the cleaning electric push rod is moved downwards, the cleaning electric push rod 705 drives the L-shaped connecting frame 706 to move, the flexible rubber cylinder 707 is conveyed to one end of the movable mold 503 and the fixed mold 504 to be cleaned, and after the cleaning is finished, the cleaning air gun 704 is used for cleaning the flexible rubber cylinder for the second time, so that impurities are prevented from being adhered to the surface of the mold, and the precision of the mold during production is guaranteed;
after the product falls into the blanking box 602, the product is gradually accumulated, under the action of gravity, the blanking box 602 is pressed downwards and rotates, when the blanking box 602 rotates, the fixed connection box 604 and the rotating connection box 606 rotate with the limiting installation block 603, the extension spring 605 is stretched, after the weight reaches a preset amount, the blanking box 602 is pressed down to the top end of the fixed placement plate 615 to touch the contact switch 616, the contact switch 616 starts the electromagnet 617, the electromagnet 617 adsorbs the blanking box 602, the electromagnet 617 in the position of the sealing cover 611 is disconnected, under the action of the torsion spring 612, the sealing cover 611 is reset, so that the blanking box 602 is opened, meanwhile, the blanking box 602 is fixed on the fixed placement plate 615 by the electromagnet 617, so that a certain included angle is formed, the product is convenient to be taken out from the blanking box 602, after the product is taken out, the electromagnet 617 in the position of the fixed placement plate 615 is closed, the blanking box 602 is reset, the electromagnet 617 at the position of the sealing cover plate 611 is started at the same time, so that the blanking box 602 is sealed, the moving distance of the limiting mounting plate 607 along the adjusting threaded rod 608 is changed by rotating the adjusting limiting block 609, and the position of the fixed placing plate 615 is changed by rotating the lifting screw 614, so that the weight limit of the product in the blanking box 602 is changed, so that the bearing is changed according to different products, the control of the amount of the product is ensured, and the excessive accumulation of the product is avoided;
the first injection molding pipe 506 and the second injection molding pipe 507 are insulated and heated through the insulation cotton 508 and the electromagnetic heating coil 509, so that the situation that the materials are cooled in the injection molding process is avoided, and the influence on the quality of products is avoided.
Finally, it should be noted that: although the present invention has been described in detail with reference to the foregoing embodiments, it will be apparent to those skilled in the art that changes may be made in the embodiments and/or equivalents thereof without departing from the spirit and scope of the invention. Any modification, equivalent replacement, or improvement made within the spirit and principle of the present invention should be included in the protection scope of the present invention.
Claims (10)
1. The utility model provides an injection molding system convenient to adjust, a serial communication port, including feeding device (100) and injection molding device (200), mould the material and heat the back through feeding device (100), carry out the shaping by injection molding device (200) and make, feeding device (100) includes bottom mount (101), T type spout (102) have been seted up to bottom mount (101) top symmetry, sliding mounting board (103) have been placed on bottom mount (101) top, T type slider (104) have been welded to sliding mounting board (103) bottom correspondence T type spout (102) position department, sliding mounting board (103) top bilateral symmetry has been welded fixed limiting plate (105), the symmetrical welding has horizontal guide bar (106) between two fixed limiting plate (105), two horizontal guide bar (106) all run through arc installation piece (107) side, arc installation piece (107) top fixed mounting has injection molding storage barrel (126), a discharge pipe (108) penetrates through one end of an injection molding storage barrel (126), one end of an arc-shaped mounting block (107) is connected with a movable hydraulic cylinder (109), a fixed limiting ring (110) is welded at the side end of the discharge pipe (108), one end of the fixed limiting ring (110) is symmetrically connected with a fixed limiting column (111), the fixed limiting column (111) penetrates through a fixed mounting ring (112), a plurality of return springs (113) are welded at the end, far away from the fixed limiting ring (110), of the fixed mounting ring (112) in an equidistant mode, one end of each return spring (113) is spot-welded on the corresponding sliding limiting ring (114), fixed limiting plates (115) are fixed on two sides of the top end of a bottom fixing frame (101), a positioning hydraulic cylinder (116) penetrates through one end of each fixed limiting plate (115), one end of each positioning hydraulic cylinder (116) is connected with a radian clamping plate (117), L-shaped clamping grooves (118) are, protection spring (120) have been welded to semicircle snap ring (119) one end, protection spring (120) one end spot welding is installed in semicircle restriction ring (121), semicircle snap ring (119) correspond semicircle restriction ring (121) one end and are connected with fixed gag lever post (122), radian cardboard (117) bottom welding has L type limiting plate (123), sliding mounting board (103) bottom corresponds L type limiting plate (123) position department and has seted up spacing mouth (124), sliding mounting board (103) one end is connected with sliding hydraulic cylinder (125), it is connected with the funnel to mould plastics storage barrel (126) top.
2. The utility model provides an injection molding system convenient to adjust which characterized in that: the injection molding device (200) comprises a mounting frame (1), wherein a mounting box (2) is fixedly connected to the top end of the mounting frame (1), supporting sliding columns (3) are symmetrically and fixedly mounted at the bottom end of the inner side of the mounting box (2), supporting fixing rods (4) are symmetrically and fixedly connected to the top end of the inner side of the mounting box (2), a double-layer injection molding assembly (5) is mounted on one side of each supporting sliding column (3) and used for product molding in the injection molding process, and injection molding of products with different sizes is realized by changing the size of an internal mold core during injection molding, so that injection molding of sleeved parts can be completed in the same mold without secondary operation of personnel;
a quantitative blanking assembly (6) is installed on one side of the mounting frame (1) and used for collecting products in the injection molding process, the collecting hopper is pressed down by the weight of the products, and the blanking amount of the collecting hopper is limited under the limitation of a spring each time, so that the discharging amount is conveniently controlled, and the condition of excessive accumulation is avoided;
the cleaning assembly (7) is mounted on the inner side of the mounting box (2) and used for cleaning a mold in an injection molding process, the surface of the mold is cleaned through an air gun, and plastic or rubber impurities bonded to the surface of the mold are cleaned through a cleaning roller, so that the influence of dust, rubber, plastic and other impurities on subsequent injection molding is avoided;
a vacuum demoulding assembly (8) is installed on one side of the movable mould (503) and is used for demoulding in the injection moulding process, the condition that bubbles appear on a product in the mould in the injection moulding process is reduced by vacuumizing the cavity, and meanwhile, the product is subjected to pre-demoulding through the discharging rod during inflation, so that the condition that demoulding damage occurs due to adhesion on the inner wall of the mould during demoulding is avoided;
cooling module (9) are installed to movable mould (503) one side for the cooling of the in-process product of moulding plastics, mould plastics through the dry ice and carry out quick cooling once, and the rethread cooling liquid is moulded plastics the secondary and is cooled off, thereby when having guaranteed the shaping speed of the product of moulding plastics out, avoids fusing each other between the external member.
3. The injection molding system convenient to adjust as claimed in claim 2, wherein the double-layer injection molding assembly (5) comprises a hydraulic stress plate (501), an L-shaped installation groove (502), a movable mold (503), a fixed mold (504), an injection molding cavity (505), a first injection molding pipe (506), a second injection molding pipe (507), heat insulation cotton (508), an electromagnetic heating coil (509), an installation cavity (510), an inner mold core (511), an outer mold core (512), a lower rack (513), an upper rack (514), a connecting gear (515), a heat exchange box (516), a push rod (517), a return spring (518), a limit fixing plate (519), a mold core hydraulic cylinder (520), an injection molding hydraulic cylinder (521), a guide box (522) and a guide rod (523);
the supporting sliding column (3) side end is slidably connected with a hydraulic stress plate (501), one side of the top end of the hydraulic stress plate (501) is symmetrically provided with an L-shaped mounting groove (502), one end, close to the L-shaped mounting groove (502), of the hydraulic stress plate (501) is connected with a movable mold (503) through a connecting screw rod, one end of the movable mold (503) is embedded and clamped in the inner side of the L-shaped mounting groove (502), one side, far away from the hydraulic stress plate (501), of the supporting sliding column (3) side end is provided with a fixed mold (504), the inner side of the fixed mold (504) is provided with an injection molding cavity (505), one end of the fixed mold (504) is provided with a first injection molding pipe (506) in a penetrating manner, one end of the fixed mold (504) is provided with a second injection molding pipe (507) in a penetrating manner in a position close to the first injection molding pipe (506), and the inner side of the injection molding cavity (505) is provided, an electromagnetic heating coil (509) is embedded and clamped at the position, close to the first injection molding pipe (506) and the second injection molding pipe (507), on the outer side of the fixed die (504);
an installation cavity (510) is formed in one end of the movable mold (503), an inner mold core (511) penetrates through the middle of one end of the movable mold (503), an outer mold core (512) penetrates through one end, corresponding to the inner mold core (511), of the movable mold (503), a connecting gear (515) is arranged between the lower gear rack (513) and the upper gear rack (514) in a meshed mode and slides in the installation cavity (510), a lower gear rack (513) is welded at one end of the inner mold core (511), an upper gear rack (514) is welded at one end of the outer mold core (512), the connecting gear (515) is fixedly installed on the inner side of the installation cavity (510) through a rotating frame, heat exchange boxes (516) are symmetrically connected to two sides of one end, corresponding to the installation cavity (510), of the inner mold core (511), and a push rod (517) is welded at one end of the heat exchange box (516) located at the top of one end of the inner mold core, a reset spring (518) is sleeved on the outer side of the push rod (517), one end of the reset spring (518) is installed on one side of the heat exchange box (516) in a spot welding mode, the other end of the reset spring (518) is installed on one end of a limiting fixing plate (519) in a spot welding mode, the push rod (517) penetrates through the limiting fixing plate (519), the limiting fixing plate (519) is installed on the inner side of the installation cavity (510) in a welding mode, a mold core hydraulic cylinder (520) is placed at one end, far away from the installation cavity (510), of the push rod (517), and the mold core hydraulic cylinder (520) is embedded into one end of the hydraulic;
one end of the hydraulic stress plate (501) is connected with one end of an injection molding hydraulic cylinder (521), the middle of the top end of the fixed mold (504) is fixedly connected with a guide box (522), one end of the guide box (522) is connected with a guide rod (523) in a sliding clamping mode, and the guide rod (523) is fixedly installed in the middle of the top end of the movable mold (503).
4. The injection molding system convenient to adjust of claim 3, wherein the movable mold (503) is fixedly provided with an L-shaped mounting plate corresponding to the L-shaped mounting groove (502), the height of the inner mold core (511) is equal to that of the outer mold core (512), the hydraulic stress plate (501) and the movable mold (503) are clamped together through the fixed connection plate, the input end of the electromagnetic heating coil (509) is electrically connected with the output end of an external controller, and the input end of the external controller is electrically connected with the input end of an external power supply
5. An injection molding system convenient for adjustment according to claim 2, wherein the quantitative blanking assembly (6) comprises a fixed mounting block (601), a blanking box (602), a limit mounting block (603), a fixed connection box (604), an extension spring (605), a rotary connection box (606), a limit mounting plate (607), an adjustment threaded rod (608), an adjustment limit block (609), a hinge rod (610), a sealing cover plate (611), a torsion spring (612), a fixed support block (613), a lifting screw (614), a fixed placing plate (615), a contact switch (616) and an electromagnet (617);
the fixed mounting blocks (601) are symmetrically welded on one side of the bottom end of the mounting rack (1), a lower material box (602) is rotatably connected between the two fixed mounting blocks (601), the limiting mounting blocks (603) are welded on the bottom ends of the lower material box (602) and the mounting rack (1), one end of the limiting mounting block (603) positioned at the bottom end of the mounting rack (1) is rotatably connected with a fixed connecting box (604), an extension spring (605) is welded on the bottom end of the inner side of the fixed connecting box (604), the bottom end of the extension spring (605) is welded and mounted on the top end of the inner side of a rotary connecting box (606), the rotary connecting box (606) is rotatably connected with the limiting mounting block (603) positioned at the bottom end of the lower material box (602), a limiting mounting plate (607) is welded on one end of the fixed connecting box (604) and one end of the rotary connecting box (606), and, the side end of the adjusting threaded rod (608) is connected with an adjusting limiting block (609) through threads;
feed box (602) one end is passed through articulated rod (610) and is connected with sealed apron (611) are articulated, articulated rod (610) one end welding has torsion spring (612), torsion spring (612) one end spot welding is installed in sealed apron (611) one end, the symmetry welding of feed box (602) both ends position department has fixed supporting shoe (613) under mounting bracket (1) bottom corresponds, fixed supporting shoe (613) bottom is rotated and is connected with lifting screw (614), lifting screw (614) side is connected with fixed board (615) of placing through the screw thread, fixed board (615) top one side of placing is installed contact switch (616), feed box (602) are close to the equal embedded electromagnet (617) of one end and fixed board (615) top middle part of placing of sealed apron (611) down.
6. An adjustable injection molding system as claimed in claim 5, wherein the maximum rotation angle between the limiting block (603) and the fixed connection box (604) is 45 degrees, the maximum rotation angle of the sealing cover plate (611) is 90 degrees, and the input end of the electromagnet (617) is electrically connected to the output end of the external controller.
7. The injection molding system convenient to adjust as claimed in claim 3, wherein the cleaning assembly (7) comprises a rebound spring (701), a lifting connection block (702), a lifting air pipe (703), a cleaning air gun (704), a cleaning electric push rod (705), an L-shaped connecting frame (706), a flexible rubber cylinder (707), an air inlet pipe (708), an air collecting tank (709), an air pump (710), a pulling rope (711), a front fixed pulley (712) and a rear fixed pulley (713);
the bottom end of the supporting fixing rod (4) is welded with a rebound spring (701), the bottom end of the rebound spring (701) is installed on the top end of a lifting connecting block (702) in a spot welding mode, a lifting air conveying pipe (703) is sleeved between the two lifting connecting blocks (702), the position of the side end of the lifting air conveying pipe (703) close to a movable mould (503) and a fixed mould (504) is connected with a clean air gun (704) through an adapter, the two ends of the lifting connecting block (702) are symmetrically connected with a clean electric push rod (705), one end of the clean electric push rod (705) is sleeved with an L-shaped connecting frame (706), the side end of the L-shaped connecting frame (706) is rotatably sleeved with a flexible rubber tube (707), an air inlet pipe (708) penetrates through one end of the lifting connecting block (702), the air inlet end of the air inlet pipe (708) is installed on the top end of an air collecting tank (, lifting connection block (702) bottom fixed mounting pulls rope (711), mounting bracket (1) one end corresponds to pull rope (711) position department and rotates and is connected with preceding fixed pulley (712), mounting bracket (1) is close to the one end both sides of hydraulic stress board (501) and corresponds to pull rope (711) position department fixed mounting has back fixed pulley (713), it is connected with hydraulic stress board (501) through the connecting rod to pull rope (711) one end.
8. The injection molding system convenient to adjust as claimed in claim 7, wherein one end of the clean air gun (704) is tapered, the air pump (710) is mounted at one end of the air collecting tank (709) through a motor base, the front fixed pulley (712) is connected with the mounting rack (1) through a fixed mounting column, and an input end of the air pump (710) is electrically connected with an output end of an external controller.
9. The injection molding system convenient to adjust as claimed in claim 2, wherein the vacuum ejection assembly (8) comprises a push plate mounting hole (801), a linkage hole (802), a discharge push plate (803), a sealed gas collecting pipe (804), a sealing column (805), a linkage rope (806), a linkage fixed pulley (807), a limit spring (808), an ejection push plate (809), a compression spring (810), an ejection hydraulic cylinder (811), an air exhaust pipe (812), an in-out pipe (813) and a connection push plate (814);
the device is characterized in that push plate mounting holes (801) are formed in positions, corresponding to four corners, of one end of the movable mold (503), linkage holes (802) are formed in positions, close to the push plate mounting holes (801), of one end of the movable mold (503), discharging push plates (803) are slidably mounted on the inner sides of the push plate mounting holes (801), one ends of the discharging push plates (803) are slidably sleeved on the inner sides of the sealing gas collecting pipes (804), one ends of the sealing gas collecting pipes (804) are embedded and mounted at one ends of the movable mold (503), sealing columns (805) are slidably mounted on the inner sides of the linkage holes (802), the sealing columns (805) are connected with the discharging push plates (803) through linkage ropes (806), linkage fixed pulleys (807) are mounted on positions, corresponding to the linkage ropes (806), of one ends of the sealing columns (805) are welded with limiting springs (808), one ends of the limiting springs (808) are spot, moving mould (503) one end equidistance is run through and is had a plurality of drawing of patterns push pedal (809), drawing of patterns push pedal (809) one end welding has compression spring (810), spot welding of compression spring (810) one end is installed in moving mould (503) one end, and is a plurality of drawing of patterns push pedal (809) all are connected through connecting push pedal (814), drawing of patterns pneumatic cylinder (811) have been placed to connection push pedal (814) one end, drawing of patterns pneumatic cylinder (811) slip embedding installation and hydraulic pressure atress board (501) one end, two sealed discharge tube (804) are connected through exhaust tube (812), two exhaust tube (812) are connected through inlet and outlet pipe (813), inlet and outlet pipe (813) one end is run through and is installed in discharge tank (709) top.
10. An injection molding system convenient for adjustment according to claim 3, characterized in that the cooling assembly (9) comprises a cooling chamber (901), a heat conducting plate (902), a water inlet pipe (903), a water outlet pipe (904), a booster water pump (905), a cooling tank (906), an inlet pipe (907), a transit pipe (908), a hydraulic tank (909), an insulation box (910) and a discharge pipe (911);
the inner side of the movable mold (503) is provided with a cooling cavity (901), heat conducting plates (902) are arranged on the inner side of the cooling cavity (901) and the inner side of the heat exchange box (516) at equal intervals, a water inlet pipe (903) penetrates through one end of the movable mold (503), a water outlet pipe (904) penetrates through the position, close to the water inlet pipe (903), of one end of the movable mold (503), the water inlet end of the water inlet pipe (903) is connected with the water outlet end of a booster water pump (905), the water inlet end of the booster water pump (905) is connected with the cooling box (906) through a pipeline, an inlet pipe (907) penetrates through one end of the heat exchange box (516), the two heat exchange boxes (516) are connected through a transit pipe (908), one end of the heat exchange box (516) penetrates through a discharge pipe (911), the water inlet end of the inlet pipe (907) is connected with the water outlet end of a hydraulic tank (909), and, the hydraulic tank (909) is embedded in the heat insulation box (910), the booster water pump (905) is installed at one end of the cooling box (906) through a motor base, a limiting valve is embedded in one end of the inlet pipe (907), and the input end of the booster water pump (905) is electrically connected with the output end of an external controller.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011391280.5A CN112475258A (en) | 2020-12-02 | 2020-12-02 | Injection molding system convenient to adjust |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011391280.5A CN112475258A (en) | 2020-12-02 | 2020-12-02 | Injection molding system convenient to adjust |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112475258A true CN112475258A (en) | 2021-03-12 |
Family
ID=74939091
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011391280.5A Withdrawn CN112475258A (en) | 2020-12-02 | 2020-12-02 | Injection molding system convenient to adjust |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112475258A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115070015A (en) * | 2022-08-23 | 2022-09-20 | 宁波众鑫压铸模具有限公司 | Casting machine for manufacturing high-strength aluminum alloy parts |
| CN117261132A (en) * | 2023-08-18 | 2023-12-22 | 徐州大禹磁电有限公司 | Magnet injection molding protection magnet device |
| CN117259712A (en) * | 2023-11-22 | 2023-12-22 | 天津雄邦压铸有限公司 | Be used for automatic gearbox aluminum alloy valve body die casting device of car |
-
2020
- 2020-12-02 CN CN202011391280.5A patent/CN112475258A/en not_active Withdrawn
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115070015A (en) * | 2022-08-23 | 2022-09-20 | 宁波众鑫压铸模具有限公司 | Casting machine for manufacturing high-strength aluminum alloy parts |
| CN115070015B (en) * | 2022-08-23 | 2022-11-18 | 宁波众鑫压铸模具有限公司 | Casting machine for manufacturing high-strength aluminum alloy parts |
| CN117261132A (en) * | 2023-08-18 | 2023-12-22 | 徐州大禹磁电有限公司 | Magnet injection molding protection magnet device |
| CN117261132B (en) * | 2023-08-18 | 2024-05-07 | 徐州大禹磁电有限公司 | Magnet injection molding protection magnet device |
| CN117259712A (en) * | 2023-11-22 | 2023-12-22 | 天津雄邦压铸有限公司 | Be used for automatic gearbox aluminum alloy valve body die casting device of car |
| CN117259712B (en) * | 2023-11-22 | 2024-01-23 | 天津雄邦压铸有限公司 | Be used for automatic gearbox aluminum alloy valve body die casting device of car |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112428518A (en) | Injection mold with deformed mold core | |
| CN112475258A (en) | Injection molding system convenient to adjust | |
| CN111319195B (en) | Anti-jamming injection mold convenient to demould | |
| CN211054253U (en) | Multi-axis numerical control machining die | |
| CN114750369A (en) | Efficient injection mold | |
| CN216544669U (en) | Automatic forming die for engineering plastics | |
| WO2024109827A1 (en) | Blowing, filling and sealing mold device and forming method thereof, and continuous blowing, filling and sealing apparatus and usage method therefor | |
| CN109774102A (en) | A kind of heavy duty detergent automation plastic barrel production system based on blow molding technique | |
| CN112372953A (en) | Plate glass edge-covering injection molding device | |
| CN208375900U (en) | A kind of breakage-proof stripper apparatus of plastic mould | |
| CN206644294U (en) | One kind production key support mould | |
| CN113524522B (en) | Porous rubber spare production vulcanization mould utensil | |
| CN205631344U (en) | Plastics sucking moulding or atmospheric pressure former that can directly stereotype | |
| CN209335950U (en) | A kind of foam forming machine | |
| CN208247438U (en) | A kind of plastic packing box molding die | |
| CN207273922U (en) | One-pass molding hollow plastic pallet production equipment | |
| CN210061981U (en) | Heating device of bottle blowing machine | |
| CN215589816U (en) | Automatic demolding type injection mold with replaceable mold | |
| CN117984513B (en) | Demolding device and demolding method of injection molding mold | |
| CN216329752U (en) | One-step forming injection mold for large-size tray | |
| CN2499224Y (en) | Multilayer molding machine with automatic loading and unloading device | |
| CN219789169U (en) | Injection molding machine convenient to clearance feed inlet | |
| CN113650268B (en) | Blow molding equipment | |
| CN219279737U (en) | 3D glass hot bending machine | |
| CN218171154U (en) | Injection molding machine capable of saving electric energy |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20210312 |