CN110842578A - Turning and grinding combined machine tool suitable for medium and small disc gears - Google Patents
Turning and grinding combined machine tool suitable for medium and small disc gears Download PDFInfo
- Publication number
- CN110842578A CN110842578A CN201911287546.9A CN201911287546A CN110842578A CN 110842578 A CN110842578 A CN 110842578A CN 201911287546 A CN201911287546 A CN 201911287546A CN 110842578 A CN110842578 A CN 110842578A
- Authority
- CN
- China
- Prior art keywords
- grinding
- machine tool
- turning
- axis
- positioning rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 61
- 239000002131 composite material Substances 0.000 claims abstract description 5
- 210000000078 claw Anatomy 0.000 claims description 9
- 150000001875 compounds Chemical class 0.000 claims description 8
- 229910000831 Steel Inorganic materials 0.000 claims description 7
- 239000010959 steel Substances 0.000 claims description 7
- 230000005540 biological transmission Effects 0.000 claims description 6
- 238000003754 machining Methods 0.000 abstract description 5
- 239000012528 membrane Substances 0.000 description 8
- 238000005516 engineering process Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 1
- 239000002173 cutting fluid Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/04—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass for both machining and other metal-working operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/10—Arrangements for cooling or lubricating tools or work
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
The invention provides a turning and grinding combined machine tool suitable for medium and small disc gears, which can solve the technical problems of high cost, low feeding efficiency and pending improvement of the machining precision of the combined machine tool in preparing a feeding mechanical arm. Turning and grinding composite machine tool suitable for medium and small disc type gears comprises a machine body, a workpiece spindle, an external grinding mechanism, an internal grinding mechanism and a turret mechanism, and is characterized in that: the turning and grinding composite machine tool also comprises a feeding mechanism, and the feeding mechanism, the outer circle grinding mechanism, the inner circle grinding mechanism and the turret mechanism are sequentially arranged on the front side of the machine tool body along the X-axis direction and are positioned below the workpiece spindle. The workpiece spindle and the fixture checking fixture have the manipulator functions, so that the cost can be reduced, and the feeding efficiency can be improved.
Description
Technical Field
The invention relates to the field of machine tools, in particular to a turning and grinding combined machine tool suitable for medium and small disc gears.
Background
The turning and grinding of the inner circle, the outer circle and the end face (two end faces) of the medium-sized and small-sized disc gears in the traditional technology are realized by the grinding machine and the lathe in a grading way, the machining efficiency is low, the repeated clamping of workpieces is involved, and the machining precision is difficult to meet the requirements. Therefore, a turning and grinding composite machine tool is developed and formed in the industry, but the existing turning and grinding composite machine tool needs to be provided with a feeding manipulator to realize automatic feeding, so that the cost is high, the feeding efficiency is low, and meanwhile, the improvement of the processing precision is difficult to meet the expectation.
Disclosure of Invention
The invention provides a turning and grinding combined machine tool suitable for medium and small disc gears, which can solve the technical problems of high cost, low feeding efficiency and pending improvement of the machining precision of the combined machine tool in preparing a feeding mechanical arm.
Its technical scheme is such, is applicable to the car of medium and small-size dish class gear and grinds compound lathe, and it includes lathe bed, work piece main shaft, excircle mill mechanism, interior round mill mechanism and turret mechanism, its characterized in that: the turning and grinding combined machine tool comprises a lathe bed, a workpiece main shaft, a main shaft seat, a turning and grinding combined machine tool and a feeding mechanism, wherein the workpiece main shaft is vertically arranged, a clamp is arranged at the lower end of the workpiece main shaft, the workpiece main shaft is arranged on the main shaft seat and is driven by an X-axis feeding mechanism, the main shaft seat is arranged on the upper portion of the lathe bed and is driven by a Z-axis feeding mechanism, the turning and grinding combined machine tool further comprises the feeding mechanism, and the feeding mechanism, the outer circle grinding mechanism, the inner circle grinding mechanism and the turret.
Furthermore, the Z-axis feeding mechanism comprises a supporting plate, a Z-axis slide rail pair, a Z-axis ball screw nut pair and a Z-axis servo motor, the workpiece spindle is arranged on the supporting plate, and the supporting plate is in guiding fit with the spindle base through the Z-axis slide rail pair and is in transmission fit with the Z-axis servo motor through the Z-axis ball screw nut pair;
the X-axis feeding mechanism comprises a sliding table, an X-axis sliding rail pair, an X-axis ball screw nut pair and an X-axis servo motor, the spindle seat is fixed on the sliding table, and the sliding table is in guiding fit with the lathe bed through the X-axis guide rail pair and is in transmission fit with the X-axis servo motor through the X-axis ball screw nut pair.
Further, the turning and grinding combined machine tool further comprises a grinding wheel dresser, and the grinding wheel dresser is mounted on the lower portion of the spindle seat.
Further, the fixture comprises a film fixture and a pitch circle positioning mechanism, wherein the pitch circle positioning mechanism comprises positioning rods which are matched with the clamping jaws of the film fixture one by one; the clamping jaw and the positioning rod of one type are independently matched with a helical gear to be processed of one type for use, the clamping jaw is provided with a through hole, one end of the positioning rod is provided with a pitch circle positioning part and faces the bevel gear to be processed, the other end of the positioning rod extends into the through hole and is connected with an elastic part, the elastic piece elastically acts on the positioning rod to prevent the positioning rod from being separated from the through hole, the adjusting screw is in threaded connection with the through hole and tightly props against the other end of the positioning rod, the side wall of the positioning rod is provided with a guide groove arranged along the length direction, a guide screw is in threaded connection with the jaw seat and extends into the guide groove, the adjusting screw is provided with a steel ball and tightly pushes the other end of the positioning rod through the steel ball, the end surface of each clamping jaw is provided with a guide plate, and a guide pin is arranged on the guide plate, and a ball head guide part matched with the tooth groove of the helical gear is arranged at the end part of the guide pin.
Further, the film clamp comprises a shell, a membrane, clamping jaws, clamping jaw seats, balance blocks and a driving unit, wherein the membrane is installed at one end of an opening of a cavity of the shell, the clamping jaws are installed on the clamping jaw seats, and the clamping jaw seats correspond to the balance blocks one by one and are positioned and clamped on two sides of the membrane.
Furthermore, the clamping jaws are provided with 3 clamping jaws which are uniformly distributed on the membrane.
Furthermore, the elastic part is a belleville spring, the belleville spring is sleeved at the other end of the positioning rod, the upper end of the belleville spring abuts against the step surface of the positioning rod, and the lower end of the belleville spring abuts against a limiting part fixedly connected to the positioning rod.
Furthermore, the limiting part is a clamp spring, and the clamp spring is installed in a clamp spring groove at the other end of the positioning rod.
Further, the positioning rod is provided with a gasket matched with the through hole.
Furthermore, the end face of the claw seat is provided with a step, the side face of the claw and the side face of the step are both arc-shaped faces and are attached to each other, and the bottom face of the claw and the end face of the claw seat are in positioning fit through a positioning pin.
According to the invention, the workpiece spindle is vertically arranged and moves in a matched manner through the X-axis driving mechanism and the Z-axis driving mechanism, so that the gear horizontally placed on the feeding mechanism is clamped, further, no additional mechanical arm is required to be arranged, the cost can be reduced, the gear clamping process only relates to linear movement in the X-axis and Z-axis directions and opening and closing of the clamp, the action is simple, the path is short, and the feeding efficiency can be effectively improved; in addition, the outer circle grinding mechanism, the inner circle grinding mechanism and the turret mechanism are linearly arranged on the front side of the lathe bed, cooling water, cutting fluid and the like can flow away rapidly without passing through the lathe bed, the temperature rise of the lathe bed is reduced, the condition that the temperature of the lathe bed is uneven is avoided, the thermal stability of the lathe bed is improved, and the machining precision is further improved.
Drawings
Fig. 1 is a front view of the turning and grinding combined machine tool of the present invention.
Fig. 2 is a top view of the turning and grinding combined machine tool of the present invention.
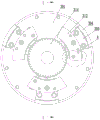
Fig. 3 is a schematic top view of the clamp of the present invention.
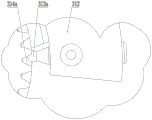
Fig. 4 is a partially enlarged structural diagram of a portion a in fig. 3.
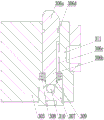
Fig. 5 is a schematic view of the cross-sectional structure along the direction B-B in fig. 3.
Fig. 6 is a partially enlarged schematic view of the positioning rod mounting structure of fig. 5.
Detailed Description
As shown in fig. 1 to 6, the turning and grinding combined machine tool suitable for medium and small disc gears comprises a machine body 1, a workpiece spindle 2, a feeding mechanism 4, an external grinding mechanism 5, an internal grinding mechanism 6, a turret mechanism 7 and a grinding wheel dresser 13, wherein the workpiece spindle 2 is an electric spindle vertically arranged, a clamp 3 is installed at the lower end of the workpiece spindle 2, the workpiece spindle 2 is installed on a spindle seat 14 and is driven by an X-axis feeding mechanism to move along the X-axis direction (namely the left and right direction of fig. 1), the spindle seat 14 is installed at the upper part of the machine body 1 and is driven by a Z-axis feeding mechanism along the Z-axis direction (namely the up and down direction of fig. 1), the feeding mechanism 4, the external grinding mechanism 5, the internal grinding mechanism 6 and the turret mechanism 7 are sequentially installed at the front side of the machine body 1 along the X-axis direction and are located below the workpiece spindle 2.
The Z-axis feeding mechanism comprises a supporting plate, a Z-axis sliding rail pair, a Z-axis ball screw nut pair and a Z-axis servo motor 12, the workpiece spindle 2 is arranged on the supporting plate, and the supporting plate is in guiding fit with the spindle seat 14 through the Z-axis sliding rail pair and is in transmission fit with the Z-axis servo motor 12 through the Z-axis ball screw nut pair; the X-axis feeding mechanism comprises a sliding table 8, an X-axis sliding rail pair 9, an X-axis ball screw nut pair 11 and an X-axis servo motor 10, a spindle seat 14 is fixed on the sliding table 8, the sliding table 8 is in guiding fit with the lathe bed 1 through the X-axis sliding rail pair 9 and is in transmission fit with the X-axis servo motor 10 through the X-axis ball screw nut pair 11, a pair of sliding rails of the X-axis sliding rail pair are fixed at the top of the lathe bed, a sliding block is fixed at the bottom of the sliding table, a ball screw of the X-axis ball screw nut pair is connected with a rotating shaft of the X-axis servo motor and is rotatably supported at the top of the lathe bed through a.
The feeding mechanism 4, the external grinding mechanism 5, the internal grinding mechanism 6, the turret mechanism 7 and the grinding wheel dresser are all conventional technologies, and the invention does not relate to structural improvement of the mechanisms.
The fixture comprises a film fixture and a pitch circle positioning mechanism, the pitch circle positioning mechanism comprises positioning rods 306 which are matched with 3 jaws of the film fixture one by one, and the jaws 303 and the positioning rods 306 of one type are independently matched with helical gears to be processed of one type; the clamping jaw 303 is provided with a through hole, one end 306a of the positioning rod is provided with a pitch circle positioning part and faces to a bevel gear to be processed, the other end 306b of the positioning rod extends into the through hole and is connected with an elastic part 308, the elastic part 308 elastically acts on the positioning rod 306 to prevent the positioning rod 306 from separating from the through hole, an adjusting screw 307 is in threaded connection with the through hole and tightly props against the other end 306b of the positioning rod, the side wall of the positioning rod 306 is provided with a guide groove 306c arranged along the length direction, a guide screw (not shown, 311 is an installation hole of the guide screw in the figure) is in threaded connection with the clamping jaw seat 304 and extends into the guide groove 306c, the extension amount of the pitch circle positioning part is adjusted through rotation of the adjusting screw, the guide screw is matched with the guide groove to move and guide; a guide plate 312 is installed on the end face of each claw 303, a guide pin is installed on the guide plate 312, a ball head guide part 313a matched with the tooth space of the helical gear is arranged at the end part of the guide pin, and the helical gear is installed and guided through the ball head guide parts 313a of the three guide pins, so that the pitch circle positioning part of the positioning rod smoothly enters the tooth space and is positioned with the pitch circle of the helical gear; the adjusting screw 307 is provided with a steel ball 310 and tightly pushes the other end 306b of the positioning rod through the steel ball, and the torsion force applied to the positioning rod is reduced through the steel ball in the process that the adjusting bolt is rotationally advanced to finely adjust the positioning rod.
The film clamp comprises a shell 301, a membrane 302, a jaw 303, a jaw seat 304, a balance block 305 and a driving unit, wherein the driving unit is an oil cylinder or an air cylinder (not shown), a piston rod of the driving unit is fixedly connected with the membrane after extending into the shell 301, the shell 301 is fixedly connected with a workpiece spindle, the membrane 302 is installed at one end of an opening of a cavity of the shell 301, the jaw 303 is installed on the jaw seat 304, the jaw seat 304 and the balance block 305 correspond to each other one by one and are positioned and clamped on two sides of the membrane 302, a step 304a is arranged on the end surface of the jaw seat 304, the side surface of the jaw 303 and the side surface of the step 304a are both arc surfaces and are mutually attached, the bottom surface of the jaw 303 and the end surface of the jaw seat 304 are positioned and matched through a positioning pin (not shown), and; the elastic piece 309 is a belleville spring, the belleville spring is sleeved at the other end 306b of the positioning rod, the upper end of the belleville spring abuts against the step surface of the positioning rod, and the lower end of the belleville spring abuts against a limiting piece 309 fixedly connected to the positioning rod; the limiting member 309 is a snap spring, and the snap spring is installed in a snap spring groove at the other end 306b of the positioning rod.
In the figure, 314 is a bevel gear, 314a is a gear groove, and 36d is a groove for mounting a washer.
Claims (8)
1. Turning and grinding composite machine tool suitable for medium and small disc type gears comprises a machine body, a workpiece spindle, an external grinding mechanism, an internal grinding mechanism and a turret mechanism, and is characterized in that: the turning and grinding combined machine tool comprises a lathe bed, a workpiece main shaft, a main shaft seat, a turning and grinding combined machine tool and a feeding mechanism, wherein the workpiece main shaft is vertically arranged, a clamp is arranged at the lower end of the workpiece main shaft, the workpiece main shaft is arranged on the main shaft seat and is driven by an X-axis feeding mechanism, the main shaft seat is arranged on the upper portion of the lathe bed and is driven by a Z-axis feeding mechanism, the turning and grinding combined machine tool further comprises the feeding mechanism, and the feeding mechanism, the outer circle grinding mechanism, the inner circle grinding mechanism and the turret.
2. The turning and grinding compound machine tool suitable for the medium and small disc-like gears according to claim 1 is characterized in that: the Z-axis feeding mechanism comprises a supporting plate, a Z-axis slide rail pair, a Z-axis ball screw nut pair and a Z-axis servo motor, the workpiece spindle is arranged on the supporting plate, and the supporting plate is in guiding fit with the spindle seat through the Z-axis slide rail pair and is in transmission fit with the Z-axis servo motor through the Z-axis ball screw nut pair;
the X-axis feeding mechanism comprises a sliding table, an X-axis sliding rail pair, an X-axis ball screw nut pair and an X-axis servo motor, the spindle seat is fixed on the sliding table, and the sliding table is in guiding fit with the lathe bed through the X-axis guide rail pair and is in transmission fit with the X-axis servo motor through the X-axis ball screw nut pair.
3. The turning and grinding compound machine tool suitable for the medium and small disc-like gears is characterized in that: the turning and grinding combined machine tool further comprises a grinding wheel dresser, and the grinding wheel dresser is mounted on the lower portion of the spindle seat.
4. The turning and grinding compound machine tool suitable for the medium and small disc-like gears according to claim 1 is characterized in that: the fixture comprises a film fixture and a pitch circle positioning mechanism, wherein the pitch circle positioning mechanism comprises positioning rods which are matched with the clamping jaws of the film fixture one by one; the clamping jaw and the positioning rod of one type are independently matched with a helical gear to be processed of one type for use, the clamping jaw is provided with a through hole, one end of the positioning rod is provided with a pitch circle positioning part and faces the bevel gear to be processed, the other end of the positioning rod extends into the through hole and is connected with an elastic part, the elastic piece elastically acts on the positioning rod to prevent the positioning rod from being separated from the through hole, the adjusting screw is in threaded connection with the through hole and tightly props against the other end of the positioning rod, the side wall of the positioning rod is provided with a guide groove arranged along the length direction, a guide screw is in threaded connection with the jaw seat and extends into the guide groove, the adjusting screw is provided with a steel ball and tightly pushes the other end of the positioning rod through the steel ball, the end surface of each clamping jaw is provided with a guide plate, and a guide pin is arranged on the guide plate, and a ball head guide part matched with the tooth groove of the helical gear is arranged at the end part of the guide pin.
5. The turning and grinding compound machine tool suitable for the medium and small disc-like gears is characterized in that: the film clamp comprises a shell, a diaphragm, a clamping jaw seat, a balance block and a driving unit, wherein the diaphragm is installed at one end of an opening of a cavity of the shell, the clamping jaw is installed on the clamping jaw seat, and the clamping jaw seat corresponds to the balance block one to one and is positioned and clamped on two sides of the diaphragm.
6. The turning and grinding compound machine tool suitable for the medium and small disc-like gears is characterized in that: the elastic piece is a butterfly spring, the butterfly spring is sleeved at the other end of the positioning rod, the upper end of the butterfly spring abuts against the step surface of the positioning rod, and the lower end of the butterfly spring abuts against a limiting piece fixedly connected to the positioning rod.
7. The turning and grinding compound machine tool suitable for the medium and small disc-like gears is characterized in that: the limiting part is a clamp spring, and the clamp spring is installed in a clamp spring groove at the other end of the positioning rod.
8. The turning and grinding compound machine tool suitable for the medium and small disc-like gears is characterized in that: the end face of the claw seat is provided with a step, the side face of the claw and the side face of the step are arc-shaped faces and are attached to each other, and the bottom face of the claw and the end face of the claw seat are in positioning fit through a positioning pin.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911287546.9A CN110842578B (en) | 2019-12-14 | 2019-12-14 | Turning and grinding compound machine tool suitable for medium-small disc gears |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911287546.9A CN110842578B (en) | 2019-12-14 | 2019-12-14 | Turning and grinding compound machine tool suitable for medium-small disc gears |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110842578A true CN110842578A (en) | 2020-02-28 |
| CN110842578B CN110842578B (en) | 2024-10-18 |
Family
ID=69609159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911287546.9A Active CN110842578B (en) | 2019-12-14 | 2019-12-14 | Turning and grinding compound machine tool suitable for medium-small disc gears |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110842578B (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114012116A (en) * | 2021-12-13 | 2022-02-08 | 宁夏长兴精密机械有限公司 | Double-end-face specialized numerical control lathe with full-automatic feeding mechanism |
Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1125429A (en) * | 1966-08-01 | 1968-08-28 | Woodworth Co N A | Chuck |
| US3479042A (en) * | 1966-08-19 | 1969-11-18 | Woodworth Co N A | Gear pin with pull-back action |
| DE3913626A1 (en) * | 1989-04-25 | 1990-10-31 | Guehring Gottlieb Fa | Chuck for rotating cutting tools with parallel shanks - has driving collar on cutting tool to relieve locating collet of cutting force |
| US6145850A (en) * | 1998-10-24 | 2000-11-14 | Smw Autoblok Spannsysteme Gmbh | Diaphragm chuck |
| DE10207144A1 (en) * | 2002-02-20 | 2003-08-21 | Emag Maschfab Gmbh | Method for receiving workpieces for machining involves applying uniform forces at three or more points round workpiece for centring and applying tangential counteracting reaction force to take up machining force |
| CN2644081Y (en) * | 2003-09-26 | 2004-09-29 | 无锡市明鑫机床有限公司 | Gripper and positioner of digital controlled internal grinder |
| JP2008006537A (en) * | 2006-06-29 | 2008-01-17 | Masato Ishii | Replacement device of chuck jaw |
| CN202097620U (en) * | 2011-06-09 | 2012-01-04 | 无锡市明鑫数控磨床有限公司 | Retainer for gear |
| CN102398053A (en) * | 2010-09-07 | 2012-04-04 | Smw-奥托布洛克紧固系统有限责任公司 | Diaphragm Chuck |
| CN202240887U (en) * | 2011-08-05 | 2012-05-30 | 河南森茂机械有限公司 | Elastic membrane chuck for grinding inner hole |
| CN104001955A (en) * | 2014-05-21 | 2014-08-27 | 苏州锟恩电子科技有限公司 | Diaphragm chuck centering device |
| CN104607949A (en) * | 2014-12-22 | 2015-05-13 | 新昌县新剡轴承有限公司 | Automatic machining equipment for bearing outer rings |
| CN105171427A (en) * | 2015-08-31 | 2015-12-23 | 重庆理工大学 | Full automatic grinding machine for piston ring inclined end surface |
| CN105856032A (en) * | 2016-06-07 | 2016-08-17 | 无锡市昌亿机床制造有限公司 | Multifunctional full-automatic compound grinding machine |
| CN205968489U (en) * | 2016-08-30 | 2017-02-22 | 格特拉克(江西)传动系统有限公司 | Gear grinds integrated frock of hole |
| CN107520626A (en) * | 2017-10-17 | 2017-12-29 | 无锡七机机床有限公司 | Numerical control internal-external justifies grinding combined machine |
| CN108081126A (en) * | 2017-11-23 | 2018-05-29 | 无锡机床股份有限公司 | Grinding machine fixture |
| CN208409594U (en) * | 2018-06-15 | 2019-01-22 | 无锡市明鑫机床有限公司 | Numerically control grinder thin-walled fixture |
| CN211249104U (en) * | 2019-12-14 | 2020-08-14 | 无锡七机机床有限公司 | Turning and grinding combined machine tool suitable for medium and small disc gears |
-
2019
- 2019-12-14 CN CN201911287546.9A patent/CN110842578B/en active Active
Patent Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1125429A (en) * | 1966-08-01 | 1968-08-28 | Woodworth Co N A | Chuck |
| US3479042A (en) * | 1966-08-19 | 1969-11-18 | Woodworth Co N A | Gear pin with pull-back action |
| DE3913626A1 (en) * | 1989-04-25 | 1990-10-31 | Guehring Gottlieb Fa | Chuck for rotating cutting tools with parallel shanks - has driving collar on cutting tool to relieve locating collet of cutting force |
| US6145850A (en) * | 1998-10-24 | 2000-11-14 | Smw Autoblok Spannsysteme Gmbh | Diaphragm chuck |
| DE10207144A1 (en) * | 2002-02-20 | 2003-08-21 | Emag Maschfab Gmbh | Method for receiving workpieces for machining involves applying uniform forces at three or more points round workpiece for centring and applying tangential counteracting reaction force to take up machining force |
| CN2644081Y (en) * | 2003-09-26 | 2004-09-29 | 无锡市明鑫机床有限公司 | Gripper and positioner of digital controlled internal grinder |
| JP2008006537A (en) * | 2006-06-29 | 2008-01-17 | Masato Ishii | Replacement device of chuck jaw |
| CN102398053A (en) * | 2010-09-07 | 2012-04-04 | Smw-奥托布洛克紧固系统有限责任公司 | Diaphragm Chuck |
| US20120119452A1 (en) * | 2010-09-07 | 2012-05-17 | Ralf Blaser | Diaphragm chuck |
| CN202097620U (en) * | 2011-06-09 | 2012-01-04 | 无锡市明鑫数控磨床有限公司 | Retainer for gear |
| CN202240887U (en) * | 2011-08-05 | 2012-05-30 | 河南森茂机械有限公司 | Elastic membrane chuck for grinding inner hole |
| CN104001955A (en) * | 2014-05-21 | 2014-08-27 | 苏州锟恩电子科技有限公司 | Diaphragm chuck centering device |
| CN104607949A (en) * | 2014-12-22 | 2015-05-13 | 新昌县新剡轴承有限公司 | Automatic machining equipment for bearing outer rings |
| CN105171427A (en) * | 2015-08-31 | 2015-12-23 | 重庆理工大学 | Full automatic grinding machine for piston ring inclined end surface |
| CN105856032A (en) * | 2016-06-07 | 2016-08-17 | 无锡市昌亿机床制造有限公司 | Multifunctional full-automatic compound grinding machine |
| CN205968489U (en) * | 2016-08-30 | 2017-02-22 | 格特拉克(江西)传动系统有限公司 | Gear grinds integrated frock of hole |
| CN107520626A (en) * | 2017-10-17 | 2017-12-29 | 无锡七机机床有限公司 | Numerical control internal-external justifies grinding combined machine |
| CN108081126A (en) * | 2017-11-23 | 2018-05-29 | 无锡机床股份有限公司 | Grinding machine fixture |
| CN208409594U (en) * | 2018-06-15 | 2019-01-22 | 无锡市明鑫机床有限公司 | Numerically control grinder thin-walled fixture |
| CN211249104U (en) * | 2019-12-14 | 2020-08-14 | 无锡七机机床有限公司 | Turning and grinding combined machine tool suitable for medium and small disc gears |
Non-Patent Citations (1)
| Title |
|---|
| 沙杰, 蔡干, 曹志中: "中小孔磨削高精度内圆磨床设计", 制造技术与机床, no. 02, 2 February 2005 (2005-02-02) * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114012116A (en) * | 2021-12-13 | 2022-02-08 | 宁夏长兴精密机械有限公司 | Double-end-face specialized numerical control lathe with full-automatic feeding mechanism |
| CN114012116B (en) * | 2021-12-13 | 2024-05-10 | 宁夏长兴精密机械有限公司 | Double-end-face specialized numerical control lathe with full-automatic feeding mechanism |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110842578B (en) | 2024-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013509307A (en) | Vertical combined type turning and milling machine machining center | |
| CN102581664A (en) | Gear and rack type long shaft part multi-keyway milling fixture | |
| CN108655774B (en) | Working method of machining tool table for airplane titanium alloy parts | |
| CN210499508U (en) | Five-axis section bar machining center of area cradle formula | |
| CN211249104U (en) | Turning and grinding combined machine tool suitable for medium and small disc gears | |
| CN110842578A (en) | Turning and grinding combined machine tool suitable for medium and small disc gears | |
| CN112775669B (en) | Ultra-precise turning and milling compound numerical control machine tool | |
| CN110091186B (en) | Mosaic direct-drive rotary workbench using hydrostatic guideway | |
| CN209868001U (en) | Machining tool for electric door pump reducer shell | |
| JP5361563B2 (en) | lathe | |
| CN218452759U (en) | Auxiliary device of processing machine tool | |
| CN110614396A (en) | Ultra-precise polyhedral milling machine | |
| CN216541828U (en) | Valve worm machining center | |
| CN215357279U (en) | Integrated numerically controlled lathe for machining metal workpiece | |
| CN215919674U (en) | Valve box machining center | |
| CN213135801U (en) | Horizontal grinding and turning combined machine tool | |
| CN113400016A (en) | Valve worm machining center | |
| CN108480728B (en) | Full-automatic numerical control ear reaming machine | |
| CN215546786U (en) | Rapid clamping device for steel structural member inclined plane machining | |
| CN211588786U (en) | Vertical chamfering milling machine | |
| CN212918950U (en) | Lifting feeding device with swing angle device and power head | |
| CN218081787U (en) | Workpiece clamping mechanism of screw tap thread relief grinding machine | |
| CN212496854U (en) | Vertical shaft circular truncated cone surface grinding machine | |
| CN216991395U (en) | Numerical control vertical valve seat grinding machine | |
| CN219901075U (en) | Rotary positioning mechanism of numerical control machine tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant |