CN1108974C - Methods for making and processing high bulk tissue webs - Google Patents
Methods for making and processing high bulk tissue webs Download PDFInfo
- Publication number
- CN1108974C CN1108974C CN98805772A CN98805772A CN1108974C CN 1108974 C CN1108974 C CN 1108974C CN 98805772 A CN98805772 A CN 98805772A CN 98805772 A CN98805772 A CN 98805772A CN 1108974 C CN1108974 C CN 1108974C
- Authority
- CN
- China
- Prior art keywords
- paper
- parent roll
- unwinding
- roll
- parent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1857—Support arrangement of web rolls
- B65H19/1868—The roll support being of the turret type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H16/00—Unwinding, paying-out webs
- B65H16/10—Arrangements for effecting positive rotation of web roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H16/00—Unwinding, paying-out webs
- B65H16/10—Arrangements for effecting positive rotation of web roll
- B65H16/103—Arrangements for effecting positive rotation of web roll in which power is applied to web-roll spindle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H16/00—Unwinding, paying-out webs
- B65H16/10—Arrangements for effecting positive rotation of web roll
- B65H16/106—Arrangements for effecting positive rotation of web roll in which power is applied to web roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/102—Preparing the leading end of the replacement web before splicing operation; Adhesive arrangements on leading end of replacement web; Tabs and adhesive tapes for splicing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/12—Lifting, transporting, or inserting the web roll; Removing empty core
- B65H19/126—Lifting, transporting, or inserting the web roll; Removing empty core with both-ends supporting arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1805—Flying splicing, i.e. the expiring web moving during splicing contact
- B65H19/1826—Flying splicing, i.e. the expiring web moving during splicing contact taking place at a distance from the replacement roll
- B65H19/1836—Flying splicing, i.e. the expiring web moving during splicing contact taking place at a distance from the replacement roll the replacement web being accelerated or running prior to splicing contact
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4146—Winding involving particular drive arrangement
- B65H2301/41464—Winding involving particular drive arrangement lateral drive arrangement, e.g. operating on the flange of the web roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/415—Unwinding
- B65H2301/4152—Finishing unwinding process
- B65H2301/41525—Finishing unwinding process and consuming web roll up to trailing edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/417—Handling or changing web rolls
- B65H2301/4171—Handling web roll
- B65H2301/4172—Handling web roll by circumferential portion, e.g. rolling on circumference
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/462—Form of splice
- B65H2301/4621—Overlapping article or web portions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/463—Splicing splicing means, i.e. means by which a web end is bound to another web end
- B65H2301/4632—Simultaneous deformation of the two web ends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2405/00—Parts for holding the handled material
- B65H2405/40—Holders, supports for rolls
- B65H2405/42—Supports for rolls fully removable from the handling machine
- B65H2405/422—Trolley, cart, i.e. support movable on floor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2405/00—Parts for holding the handled material
- B65H2405/40—Holders, supports for rolls
- B65H2405/45—Shafts for winding/unwinding
- B65H2405/451—Radially extending end abuttments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2405/00—Parts for holding the handled material
- B65H2405/40—Holders, supports for rolls
- B65H2405/45—Shafts for winding/unwinding
- B65H2405/452—Active holding elements, e.g. inflatable bladders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/31—Suction box; Suction chambers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2407/00—Means not provided for in groups B65H2220/00 – B65H2406/00 specially adapted for particular purposes
- B65H2407/30—Means for preventing damage of handled material, e.g. by controlling atmosphere
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/177—Fibrous or compressible material
Landscapes
- Replacement Of Web Rolls (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
A method for processing high bulk tissue webs includes forming a wet web, drying the web, winding the dried web to form a plurality of parents rolls (R), unwinding the parent rolls by transmitting torque through the roll center and/or ends, moving the partially unwound roll to effect splicing with a subsequent parent roll, and rewinding the thus united web. In particular embodiments, the torque transmitting means (20) comprise side clamping mechanisms that engage only the end surfaces of the parent rolls. In other embodiments, an automated off-line method for splicing tissue webs from different parent rolls utilizes a finishing unit (23) that substantially continuously impacts each web during unwinding the splice the webs together.
Description
The present invention relates to produce method with processing high bulk tissue webs.More particularly, the present invention relates to produce the method for thin paper, this tissue rolling moving back system and carrying out readjusting operations on large diameter parent roll, connects and sees and reel again.
Unwinding is widely used in the sheet processing industry, especially for the production of bathroom with thin paper and paper handkerchief for kitchen use.With the parent roll unwinding of producing so that carry out readjusting operations, as calendering, embossing, printing, interlayer connect, perforation, and then be wound into retail tube or volume.When traditional work.When parent roll ran out, discarded axle or core must mechanically be removed from relevant, and a new migration volume are put in place the horizontal guide rail of described device such as traverse crane or extension by various devices.
Traditionally, unwinding is to utilize the core plug to be supported on the unwinding support, and the power of unwinding is from the belt conveyor on parent roll surface.Described surperficial transmission unwinding system is not suitable for all types of paper in reels.Because it might reduce the stretching of machine direction, reduce its bulk, or damage the surface on the surface of some type thin paper, particularly high bulk tissue webs.On the contrary.Main gear unwinding system mainly is used to the film unwinding.
Change the obvious minimizing that relevant floor time means total utilized time of run with parent roll.In addition, changing the needed manpower of parent roll can have a negative impact to the efficient of winding line again, when the workman when carrying out changing bobbins even might influence the output of adjacent operation.Even if collating unit is used to the paper that will use up and new paper when bonding together, therefore described paper make efficient lower by hand-turning and propelling.Therefore, according to the parent roll of existing method change may reduce again convolute product line can obtainable maximum output, and might the capacity rating of adjacent operation be had a negative impact.
Therefore, need improving one's methods of a kind of production and processing paper, this method can keep the desired characteristics of paper, as the bulk and the homogeneity of paper.Also need a kind of production and the improving one's methods of processing paper, this method can significantly reduce the actual floor time of machine, so that obviously improve overall efficiency, and keeps or improves safety to all personnel.
Summary of the invention
An aspect of of the present present invention relates to the method for a kind of production and processing high bulk tissue webs.This method may further comprise the steps: become suspending fluid to be deposited on the ring-type forming fabric in the water of paper-making fibre, to form paper; Dry described paper is 9.0g/cm to form bulk
3Or the dry paper of bigger bulk; The dry rolling of paper of be set forth in is become some parent rolls, and each parent roll comprises and is wound on a paper on the core; Described parent roll is transferred on the unwinding support, and this support comprises the arm of pair of separated, and each arm comprises the torque transfer that is used to engage a parent roll; Allow described torque transfer engage with first parent roll; With operationally making the described first parent roll part unwinding with described torque transfer bonded assembly variable-speed drive; First parent roll of described part unwinding is supported on the core mounting table rotationally, and this mounting table is suitable for accepting first parent roll from the part unwinding of described arm; Allow described torque transfer engage with second parent roll; The fore-end of the paper on second parent roll is bonded in the end section of first parent roll of part unwinding, to form the bonded assembly paper; And the described bonded assembly paper of reeling again.
In another embodiment, a kind of production with the method for the thin paper of processing high bulk, not wrinkling all dry may further comprise the steps: become suspending fluid to be deposited on the ring-type forming fabric in the water of paper-making fibre, to form paper; Described paper is transferred on the fabric of all dry; The described paper of all dry is 6.0g/cm to make bulk
3Or the paper of bigger not wrinkling all dry; The rolling of paper of described drying is become some parent rolls, and each parent roll comprises the not wrinkling all dry paper that is wound on the core; Described parent roll is transferred on the unwinding support, and this support comprises the arm of pair of separated, and each arm comprises the torque transfer that is used to engage a parent roll; Allow described torque transfer engage with first parent roll; With operationally making the described first parent roll part unwinding with described torque transfer bonded assembly variable-speed drive; First parent roll of described part unwinding is supported on the core mounting table rotationally, and this mounting table is suitable for accepting first parent roll from the part unwinding of described arm; Allow described torque transfer engage with second parent roll; The fore-end of the paper on second parent roll is bonded in the end section of first parent roll of part unwinding, to form the bonded assembly paper; And the paper that closes of the described connection of reeling again.
Described unwinding support can comprise the support with the arm that is rotatably mounted.Described arm is transferred to a unwinding position with described first parent roll ideally, so that first parent roll is carried out the part unwinding; Then first parent roll is transferred to position near to or in contact with described core mounting table; And then second parent roll transferred to the unwinding position, so that the second parent roll core is carried out the part unwinding.When the paper from first and second parent rolls was spliced together, described variable-speed drive and core were placed drive motor and are made the first and second parent roll unwindings simultaneously.
The paper of described parent roll preferably uses the leader feedway to connect.The fore-end of the paper on second parent roll is carried by described leader feedway, and this feedway preferably includes a vacuum, and this device operationally is connected with a ring-type screen cloth belting.In one embodiment, the fore-end of the paper on second parent roll is carried on ring-type screen cloth belting along with reducing degree of vacuum.In case the fore-end of the paper on second parent roll be positioned at the paper on first parent roll of part unwinding end section on, the unwinding of the described leader feedway and second parent roll is with identical superficial velocity operation.
Advantageously, described leader feedway can move, and particularly rotates relative to second parent roll between a moving position and a position of readiness.On described moving position, described leader feedway is near to or in contact with described second parent roll, and on described position of readiness, described guiding device is positioned at described parent roll and separates the place.
Described core mounting table is preferably along moving between series position and position of readiness perpendicular to the operation channel direction of described paper.Described series position is corresponding to the center line of described paper, so that can the part unwinding be placed on the parent roll on the core mounting table, and on position of readiness, described core mounting table is positioned to leave described unwinding operation place, so that the operator is approaching.
The soft high bulk tissue webs that is used for the object of the invention is included in authorized Farrington on March 4th, 1997, and the thin paper among the US that is entitled as " facial tissue " 5,607,551 of Jr. etc. is opened, and this patent is made the list of references of this paper by receipts.Described method is specially adapted to the thin paper of all dry soft, that high bulk is not wrinkling.This paper is suitable for having 6.0cm
3/ g or bigger bulk value (preceding), preferably approximately 9cm what roll
3/ g or bigger bulk value more specifically are the about 35cm of about 10-
3/ g, the further about 25cm of 15-preferably approximately
3/ g.The method of measuring bulk is disclosed in Farrington, in the patent of Jr. etc.Feature soft, high bulk tissue webs of the present invention in addition is, has lower hardness, and this hardness is by MD Max Slope and/or MD hardness factor determination, and its mensuration also is disclosed in Farrington, in the patent of Jr. etc.Specifically, the MDMax Slope that is expressed as per 7.62 centimetres of kilograms of sample can be about 10 or littler, more specifically says to be about 5 or littler, more specifically says to be about 3 to 6.With (kilogram/7.62 centimetres) a micron
0.5The MD hardness factor of thin paper of the present invention of expression can be about 150 or lower, more preferably about 100 or lower, further 50-about 100 preferably approximately.In addition, soft high bulk paper in reel of the present invention is approximately 10% or higher along the amount of tension of machine direction, and more preferably approximately 10-is about 30%, more preferably about 15-25%.In addition, high bulk tissue webs of the present invention is fit to have substantially density uniformly, because the extremely final aridity of their preferred all dries, and without any tangible differentiated pressure.
The parent roll core that is used for the inventive method preferably has about at least 35.56 centimetres external diameter, more preferably about 50.8 centimetres.Described parent roll has a surface or peripheral surface, and an inner core surface is with relative end surface.The external diameter of described parent roll can be at least about 152.4 centimetres, and particularly about 304.8 centimetres or bigger, as about 355.6 centimetres or bigger.The width of the described parent roll of measuring between described relative end surface is at least 139.7 centimetres usually, and more preferably about at least 254 centimetres, as about 266.7 centimetres or bigger.Therefore, the weight of described parent roll can be about 907.2 kilograms or bigger, preferably about 1360.8 kilograms or bigger, and more preferably about 1814.4 kilograms or bigger.
In embodiment particularly, to adopt a main gear unwinding be system so that eliminate or weaken following detrimental effect to described paper: 1. surface damage (scratch, drawing crack etc.); 2. make institute reach curl; 3. compression; Lose with 4. elongations.More than all detrimental effects are characteristic features of the surperficial transmission unwinding on the lower density base sheet of paper, described base sheet of paper is as not wrinkling complete air dried base sheet of paper.These effect meetings have a negative impact to off line arrangement processing and/or finished product.The principal element that produces above defective is because the different effect that produces on the peripheral surface of a parent roll with the limited area of contact of described surperficial transmission unwinding band.Specifically, described possible defective is: 1. can cause defective or the surface damage of tearing, these damages can influence the productive capacity of the performance and/or the technology of product; 2. wrinkling such as calendering, embossing, printing, interlayer connection, perforate and the technology of reeling again be can influence, thereby outward appearance, performance and the technology service requirement of finished product influenced; 3. reduction bulk, this can cause the density of paper to increase.Thereby influence product performance and preference; With the loss of 4. amount of tension, this can influence the performance of product and/or the service requirement of processing.
Described main gear unwinding is used to keep the feature of paper during unwinding processing, as high bulk and stretching.Also to as one man handle described paper by the peripheral surface of described parent roll.Other system element such as the control that stretches is used to further protect described paper.As the replacement scheme of described main gear unwinding or with this scheme combination, can make described parent roll unwinding with other suitable favourable transfer device.For example, described torque transfer can comprise side-clamping mechanism, the inflatable pneumatic bag on parent roll opposed end surface as described in engaging as one or several.
The torque transfer that increases the opposed end surface that engages described parent roll provides and has transmitted torsion carries out unwinding to described parent roll alternate manner.It may be needed than the high bulk paper that this benefit gram torsion shifts, because the winding tension on the parent roll can reduce; So that protect the performance of described paper.But, reducing winding tension can be subjected to being had a negative impact by the ability of described core driving parent roll.In the high bulk paper, independent suitable main gear unwinding system can be created between the individual layer and initial layers and described core of described parent roll, and is special in height acceleration or generation slip or the mobile big high torsion requirement of moment of inertia generation of potentiality, Fast transforms joint between deceleration period.Can cause very large peripheral force.Particularly at position near described core.The combination of big power and low interlayer pressure has increased between the paper possibility that moves, and this can have problems in the unwinding process, as the changeability of paper speed or tension force, and the compressing and/or described paper seriously wrinkling of described parent roll.
In one embodiment, by the torsion of described volume transmission from described unwinding axle, described inflatable pneumatic bag is the pressure contact with the relative end surface of described parent roll to described auxiliary torque transfer by one or several inflatable capsule.Described inflatable pneumatic bag is supported by a backboard; This backboard operationally is connected with described unwinding axle.Described inflatable pneumatic bag can be exitted, and separates with it when being unwound to than minor diameter with the described parent roll of box lunch, to eliminate the influence that is subjected to when described paper when described axle is peelled off.Described air bag is suitable for becoming the impermeable material of liquid to make by air, and it can be according to the end surface distortion of described parent roll, for example rubber, polyurethane or synthetic polymer etc.Specially suitable material can have about 0.3 or bigger friction coefficient, particularly about 0.5 or bigger.
Therefore, another aspect of the present invention relates to the torque transfer that is used for the unwinding paper roll, and this paper roll has a peripheral surface, relative end surface, an inner core surface, external diameter are at least about 152.4 centimetres, and the width between the described opposed end surface is approximately 139.7 centimetres at least.Described torque transfer comprises a support.This support comprises a pair of arm.These arms separate, so that hold the width of described volume between them.Each arm comprises a side-clamping mechanism that is installed in above it, is used for engaging of relative end surface of described paper roll.Described side-clamping mechanism comprises a backboard, and this backboard is operatively coupled on also can be with this rotation on the unwinding axle, and described unwinding axle is connected on the power-driven gear.Described side-clamping mechanism also comprises a device that is installed in the inflatable bladder on the described backboard and is used for this capsule is put on the air, so that the relative end surface of described volume is clipped between the described side-clamping mechanism.
With compare such as traditional apparatus for unwinding of surperficial belt conveyor and floating roller, the advantage that described auxiliary torque transfer had comprises: owing to have big can be and utilize area of contact, can use little activating pressure; The peripheral surface of described volume is not compromised; Torsion is directly transferred to the main portion of described volume, coorespondingly therewith is, by the core and/or the peripheral surface transmission of described volume; And the operator can observe the whole peripheral surface of described volume.
Another aspect of the present invention relates to a kind of method that is used to produce paper, and this method has the obvious splicing parent roll paper needed floor time that has reduced.This method is used a readjusting operations.This operation can act on described paper substantially continuously, so that described paper is stitched together.For purposes of the invention, the readjusting operations that acts on described paper on can big fact object continuously comprises embossing, wrinkling and even calendering.Described readjusting operations preferably acts on the whole width of described paper, so that produce the splicing of complete width between described paper, thereby has improved intensity.Term " effect continuously substantially " in this article refers to the technology of the surface characteristics of described paper being carried out changing of design, this technology can as the calendering for continuously, perhaps as embossing or wrinkling as for substantially continuously, form a bonded assembly paper thus, be used for reeling again purpose, process simultaneously from the paper of different parent rolls this moment.This is with the bonded assembly device is different respectively, and this device is only worked discontinuously, so that form splicing between from the paper between the different parent rolls.Also the method with the injection adhesives is different for these, as glue or adhesive tape etc., so that described paper is stitched together.
Therefore, a kind of embodiment of the present invention relates to a kind of method without glue or adhesive tape splicing thin paper, may further comprise the steps: will be from the first thin paper part unwinding of first parent roll with the drive motor device; Described first thin paper is transported to a collating unit, and this device comprises the roller that forms a collating unit roll gap; Only in described collating unit roll gap, first thin paper is acted on substantially continuously, use the drive motor device simultaneously the unwinding from described first parent roll of described first thin paper; From the second parent roll top unwinding, second thin paper; With the drive motor device described second thin paper is transported on the collating unit; Keep described first and second thin papers to move relative to each other in the upstream of described collating unit; Utilize the drive motor device with the unwinding from described first and second parent rolls of first and second thin papers simultaneously, and make described thin paper connect ground, described paper is linked together by the collating unit roll gap; And only in described collating unit gap, impact described second paper in reel substantially continuously, utilize the drive motor device simultaneously the unwinding from second parent roll of second thin paper.
Therefore, the paper of volume of using by oneself and new volume is all processed the roll gap transmission by first, and up to just being joined together by the first processing roll gap.Be stitched together at back use first readjusting operations of described unwinding paper, eliminated needs, and eliminated needs such as the outside adhering device of glue or adhesive tape etc. to different connecting devices with different parent rolls.The present invention has replaced existing manual method, is stitched together or paper is linked together as the paper that each is new.
Paper in reel goods of the present invention can be single layer, the X layer, three layers or more multi-layered.To reach each layer can be stacking or non-stacking (uniformly) and can be not wrinkling and all dry.For purposes of the invention, " paper " is the single-part stationery that is suitable for use as face tissue, bathroom paper, paper handkerchief or sanitary napkin etc., and its density is about 0.04-0.3g/cm
3, basic weight is about 1814.4-18144 gram/267.84 sq ms.Tensile strength along machine direction is about 39.37-1968.5 gram per centimeter width.Along the tensile strength perpendicular to machine direction is 19.69-984.25 gram per centimeter width, the cellulose paper of preferred paper-making fibre.But, consumption that can be bigger uses syntheticfibres.
Brief description of drawings
With the present invention will be described in conjunction with the following drawings:
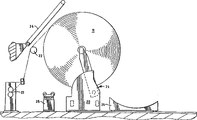
Fig. 1 is the schematic side elevation of the unwinding system during near a unwinding end cycle;
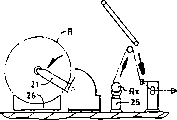
Fig. 2 is a perspective side elevation view of seeing unwinding shown in Figure 1 system in the past from upstream transmission one side, promptly sees over from that side relative with operator's one side, and wherein, the upstream is meant the beginning of the passage or the stream of described fabric, and the downstream is meant the direction of coiler again;
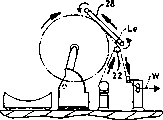
Fig. 3 is another transparent view of described unwinding system, but than Fig. 2 slightly by the downstream some, and show unwinding in the middle of described unwinding on-cycle;
Fig. 4 is the schematic side elevation corresponding to transparent view shown in Figure 3, but what illustrate is the full volume that is in the unwinding circulation incipient stage;
Fig. 5 is the upper plane figure from the described unwinding system that above-mentioned angle looks, but its part is removed, so that show the tube that another is hidden;
Fig. 6 is the schematic side elevation that is similar to Fig. 1, but is from operator's one side, also shows when the parent roll state of this device during unwinding almost completely, than the operating process of Fig. 1 more a little later promptly;
Fig. 7 is the scheme drawing that expression begins to provide another process of a new parent roll;
Fig. 8 is that described device is in the scheme drawing that is slightly later to state shown in Figure 7;
Fig. 9 is the scheme drawing that is similar to front view, and different is now a full parent roll of rolling up to be installed on the described take-off device;
Figure 10 is the scheme drawing that described device is in following state: the end section that the fore-end of a new parent roll is connected in the parent roll that almost uses up;
Figure 11 is the scheme drawing that is similar to Figure 10, but expression now is that two paper are bonded in process together;
Figure 12 is the upper plane figure of described leader feedway;
Figure 13 is the left side view of feedway shown in Figure 12;
Figure 14 is the decomposition diagram from operator's one side of described unwinding system, and shows the feature of its control setup;
Figure 15 is a partial schematic flow scheme of producing a kind of thin paper, the particularly method of not wrinkling thin paper;
The partial schematic flow scheme of Figure 16 method that to be expression be stitched together paper with a collating unit;
Figure 17 is used for by a side-clamping mechanism by the local longitudinal sectional view of described roller transmission from the torque transfer of the torsion of unwinding axle, and described side-clamping mechanism is specially a kind of inflatable capsule;
Figure 18 is the local longitudinal sectional view that is similar to Figure 17, but expression is another kind of torque transfer.This device adopts several inflatable capsules; With
Figure 19 is the local longitudinal sectional view of another kind of other torque transfer, for for the purpose of illustrating with its partly cut-away.
The detailed description of accompanying drawing
At first, will illustrate in greater detail implementing method of the present invention referring to Figure 15.Figure 15 represents a kind of thin paper that is used to produce, the particularly method of the base paper of not wrinkling all dry.Represented is a kind of two-wire make-up machine, and it has the papermaking top case 101 of a stratiform, by this top case the aqueous suspension streamer of paper-making fibre is penetrated or is deposited on a kind of forming fabric 102.Then resulting paper is transferred on the fabric 104 of a format roll 103 operations.Fabric 104 works to see the wet fabric that supports and carry new moulding in the downstream of this technology, this paper is dehydrated to about by weight 10% denseness of doing simultaneously.Can also carry out other dehydration to described wet paper, as by air pressure difference, should wet paper be to be supported by described forming fabric simultaneously.
Then described wet paper is transferred to transhipment fabric 106 by fabric 104, the running velocity of this fabric is lower than the speed of described forming fabric, so that give the MD stretching that this paper improves.Contact transfer, to avoid compressing described wet paper, preferably by means of a vacuum shoe 105.By means of a vacuum delivery roll 107 or vacuum transmission boots described paper is transferred on the fabric 108 of all dry by described transfer fabric then.The fabric of described all dry can identical or different with described transfer fabric substantially speed operation.If desired, the speed operation that the fabric of described all dry can be slower stretches so that further improve MD.Described transfer is preferably carried out by means of vacuum-assisted, and is consistent with the shape of the fabric of described all dry guaranteeing the distortion of described paper, produces the bulk, pliability, the CD that need thus and stretches and outward appearance.
The degree of vacuum that is used for the transfer of described paper can be the about about 380mm mercury column of 75-, preferably approximately 254mm mercury column.Described vacuum shoe (negative pressure) can be used from the malleation of the opposite side of described fabric and replenish or replacement, so that described paper is blown on the next fabric, as by vacuum it being inhaled replenishing or substituting on next fabric.Can replace described vacuum shoe with a vacuum furnace in addition.
In the fabric-supported by described all dry, described paper is finally to be dried to by an all dry device 109 to be approximately 94% or higher denseness.Then it is transferred to around the top of roller 110 operations and carry on the fabric 111.
The resulting transfer between the fabric 111 and 112 in the upper and lower respectively in dry base paper 113 transferred to a bobbin 114, and here it is wound in parent roll 115, so that carry out unwinding subsequently.Possible conversion process, and reel again by described mode hereinafter.For papermaking part of the present invention, described forming process and device can be well-known common process of paper industry and device.Described forming process comprises Fourdrinier roof former, as the air suction type roller.The gap former, as two-wire former and selenodont former, and other suitable former.The preferred two-wire former of high speed operation.The moulding of yarn or fabric also can be that conventional, thinner establishment can provide bigger fiber support and more smooth paper, and thicker establishment can provide bigger bulk.It can be stratiform or unstratified being used for the top case of described fiber laydown on described forming fabric, but stratiform top case is preferred, because can finely tune the characteristic of described paper by the composition that changes each layer.The fabric of described all dry device and all dry also can be traditional character.
At the middle part of Fig. 1 and 2, numbering 20 is represented a support that is used for the unwinding support generally, and it comprises a pair of side supports 20a and 20b, and the latter illustrates at the middle part of Fig. 2.Support 20 supports generally rotationally with 21 arms of representing, this arm looks and is the U type substantially.The arm that is positioned at operation one side is represented with 21a, and the arm that is positioned at transmission one side is represented with 21b.Connect and reinforce above two arms with transverse strands 21C.Described arm support sees and a parent roll R can understand from Fig. 3 and 4 soon that described parent roll is in by unwinding so that provide in the process of paper W.Paper W is on a roller 22 (the central authorities left side in Fig. 1 and 4 illustrates) is advanced to generally with 23 adhering devices of representing.These elements of this system are also shown in Figure 5.Described roller 22 can be an idle pulley or power wheel.
At other element shown in Fig. 1-4 is generally with the 24 leader feedways of representing, one generally with the 25 core mounting tables of representing and a device 26, as is used to support the support of a parent roll R ', carries out unwinding (referring to Fig. 1 and 2) then.In Fig. 2, core C is high-visible.In addition, the Far Left in Fig. 2 and 3 can see that a recoil device RW is positioned at the downstream end that this is a system.
Believe by understanding and full out to understand various aspects of the present invention at the operation process shown in Fig. 1 and the 6-11.
Fig. 1
Along with the operation of machine and diminishing of parent roll R diameter, calculate the deceleration diameter with 27 control setups of representing generally by one.In Fig. 2, this device has been blocked by side supports 20a, but high-visible in Figure 14.
When described parent roll diameter reached this diameter of determining, described unwinding reduced speed now with relevant device.During this period, core mounting table 25 aligns with the paper center line of Fig. 2, and this center line is in advance to be in position of readiness shown in Figure 3.
Fig. 6
When all machines partly reach zero or during than low velocity, and described core platform 25 calculates the core placement location of described arm assembly 21 when being proved to be empty, this will make empty parent roll Rx be positioned a little more than or slightly on the backing roll 28,29 of described core platform 25.Advantageously, one of described backing roll 28 is passive, and another is an idle pulley.
Described arm assembly 21 begins the rotated position towards its calculating now, as shown in Figure 6.When described arm assembly according to from the signal movement of control setup 27 time, described paper W can unwinding, so that avoid the paper fracture.During this period, parent roll support 26 (referring to Fig. 6) moves to the unwinding loading position.
Described support motion is based on diameter, the diameter of mensuration or the diameter of supposition of prior roller.The diameter of pre-determined roller is the diameter of last parent roll when loading.Therefore, suppose that new parent roll has identical diameter, so the position of " old " volume is exactly the position of selecting for " newly " volume." mensuration " diameter can be the diameter of mechanical or manual practical measurement." supposition " diameter is the steady state value of being selected by the operator, and it is repeated to use so that near actual diameter.Under any circumstance, this pre-aligned described support can reduce motion subsequently as far as possible, if necessary, and the realization of this sport obstruction 1 minute or shorter time roll change.The motion of described support is the control of controlled device 27.The purpose of unwinding of the present invention is to make its automation as much as possible, to improve its safety and efficient.
When described arm assembly 21 arrives core lowering position with respect to core platform 25 shown in Figure 6, by control setup core print seat 31 (referring to Fig. 5) is shunk, make core print seat 31 (specifically referring to Fig. 2) withdraw from core C (referring to Fig. 6 and 7) fully, and the parent roll Rx that uses up is placed on the core platform 25.Advantageously, control setup 27 is that Model PIC900 available from Giddings and Lewis (is positioned at Fond du Lac, Wisconsin).
Fig. 7
When arm assembly 21 when move this new position, detect the edge that is installed to the parent roll on the described parent roll support by opto-electronic pickup 32 (see figure 5)s that are installed on the arm assembly 21.When each sensor to one parent roll edge, by the angle position of control setup 27 record arm assemblies 21.Each data point is used to the X-Y coordinate that calculates the diameter of parent roll and estimate core C central authorities together with known geometric condition and support X-Y coordinate (referring to the arrow that marks) in Fig. 7.According to described core coordinate, described parent roll support 26 is reorientated.
Along with reorientating with arm assembly 21 of parent roll R moved towards the parent roll loading position, be positioned at front end and tail end that sensor 32 (see figure 5)s on the arm assembly 21 will detect described core.Because each sensor 32 detects an end, the angle position of related rotation arm is recorded in the control setup 27.
These data are used to calculate a plurality of X-Y coordinates at the center of described core together with known geometric condition.Calculate the coordinate of each end of described core respectively.Its aviation value is used to obtain the best estimate of each terminal core coordinate of described core.
Once more parent roll support 26 is reorientated, alignd with core print seat 31 in the center of core C.If the vertical direction axis of described core suitably aligns with the vertical direction axis of described support 26, described core print seat 31 is extended among the core C, and described core print seat is expanded to the described core of contact.The expansion of described base device 31 and contraction are to realize according to the signal from control setup 27 by capsule or other actuating device that inner air is handled.Air is by carrying at the swinging head shown in the middle part of Fig. 3 33.
Fig. 8
Fig. 8 represents that arm assembly 21 is in loading position.If core too tilts, the alignment of described parent roll core and core print seat must be carried out separately at each end of described core.At first, with arm assembly 21 and possible parent roll support 26 location, so that a seat 31 can extend among the core C.In case enter in the core described first expansion.Follow described parent roll support 26 and/or arm assembly 21 and reorientate, remaining core print seat 31 is alignd with core C.Second core print seat 31 inserts and expansion in case align.
In case support fully, irrelevant with the support process, parent roll R lifts slightly, stretches out support 26.Then, this parent roll is rotated, and promptly the motor 34 (Fig. 2 and Fig. 5) by drive seat 31 rotates.Use is positioned at the motor uniform distribution energy needed on each arm.But, can obtain favourable result by of only driving in the described core print seat.Apply enough torsion by core print seat CD-ROM drive motor 34, so that the slip between test core print seat 31 and the core C.If detect slip, parent roll is lowered and turns back in the support 26.Described core print seat is retracted, and takes out from described core, and reorientates (i.e. " loading ") in described core.Repeat described core slip test then.The repeatedly failure of this test can cause producing the information of operator's error.
Fig. 9
If do not detect slip, arm assembly 21 moves to winding position, and is promptly upright substantially.As shown in Figure 9, be in run location by making arm assembly, with vacuum take the lead feedway 24 be reduced near or pass in and out described parent roll, and described vacuum is started.Rotate described parent roll R by core print seat CD-ROM drive motor 34.Described leader feedway 24 is with the superficial velocity operation identical with the parent roll superficial velocity.
Figure 10
Referring now to Figure 10,, when the front end Le of the paper on the parent roll R contacted with vacuum transportation device 24, its tail end was picked up and is drawn by described vacuum leader feedway.
When the release that reaches described vacuum leader feedway 24 was terminal, new paper end portion Le dropped on the end section Te from the paper of the parent roll Rx that uses up, as shown in figure 10.The remainder of described machine line comprises live roll 28, and the speed of its speed and unwinding is coincide.
Figure 11
Carry new paper by described line, make it with paper from the reel that uses up.Shown in the W among Figure 11, these two paper can be bonded together then.Show a kind of method of embossing type at 23 places, but the bonding any method of paper can be used.After described paper engages, no longer need from the paper of the parent roll that uses up, and by the rotation of the parent roll that stops to use up with described core platform or roller 28 bonded assembly actuating devices, and disconnect the paper that uses up thus.If suitable, remove vacuum, and the vacuum feedway of taking the lead is lifted.Described take-off device turns back to previous running velocity now.Along with described machine quickens, parent roll support 26 turns back to its loading position, load another volume, and described core platform returns so that remove core.
Control setup
After all section aligned, handle seat 31 so that insert core C (referring to Fig. 2 and 5) by starting tube 35 by handling device 27.Control setup 27 also causes seat 31 to expand, so that clamping tubular core C internally.Relative with the insertion of seat 31, the transmission shaft of each motor 34 departs from the axis of relevant seat 31, as on the left of the middle part of Fig. 2 and shown in the top of Fig. 5.Here, motor 34 is connected with the axle 37 of seat 31 by passing on device 36.Axle 37 is supported in the shell 38 of base device 31 rotationally.From the top of Fig. 5 as can be seen, the bottom of motor 34 off-axis 37 and slip chart 5, as can be seen, Figure 35 controls the motion of shell 38, and therefore engaging of control seat 31 and core C.
When normal operation, control setup also calculates by the deceleration diameter of the volume R of unwinding, confirms using up and control arm device 21 of core platform 25.
Core platform and leader feedway
Referring to Fig. 5, show that core mounting table 25 is installed on the guide rail 39, so that favourable removing in the unwinding circulation.Therefore, if the fracture of paper has taken place, described passage that leaves described paper be not so that hinder cleaning.Referring to Fig. 5, the feedway 24 of taking the lead as can be seen comprises a vacuum manifold 40, provides some vacuum stages by it equally, as the degree of vacuum that reduces gradually shown in 41,42,43 and 44.Feedway 24 preferably has sieve shape or net structure, so that pick up the fore-end of described paper from new parent roll.
Described fore-end can fold, so that form triangle, so that draw downwards.This help avoid with described parent roll by paper machine transfer to recoil the place during described fore-end separate with following one deck.Usually, still fallen, eliminated the relevant heavy problem that shifts like this by first tube of reeling again on the new parent roll.
Because a part of program of unwinding operation is the control of controlled device 27, feedway 24 and come the vacuum of self-pumping (not shown) to be closed simultaneously is so that keep energy and avoid unnecessary noise.
By changing its angle the location that feedway 24 carries out is finished by a pair of pressure measuring cylinder 51, described pressure measuring cylinder is connected between base 45 and the case 50.The control of tube 51 same controlled devices 27.
System parameter
Deceleration diameter when making control setup 27 can calculate near described unwinding loop ends is provided with another sensor 52, as shown in Figure 5 on the lateral member 21c of arm assembly 21.In addition, by the continuous radius of the described parent roll of report of this sensor, and calculate motor speed continuously, so that obtain needed unwinding by described control setup.In addition, the process feedback such as recombination optics or dancer rools can be used for changing tension force etc., and making described control setup can change the speed of motor to described control setup report.
In case described coiler again is positioned, it just becomes a subject matter, because this location relates to the conveying of core bucket, core, the taking-up of tube and the cutting of tube, the support 20 of unwinding is placed on the suitable distance of upstream, so that hold core mounting table 25, leader feedway 24 and any adhering device 23.
As can be seen from Figure 6, the position of core mounting table 25 is geometric functions of rotation of arm assembly 21.On the other hand, the geometric function of arm assembly is not only in the position of leader feedway 24, but also is the function for the treatment of the parent roll volume of unwinding.
Similar to the mode of core platform 25 location, support 26 must be able to be placed, so that can be engaged by the seat 31 of arm assembly 21.
Described unwinding system although have the device of a described parent roll of actual rotation, in fact comprises the passage or the part of a mill ' s zone of transformation that is stretched out by described holder device 26, provides next parent roll by it, makes the described normal operation of coiler again.
Architectural feature
Described unwinding system comprises many significant architectural features, and these features are discussed below.For example, the unwinding system adopts the roller holder device 26 that is operably connected on the support 20, so that support " new " parent roll R ', described parent roll holder device 26 cooperates with control setup 27 so that positioning seat device 31 also inserts this device parent roll core C.
In addition, control setup 27 comprises the sensor device 32 that cooperates together, and is used for calculating the coordinate of " new " parent roll R ', and before inserting base device 31 average described coordinate.
In addition, control setup 27 comprises the ability of comparison core vertical direction and parent roll vertical direction axis.This control setup ability comprises that also control seat device 31 inserts core C, for example, and by the operation of modulated pressure cylinder 35.
Near the unwinding loop ends time, the rotational motion of control setup 27 regulating arm devices 21, this motion are subjected to the influence of parent roll R unwinding degree.In the unwinding circulation (generally in its final stage), control setup 27 engages the state (referring to the left side, middle part of Fig. 5) of determining core mounting table 25 with sensing device 53 equally.
When unwinding circulation soon finishes, importantly make the core mounting table be in the state of the volume Rx that acceptance almost uses up, without any the obstacle material, and its live-rollers 28 is also in work.But, in the end, the motor and the brake equipment 54 that are operably connected with roller 28 are activated, so that cut off paper W, minimum paper tail are stayed on the platform 25--be preferably about 1/4 inch (6mm).
Before the time of mentioning in the above, when a unwinding circulation soon finished, control setup started leader feedway 24 (referring to the bottom, left side of Figure 12) by a driving device 55.Driving device 55 is connected (referring to Fig. 5) with the driving device 56 of live roll 22, and this roller is driven by a motor (not shown) when work.In addition, start the vacuum pump (not shown), manifold 40 is applied negative pressure.
As indicated above, disclosed method that is used for the major diameter parent roll and unwinding system are full automatic, to avoid the roller manual manipulation heaviness and that have potential danger.Beginning, support 26 preferably is equipped with a upper stage 57 (referring to Fig. 2), and this can rotate in the radian of 90 degree around vertical axis, carries so that can carry out the cantilever of new parent roll, its parallel axes is in the length direction of the passage of paper, promptly from support 26 to connecting platform 23.Therefore controller 27 causes that platform 57 turns to the position shown in Fig. 2 and 3, so that start the unwinding circulation.When former parent roll will use up, the arm assembly 21 of throwing off from previous roller core under swim over to the upstream and rotate automatically, and the fixing of core can carry out as stated above automatically.Then, when this loop ends, the core that uses up is placed on the platform 25, and arm assembly 21 is emptied, so that the next circulation of beginning.
Figure 16
Figure 16 represents a kind of automation off-line method that is used to splice from the thin paper of different parent rolls, so that reel again subsequently.This method adopts a collating unit, and this device can impact each paper substantially continuously at unspooling operation, so that form splicing between described paper.As shown in the figure, a volume Rx who uses up is placed on the core mounting table 25.The best sequentially-fed to of a paper W calender device 130 and an embossing device 140 from the roller Rx that uses up.In calender device and the embossing device each can be impacted paper W during unwinding substantially continuously at described paper from its parent roll Rx.The thin paper W of calendering and embossing can be wound up on the wind2 RW again then.For example, thin paper W can be wound up on the paper roll core,, then this be cut into suitable width to form tube, and with resulting single thin paper coil packing (not shown).
Rolling nip 136 can comprise one " soft roll gap ", and wherein, described roller has different superficial hardnesss, has at least a roller to have elastic surface.Its real material is applicable to that elasticity stack of the present invention typically refers to the stack that rubber covers, although can comprise natural rubber, neoprene, composite material or other compressible surface.The Shore A superficial hardness that suitable elasticity stack is had is the about 100Durometer of about 75-(about 0-55Pusey﹠amp; Jones), particularly from the about 95Durometer of about 85-(about 10-40Pusey ﹠amp; Jones).For example, described stack can comprise a smooth steel rider 134 and a smooth resilient roller 132, and described resilient roller is made by composition polymer, as by U.S. Stowe Woodward company with MULTICHEM being the material that trade mark is sold.The pressure of described rolling nip is suitably for about 5357.48-35716.53 gram/linear centimeter, more specifically is about 13393.7-31251.97 gram/linear centimeter.The paper that plays all dry of level preferably has the orientation that is used to roll with the paper of embossing.As equaling the awaiting the reply disclosed in the US Patent Serial Data 08/876,548 of being entitled as of on June 16th, 1997 application " orientation that is used for the paper of soft roll gap calendering of wrinkling all dry paper products and embossing " by Jennings.
Thin paper W leave calender device 130 after be transported to an embossing device 140, this device comprises knurling rolls 142 and a backing roll 144.Form an embossing roll gap 146 jointly by knurling rolls 142 and backing roll 144.Show a unwind roll 148 in embossing roll gap 146 fronts, but, for for purpose of brevity, other details of relevant calender device 130 is not shown.
Embossing is the well-known method that can improve the thickness of paper, and it can also produce other advantage by giving described paper products decorative pattern.Described decorative pattern can comprise " embossing of spot shape " or " spot sludge ice ", and it comprises independently embossing element.The size of these elements can be 1.27 centimetres of about 1.27 cm x, thereby forms the face area of about 1.61-6.45 sq cm.These are 1.27-2.54 centimetre usually at interval approximately of embossing element independently.Described spot embossing element is arranged on the moulding roller, and this roller is also called knurling rolls, and is pressed in the described thin paper.The independently spot embossing element of described separation adds by described embossing roll gap 146 at it and impacts described paper man-hour substantially continuously.Described spot embossing element can form a decorative pattern, as flower, leaf, bird and animal etc.As the pending U.S. Patent Application Serial Data 08/876 that is entitled as " calendering and embossed paper product " that equals by Z.Salman to ask in 16 days June in 1997, disclosed in 547, through the calender device and the embossing device processing high bulk tissue webs of separation, can extrude the high bulk tissue webs of improved pattern gradient by successively.
Shown in Figure 16 one new parent roll R ' is screwed in described arrangement line automatically.The rotation of described new parent roll is finished by core print seat 31 (not shown), and this core print seat is installed on the arm 21, and therefore is connected with support 20.As shown in the figure, the front end Le of described new paper has been moved away and has been deposited on the end section Te of the paper W that will use up by leader feedway 24.Paper W from the roller Rx that uses up preferably moves by a roller 22 and along a down going channel, arrives first collating unit then.The front end Le of described new paper can be deposited on the paper W that will use up then, and the position of deposition is positioned on the roller 22 or the downstream of roller 22, so that described two paper can run to first collating unit.As indicated above, described leader feedway 24 preferably moves with the rotation of new core print seat 31, and possible live-rollers 22, and preferably with high friction foreskin driven roller, described foreskin is made by the material such as ring-shaped material, as the hook and loop material that is used to engage etc.
Therefore, be transported to first collating unit from volume Rx that uses up and the new paper of rolling up R ', this device is calender device 130 in this case.Described paper links together before calender device 130, and it is said that this is because the result that they can move relative to each other in the calender device upstream.The method that described paper is stitched together automatically comprises the described paper of unwinding from its corresponding parent roll, and makes described paper simultaneously by collating unit roll gap 136, so that described paper is linked together.In shown embodiment, parent roll Rx and R ' are driven simultaneously by backing roll 28 and core print seat 31.Then, can be disconnected, and impact continuously substantially, simultaneously with described paper unwinding by calender device or embossing device from the paper of the volume Rx that uses up.
The method that the present invention will be stitched together from the paper of different parent rolls adopts described first readjusting operations, has eliminated the needs of connecting device independently, and has eliminated the needs such as the external connection device of glue or adhesive tape etc.This method has also replaced manual method, as each fuse is stitched together or is tied.
In the illustrated embodiment, described first readjusting operations is a calender device, and this device uses during by unwinding substantially continuously at thin paper.The readjusting operations first time after unwinding can also be an embossing device, a wrinkling device or other suchlike device, described device impacts these paper during by unwinding at each thin paper, and during the splicing of paper, connect overlapping paper, so that these paper are kept together up to reeling again.This method is compared the paper that greatly reduces the different parent rolls needed floor time that is stitched together with existing method.
Figure 17-19
In Figure 17-19, disclosed the torque transfer that does not contact other form of parent roll outside face.In Figure 17 and 18, described torque transfer comprises side-clamping mechanism, this mechanism engages to the opposite end surface of described parent roll, and described volume is added between them: described side-clamping mechanism can be used as unique take-off device, or as the auxiliary device (not shown) that engages with central unwinding driving device.Torque transfer 160 shown in Figure 17 and 18 can be by the torsion transmission of parent roll R manipulation from unwinding axle 162.Described torque transfer 160 uses an inflatable ring-shaped gasbag 164 (Figure 17) that the end surface 163 of volume R is exerted pressure, and perhaps uses some inflatable ring-type capsules 166 (Figure 18) to exert pressure.Described roller core C is positioned at the terminal top and hold-down ring 167 of axle 162.
In Figure 17, one optionally friction plate 172 be connected on the inflatable capsule 164 so that when capsule 164 inflation, engage with the end surface 163 of rolling up R.Friction plate 172 can be made by any material, and this material is can be with the pressure of minimum the tightest catches described volume, and the edge of described paper is produced minimum damage, or the end surface of described volume is not used to the paper products that manufacture a finished product usually.
The size of backboard 168 depends on the size of described parent roll, but can be approximately 114.3 centimetres at least, as about 114.3-152.4 centimetre external diameter, so that be placed in the position with peak power.The part that contacts the torque transfer 160 of described volume end has specific inside and outside diameter, can reduce the pressure that acts on this volume so as far as possible, increase area of contact, perhaps optimize the relation between the friction characteristic of area of contact, activating pressure and described torque transfer.
Described unwinding components of system as directed is shown among Figure 19, and it comprises core print seat 31, and it engages the inside face 175 of core C, and auxiliary torque transfer 160, and it engages the end surface 163 of parent roll R.This unwinding system comprises opposite seat Shaft assembly 176 (only showing one of them), and described assembly comprises a unwinding axle 162 separately, and this axle is installed in rotation in the wheel hub 178, and is in transmission connection with a variable-speed drive (not shown).Each Shaft assembly 176 also comprises a core print seat 31 and an accessory drives seat 180, and these two seats all are installed on the axle 162 so that rotate with this axle.Core print seat 31 comprises inflatable core print seat capsule 182, and this capsule can be when described seat Shaft assembly 176 inserts among the core C and inner core surface 175 formation frictional engagement.Described accessory drives seat 180 comprises inflatable connection capsule 184, and its effect is as mentioned below.Operationally be connected for the conduit (not shown) in the seat Shaft assembly 176, and capsule 184 is connected on the fluid supply (not shown), so that described capsule is put on the air and exits with the cavity of core print seat capsule 182.
Described auxiliary torque transfer 160 comprises a ring-type backboard 168.Ring-type capsules 166 some concentrics, inflatable are connected on the described backboard, and are shown in the end surface 163 that engages parent roll R, in order to show the position near seat Shaft assembly 176 for the purpose of illustrating.This backboard 168 comprises overall, an axially extended sleeve pipe 186, and this sleeve pipe is connected on the part of fixed support 188 separably by elastic force ball and tooth or other appropriate device (not shown).The conduit (not shown) is arranged in backboard 168 and seat Shaft assembly 176, and operationally the cavity of ring-type capsule 166 is connected with the fluid source (not shown) by swivel joint.
Insert among the core C in case core print seat 31 is aligned, seat Shaft assembly 176 is axially pushed ahead each other and is entered volume R.When accessory drives seat 180 during radially towards the inside of backboard sleeve pipe 186, described axial motion is temporarily stopped, and at this moment, the bead of accessory drives seat 180 can contact described sleeve pipe.184 inflations of described then joint capsule, so as with backboard sleeve pipe 186 frictional engagement.Recover its axial advancement by seat Shaft assembly 176 then, be positioned at core C the inside up to core print seat 31, and the bead 192 of core print seat is adjacent to described core.Then capsule 182 that is positioned at 31 li of core print seats and the ring-type capsule 164 that is positioned on the backboard 168 are put on the air, so that contact the inside face 175 of described core and the end surface 163 of described parent roll.In addition, described auxiliary torque transfer 160 can be captiveed joint (not shown) with a seat Shaft assembly 176.
The auxiliary torque transfer 160 shown in Figure 16-19 be specially adapted to carry pine around parent roll, its external diameter is about 120 inches or bigger, for example about 140 inches or bigger.Described auxiliary torque transfer reduces or has eliminated between each layer paper and the slip between ply of paper and the inner roller core, particularly at a high speed between acceleration or deceleration period.The torsion of required level can be transmitted by volume itself by the unwinding axle by the friction coefficient of selecting side-clamping mechanism, the area of contact of side-clamping mechanism and the air pressure of described capsule.
Although in above specification sheets, for the purpose of illustration various embodiments of the present invention were had been described in detail already, those skilled in the art can carry out various changes to the disclosed details of this paper under the prerequisite that does not exceed design of the present invention and scope.
Claims (41)
1. the method for production and processing high bulk tissue webs comprises:
Become suspending fluid to be deposited on the ring-type forming fabric in the water of paper-making fibre, to form paper; Dry described paper is the dry paper of 9.0g/cm3 or bigger bulk to form bulk;
The rolling of paper of described drying is become some parent rolls, and each parent roll comprises and is wound on a paper on the core;
Described parent roll is transferred on the unwinding support, and this support comprises the arm of pair of separated, and each arm comprises the torque transfer that is used to engage a parent roll;
Allow described torque transfer engage with first parent roll;
With operationally making the described first parent roll part unwinding with described torque transfer bonded assembly variable-speed drive;
First parent roll of described part unwinding is supported on the core mounting table rotationally, and this mounting table is suitable for accepting first parent roll from the part unwinding of described arm;
Allow described torque transfer engage with second parent roll;
The fore-end of the paper on second parent roll is bonded in the end section of first parent roll of part unwinding, to form the bonded assembly paper; With
Again the described bonded assembly paper of reeling.
2. method as claimed in claim 1, the thin paper of wherein said high bulk are the thin papers of a kind of high bulk, not wrinkling all dry, and dry described paper, are 9.0g/cm to form bulk
3Or the step of the dry paper of bigger bulk comprises:
Become suspending fluid to be deposited on the ring-type forming fabric in the water of paper-making fibre, to form paper; With
Described paper is transferred on the fabric of all dry.
3. as the method for claim 1 or 2, also comprise with a leader feedway and carry the fore-end that is positioned at the paper on second parent roll.
4. method as claimed in claim 3 also comprises with the fore-end of operationally carrying described paper with a ring-type screen cloth belting bonded assembly vacuum.
5. method as claimed in claim 4 also comprises when described paper is carried on described ring-type screen cloth belting and carries the fore-end that is positioned at the paper on second parent roll along with reducing degree of vacuum.
6. method as claimed in claim 3 also is included between a control position and the position of readiness and moves described leader feedway relative to described second parent roll.
7. method as claimed in claim 3 also comprises described leader feedway is moved near to or in contact with described second parent roll.
8. method as claimed in claim 7 also comprises and handles described leader feedway and make the described second parent roll unwinding with identical superficial velocity.
9. as the method for claim 1 or 2, comprise that also allowing the paper of described first parent roll move arrives an adhering device then on a roller.
10. method as claimed in claim 3 also comprises described leader feedway and core mounting table are moved to position of readiness, simultaneously with described parent roll unwinding.
11. method as claimed in claim 2, wherein, the paper of described not wrinkling all dry has about 9.0cm
3/ g or bigger bulk.
12. as the method for claim 1 or 2, wherein, the bulk of described dried paper is about 10 to about 35cm
3/ g or bigger.
13. as the method for claim 1 or 2, wherein, described each parent roll has a peripheral surface, relative end surface and an in-core surface, and described torque transfer comprises contractile base device, the in-core surface of the described parent roll of this means for engaging.
14. as the method for claim 1 or 2, wherein, described each parent roll has a peripheral surface, relative end surface and an in-core surface, and described torque transfer comprises fixing device, the opposed end surface of the described parent roll of this means for engaging.
15. as the method for claim 1 or 2, wherein, the external diameter of described parent roll core is at least about 35.56 centimetres; And the external diameter of described parent roll is at least about 152.4 centimetres, and its width is about at least 139.7 centimetres.
16. as the method for claim 1 or 2, wherein, described core mounting table comprises the drive motor device, is used for first parent roll of rotating element unwinding when placed on it.
17. as the method for claim 1 or 2, also comprise starting variable-speed drive and drive motor device, so that make the paper unwinding on first and second parent rolls simultaneously.
18. as the method for claim 1 or 2, wherein, described unwinding support comprises a support, and described arm is installed in rotation on this support.
19. method as claimed in claim 1 also comprises: described first parent roll is moved to a unwinding position, so that first parent roll is carried out the part unwinding; Described first parent roll is moved to a position near to or in contact with the core mounting table; And described second parent roll moved to a unwinding position, so that second parent roll is carried out the part unwinding.
20., comprise that also fore-end with the paper on described second parent roll is discharged on the paper from first parent roll of part unwinding as the method for claim 1 or 2.
21. method as claim 20.Also comprise first parent roll and second parent roll with the described part unwinding of identical superficial velocity unwinding simultaneously.
22. the method as claim 1 or 2 also comprises:
Described paper is transferred on the collating unit from first parent roll, and this device comprises the roller that defines a collating unit roll gap;
Then described paper in the unwinding, is being acted on the paper from first parent roll basically continuously from first parent roll in described collating unit roll gap,
To transfer on the described collating unit from the paper of second parent roll;
Allow from the paper of first and second parent rolls simultaneously by described collating unit roll gap, so that described paper is linked together; With
Then paper in the unwinding, is being acted on the paper from second parent roll basically continuously from second parent roll in described collating unit roll gap.
23. as the method for claim 22, wherein, described collating unit comprises an embossing device.
24. as the method for claim 22, wherein, described collating unit comprises a calender device.
25. a method of splicing thin paper comprises:
With power-actuated device with first thin paper from the first parent roll top unwinding;
Described first thin paper is transferred on the collating unit, and this device comprises the roller that defines a collating unit roll gap;
With power-actuated device first thin paper in the unwinding, is being acted on described first thin paper basically continuously from first parent roll in described collating unit roll gap then,
With electric powerplant with second thin paper from the second parent roll top unwinding;
Second thin paper is transferred on the described collating unit;
Keep first and second thin papers can move relative to each other in described collating unit upstream;
With electric powerplant unwinding first and second thin papers from first and second parent rolls simultaneously, and allow described paper by described collating unit gap, so that described paper is linked together; With
With electric powerplant second thin paper in the unwinding, is being acted on described second thin paper basically continuously from second parent roll in described collating unit gap then.
26. as the method for claim 25, wherein, described collating unit comprises an embossing device.
27. as the method for claim 25, wherein, described collating unit comprises a calender device.
28. as the method for claim 25, wherein, described collating unit comprises a wrinkling device.
29. as the method for claim 25, wherein, the part unwinding of described second thin paper comprises the fore-end of carrying described second thin paper with a leader feedway.
30., comprise that also the fore-end with described second thin paper is discharged into from first thin paper of the first parent roll top unwinding as the method for claim 25 or 29.
31., also comprise first and second parent rolls with the described part unwinding of identical superficial velocity unwinding simultaneously as the method for claim 30.
32. as the method for claim 25, wherein, described parent roll comprises core, its external diameter is about at least 35.56 centimetres, and the external diameter of described parent roll is approximately 152.4 centimetres at least, and width is about at least 139.7 centimetres.
33. as the method for claim 25, wherein, the bulk of described thin paper is about 9cm
3/ g or bigger.
34. as the method for claim 25, wherein, the bulk of described thin paper is about 10 to 35cm
3/ g or bigger.
35. a torque transfer that is used for the unwinding paper roll, described volume have a peripheral surface, relative end surface, a core surface, one is at least about 152.4 centimetres external diameter, is at least about 139.7 centimetres width between described opposed end surface, comprising:
A support, this support comprises a pair of arm, described arm be separately so that between them, hold the width of described volume, each arm comprises a side-clamping mechanism that is installed in above it, and be suitable for engaging reach in the opposed end surface of paper roll one, described side-clamping mechanism comprises:
A backboard, this backplane are operably connected to a unwinding axle and can rotate with this unwinding axle, and this axle is connected with a power-actuated device;
An inflatable capsule that is installed on the described backboard; With
Be used for device that described capsule is put on the air, so that the relative end surface of described volume is sandwiched between the described side-clamping mechanism.
36., also comprise some concentric ring-type capsules that are installed on the described backboard as the device of claim 35.
37. as the device of claim 36, also comprise control setup, be used for when described volume is brought down a fever, radially inwardly moving to described annular balloon venting by a series of.
38. as the device of claim 35, wherein, described side-clamping mechanism is lower than about 175.77 gram/sq cms to the relative end surface applied pressure of described volume.
39. as the device of claim 35, wherein, the external diameter of described backboard is at least about 114.3 centimetres.
40. as the device of claim 39, wherein, the external diameter of described backboard is at least about 152.4 centimetres of about 114.3-.
41., also comprise the core print seat that is shown in the core surface that engages described volume as the device of claim 35.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/845,098 US6030496A (en) | 1997-04-16 | 1997-04-16 | Making a web |
| US08/845098 | 1997-04-16 | ||
| US08/845,098 | 1997-04-16 | ||
| US09/049,908 US6733608B1 (en) | 1997-04-16 | 1998-03-30 | Methods for making and processing high bulk tissue webs |
| US09/049908 | 1998-03-30 | ||
| US09/049,908 | 1998-03-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1259102A CN1259102A (en) | 2000-07-05 |
| CN1108974C true CN1108974C (en) | 2003-05-21 |
Family
ID=26727683
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN98805772A Expired - Fee Related CN1108974C (en) | 1997-04-16 | 1998-04-14 | Methods for making and processing high bulk tissue webs |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP0975542B1 (en) |
| JP (1) | JP2002515845A (en) |
| CN (1) | CN1108974C (en) |
| AU (1) | AU732712B2 (en) |
| BR (1) | BR9808544A (en) |
| CA (1) | CA2285949C (en) |
| DE (3) | DE69820605T2 (en) |
| ES (2) | ES2275790T3 (en) |
| HK (1) | HK1028760A1 (en) |
| WO (1) | WO1998046509A1 (en) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6440268B1 (en) * | 1997-04-16 | 2002-08-27 | Kimberly-Clark Worldwide, Inc. | High bulk tissue web |
| US6355139B1 (en) * | 1997-04-16 | 2002-03-12 | Kimberly-Clark Worldwide, Inc. | Processed tissue webs |
| US5906333A (en) * | 1997-04-16 | 1999-05-25 | Paper Converting Machine Company | Center drive unwind system |
| FI105466B (en) * | 1998-08-26 | 2000-08-31 | Valmet Corp | Method of successive wheelchairs and successive wheelchairs comprising production line |
| IT1308255B1 (en) * | 1999-03-22 | 2001-12-10 | Perini Fabio Spa | DEVICE AND METHOD FOR UNWINDING SPOOLS OF MATERIALS |
| US6722606B2 (en) | 2001-11-13 | 2004-04-20 | Kimberly-Clark Worldwide, Inc. | System and method for simultaneously unwinding multiple rolls of material |
| US6719240B2 (en) | 2001-11-13 | 2004-04-13 | Kimberly-Clark Worldwide, Inc. | System and method for unwinding tissue webs |
| ATE333429T1 (en) | 2002-11-13 | 2006-08-15 | Perini Fabio Spa | UNWINDING DEVICE FOR ROLLS OF WEB MATERIAL WITH DOUBLE DRIVE MECHANISM AND CORRESPONDING UNWINDING METHOD |
| US6820837B2 (en) | 2002-12-20 | 2004-11-23 | Kimberly-Clark Worldwide, Inc. | Unwind system with flying-splice roll changing |
| ITFI20030064A1 (en) | 2003-03-13 | 2004-09-14 | Perini Fabio Spa | AUTOMATIC AND CONTINUOUS UNWINDING DEVICE FOR DISPENSING |
| ITFI20030065A1 (en) | 2003-03-13 | 2004-09-14 | Perini Fabio Spa | UNWINDING DEVICE FOR TAPES OF TAPE MATERIAL WITH TEMPORARY STORAGE BODIES OF THE MATERIAL CARRIED OUT IN THE REEL EXCHANGE PHASE AND RELATED METHOD |
| ITFI20040108A1 (en) | 2004-05-07 | 2004-08-07 | Perini Fabio Spa | MULTIFORM UNWINDING DEVICE |
| CN100439223C (en) * | 2006-04-30 | 2008-12-03 | 金东纸业(江苏)股份有限公司 | Manual roll-replacement method for super calendar and method for making connect paper joint thereof |
| JP5471583B2 (en) * | 2010-02-24 | 2014-04-16 | セイコーエプソン株式会社 | Roll medium feeding device and recording device |
| DE102013109427B4 (en) * | 2013-08-30 | 2019-12-19 | PSA Technology S.à.r.l. | Device for the automatic unwinding of sheet-like materials and method for operating such a device |
| CN105034547B (en) * | 2015-08-24 | 2018-07-31 | 福建东南艺术纸品股份有限公司 | A kind of improved flexible printing press of paper delivery mechanism |
| CN105034549B (en) * | 2015-08-24 | 2018-09-18 | 福建东南艺术纸品股份有限公司 | A kind of improved flexible printing press of paper feeding mechanism |
| CN106986236B (en) * | 2016-01-20 | 2019-03-05 | 东莞市雅康精密机械有限公司 | Roll up needle and winding device |
| PL3601121T3 (en) * | 2017-03-22 | 2023-05-15 | Philip Morris Products S.A. | Method to remove an adhesive label from a bobbin and apparatus to detach an adhesive label from an end portion of a coiled sheet in a bobbin |
| IT201800007796A1 (en) | 2018-08-03 | 2020-02-03 | Perini Fabio Spa | REEL UNWINDER AND UNWINDING METHOD |
| CN110697470B (en) * | 2019-10-28 | 2021-09-28 | 王雪云 | Paper guide recovery equipment with drying function |
| CN111620159B (en) * | 2020-06-03 | 2022-04-22 | 广州市兴世机械制造有限公司 | Automatic roll changing and receiving system and method for flexible coiled material |
| CN111620158B (en) * | 2020-06-03 | 2022-04-22 | 广州市兴世机械制造有限公司 | Automatic roll changing and receiving system and method for disposable sanitary product production equipment |
| CN115504295B (en) * | 2022-11-17 | 2023-02-03 | 广东国玉科技股份有限公司 | SMT material belt bundling equipment and SMT material belt bundling method |
| CN117902371B (en) * | 2024-03-15 | 2024-05-31 | 晋江市港益纤维制品有限公司 | Moment-controllable anti-wrinkling non-woven fabric winding machine and non-woven fabric winding method |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4735372A (en) * | 1987-02-18 | 1988-04-05 | Mitsubiski Jukogyo Kabushiki Kaisha | Rolled web feed apparatus |
| US5289984A (en) * | 1990-08-17 | 1994-03-01 | Tokyo Kikai Seisakusho, Ltd. | Paper roll driving apparatus |
| US5607551A (en) * | 1993-06-24 | 1997-03-04 | Kimberly-Clark Corporation | Soft tissue |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1788648A (en) * | 1927-08-25 | 1931-01-13 | Wood Newspaper Mach Corp | Paper-roll-controlling device |
| FR1602754A (en) * | 1968-12-31 | 1971-01-25 | Fixing elements of nonwoven material | |
| US3633352A (en) * | 1969-12-19 | 1972-01-11 | Thomas E Marriner | Splicer for nonwoven fibers |
| IT1200273B (en) * | 1986-07-22 | 1989-01-12 | Mira Lanza Spa | DEVICE FOR JOINTING AND RAPID CHANGE OF REELS IN REELING MACHINES |
| JP2558495B2 (en) * | 1988-04-16 | 1996-11-27 | 株式会社イソワ | Control method for web supply device |
| FR2632294B3 (en) * | 1988-06-02 | 1990-12-21 | Achard Picard Jean | EXPANDABLE AND RETRACTABLE SHAFT, PARTICULARLY FOR TIGHTENING COIL CHUCKS RECEIVING BAND MATERIALS |
| JPH08119969A (en) * | 1994-10-21 | 1996-05-14 | Mitsubishi Oil Co Ltd | Production of pyromellitic anhydride |
-
1998
- 1998-04-14 AU AU69764/98A patent/AU732712B2/en not_active Expired
- 1998-04-14 CA CA002285949A patent/CA2285949C/en not_active Expired - Fee Related
- 1998-04-14 DE DE69820605T patent/DE69820605T2/en not_active Expired - Lifetime
- 1998-04-14 BR BR9808544-1A patent/BR9808544A/en not_active IP Right Cessation
- 1998-04-14 DE DE69836443T patent/DE69836443D1/en not_active Expired - Lifetime
- 1998-04-14 DE DE1998627174 patent/DE69827174T2/en not_active Expired - Lifetime
- 1998-04-14 ES ES02020409T patent/ES2275790T3/en not_active Expired - Lifetime
- 1998-04-14 CN CN98805772A patent/CN1108974C/en not_active Expired - Fee Related
- 1998-04-14 ES ES02020408T patent/ES2225705T3/en not_active Expired - Lifetime
- 1998-04-14 JP JP54434098A patent/JP2002515845A/en not_active Ceased
- 1998-04-14 EP EP98915628A patent/EP0975542B1/en not_active Expired - Lifetime
- 1998-04-14 WO PCT/US1998/007838 patent/WO1998046509A1/en active IP Right Grant
-
2000
- 2000-12-18 HK HK00108161A patent/HK1028760A1/en not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4735372A (en) * | 1987-02-18 | 1988-04-05 | Mitsubiski Jukogyo Kabushiki Kaisha | Rolled web feed apparatus |
| US5289984A (en) * | 1990-08-17 | 1994-03-01 | Tokyo Kikai Seisakusho, Ltd. | Paper roll driving apparatus |
| US5607551A (en) * | 1993-06-24 | 1997-03-04 | Kimberly-Clark Corporation | Soft tissue |
Also Published As
| Publication number | Publication date |
|---|---|
| BR9808544A (en) | 2000-05-23 |
| CN1259102A (en) | 2000-07-05 |
| HK1028760A1 (en) | 2001-03-02 |
| WO1998046509A1 (en) | 1998-10-22 |
| DE69827174T2 (en) | 2005-02-24 |
| DE69836443D1 (en) | 2006-12-28 |
| DE69820605T2 (en) | 2004-11-11 |
| AU6976498A (en) | 1998-11-11 |
| DE69827174D1 (en) | 2004-11-25 |
| CA2285949C (en) | 2006-12-19 |
| DE69820605D1 (en) | 2004-01-29 |
| EP0975542A1 (en) | 2000-02-02 |
| ES2275790T3 (en) | 2007-06-16 |
| CA2285949A1 (en) | 1998-10-22 |
| ES2225705T3 (en) | 2005-03-16 |
| JP2002515845A (en) | 2002-05-28 |
| AU732712B2 (en) | 2001-04-26 |
| EP0975542B1 (en) | 2003-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1108974C (en) | Methods for making and processing high bulk tissue webs | |
| TW436556B (en) | Method for making and processing high bulk tissue webs and the transfer device | |
| US6440268B1 (en) | High bulk tissue web | |
| US6820837B2 (en) | Unwind system with flying-splice roll changing | |
| JP4452714B2 (en) | Automatic continuous unwinding device for feeding web-like material from reel | |
| CN1187169A (en) | Tape roll liner/tab, application apparatus and method | |
| US6355139B1 (en) | Processed tissue webs | |
| US6536702B1 (en) | Surface winding on an a-frame winder | |
| CN1500058A (en) | Multi-reel appts. in paper machine | |
| CN1071697C (en) | Coreless adhesive tape winding mandrel and winding method | |
| AU544843B2 (en) | Apparatus and method for making an indefinite length composite sheet of very large predetermined width from indefinite length sheet stock of relatively small width | |
| EP0994058A1 (en) | Automatic winding machine for continuously extruded plastic films | |
| CN211852431U (en) | Magnetic patch production line | |
| CN116553245B (en) | Be used for production line to stop line to trade and roll up and two storage device of connection | |
| JP4127673B2 (en) | Adhesive sheet winding device | |
| CN114906653B (en) | Full-automatic fold paper rewinding and film wrapping machine | |
| KR200277619Y1 (en) | Horizontal cutting device of automatic preparing machine for paper rolls | |
| JP4132513B2 (en) | Veneer veneer folding device and veneer veneer winding device | |
| CN111219391A (en) | Magnetic patch production line | |
| WO1999064335A1 (en) | Surface winding on an a-frame winder | |
| JPH0815719B2 (en) | Rubber sheet pallet installation device | |
| JPH0815720B2 (en) | Rubber sheet pallet loading device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |