CN111571357B - Processing equipment for nickel-plated copper strip - Google Patents
Processing equipment for nickel-plated copper strip Download PDFInfo
- Publication number
- CN111571357B CN111571357B CN202010461171.XA CN202010461171A CN111571357B CN 111571357 B CN111571357 B CN 111571357B CN 202010461171 A CN202010461171 A CN 202010461171A CN 111571357 B CN111571357 B CN 111571357B
- Authority
- CN
- China
- Prior art keywords
- seat
- nickel
- shaping
- plated copper
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/04—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of metal, e.g. skate blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0076—Other grinding machines or devices grinding machines comprising two or more grinding tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/04—Headstocks; Working-spindles; Features relating thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/10—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces
- B24B47/12—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces by mechanical gearing or electric power
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/22—Equipment for exact control of the position of the grinding tool or work at the start of the grinding operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/06—Dust extraction equipment on grinding or polishing machines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
The invention provides a processing device for a nickel-plated copper strip, which comprises the following components: the device comprises a fixing mechanism, a thickness forming mechanism, a width shaping mechanism, a burr removing mechanism, three dust removing mechanisms, a winding mechanism and a workbench. The fixing mechanism, the thickness forming mechanism, the width shaping mechanism, the burr removing mechanism and the winding mechanism are sequentially arranged on the workbench. One dust removing mechanism is positioned between the fixing mechanism and the thickness forming mechanism, the other dust removing mechanism is positioned between the width shaping mechanism and the burr removing mechanism, and the other dust removing mechanism is positioned between the burr removing mechanism and the rolling mechanism. The processing equipment for the nickel-plated copper strip realizes secondary processing operation of the nickel-plated copper strip, and is convenient for a user to process and manufacture the nickel-plated copper strip with uniform thickness, consistent width and smooth and burr-free edge at low cost and high efficiency.
Description
Technical Field
The invention relates to the technical field of nickel-plated copper strip processing equipment, in particular to processing equipment for a nickel-plated copper strip.
Background
The nickel-plated copper strip is an important component of a new energy battery, is not only a carrier of a battery active substance, but also a conductive framework of an electrode, and plays roles in intensively conducting electrons and uniformly distributing current. The nickel-plated copper strip has good electronic conductivity and corrosion resistance, low price and stable performance, is suitable for large-scale continuous production, and is the most widely applied current collecting material in battery production. Nickel-plated copper tape is commonly manufactured as battery tabs, electrical connectors, lead frames, relay spring tabs, switch contact tabs, etc., and has been widely used in various industries.
Some inexpensive bundles of nickel-plated copper strips are available on the market, and the thicknesses of the parts of the nickel-plated copper strips are not completely consistent after the nickel-plated copper strips are unfolded. Secondly, the edges of the nickel-plated copper belts are provided with burrs, so that workers are easily scratched. In addition, the width of such nickel-plated copper tape is not uniform. If the nickel-plated copper strip raw material is used for processing, the quality of a finished product is poor.
However, the processing enterprise reprocesses such nickel-plated copper strips to produce nickel-plated copper strips having uniform thickness, consistent width, and smooth, burr-free edges. Thus, compared with purchasing high-quality bundled nickel-plated copper strips, the method has great profit margin. However, the reprocessing operation of the nickel-plated copper strip is difficult to develop, the production cost is high, and the processing efficiency is low.
Disclosure of Invention
Therefore, it is necessary to provide a processing device for a nickel-plated copper strip aiming at the technical problems of high difficulty in removing burrs at the edge of the nickel-plated copper strip and difficulty in secondary shaping of the width and the thickness.
A processing equipment for nickel-plated copper strips comprises: the device comprises a fixing mechanism, a thickness forming mechanism, a width shaping mechanism, a burr removing mechanism, three dust removing mechanisms, a winding mechanism and a workbench. The fixing mechanism, the thickness forming mechanism, the width shaping mechanism, the burr removing mechanism and the winding mechanism are sequentially arranged on the workbench. One dust removal mechanism is located between the fixing mechanism and the thickness forming mechanism, the other dust removal mechanism is located between the width shaping mechanism and the burr removal mechanism, the other dust removal mechanism is located between the burr removal mechanism and the winding mechanism, and the three dust removal mechanisms are all arranged on the workbench. The thickness forming mechanism comprises a bottom layer pressing roller assembly and a top layer pressing roller assembly. The bottom layer compression roller assembly comprises a first supporting seat, a first compression roller and a second supporting seat. One end of the first press roller is rotatably connected with the first supporting seat, and the other end of the first press roller is rotatably connected with the second supporting seat. The top layer compression roller assembly comprises a first fixing seat, a second compression roller and a second fixing seat. One end of the second pressing roller is rotatably connected with the first fixing seat, and the other end of the second pressing roller is rotatably connected with the second fixing seat. The first supporting seat is arranged on the workbench and connected with the first fixing seat, and the second supporting seat is arranged on the workbench and connected with the second fixing seat. The first pressing roller and the second pressing roller are parallel and arranged at intervals. The width shaping mechanism comprises two shaping assemblies, and the two shaping assemblies are arranged oppositely. The shaping assembly comprises a mounting seat, a shaping motor and a shaping grinding wheel, the mounting seat is arranged on the workbench and connected with the shaping motor, and the shaping motor is in driving connection with the shaping grinding wheel. One shaping grinding wheel and the other shaping grinding wheel are arranged oppositely and at intervals, the end face of one shaping grinding wheel and the end face of the other shaping grinding wheel are provided with preset included angles, and the end face of the shaping grinding wheel faces towards the thickness forming mechanism. The burr removing mechanism comprises two grinding assemblies which are oppositely arranged. The polishing assembly comprises a first bearing seat, a second bearing seat, a first rotating motor, a second rotating motor and a lifting cylinder. The first bearing seat is arranged on the workbench and connected with the first rotating motor, a first polishing wheel is arranged at the end part of a driving shaft of the first rotating motor, the second rotating motor is connected with the second bearing seat, and a second polishing wheel is arranged at the end part of the driving shaft of the second rotating motor. The second bears the seat and is located the top of first bearing the seat, the lift cylinder with first bearing the seat and being connected, the actuating lever of lift cylinder with the second bears a seat drive and is connected. The first grinding wheel and the second grinding wheel are arranged at intervals.
In one embodiment, the mounting seat is provided with a mounting cavity, the shaping motor is accommodated in the mounting cavity and connected with the mounting seat, and the shaping grinding wheel is exposed out of the mounting cavity.
In one embodiment, an indicator light is arranged on the side wall of the mounting seat, and the indicator light is electrically connected with the shaping motor. The indicator light is used for reflecting the working state of the shaping motor.
In one embodiment, the thickness forming mechanism further comprises an adjusting assembly. The first sliding rod is partially inserted into the first sliding groove, and the first sliding rod is connected with the first supporting seat in a sliding mode along the depth direction of the first sliding groove. The second sliding rod is partially inserted into the second sliding groove, and the second sliding rod is connected with the second supporting seat in a sliding mode along the depth direction of the second sliding groove. The adjusting assembly comprises an adjusting piece and an elastic piece. The first fixing seat is provided with a rotating hole, and the adjusting piece is contained in the rotating hole and is rotatably connected with the first fixing seat. The first supporting seat is provided with an adjusting groove, and the adjusting part is inserted into the adjusting groove and is in threaded connection with the first supporting seat. The elastic piece is contained in the adjusting groove, one end of the elastic piece is connected with the end part of the adjusting piece, and the other end of the elastic piece is inserted in the adjusting groove and connected with the first supporting seat.
In one embodiment, the deburring mechanism further comprises a moving assembly, and the moving assembly comprises a strip-shaped slide carriage and two fixing members. The bar slide has seted up the bar spout, the first bottom that bears the weight of the seat is provided with the slider, the slider insert in the bar spout and with bar slide sliding connection. The lateral wall of bar slide has seted up the bar fixed slot, the bar fixed slot with bar spout intercommunication, the constant head tank has been seted up to the lateral wall of slider, each the mounting inserts in the bar fixed slot, one in the constant head tank and respectively with the bar slide and one first seat connection that bears.
In one embodiment, the first bearing seat is provided with a first mounting groove, and the first rotating electrical machine is accommodated in the first mounting groove and connected with the first bearing seat.
In one embodiment, the second bearing seat is provided with a second mounting groove, and the second rotating electrical machine is accommodated in the second mounting groove and connected with the second bearing seat.
In one embodiment, the first bearing seat is provided with an accommodating groove, and the lifting cylinder is accommodated in the accommodating groove and connected with the first bearing seat.
In one embodiment, the top end surface of the first bearing seat is provided with a stop block.
In one embodiment, the end of the stop block is provided with a cushion pad.
According to the processing equipment for the nickel-plated copper strip, the bundle of the nickel-plated copper strip to be processed is fixed through the fixing mechanism, and the nickel-plated copper strip is stretched and rolled through the rolling mechanism. In the process of stretching the nickel-plated copper strip, the nickel-plated copper strip is rolled by the thickness forming mechanism so as to realize secondary forming operation of the thickness of the nickel-plated copper strip. And the unfolded nickel-plated copper strip passes through the space between the first pressing roller and the second pressing roller and is uniformly rolled, so that the thickness of each part of the nickel-plated copper strip is uniform. The two sides of the nickel-plated copper strip are polished through the width reshaping mechanism, so that the width of the nickel-plated copper strip is limited, and the width consistency of the bundled nickel-plated copper strip is guaranteed. And under the driving action of the shaping motor, the shaping grinding wheel rotates at a high speed to grind off the excessive parts on the two sides of the nickel-plated copper strip. The two side edges of the nickel-plated copper strip are polished by the burr removing mechanism, one side edge of the unfolded nickel-plated copper strip is polished by a polishing assembly, and the other side edge of the unfolded nickel-plated copper strip is polished by the other polishing assembly. And arranging the edge of the nickel-plated copper strip between the first polishing wheel and the second polishing wheel, and polishing the edge of the nickel-plated copper strip through the first polishing wheel and the second polishing wheel so as to remove burrs. The distance between the first polishing wheel and the second polishing wheel is controlled through the lifting cylinder so as to control the polishing degree. Dust on the surface of the nickel-plated copper strip is wiped through the three dust removing mechanisms, so that the influence on the processing quality is avoided. The processing equipment for the nickel-plated copper strip realizes secondary processing operation of the nickel-plated copper strip, and is convenient for a user to process and manufacture the nickel-plated copper strip with uniform thickness, consistent width and smooth and burr-free edge at low cost and high efficiency.
Drawings
FIG. 1 is a schematic structural view of a processing apparatus for nickel-plated copper strip in one embodiment;
FIG. 2 is a schematic structural diagram of a thickness forming mechanism of the processing equipment for the nickel-plated copper strip in one embodiment;
FIG. 3 is another schematic structural diagram of a thickness forming mechanism of the processing equipment for the nickel-plated copper strip in one embodiment;
FIG. 4 is a schematic view of a portion of the structure of a processing apparatus for nickel-plated copper belts in one embodiment;
FIG. 5 is a schematic structural view of a burr removal mechanism of a processing apparatus for nickel-plated copper belts in one embodiment;
FIG. 6 is another schematic structural view of a deburring mechanism of the apparatus for processing nickel-plated copper belts in one embodiment;
FIG. 7 is a schematic perspective view of a deburring mechanism for use in an apparatus for processing nickel-plated copper strip in one embodiment;
FIG. 8 is a schematic structural diagram of a dust removing mechanism of the processing equipment for the nickel-plated copper strip in one embodiment;
FIG. 9 is a schematic perspective view of the dust removal mechanism of the processing apparatus for nickel-plated copper strip in one embodiment;
FIG. 10 is a schematic view of a part of the structure of a dust removing mechanism of the processing equipment for the nickel-plated copper strip in one embodiment;
FIG. 11 is another schematic structural diagram of a part of the dust removing mechanism of the processing equipment for the nickel-plated copper strip in one embodiment.
Detailed Description
In order to make the aforementioned objects, features and advantages of the present invention comprehensible, embodiments accompanied with figures are described in detail below. In the following description, numerous specific details are set forth in order to provide a thorough understanding of the present invention. This invention may, however, be embodied in many different forms and should not be construed as limited to the embodiments set forth herein.
Referring to fig. 1 to 11 together, the present invention provides a processing apparatus 10 for a nickel-plated copper strip, wherein the processing apparatus 10 for a nickel-plated copper strip comprises: the device comprises a fixing mechanism 100, a thickness forming mechanism 200, a width shaping mechanism 300, a burr removing mechanism 400, three dust removing mechanisms 500, a winding mechanism 600 and a workbench 700. The fixing mechanism 100, the thickness forming mechanism 200, the width shaping mechanism 300, the burr removing mechanism 400, and the winding mechanism 600 are sequentially disposed on the table 700. One dust removing mechanism 500 is located between the fixing mechanism 100 and the thickness forming mechanism 200, the other dust removing mechanism 500 is located between the width shaping mechanism 300 and the burr removing mechanism 400, the other dust removing mechanism 500 is located between the burr removing mechanism 400 and the winding mechanism 600, and all three dust removing mechanisms 500 are arranged on the workbench 700. The thickness forming mechanism 200 includes a bottom nip roll assembly 210 and a top nip roll assembly 220. The bottom nip roller assembly 210 includes a first support base 211, a first nip roller 212, and a second support base 213. One end of the first pressing roller 212 is rotatably connected to the first supporting seat 211, and the other end of the first pressing roller 212 is rotatably connected to the second supporting seat 213. The top press roll assembly 220 includes a first fixing seat 221, a second press roll 222 and a second fixing seat 223. One end of the second pressing roller 222 is rotatably connected to the first fixing base 221, and the other end of the second pressing roller 222 is rotatably connected to the second fixing base 223. The first supporting seat 211 is disposed on the worktable 700 and connected to the first fixing seat 221, and the second supporting seat 213 is disposed on the worktable 700 and connected to the second fixing seat 223. The first press roller 212 is disposed parallel to and spaced apart from the second press roller 222. The width profiling mechanism 300 includes two profiling assemblies 310, the two profiling assemblies 310 being oppositely disposed. The shaping assembly 310 includes a mounting seat 311, a shaping motor 312 and a shaping grinding wheel 313, the mounting seat 311 is disposed on the worktable 700 and connected with the shaping motor 312, and the shaping motor 312 is in driving connection with the shaping grinding wheel 313. One truing wheel 313 is opposite to and spaced apart from the other truing wheel 313, the end surface of one truing wheel 313 and the end surface of the other truing wheel 313 form a predetermined included angle, and the end surface of the truing wheel 313 is inclined toward the thickness forming mechanism 200. Burr removal mechanism 400 includes two grinding assemblies 410, with two grinding assemblies 410 being disposed opposite each other. The polishing assembly 410 includes a first carrying base 411, a second carrying base 412, a first rotating motor 413, a second rotating motor 414 and a lifting cylinder 415. The first bearing seat 411 is disposed on the worktable 700 and connected to the first rotating electrical machine 413, the first polishing wheel 413a is disposed at the end of the driving shaft of the first rotating electrical machine 413, the second rotating electrical machine 414 is connected to the second bearing seat 412, and the second polishing wheel 414a is disposed at the end of the driving shaft of the second rotating electrical machine 414. The second bearing seat 412 is located at the top of the first bearing seat 411, the lifting cylinder 415 is connected with the first bearing seat 411, and the driving rod of the lifting cylinder 415 is in driving connection with the second bearing seat 412. The first grinding wheel 413a and the second grinding wheel 414a are disposed at an interval.
The processing equipment 10 for the nickel-plated copper strip fixes the bundle of nickel-plated copper strips 800 to be processed through the fixing mechanism 100, stretches the nickel-plated copper strips 800 through the rolling mechanism 600, and executes the rolling operation. In the process of stretching the nickel-plated copper strip 800, the nickel-plated copper strip 800 is rolled by the thickness forming mechanism 200, so that secondary forming operation of the thickness of the nickel-plated copper strip 800 is realized. The unrolled nickel-plated copper strip 800 is passed between the first pressing roller 212 and the second pressing roller 222 and is uniformly rolled, so that the thickness of each part of the nickel-plated copper strip 800 is uniform. The two sides of the nickel-plated copper belt 800 are polished by the width reshaping mechanism 300, so that the width of the nickel-plated copper belt 800 is limited, and the width of the bundled nickel-plated copper belt 800 is ensured to be consistent. Under the driving action of the shaping motor 312, the shaping grinding wheel 313 rotates at a high speed to grind off the excess parts on both sides of the nickel-plated copper strip 800. The two side edges of the nickel-plated copper strip 800 are polished by the burr removal mechanism 400, one polishing assembly 410 polishes one side edge of the unfolded nickel-plated copper strip 800, and the other polishing assembly 410 polishes the other side edge of the unfolded nickel-plated copper strip 800. The edge of the nickel-plated copper strip 800 is disposed between the first grinding wheel 413a and the second grinding wheel 414a, and the edge of the nickel-plated copper strip 800 is ground by the first grinding wheel 413a and the second grinding wheel 414a to remove burrs. The distance between the first grinding wheel 413a and the second grinding wheel 414a is controlled by the lifting cylinder 415 to control the grinding degree. Dust on the surface of the nickel-plated copper strip 800 is wiped through the three dust removing mechanisms 500, so that the influence on the processing quality is avoided. The processing equipment 10 for the nickel-plated copper strip realizes secondary processing operation on the nickel-plated copper strip 800, and is convenient for a user to process the nickel-plated copper strip 800 with uniform thickness, consistent width and smooth and burr-free edge at low cost and high efficiency.
The fixture 100 is used to support a bundle of nickel-plated copper tape 800 to be processed. In this embodiment, the fixing mechanism 100 includes a copper tape fixing frame 110 and a copper tape fixing roller 120, the copper tape fixing frame 110 is installed on the worktable 700, and the copper tape fixing roller 120 is connected to the copper tape fixing frame 110. The winding mechanism 600 is used for pulling the nickel-plated copper strip 800 arranged on the fixing mechanism 100 to unfold the nickel-plated copper strip 800 and complete the winding operation. The winding mechanism 600 is a mature product in the market, and the specific structure and principle thereof can participate in the prior art, which is not further described herein. In the winding process of pulling the nickel-plated copper strip 800 by the winding mechanism 600, the thickness forming mechanism 200, the width shaping mechanism 300, the burr removing mechanism 400 and the three dust removing mechanisms 500 respectively perform processing on the nickel-plated copper strip 800.
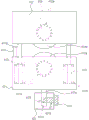
The thickness forming mechanism 200 is used for rolling the nickel-plated copper strip 800 so that the thickness of each part of the nickel-plated copper strip 800 is uniform. The bottom roller assembly 210 is used to press one side of the nickel-plated copper strip 800 and the top roller assembly 220 is used to press one side of the nickel-plated copper strip 800. Under the combined action of the bottom roller assembly 210 and the top roller assembly 220, the thickness of the nickel-plated copper strip 800 is changed by rolling, and the nickel-plated copper strip 800 with uniform thickness is changed.
The first supporting seat 211 and the second supporting seat 213 are used together for supporting the first pressing roller 212, and the first pressing roller 212 is used for abutting against the bottom surface of the nickel-plated copper strip 800 so as to realize the rolling action. In order to improve the rotational stability of the first pressing roller 212, in one embodiment, a first rotating groove 211a is formed in a sidewall of the first supporting seat 211, a second rotating groove 213a is formed in a sidewall of the second supporting seat 213, one end of the first pressing roller 212 is inserted into the first rotating groove 211a to be rotatably connected to the first supporting seat 211, and the other end of the first pressing roller 212 is inserted into the second rotating groove 213a to be rotatably connected to the second supporting seat 213. The first rotating groove 211a and the second rotating groove 213a limit the first pressure roller 212, and define a rolling position of the first pressure roller 212. As the nickel-plated copper tape 800 is pulled by the external driving mechanism, the first pressing roller 212 rotates around its central axis to roll and roll the nickel-plated copper tape 800. The nickel-plated copper strip 800 is rolled into shape again in thickness under the combined action of the second roller 222. In this way, the rotational stability of the first pressure roller 212 is improved.
The first fixing seat 221 and the second fixing seat 223 are used together for supporting the second pressing roller 222, and the second pressing roller 222 is used for abutting against the top surface of the nickel-plated copper strip 800 so as to realize the rolling action. In order to improve the rotational stability of the second pressing roller 222, in one embodiment, a third rotating groove 221a is formed in a sidewall of the first fixing seat 221, a fourth rotating groove 223a is formed in a sidewall of the second fixing seat 223, one end of the second pressing roller 222 is inserted into the third rotating groove 221a to be rotatably connected with the first fixing seat 221, and the other end of the second pressing roller 222 is inserted into the fourth rotating groove 223a to be rotatably connected with the second fixing seat 223. The third rotating groove 221a and the fourth rotating groove 223a limit the second pressure roller 222, and define a rolling position of the second pressure roller 222. As the nickel-plated copper tape 800 is pulled by the external driving mechanism, the second pressing roller 222 rotates around its central axis to roll and roll the nickel-plated copper tape 800. The nickel-plated copper strip 800 is rolled into shape again in thickness under the combined action of the first roller 212. In this way, the rotational stability of the second pressure roller 222 is improved.
To facilitate user adjustment of the thickness of the nickel-plated copper strip 800, in one embodiment, the thickness forming mechanism 200 further includes an adjustment assembly 230. The first fixing seat 221 is provided with a first sliding rod 221b, the first supporting seat 211 is provided with a first sliding slot 211b, the first sliding rod 221b is partially inserted into the first sliding slot 211b, and the first sliding rod 221b is slidably connected with the first supporting seat 211 along the depth direction of the first sliding slot 211 b. The second fixed seat 223 is provided with a second sliding rod 223b, the second supporting seat 213 is provided with a second sliding slot 213b, the second sliding rod 223b is partially inserted into the second sliding slot 213b, and the second sliding rod 223b is slidably connected with the second supporting seat 213 along the depth direction of the second sliding slot 213 b. The adjusting assembly 230 includes an adjusting member 231 and an elastic member 232. The first fixing seat 221 is formed with a rotation hole 221c, and the adjusting member 231 is received in the rotation hole 221c and rotatably connected to the first fixing seat 221. The first supporting seat 211 is provided with an adjusting groove 211c, and the adjusting member 231 is partially inserted into the adjusting groove 211c and is in threaded connection with the first supporting seat 211. The elastic member 232 is received in the adjustment groove 211c, one end of the elastic member 232 is connected to the end of the adjustment member 231, and the other end of the elastic member 232 is inserted into the adjustment groove 211c and connected to the first support seat 211.
The first sliding rod 221b is used for achieving a sliding connection relationship between the first fixing seat 221 and the first supporting seat 211, and the opening of the first sliding groove 211b defines a moving direction of the first fixing seat 221, so that the first sliding rod 221b slides in a depth direction of the first sliding groove 211 b. That is, the first fixing seat 221 can only move close to or away from the first supporting seat 211. Similarly, the second sliding rod 223b is used for realizing a sliding connection relationship between the second fixing seat 223 and the second supporting seat 213, and the opening of the second sliding groove 213b defines a moving direction of the second fixing seat 223, so that the second sliding rod 223b slides in a depth direction of the second sliding groove 213 b. That is, the second fixing base 223 can only move closer to or farther from the second supporting base 213. In this way, the second pressing roller 222 is only moved closer to or away from the first pressing roller 212, thereby facilitating the user to control the thickness of the rolled nickel-plated copper strip 800.
In order to improve the motion stability of the second pressing roller 222, in one embodiment, a plurality of second sliding bars 223b are disposed, and a plurality of second sliding grooves 213b are formed, and each second sliding bar 223b is inserted into one second sliding groove 213b and slidably connected to the second supporting seat 213. Thus, the limiting effect on the movement of each second sliding rod 223b is improved through the plurality of second sliding grooves 213b, so that the sliding of the second sliding rods 223b in the depth direction of the second sliding grooves 213b is more stable. It can be understood that the process of the second sliding bar 223b continuously inserting into the second sliding slot 213b or pulling out from the second sliding slot 213b is more stable, that is, the process of the second fixed seat 223 moving closer to or away from the second supporting seat 213 is stable, and the process of the second pressing roller 222 moving closer to or away from the first pressing roller 212 is stable. In this way, the stability of the movement of the second pressing roller 222 is improved.
The adjustment assembly 230 is used to adjust the spacing between the first and second pressure rollers 212, 222 and to support the top pressure roller assembly 220 to maintain the relative stability of the spacing between the first and second pressure rollers 212, 222. The adjusting member 231 is used as an adjusting part, and a user can adjust the distance between the first pressing roller 212 and the second pressing roller 222 by screwing the adjusting member 231, that is, adjust the thickness of the nickel-plated copper strip 800 formed by rolling. Through the threaded connection relationship between the adjusting member 231 and the first supporting seat 211, specifically, the first supporting seat 211 has a threaded groove formed in the side wall of the adjusting groove 211c, and the side wall of the adjusting member 231 adjacent to the end of the adjusting groove 211c is provided with a threaded ridge, and the threaded groove is matched with the threaded ridge. As the adjusting member 231 rotates in the rotating hole 221c, the adjusting member 231 moves toward the bottom of the adjusting groove 211c, thereby pulling the first fixing seat 221 to move toward the first supporting seat 211. The first pressing roller 212 is smoothly moved close to the second pressing roller 222 through the sliding insertion relationship between the first sliding bar 221b and the first sliding groove 211b and the sliding insertion relationship between the second sliding bar 223b and the second sliding groove 213b, so that the rolling thickness of the nickel-plated copper strip 800 is adjusted. When the adjusting member 231 stops rotating, the adjusting member 231 cannot be inserted into the adjusting groove 211c continuously due to the threaded connection between the adjusting member 231 and the first supporting seat 211, so that the distance between the first pressing roller 212 and the second pressing roller 222 is ensured, the relative position between the first pressing roller 212 and the second pressing roller 222 is fixed, and the working stability of the thickness forming mechanism 200 is ensured.
The elastic member 232 serves to enhance the screwing stability of the adjusting member 231 in the adjusting groove 211c, and ensure the stability of the relative position between the first pressing roller 212 and the second pressing roller 222. Through the elastic potential energy of the elastic member 232, the elastic member 232 generates an elastic pushing force to the adjusting member 231, so that the screw engagement between the adjusting member 231 and the first supporting seat 211 at the adjusting groove 211c is firmer and more stable.
The width sizing mechanism 300 is used to limit the width of the nickel-plated copper strip 800 to ensure that the width of the processed nickel-plated copper strip 800 is consistent. Under the driving action of the shaping motor 312, the shaping grinding wheel 313 rotates at a high speed to grind off the excess parts on both sides of the nickel-plated copper strip 800. The narrowest distance between the two profile grinding wheels 313, i.e., the width of the finished nickel-plated copper strip 800. In order to facilitate the installation of the shaping motor 312, in one embodiment, the mounting seat 311 is opened with a mounting cavity 314, the shaping motor 312 is received in the mounting cavity 314 and connected with the mounting seat 311, and the shaping grinding wheel 313 is exposed out of the mounting cavity 314. In this way, the shaping motor 312 is easily and stably mounted on the mounting seat 311, and the structural compactness of the width shaping mechanism 300 is improved. In order to facilitate the user to observe the operation of the shaping motor 312, in one embodiment, an indicator light 315 is disposed on a sidewall of the mounting base 311, and the indicator light 315 is electrically connected to the shaping motor 312. The indicator light 315 is used to reflect the operating status of the shaping motor 312. Thus, the operation of the shaping motor 312 can be known by the indicator light 315. When the indicator light 315 is on, the shaping motor 312 is operated. When the indicator light 315 is off, the shaping motor 312 stalls. In this manner, the indicating performance of the width profiling mechanism 300 is improved.
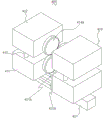
The deburring mechanism 400 is used to deburr both side edges of the nickel-plated copper strip 800. By arranging the edge of the nickel-plated copper strip 800 between the first grinding wheel 413a and the second grinding wheel 414a, the first rotating motor 413 drives the first grinding wheel 413a to rotate, and the second rotating motor 414 drives the second grinding wheel 414a to rotate, so that the first grinding wheel 413a and the second grinding wheel 414a grind the edge of the nickel-plated copper strip 800 to remove burrs. The first bearing seat 411 is used for bearing the first rotating electrical machine 413. In one embodiment, the first carrying seat 411 has a first mounting slot 411a, and the first rotating electrical machine 413 is received in the first mounting slot 411a and connected to the first carrying seat 411. The first bearing seat 411 is provided with a first mounting groove 411a to accommodate the first rotating electrical machine 413, and the first mounting groove 411a plays a role in mounting and fixing the first rotating electrical machine 413. The first rotating motor 413 is used to deburr the edges of the nickel-plated copper strip 800 by providing a first grinding wheel 413 a. The first polishing wheel 413a is driven by the first rotating motor 413 to rotate at a high speed, and polishes burrs at one side edge of the bottom of the nickel-plated copper tape 800. The second bearing seat 412 is used for bearing the second rotating electric machine 414. In one embodiment, the second bearing seat 412 defines a second mounting groove 412a, and the second rotating electrical machine 414 is received in the second mounting groove 412a and connected to the second bearing seat 412. The second bearing seat 412 is provided with a second mounting groove 412a to accommodate the second rotating electrical machine 414, and the second mounting groove 412a plays a role in mounting and fixing the second rotating electrical machine 414. Second rotary motor 414 removes burrs at the edges of nickel-plated copper strip 800 by providing a second grinding wheel 414 a. The second polishing wheel 414a is driven by the second rotating motor 414 to rotate at a high speed, and polishes the burr at the top side edge of the nickel-plated copper tape 800. Thus, after being polished by the two first polishing wheels 413a and the two second polishing wheels 414a, the edge of the nickel-plated copper strip 800 is smooth and burr-free, so that equipment and workers are prevented from being damaged by the nickel-plated copper strip 800, and enterprises can conveniently reprocess the nickel-plated copper strip 800 after the burr removal operation, and products such as battery connecting sheets, electronic connectors, lead frames, relay spring pieces, switch contact pieces and the like can be manufactured.
The lifting cylinder 415 is used for controlling the distance between the first polishing wheel 413a and the second polishing wheel 414a to control the polishing degree. In one embodiment, the first carrying base 411 has a receiving slot 411b, and the lifting cylinder 415 is received in the receiving slot 411b and connected to the first carrying base 411. The first receiving base 411 is provided with a receiving groove 411b to receive the elevating cylinder 415, and the receiving groove 411b plays a role of receiving and fixing the elevating cylinder 415. The extension and contraction of the driving rod of the lifting cylinder 415 controls the second bearing seat 412 to move close to or away from the first bearing seat 411, that is, controls the distance between the first polishing wheel 413a and the second polishing wheel 414 a. Therefore, the user can conveniently adjust the polishing degree according to the nickel-plated copper strips 800 with different thicknesses, and the application range is widened.
In order to protect the first polishing wheel 413a and the second polishing wheel 414a from collision. In one embodiment, the top end surface of the first bearing seat 411 is provided with a stop block 411 c. In the present embodiment, the stop block 411c has a cylindrical structure. When the lifting cylinder 415 drives the second bearing seat 412 to move close to the first bearing seat 411, the first bearing seat 411 will finally abut against the stop block 411c, and at this time, a gap is formed between the first polishing wheel 413a and the second polishing wheel 414 a. That is, when the lifting cylinder 415 drives the second bearing seat 412 to move to the limit toward the first bearing seat 411, the first bearing seat 411 abuts against the stop block 411 c. At this time, the first grinding wheel 413a and the second grinding wheel 414a do not collide with each other and do not contact each other. In this way, the structural safety of the first grinding wheel 413a and the second grinding wheel 414a is ensured, and the working stability and safety of the burr removing mechanism 400 are ensured. Further, in order to protect the stopper 411c, in one embodiment, a cushion 411d is provided at an end of the stopper 411 c. In this embodiment, the buffer pad 411d is a silicone pad. The buffer pads 411d play a role of buffering and protection, and reduce the direct impact force of the second bearing seat 412 on the stop block 411 c. Thus, the stop block 411c is protected, the service life of the stop block 411c is prolonged, and the structural stability of the burr removing mechanism 400 is improved.
To increase the applicability, in one embodiment, burr removal mechanism 400 further includes a moving assembly 420, and moving assembly 420 includes a bar-shaped slide 421 and two fixing members 422. The bar slide 421 is connected to the table 700. The bar slide 421 has a bar sliding slot 421a, the bottom of the first bearing seat 411 is provided with a sliding block 411e, and the sliding block 411e is inserted into the bar sliding slot 421a and slidably connected to the bar slide 421. A bar-shaped fixing slot 421b is formed in a side wall of the bar-shaped sliding seat 421, the bar-shaped fixing slot 421b is communicated with the bar-shaped sliding slot 421a, a positioning slot 411f is formed in a side wall of the sliding block 411e, and each fixing member 422 is inserted into the bar-shaped fixing slot 421b and the positioning slot 411f and is connected with the bar-shaped sliding seat 421 and the first bearing seat 411 respectively.
The sliding blocks 411e are inserted into the strip-shaped sliding grooves 421a, so that the sliding connection relationship between the two first bearing seats 411 and the strip-shaped sliding seat 421 is realized, and the relative distance between the two polishing assemblies 410 is adjusted to adapt to the nickel-plated copper strips 800 with different widths. The first bearing seat 411 and the bar-shaped sliding seat 421 are fixedly connected through the fixing member 422, so that the working stability is guaranteed.
The moving assembly 420 is used to adjust the relative distance of the two grinding assemblies 410 to accommodate nickel-plated copper belts 800 of different widths. The bar-shaped sliding base 421 is used for bearing two first bearing seats 411. The bar-shaped sliding seat 421 is provided with a sliding slot to be adapted to the sliding block at the bottom of the first bearing seat 411, so that the sliding connection relationship between the two first bearing seats 411 and the bar-shaped sliding seat 421 is realized. Thus, by pushing the first bearing seat 411, the first bearing seat 411 slides along the sliding slot, so that the distance between the two first grinding wheels 413a and the distance between the two second grinding wheels 414a can be adjusted. Therefore, the user can conveniently remove burrs from the nickel-plated copper strips 800 with different widths, and the application range of the deburring mechanism 400 is widened.
The fixing member 422 serves to fix the position of the first carrier block 411 to define a relative distance between the two sanding assemblies 410. The fixing member 422 fixedly connects the first bearing seat 411 and the bar slider 421 by being inserted into the bar fixing groove 421b and the positioning groove 411f, thereby securing the operation stability of the burr removing mechanism 400. In one embodiment, the first fixing member 422 is a bolt. Further, in the present embodiment, each fixing member 422 is screwed to a slide block and abuts against the bar-shaped slide seat 421. That is to say, the fixing member 422 is in a screw connection relationship with the sliding block 411e and in an abutting relationship with the bar-shaped sliding seat 421, so that the sliding block 411e is fixed in the bar-shaped sliding groove 411a, and the position of the first bearing seat 411 is fixed. Thus, the two first load-bearing seats 411 cannot slide in the bar-shaped sliding slot 411 a. Thus, the relative position relationship between the first bearing seat 411 and the bar-shaped sliding seat 421 is limited, and the working stability of the burr removing mechanism 400 is guaranteed.
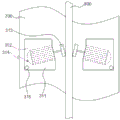
The dust removal mechanism 500 is used for wiping dust on the surface of the nickel-plated copper strip 800, and the influence on the processing quality is avoided. The dust removing mechanism 500 is used for removing the dust on the surface of the nickel-plated copper strip 800 from the fixing mechanism 100, so as to avoid influencing the processing operation of the thickness forming mechanism 200 on the nickel-plated copper strip 800. The other dust removing mechanism 500 is used for removing the dust on the surface of the nickel-plated copper strip 800 from the width shaping mechanism 300, so as to avoid influencing the processing operation of the burr removing mechanism 400 on the nickel-plated copper strip 800. The dust removing mechanism 500 is used for removing the dust on the surface of the nickel-plated copper strip 800 from the burr removing mechanism 400, so as to avoid influencing the rolling operation.
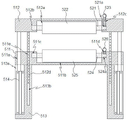
In one embodiment, the dust removing mechanism 500 includes a frame assembly 510 and a dust removing assembly 520. The frame assembly 510 is connected with the dust removing assembly 520. The frame assembly 510 includes a pressure plate 511, a pressure applying plate 512, two supporting seats 513 and two driving cylinders 514. Two ends of the bearing plate 511 are respectively connected with the two supporting seats 513, the supporting seats 513 are provided with installation grooves 513a, two ends of the bearing plate 511 are respectively provided with communication holes 511a, each communication hole 511a is communicated with one installation groove 513a, each driving cylinder 514 is accommodated in one installation groove 513a and is connected with one supporting seat 513, and a driving rod of each driving cylinder 514 passes through one communication hole 511 a. The pressing plate 512 and the pressure-bearing plate 511 are parallel and spaced, and both ends of the pressing plate 512 are connected to the driving rods of the two driving cylinders 514, respectively. The dust removing assembly 520 includes a first rotating rod 521, a first dust removing cotton cylinder 522, a first fixing member 523, a second rotating rod 524, a second dust removing cotton cylinder 525 and a second fixing member 526. One surface of the pressing plate 512 facing the pressure-bearing plate 511 is provided with a first receiving groove 512a, and the pressing plate 512 is provided with first rolling grooves 512b on two end groove walls of the first receiving groove 512 a. Both ends of the first rotating rod 521 are inserted into the two first rolling grooves 512b, respectively, and are rotatably connected to the pressing plate 512. The first dust-removing cotton cylinder 522 is sleeved on the first rotating rod 521 and partially exposed out of the first accommodating groove 512 a. The side wall of the pressing plate 512 is provided with a first fixing hole 512c, the first fixing hole 512c is communicated with a first rolling groove 512b, one end of the first rotating rod 521 is provided with a plurality of first fixing grooves 521a, the first fixing grooves 521a are uniformly distributed around the outer side wall of the first rotating rod 521, and the first fixing piece 523 is inserted into the first fixing hole 512c and the first fixing groove 521a and is respectively connected with the pressing plate 512 and the first rotating rod 521. One surface of the pressure bearing plate 511 facing the pressure applying plate 512 is provided with a second receiving groove 511b, and the two end groove walls of the second receiving groove 511b of the pressure bearing plate 511 are respectively provided with a second rolling groove 511 c. Both ends of the second rotating rod 524 are inserted into the two second rolling grooves 511c, respectively, and are rotatably connected to the pressure bearing plate 511. The second dust-removing cotton cylinder 525 is sleeved on the second rotating rod 524 and partially exposed out of the second receiving groove 511 b. The side wall of the pressure-bearing plate 511 is provided with a second fixing hole 511d, the second fixing hole 511d is communicated with a second rolling groove 511c, one end of the second rotating rod 524 is provided with a plurality of second fixing grooves 524a, the second fixing grooves 524a are uniformly distributed around the outer side wall of the second rotating rod 524, and the second fixing member 526 is inserted into the second fixing hole 511d and the second fixing groove 524a and is respectively connected with the pressure-bearing plate 511 and the second rotating rod 524.
In the dust removing mechanism 500, the nickel-plated copper strip 800 is placed between the pressure bearing plate 511 and the pressing plate 512, so that the two side surfaces of the nickel-plated copper strip 800 are respectively abutted to the first dust removing cotton cylinder 522 and the second dust removing cotton cylinder 525. The first dust removal cotton cylinder 522 and the second dust removal cotton cylinder 525 perform dust removal operation on the two side surfaces of the nickel-plated copper strip 800. The first fixing member 523 limits the rotation of the first rotating rod 521, so as to fix the first dust removing cotton cylinder 522 and prevent the first dust removing cotton cylinder 522 from rotating. The second rotating rod 524 is restricted from rotating by the second fixing member 526, so that the second dust removing cotton cylinder 525 is fixed and the second dust removing cotton cylinder 525 is prevented from rotating. The first rotating rod 521 and the first rotating rod 521 can be rotated by taking down the first fixing piece 523 and the second fixing piece 526, so that the first dust removal cotton cylinder 522 and the second dust removal cotton cylinder 525 rotate, partial side surfaces of the first dust removal cotton cylinder 522 and the second dust removal cotton cylinder 525, which are respectively abutted against the nickel-plated copper strip 800, are replaced, the effect of removing dust on the surface of the nickel-plated copper strip 800 is further improved, and the purpose of avoiding frequent replacement and cleaning of the first dust removal cotton cylinder 522 and the second dust removal cotton cylinder 525 is achieved. This dust removal mechanism 500 has realized cleaing away the work to nickel plating copper strips 800 surface dust, has strengthened the clearance effect, has promoted the implementation convenience to the dust removal operation.
The frame assembly 510 serves as a main frame, and supports and mounts the dust removing assembly 520, and is used for driving and performing dust removing actions. The pressure bearing plate 511 is used for installing one part of the dust removing assembly 520, the pressure applying plate 512 is used for installing the other part of the dust removing assembly 520, and the nickel-plated copper strip 800 is arranged between the pressure applying plate 512 and the pressure bearing plate 511. The supporting base 513 supports the pressure bearing plate 511. The driving air cylinder 514 is used for driving the pressing plate 512 to move close to or away from the pressure bearing plate 511, so that the dust removing assembly 520 can perform dust removing operation on the nickel-plated copper strip 800. Specifically, the supporting base 513 is provided with a mounting groove 513a to accommodate the driving cylinder 514, a driving rod of the driving cylinder 514 penetrates the pressure plate 511 through the communication hole 511a, and an end of the driving rod of the driving cylinder 514 is connected to the pressing plate 512, so as to control the movement of the pressing plate 512.
In order to improve the stability and stability of the driving cylinder 514 for controlling the movement of the pressing plate 512, in one embodiment, two ends of the pressing plate 512 are respectively provided with a sliding rod 512d, two ends of the bearing plate 511 are respectively provided with a sliding hole 511e, an end surface of the supporting base 513 is provided with a sliding slot 513b, each sliding hole 511e is communicated with a sliding slot 513b, and each sliding rod 512d is inserted into one sliding hole 511e and one sliding slot 513b and is respectively connected with the bearing plate 511 and one supporting base 513 in a sliding manner. The sliding grooves 513b and the sliding holes 511e limit the sliding rods 512d, so that the sliding rods 512d can only slide in the depth direction of the sliding grooves 513b, and the movement stability of the pressing plate 512 is guaranteed. Thus, the movement of the pressing plate 512 toward or away from the pressure bearing plate 511 is more smooth during the movement of the pressing plate 512 controlled by the driving cylinder 514. Thus, the working stability of the dust removing mechanism 500 is ensured.
The dust removal assembly 520 removes dust from the surfaces of both sides of the nickel-plated copper strip 800. The first dust removal cotton cylinder 522 and the second dust removal cotton cylinder 525 are respectively abutted against two sides of the nickel-plated copper strip 800, and along with the pulling of the nickel-plated copper strip 800, the first dust removal cotton cylinder 522 and the second dust removal cotton cylinder 525 perform dust removal operation on two side surfaces of the nickel-plated copper strip 800. In one embodiment, the first dust removal cotton cylinder 522 and the second dust removal cotton cylinder 525 are all fiber cotton cloth pieces, so that dust can be wiped off conveniently. The first fixing member 523 limits the rotation of the first rotating rod 521, so as to fix the first dust removing cotton cylinder 522 and prevent the first dust removing cotton cylinder 522 from rotating. The second rotating rod 524 is restricted from rotating by the second fixing member 526, so that the second dust removing cotton cylinder 525 is fixed and the second dust removing cotton cylinder 525 is prevented from rotating. The first rotating rod 521 and the first rotating rod 521 can be rotated by taking down the first fixing piece 523 and the second fixing piece 526, so that the first dust removal cotton cylinder 522 and the second dust removal cotton cylinder 525 rotate, partial side surfaces of the first dust removal cotton cylinder 522 and the second dust removal cotton cylinder 525, which are respectively abutted against the nickel-plated copper strip 800, are replaced, the effect of removing dust on the surface of the nickel-plated copper strip 800 is further improved, and the purpose of avoiding frequent replacement and cleaning of the first dust removal cotton cylinder 522 and the second dust removal cotton cylinder 525 is achieved. That is, after the dust removing operation is performed for a period of time, the abutting surfaces of the first dust removing cotton cylinder 522 and the second dust removing cotton cylinder 525 and the nickel-plated copper strip 800 are changed by rotating the first rotating rod 521 and the second rotating rod 524, so as to ensure the effectiveness of dust removal on the nickel-plated copper strip 800.
In order to facilitate the first fixing member 523 to fix the first rotating rod 521, in one embodiment, the first fixing member 523 is a cylinder structure. The first fixing member 523 is respectively fitted to the first fixing hole 512c and the first fixing groove 521a, and the first fixing member 523 is inserted into the first fixing hole 512c and the first fixing groove 521a and is respectively connected to the pressing plate 512 and the first rotating rod 521, thereby limiting the rotation of the first rotating rod 521. In order to facilitate the user to lift the first fixing member 523, in one embodiment, the first fixing member 523 is provided with a first handle 523 a. Further, in this embodiment, the first handle is a circular ring structure. In this way, the user is facilitated to lift the first fixing member 523. Thus, the convenience of taking the first fixing member 523 is improved.
To facilitate the second fixing member 526 to fix the second rotating rod 524, in one embodiment, the second fixing member 526 has a cylindrical structure. The second fixing member 526 is respectively fitted into the second fixing hole 511d and the second fixing groove 524a, and the second fixing member 526 is inserted into the second fixing hole 511d and the second fixing groove 524a and is respectively connected to the pressure plate 511 and the second rotating lever 524, thereby restricting the rotation of the second rotating lever 524. To facilitate the user's handling of the second retaining member 526, in one embodiment, the second retaining member 526 is provided with a second handle 526 a. Further, in this embodiment, the second handle 526a has a circular ring-shaped structure. In this way, the user is facilitated to carry the second securing member 526. Thus, the convenience of taking the second fixing member 526 is improved.
In order to facilitate the user to remove the first rotating lever 521, the first dust removing cotton cylinder 522 is replaced. In one embodiment, the first rotating lever 521 includes a first left drum 531, a first right drum 532, and a first spring member 533. The first left drum 531 is provided with a first accommodating groove 531a, the first right drum 532 is partially inserted in the first accommodating groove 531a and slidably connected to the first left drum 531, the first spring 533 is accommodated in the first accommodating groove 531a, one end of the first spring 533 is connected to the first left drum 531, and the other end of the first spring 533 is connected to the second left drum 541. The first left rotating drum 531 is partially inserted into a first rolling groove 512b and is rotatably connected with the pressing plate 512, the first right rotating drum 532 is partially inserted into another first rolling groove 512b and is rotatably connected with the pressing plate 512, the first dust removing cotton cylinders 522 are respectively sleeved on the first left rotating drum 531 and the first right rotating drum 532, and each first fixing groove 521a is opened at the end of the first right rotating drum 532. Thus, the first left barrel 531 and the first right barrel 532 are pressed close to each other, so that the first spring member 533 is compressed, thereby facilitating the first left barrel 531 to disengage from one first rolling groove 512b, and the first right barrel 532 to disengage from the other first rolling groove 512b, so as to take out the first rotating lever 521 from the first accommodation groove 512 a. The user is facilitated to replace the first dust removal cotton cylinder 522 wound on the first left rotating cylinder 531 and the first right rotating cylinder 532. Thus, the replacement convenience of the first dust removal cotton cylinder 522 is improved, and the maintainability of the dust removal mechanism 500 is improved.
The second rotating lever 524 is removed for the convenience of the user to replace the second dust removing cotton cylinder 525. In one embodiment, the second rotating lever 524 includes a second left barrel 541, a second right barrel 542, and a second spring member 543. The second left rotary drum 541 has been seted up the second and has been accommodated the groove 541a, the second right rotary drum 542 part insert locate the second accommodate the groove 541a and with the second left rotary drum 541 sliding connection, the second spring piece 543 is accommodated in the second accommodate the groove 541a, the one end and the second left rotary drum 541 of second spring piece 543 are connected, the other end and the second left rotary drum 541 of second spring piece 543 are connected. The second left rotating tube 541 is partially inserted into a second rolling groove 511c and is rotatably connected with the pressure-bearing plate 511, the second right rotating tube 542 is partially inserted into another second rolling groove 511c and is rotatably connected with the pressure-bearing plate 511, the second dust-removing cotton tubes 525 are respectively sleeved on the second left rotating tube 541 and the second right rotating tube 542, and each second fixing groove 524a is opened at the end of the second right rotating tube 542. Thus, the second left barrel 541 and the second right barrel 542 are pressed close to each other, so that the second spring member 543 is compressed, thereby facilitating the second left barrel 541 to disengage from one second rolling groove 511c, and the first right barrel 532 to disengage from the other second rolling groove 511c, to take out the second rotating lever 524 from the second receiving groove 511 b. The user can conveniently replace the second dust removal cotton cylinder 525 which is wound on the second left rotating cylinder 541 and the second right rotating cylinder 542. Thus, the replacement convenience of the second dust removal cotton cylinder 525 is improved, and the maintainability of the dust removal mechanism 500 is further improved.
The workbench 700 is used for supporting the fixing mechanism 100, the thickness forming mechanism 200, the width shaping mechanism 300, the burr removing mechanism 400, the three dust removing mechanisms 500 and the winding mechanism 600, and the working stability is guaranteed.
The technical features of the embodiments described above may be arbitrarily combined, and for the sake of brevity, all possible combinations of the technical features in the embodiments described above are not described, but should be considered as being within the scope of the present specification as long as there is no contradiction between the combinations of the technical features.
The above-mentioned embodiments only express several embodiments of the present invention, and the description thereof is more specific and detailed, but not construed as limiting the scope of the invention. It should be noted that, for a person skilled in the art, several variations and modifications can be made without departing from the inventive concept, which falls within the scope of the present invention. Therefore, the protection scope of the present patent shall be subject to the appended claims.
Claims (9)
1. The utility model provides a processing equipment for nickel plating copper strips which characterized in that includes: the device comprises a fixing mechanism, a thickness forming mechanism, a width shaping mechanism, a burr removing mechanism, three dust removing mechanisms, a winding mechanism and a workbench;
the fixing mechanism, the thickness forming mechanism, the width shaping mechanism, the burr removing mechanism and the winding mechanism are sequentially arranged on the workbench; one dust removing mechanism is positioned between the fixing mechanism and the thickness forming mechanism, the other dust removing mechanism is positioned between the width shaping mechanism and the burr removing mechanism, the other dust removing mechanism is positioned between the burr removing mechanism and the rolling mechanism, and the three dust removing mechanisms are all arranged on the workbench;
the thickness forming mechanism comprises a bottom layer compression roller assembly and a top layer compression roller assembly; the bottom layer compression roller assembly comprises a first supporting seat, a first compression roller and a second supporting seat; one end of the first press roller is rotatably connected with the first supporting seat, and the other end of the first press roller is rotatably connected with the second supporting seat; the top layer compression roller assembly comprises a first fixed seat, a second compression roller and a second fixed seat; one end of the second pressing roller is rotatably connected with the first fixed seat, and the other end of the second pressing roller is rotatably connected with the second fixed seat; the first supporting seat is arranged on the workbench and connected with the first fixed seat, and the second supporting seat is arranged on the workbench and connected with the second fixed seat; the first pressing roller and the second pressing roller are parallel and arranged at intervals;
the width shaping mechanism comprises two shaping components which are oppositely arranged; the shaping assembly comprises a mounting seat, a shaping motor and a shaping grinding wheel, the mounting seat is arranged on the workbench and connected with the shaping motor, and the shaping motor is in driving connection with the shaping grinding wheel; the shaping grinding wheel and the other shaping grinding wheel are arranged oppositely and at intervals, the end face of one shaping grinding wheel and the end face of the other shaping grinding wheel form a preset included angle, and the end face of the shaping grinding wheel inclines towards the thickness forming mechanism;
the burr removing mechanism comprises two grinding assemblies which are oppositely arranged; the polishing assembly comprises a first bearing seat, a second bearing seat, a first rotating motor, a second rotating motor and a lifting cylinder; the first bearing seat is arranged on the workbench and connected with the first rotating motor, a first polishing wheel is arranged at the end part of a driving shaft of the first rotating motor, the second rotating motor is connected with the second bearing seat, and a second polishing wheel is arranged at the end part of the driving shaft of the second rotating motor; the second bearing seat is positioned at the top of the first bearing seat, the lifting cylinder is connected with the first bearing seat, and a driving rod of the lifting cylinder is in driving connection with the second bearing seat; the first grinding wheel and the second grinding wheel are arranged at intervals;
the thickness forming mechanism further comprises an adjusting assembly; the first fixed seat is provided with a first sliding rod, the first supporting seat is provided with a first sliding groove, the first sliding rod is partially inserted into the first sliding groove, and the first sliding rod is connected with the first supporting seat in a sliding mode along the depth direction of the first sliding groove; the second fixed seat is provided with a second sliding rod, the second supporting seat is provided with a second sliding groove, the second sliding rod is partially inserted into the second sliding groove, and the second sliding rod is connected with the second supporting seat in a sliding mode along the depth direction of the second sliding groove;
the adjusting component comprises an adjusting piece and an elastic piece; the first fixing seat is provided with a rotating hole, and the adjusting piece is accommodated in the rotating hole and is rotationally connected with the first fixing seat; the first support seat is provided with an adjusting groove, and the adjusting part is inserted into the adjusting groove and is in threaded connection with the first support seat; the elastic piece is contained in the adjusting groove, one end of the elastic piece is connected with the end part of the adjusting piece, and the other end of the elastic piece is inserted in the adjusting groove and connected with the first supporting seat.
2. The apparatus of claim 1, wherein the mounting base defines a mounting cavity, the shaping motor is received in the mounting cavity and connected to the mounting base, and the shaping wheel is exposed to the mounting cavity.
3. The processing equipment for nickel-plated copper strips according to claim 1, wherein an indicator lamp is arranged on the side wall of the mounting seat and is electrically connected with the shaping motor; the indicator light is used for reflecting the working state of the shaping motor.
4. The apparatus of claim 1, wherein said burr removal mechanism further comprises a moving assembly, said moving assembly comprising a bar slide and two fixtures; the bar-shaped sliding seat is provided with a bar-shaped sliding groove, the bottom of the first bearing seat is provided with a sliding block, and the sliding block is inserted into the bar-shaped sliding groove and is in sliding connection with the bar-shaped sliding seat; the lateral wall of bar slide has seted up the bar fixed slot, the bar fixed slot with bar spout intercommunication, the constant head tank has been seted up to the lateral wall of slider, each the mounting inserts in the bar fixed slot, one in the constant head tank and respectively with the bar slide and one first seat connection that bears.
5. The apparatus of claim 1, wherein the first bearing seat defines a first mounting groove, and the first rotating electrical machine is received in the first mounting groove and connected to the first bearing seat.
6. The apparatus of claim 1, wherein the second bearing seat defines a second mounting groove, and the second rotating electrical machine is received in the second mounting groove and connected to the second bearing seat.
7. The apparatus of claim 1, wherein the first carrier has a receiving slot, and the lifting cylinder is received in the receiving slot and connected to the first carrier.
8. The apparatus of claim 1, wherein the top end surface of the first carrier is provided with a stop block.
9. The apparatus of claim 8 wherein said stop block is provided with a bumper pad at the end thereof.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010461171.XA CN111571357B (en) | 2020-05-27 | 2020-05-27 | Processing equipment for nickel-plated copper strip |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010461171.XA CN111571357B (en) | 2020-05-27 | 2020-05-27 | Processing equipment for nickel-plated copper strip |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111571357A CN111571357A (en) | 2020-08-25 |
| CN111571357B true CN111571357B (en) | 2021-05-14 |
Family
ID=72117934
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010461171.XA Active CN111571357B (en) | 2020-05-27 | 2020-05-27 | Processing equipment for nickel-plated copper strip |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111571357B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112496934B (en) * | 2020-11-30 | 2021-11-09 | 江西同心铜业有限公司 | Can handle winding edging integration smart machine of T3 copper strips avris burr |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006102780A (en) * | 2004-10-06 | 2006-04-20 | Kobe Steel Ltd | Metal strip coiling method |
| CN101322976A (en) * | 2008-06-30 | 2008-12-17 | 常熟市双华电子有限公司 | 4-roller cold rolling mill |
| CN102412029A (en) * | 2011-12-28 | 2012-04-11 | 浙江天杰实业有限公司 | Processing process of semi-steel cable outer conductor |
| CN206632792U (en) * | 2017-03-22 | 2017-11-14 | 江阴海美金属新材料有限公司 | Steel plate edge sander |
| CN207372880U (en) * | 2017-11-06 | 2018-05-18 | 天津市津联浩泰铜业有限公司 | Transformer copper strip burr remover |
| CN207431921U (en) * | 2017-11-16 | 2018-06-01 | 天津轩泽金属制品有限公司 | A kind of copper strips edge deburring equipment |
| CN209349988U (en) * | 2018-11-05 | 2019-09-06 | 新余市碧水新材料有限公司 | A kind of steel plate burr remover |
| CN110303399A (en) * | 2019-07-06 | 2019-10-08 | 王永迪 | A kind of copper strips processing unit (plant) |
| CN210560790U (en) * | 2019-07-15 | 2020-05-19 | 湖北大帆金属制品有限公司 | Strip steel acid extruding device |
-
2020
- 2020-05-27 CN CN202010461171.XA patent/CN111571357B/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006102780A (en) * | 2004-10-06 | 2006-04-20 | Kobe Steel Ltd | Metal strip coiling method |
| CN101322976A (en) * | 2008-06-30 | 2008-12-17 | 常熟市双华电子有限公司 | 4-roller cold rolling mill |
| CN102412029A (en) * | 2011-12-28 | 2012-04-11 | 浙江天杰实业有限公司 | Processing process of semi-steel cable outer conductor |
| CN206632792U (en) * | 2017-03-22 | 2017-11-14 | 江阴海美金属新材料有限公司 | Steel plate edge sander |
| CN207372880U (en) * | 2017-11-06 | 2018-05-18 | 天津市津联浩泰铜业有限公司 | Transformer copper strip burr remover |
| CN207431921U (en) * | 2017-11-16 | 2018-06-01 | 天津轩泽金属制品有限公司 | A kind of copper strips edge deburring equipment |
| CN209349988U (en) * | 2018-11-05 | 2019-09-06 | 新余市碧水新材料有限公司 | A kind of steel plate burr remover |
| CN110303399A (en) * | 2019-07-06 | 2019-10-08 | 王永迪 | A kind of copper strips processing unit (plant) |
| CN210560790U (en) * | 2019-07-15 | 2020-05-19 | 湖北大帆金属制品有限公司 | Strip steel acid extruding device |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111571357A (en) | 2020-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111571357B (en) | Processing equipment for nickel-plated copper strip | |
| CN204747289U (en) | Novel aluminium strip machine of polishing | |
| CN217860677U (en) | Metal square tube polishing machine capable of achieving uniform polishing | |
| CN215542970U (en) | Double-sided cleaning device and steel plate conveying line | |
| CN105643432B (en) | A kind of optical fiber lapping tool | |
| CN211194038U (en) | Cutting machine is used in processing of silica gel strip | |
| CN212122708U (en) | Burr removing mechanism | |
| CN210668571U (en) | Needle winding mechanism | |
| CN205703714U (en) | A kind of optical fiber lapping tool | |
| CN214292379U (en) | Bilateral edging device of glass deep-processing usefulness | |
| CN211805224U (en) | Plate sanding fast-assembling grinding pad device | |
| CN219427466U (en) | Screen glass coating tool | |
| CN213970472U (en) | Grinding device convenient to use | |
| CN221539277U (en) | Piston rod polishing equipment | |
| CN215159746U (en) | Corona-resistant semiconductor mica tape splitting machine tensioning device | |
| CN215745589U (en) | Can prevent cutting to pieces steel sheet coiling shaft of rubbing protection to steel sheet and use harmomegathus mechanism | |
| CN219666008U (en) | Strip steel processing device | |
| CN219521492U (en) | Spline tube blank grinding device | |
| CN204819071U (en) | Energy -saving commutator abrasive band polishing mechanism of light | |
| CN220049081U (en) | Double-sided cleaning device of guide foil strip of centre gripping formula | |
| CN221020224U (en) | Fire-proof plate burr grinding device | |
| CN218397575U (en) | Frame line polishing device | |
| CN219465779U (en) | Online grinding device of polyurethane tension roller | |
| CN209902826U (en) | Grinding device group of grinding production line | |
| CN212192637U (en) | PS board surface line processing mechanism |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |