CN111874750A - Intelligent wire replacing system - Google Patents
Intelligent wire replacing system Download PDFInfo
- Publication number
- CN111874750A CN111874750A CN202010810227.8A CN202010810227A CN111874750A CN 111874750 A CN111874750 A CN 111874750A CN 202010810227 A CN202010810227 A CN 202010810227A CN 111874750 A CN111874750 A CN 111874750A
- Authority
- CN
- China
- Prior art keywords
- raw material
- wire
- silk
- manipulator
- changing system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/02—Arrangements for removing spent cores or receptacles and replacing by supply packages at paying-out stations
Abstract
The invention relates to an intelligent wire changing system, which comprises a raw material wire frame, a wire feeding device, a wire changing device, a wire feeding device and a wire changing device, wherein the raw material wire frame is used for supplying wires for a wire using device and comprises a bracket and a fulcrum shaft; the conveying system comprises a conveying track arranged around the raw material wire frame and a conveying mechanism which is movably arranged on the conveying track, wherein the conveying mechanism comprises a raw material wire car, an automatic manipulator and an automatic manipulator which can load raw materials from the raw material wire car to a specified position on the raw material wire frame; and a control device configured to notify the robot arm of reaching the designated position and control the first robot arm to replace the new raw material when the raw material is about to run out. The wire replacing system for replacing workers can obviously reduce the labor intensity of the workers, avoid the risk of industrial injury, improve the production efficiency, realize intelligent production management by combining an MES system and an ERP system, and has the advantages of simple equipment structure, high reliability and operability, good universality, economy and practicability.
Description
Technical Field
The invention belongs to the field of textile machinery, and particularly relates to intelligent automatic yarn changing equipment and system.
Background
In the processing of many textiles and fiber products, a large number of threads are required, and a plurality of tows or yarns are fed in parallel into a thread-using device to form a sheet-like structure, such as warping in the textile field, or various deformation processing is performed on raw materials to form novel fibers and to form new coils, such as texturing processing. In these processes, after the spinning cake is used up, the used raw material needs to be replaced, and the process is currently completed by manual operation. At present, with the increasing perfection of filament production and processing, raw materials are larger and larger, the weight of some raw materials such as POY filaments reaches about 15kg, a worker needs to replace the raw materials of 3 texturing machines every day, each machine is 384 ingots, about more than 1000 raw materials need to be replaced, and 15kg of each raw material is needed, so that the replacement amount per day reaches more than 15 tons, the labor intensity is very high, in addition, when the raw materials are replaced, if the raw materials are easy to cause industrial injuries, the worker needs to perform joint on newly replaced packages and working packages by using a handheld joint gun after completing the carrying work, and the silk feeding work is completed. After some thread devices are used for processing, workers still need to manually take off finished products processed by the thread devices.
Disclosure of Invention
In order to solve the above technical problems, a first object of the present invention is to provide an intelligent filament changing system, which can replace workers to perform filament feeding operation, reduce labor intensity of the workers, avoid industrial injury risks, increase digitization degree, and improve production efficiency.
In order to achieve the first object of the invention, the invention adopts the following technical scheme that the intelligent wire changing system comprises:
the raw material silk frame is used for supplying silk for silk using equipment and comprises a support and a plurality of support shafts arranged on the support and used for storing raw materials, and the raw material silk frame is provided with a capacity sensor capable of sending an alarm signal when the quantity of the raw materials on each support shaft is lower than a threshold value;
a conveying system comprising a conveying track arranged around the raw material silk shelf, an automatic manipulator movably arranged on the conveying track and a raw material silk vehicle capable of loading a plurality of raw materials, wherein the automatic manipulator is configured to obtain raw materials from the raw material silk vehicle and load the raw materials into a designated position on the raw material silk shelf;
and the control device is in communication connection with the capacity sensor and the automatic manipulator, and is configured to receive the alarm signal, send out a command signal to inform the automatic manipulator to reach a specified position and control the automatic manipulator to replace the alarming support shaft with new raw materials.
In the above technical solution, it is further preferable that the conveying system further includes a finished product wire car for loading a plurality of finished products, the conveying track is provided with a docking station into which the automatic manipulator can enter, and the raw material wire car and the finished product wire car are located near the docking station.
In the above technical solution, it is further preferred that the automatic robot comprises a first robot for removing an empty tube on a fulcrum and mounting a new material on the fulcrum, and a second robot for loading a finished product from a wire-using device onto the finished wire car.
In the above technical solution, it is further preferable that the raw material wire car and the finished product wire car are respectively configured to be capable of moving along with the automatic manipulator.
In the above technical solution, it is further preferable that the command signal includes address information, and the control device further includes a plurality of sensors provided on the robot arm, and the plurality of sensors include a photoelectric sensor, a step sensor, and a visual recognition sensor.
In the above technical solution, it is further preferable that the capacitance sensor is a gravity sensor or a photoelectric photometric sensor.
In the above technical solution, it is further preferable that the intelligent wire changing system further includes a console for receiving a manual operation command, the console is in communication connection with the control device, and the control device is configured to preferentially process command information sent by the console.
In the above technical solution, it is further preferable that the robot arm is configured to be automatically moved or driven by a machine.
In the above technical solution, it is further preferable that the yarn using device is one of a texturing machine, a warping machine, an industrial yarn and a monofilament yarn collecting frame.
In the above technical solution, it is further preferable that the automatic manipulator further includes a temporary storage cart, the temporary storage cart includes a driving device and a car hopper capable of storing less than 10 raw materials, and the automatic manipulator is further configured to be capable of obtaining raw materials from the temporary storage cart.
Compared with the prior art, the invention has the following beneficial effects: the invention is an intelligent wire-changing system replacing manpower, which can obviously reduce the labor intensity of workers, avoid the risk of industrial injury, improve the production efficiency, realize intelligent production management by combining an MES system and an ERP system, and achieve the effect of product tracing by numbering raw materials and finished wire cars and collecting and integrating data.
Drawings
FIG. 1 is a schematic view of a stock creel;
FIG. 2 is a plan view of an intelligent filament changing system according to one embodiment of the present invention;
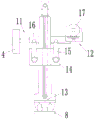
fig. 3 is a schematic structural view of the robot.
FIG. 4 is a plan view of an intelligent filament replacing system according to a second embodiment of the present invention;
wherein: 10. a raw material wire frame; 1. a support; 2. a fulcrum; 3. a capacitance sensor; 4. raw materials; 5. an automatic manipulator; 6. turning raw material wires; 7. turning finished silk; 8. a conveying track; 9. a docking station; 11. a first manipulator; 12. a second manipulator; 13. moving the base; 14. a lifting platform; 15. swinging arms; 16. a support table; 17. and (5) finishing.
Detailed Description
For the purpose of illustrating the technical content, the constructional features, the achieved objects and the effects of the invention in detail, reference will be made to the following detailed description of the embodiments in conjunction with the accompanying drawings.
The invention provides an intelligent yarn changing system, which adopts an automatic system to supply yarns for yarn using equipment, wherein the yarn using equipment can be equipment needing yarn feeding, such as a draw texturing machine, a warping machine, industrial yarns and other monofilament yarn receiving frames. According to the invention, through the improvement of the raw material wire frame and the conveying system, the manual handheld joint gun is adopted to connect the wires and the automatic wire feeding are combined, the wire feeding and discharging problems are solved with low cost and high efficiency, and the intelligent production management is realized and the help is provided for product traceability in order to reduce the labor intensity, avoid the risk of industrial injury and improve the production efficiency.
As shown in fig. 1, an intelligent filament changing system includes:
the stock creel 10 comprises a frame 1 and several spindles 2 for stock 4 (cakes), in a row of stock, two or 4 spindles in a group, one cake working and the rest on standby. In this embodiment, the support shaft 2 is rotatably attached to the stand 1 and has an operating position and a standby position for facilitating the replacement of the raw material. The tail end of the silk thread of the working spinning cake is connected with the front end of the silk thread of the standby spinning cake to ensure smooth production, and after one spinning cake is used up, a new spinning cake needs to be replaced, and the process is called spinning. When the raw material wire is in the working position during unwinding, the support shaft 2 swings outwards to extend or rotate, so that an empty bobbin is easily grabbed and a new raw material cake is replaced; after the cake splicing is completed, the spindle 2 is also able to rotate the cake being unwound into the working position. In figure 1, 4 groups of spinning cakes are hung, the height is about 2 meters, and the spinning cakes can be further heightened to increase the working positions.
The stock reel support shaft 2 is provided with a cake capacity sensor 3 for judging whether or not the stock is used up, and when the stock capacity sensor detects that the stock is completely unwound, it gives a command signal to notify the robot arm 5 of the arrival at the stock changing position. The replaced raw materials are replaced through the first automatic manipulator after reaching the designated position, and the manual handheld joint gun completes wiring. The material capacity sensor can adopt a gravity sensor, is preferably arranged at a material hanging position on each support shaft 2, and alarms through a spinning cake weight threshold value. The raw material capacity sensor can also adopt a photoelectric photo sensor, is preferably arranged on the fulcrum shaft 2 or the bracket 1 and is positioned below the raw material hanging position, and the alarm is realized by testing whether the raw materials are remained on the spinning cakes through light.
A conveying system, fig. 2 is a plan layout view of a first embodiment of the invention, and as can be seen from the figure, the conveying system comprises conveying rails 8 arranged on two sides of the raw material filament rack 10 in parallel and a robot arm 5 movably arranged on the conveying rails 8, and the robot arm 5 can move back and forth along the conveying rails 8 in parallel with the raw material filament rack 10 and can reach a designated place in time when filament replacement is needed. When performing the workshop layout, it is ensured that the conveying tracks are located on both sides or around the stock creel 10.
The conveying system further comprises a finished wire car 7 for loading a plurality of finished products 17 and a raw wire car 6 for loading a plurality of raw materials, wherein a docking wharf 9 into which the automatic manipulator 5 can enter is arranged on the conveying rail 8, the raw wire car 6 and the finished wire car 7 are positioned near the docking wharf, and the docking wharf 9 is positioned at one end of the conveying rail 8. After entering the docking station 9, the robot 5 can pick the raw material 4 from the raw-material-wire car and can also transfer the picked finished product 17 into the finished-product-wire car 7.
Referring to fig. 3, the robot 5 comprises a first robot 11 for removing the empty tube on the spindle 2 and mounting a new stock 4 on the spindle 2 and a second robot 12 for loading the finished product 17 from the threading device onto said finished wire car 7. The automatic manipulator 5 is arranged on the conveying track 8 in a sliding or rolling way through a moving base 13, and the moving power can be from a battery or can be from manual pushing. The movable base 13 is provided with a lifting platform 14 capable of lifting, the first mechanical arm 11 and the second mechanical arm 12 can realize height change through the lifting platform 14, and meanwhile, the first mechanical arm 11 and the second mechanical arm 12 can stretch in the direction perpendicular to the conveying track 8 and grab or place the raw material 4 or the finished product 17. In this example, the second robot 12 of the robot 5 for feeding the finished product 17 can be adjusted to be increased or decreased depending on whether or not there is any thread-using facility on both sides of the conveying rail 8, and if there is no thread-using facility on both sides of the conveying rail 8, the second robot 12 can be reduced and only the first robot 11 for replacing the raw material can be left.
The intelligent wire changing system further comprises a control device, wherein the control device is configured to receive an alarm signal sent by the capacity sensor 3, the alarm signal is provided with unique coded information or address information, the control device further comprises an addressing sensor arranged on the automatic manipulator 5, and the automatic manipulator can finish addressing and positioning according to the signal sent by the capacity sensor 3. The control device sends out a command signal to inform the automatic manipulator 5 of reaching the specified position, the command signal comprises the address information, and the control device also controls the automatic manipulator 5 to replace the support shaft with new raw material. The control device further comprises a plurality of sensors arranged on the automatic manipulator, and the sensors comprise step sensors for controlling the heights of the first manipulator and the second manipulator, photoelectric sensors arranged on the first manipulator and the second manipulator and visual recognition sensors.
In the preferred embodiment of the invention, the conveying track 8 is arranged between the silk using equipment and the raw silk frame 10 in parallel, and the automatic manipulator 5 can move back and forth along the conveying track 8 between the raw silk frame 10 and the silk using equipment in parallel, and can reach a designated place in time when silk needs to be changed.
Referring to fig. 4, in the second embodiment of the present invention, the conveying rail 8 may be arranged around the raw material filament rack and the filament using device as an endless rail communicating with each other according to the site accommodation capacity, the robot 5 may continuously circulate on the endless conveying rail 8, and a docking bay 9 may be provided at a side of a port of the conveying rail extending between the raw material filament rack 10 and the filament using device. By adopting the annular conveying rails 8, the plurality of annular conveying rails are interconnected, the automatic manipulator 5 can run around each raw material wire frame, and thus, only a small number of automatic manipulators are installed, so that the cost can be greatly reduced, and meanwhile, the annular conveying rails 8 which are mutually communicated can also enable the automatic manipulator 5 to continuously move around different raw material wire frames 10 and wire using equipment to work, so that the manipulator efficiency is improved, and the problem of production delay caused by the fault of the automatic manipulator 5 is reduced.
In the preferred embodiment of the invention, the raw wire cars 6 and the finished wire cars 7 are arranged near the docking station 9, and the positioning of the wire cars is completed when the robot 5 is driven into the docking station at a given position, where the robot takes in raw material 4 or places finished products 17.
In other embodiments, the robotic manipulator 5 may also be provided with a small temporary storage cart comprising a drive and a hopper capable of storing less than 10 materials, the first manipulator being also designed to be able to take out materials from said hopper and load them. Because the temporary storage vehicle moves along with the automatic manipulator 5, the transportation and wire changing efficiency can be improved, and the moving distance of the automatic manipulator can be reduced. Meanwhile, the bottom of the temporary storage vehicle can also carry power, such as a storage battery, a driving motor and the like.
The system of the invention is provided with two modes for taking off the empty pipe, the first mode is that the operation is completed by an automatic manipulator which runs on the track, the operation position of the automatic manipulator corresponds to the position of the empty pipe extending out of the raw material wire frame, and the automatic manipulator can accurately run to the position of the extending out of the empty pipe. The automatic manipulator runs to the tube replacement position, the first manipulator 11 pulls out the empty tube at the position given by the signal and puts the empty tube at the empty tube collecting position of the raw material wire car 6. The second way can also be to remove the empty tube manually. Under the mode that automatic manipulator snatched the air traffic control, first manipulator had two functions, firstly taken off the air traffic control and put into raw materials silk car with the air traffic control in the middle of, secondly will need the raw materials of production and processing from raw materials silk car dress assigned position on the raw materials silk frame, raw materials on the silk car is propped to first manipulator, according to the height (generally have four layers) that the air traffic control signal given, first manipulator pushes away the raw materials to empty department.
When finished product wires are processed by the wire processing equipment, a signal is sent, the second mechanical arm moves to the area of the designated position to clamp the finished product, and a plurality of finished product wires can be fed at one time.
The invention has the advantages that the automatic manipulator is used for lifting the top and the bottom which are the most difficult to operate, the mechanical operation is used for completing the fine operation, and the manual operation is used for holding the joint gun to complete the joint operation.
The above embodiments are merely illustrative of the technical ideas and features of the present invention, and the purpose thereof is to enable those skilled in the art to understand the contents of the present invention and implement the present invention, and not to limit the protection scope of the present invention. All equivalent changes or modifications made according to the spirit of the present invention should be covered within the protection scope of the present invention.
Claims (10)
1. An intelligent wire changing system, comprising:
the raw material silk frame is used for supplying silk for silk using equipment and comprises a support and a plurality of support shafts arranged on the support and used for storing raw materials, and the raw material silk frame is provided with a capacity sensor capable of sending an alarm signal when the quantity of the raw materials on each support shaft is lower than a threshold value;
a conveying system comprising a conveying track arranged around the raw material silk shelf, an automatic manipulator movably arranged on the conveying track and a raw material silk vehicle capable of loading a plurality of raw materials, wherein the automatic manipulator is configured to obtain raw materials from the raw material silk vehicle and load the raw materials into a designated position on the raw material silk shelf;
and the control device is in communication connection with the capacity sensor and the automatic manipulator, and is configured to receive the alarm signal, send out a command signal to inform the automatic manipulator to reach a specified position and control the automatic manipulator to replace the alarming support shaft with new raw materials.
2. The intelligent wire changing system of claim 1, wherein: the conveying system further comprises a finished product wire car for loading a plurality of finished products, a connection wharf for the automatic manipulator to drive in is arranged on the conveying track, and the raw material wire car and the finished product wire car are located near the connection wharf.
3. The intelligent wire changing system of claim 2, wherein: the robotic manipulators include a first manipulator for removing an empty tube from a spindle and installing new feedstock onto the spindle and a second manipulator for loading a finished product from a wire handling apparatus onto the finished wire car.
4. The intelligent wire changing system of claim 2, wherein: the raw wire car and the finished wire car are each configured to move with the robotic arm.
5. The intelligent wire changing system of claim 1, wherein: the command signal contains address information, the control device further comprises a plurality of sensors arranged on the automatic manipulator, and the plurality of sensors comprise photoelectric sensors, stepping sensors and visual identification sensors.
6. The intelligent wire changing system of claim 1, wherein: the capacity sensor is a gravity sensor or a photoelectric photometric sensor.
7. The intelligent wire changing system of claim 1, wherein: the system also comprises a console for receiving manual operation instructions, wherein the console is in communication connection with the control device, and the control device is configured to preferentially process instruction information sent by the console.
8. The intelligent wire changing system of claim 1, wherein: the robotic manipulator is configured to be moved or driven automatically by the machine.
9. The intelligent wire changing system of claim 1, wherein: the silk using equipment is one of a texturing machine, a warping machine, an industrial silk and a single silk collecting frame.
10. The intelligent wire changing system of claim 1, wherein: the robotic arm also has a temporary storage cart thereon, the temporary storage cart including a drive and a hopper capable of storing less than 10 materials, the robotic arm further configured to retrieve materials from the temporary storage cart.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010810227.8A CN111874750A (en) | 2020-08-13 | 2020-08-13 | Intelligent wire replacing system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010810227.8A CN111874750A (en) | 2020-08-13 | 2020-08-13 | Intelligent wire replacing system |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111874750A true CN111874750A (en) | 2020-11-03 |
Family
ID=73203660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010810227.8A Pending CN111874750A (en) | 2020-08-13 | 2020-08-13 | Intelligent wire replacing system |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111874750A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113307100A (en) * | 2021-07-07 | 2021-08-27 | 四川玄武岩纤维新材料研究院(创新中心) | Unmanned intelligent yarn changing system and automatic yarn changing method |
-
2020
- 2020-08-13 CN CN202010810227.8A patent/CN111874750A/en active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113307100A (en) * | 2021-07-07 | 2021-08-27 | 四川玄武岩纤维新材料研究院(创新中心) | Unmanned intelligent yarn changing system and automatic yarn changing method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110331483B (en) | Full-flow intelligent spinning production line | |
| CN111996627B (en) | Automatic yarn feeding system for twisting machine | |
| CN207810399U (en) | Cache library, buffer storage, sorting wire and tiered warehouse facility | |
| CN101850920B (en) | Yarn feeding device for automatic winder | |
| CN111748881A (en) | Intelligent yarn feeding system and control method | |
| US4583358A (en) | Roving-bobbin feeder for spinning machine | |
| CN112193699A (en) | Automatic spinning cake conveying system and control method thereof | |
| CN213357850U (en) | Automatic yarn feeding device | |
| CN212476995U (en) | Automatic yarn feeding creel | |
| CN111874750A (en) | Intelligent wire replacing system | |
| CN210765681U (en) | Warping machine and yarn feeding and discharging system thereof | |
| EP0276569B1 (en) | A method and apparatus for transporting articles | |
| CN212292351U (en) | Intelligent wire replacing system | |
| JP7143411B2 (en) | Melt spinning equipment | |
| CN116449832A (en) | Intelligent application of industrial robot in textile factory | |
| JPH0214028A (en) | Bobbin handling system | |
| CN114150406B (en) | Creel suitable for automatic yarn feeding | |
| JPS61215725A (en) | Method for exchanging roving bobbin between roving and spinning machines | |
| JPS58169527A (en) | Fine spinning frame equipped with bobbin creel | |
| JPH03505719A (en) | Methods and apparatus for transporting reels or reel-like cargo in the textile industry | |
| CN213863867U (en) | Automatic spinning cake conveying system | |
| CN210854766U (en) | Deformable material receiving platform movable mechanical arm yarn feeding device based on vision | |
| US5575142A (en) | Method of automatically servicing winding apparatus in multi-station textile machines | |
| CN212223191U (en) | Yarn feeding system of twisting machine | |
| CN114875543B (en) | Intelligent production system of warping mill |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |